Manufacturing of a polyurethane shovel for a snow

TECHNICAL UNIVERSITY OF SOFIA
FINAL YEAR PROJECT
BACHELOR’S DEGREE
MANUFACTURING OF A
POLYURETHANE SHOVEL FOR
A SNOW-FIGHTING VEHICLE
Supervisor:
MEng Silviya Angelova
STUDENT: Anita Petrovska
Introduction
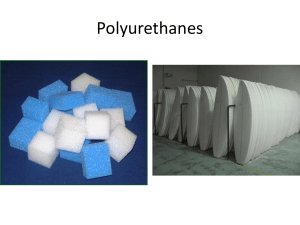
Low cost tooling and extreme wear and abrasion resistance are some of the benefits cast urethanes can offer – properties that could serve a wide variety of end markets.
Comparison of polyurethane to rubber, plastic, and metals - Product engineers prefer urethane. Its parts provide longer service life when compared to plastics and rubber, and lower noise abatement properties when compared to metals.
Application
Power transmission industry
Food processing industry
Sports & Athletic equipment manufacturing
Mining and drilling equipment
Computer chip manufacturing
Pipe/Plumbing Industry
Marine industry
Ski industry
Etc.
State-of-the-art and trends
The history of the polyurethane begins in the 1937 when
Dr. Otto Bayer discovers the basic PU chemistry.
The polyurethanes industry is always seeking to reduce its impact on the environment and is currently exploring ways of increasing the energy efficiency of manufacturing processes and creating end products that can be used to save energy .
"Science For A Better Life“
“ D ream production”
Building insulation
I nnovative solutions for air, sea and rail transportation
Etc.
Purpose of the project
Measuring the given model and making sketch with the corresponding dimensions
Drawing a 3D model of the detail by means of a relevant software – KOMPAS 3D
Constructive decisions about the mould form – way of molding the polyurethane, materials, type;
Drawing the tool by means of KOMPAS 3D – technical documentation about the detail and the tool
Programming with a CAM software – ESPRIT
Manufacturing of the tool parts on CNC vertical center machine and universal milling machine, assembly of the parts and welding, and molding of the detail.
Analysis of the given part …
• Measuring of the given part by means of vernier gauge, angle gauge, and durometer
• Decisions about the tearing of the given part – adding ribs and fillets in the critical edges
• Making sketch of the given model
Technical data about the material used
Physical Properties
Density
Mechanical Propertie s
Hardness, Shore A
Tensile Strength at Break
Tensile Strength, Yield
Elongation at Break
Compression Set
Processing Properties
Melt Temperature
Mold Temperature
Ejection Temperature
Metric
1.22
g/cc
Metric
86.0
46.0
MPa
46.0
MPa
>= 300 %
11.0 %
@Temperature 23.0 °C
36.0 %
@Temperature 70.0 °C
Metric
200 220 °C
20.0
40.0
°C
50.0
°C
Drawing of the solid model of the part by means of KOMPAS 3D
Defining of the mass of the detail
m [g] = V [cm 3 ].
ρ [g/cm 3 ] = 491512 g = 4.915 kg.
The improved element – with added ribs and fillets
Construction of the molding tool
The tool for the shovel will consist of two main parts, so it will be typical twopieced matrix. The first will be a “bed” for the bottom of the detail, which will have a dish-form. And the second part will copy the upper side of the shovel – its ribs, fillets, etc.
The best way of molding this element is rotated vertical through its shorter part of the transom-shape base.
First main part of the tool – “the bed”
For the first main part of the matrix – the
“bed”, it is convenient to be made of Iron.
On its part, the bed will consist of 4 elements, which will copy the shape of the outer sides of the shovel, and later on will be welded to form one whole piece.
When the dimensions for the tool are defined it is taken into account that the separated parts should be welded, so ≈4 mm are added to each side that should be welded to another one. The shrinkage of the material is 1 %, so
1% is added to each dimension of the tool elements.
The elements from the first part of the tool are machined on Universal Milling machine FU 251.
The second main part of the tool –
“Shaping mould surface”
The second main part of the matrix is made of seven aluminum pieces. It is lighter material, easier for machining and that is why we choose it for the upper part. These elements need much more machining than the elements from the first part of the tool.
They are the shaping piece of the matrix.
Here is the ready welded model of the upper-part.
CAM (Computer Aided Manufacturing) with ESPRIT
Introduction to ESPRIT
Take the ready 3D model of the part
Put it in ESPRIT and choosing the allocation on the table
Use of the appropriate functions with its appropriate options and parameters – depth of cut, clearance, retract, % stepover, feed rate, speed, approach, start position, offset, and many others.
Choosing the tools for the cutting and their modes of operation
Simulation in ESPRIT
Modeling of the tool parts
The CNC machine that we use for the purpose is a 3-axis vertical machining center Deckel Maho
DMC 1035v with Heidenhain iTNC 530 -control. It is ISO-based control and machining language.
X- / Y- / Z-axis
Main drive (40 / 100% DC) mm kW
1,035 / 560 / 510
13 / 9 (19 / 14)
Speed range up to
Rapid traverse X / Y / Z
Tool magazine
Workpiece weight max.
rpm.
m/min pockets kg
10,000 (14,000)*
30
20 (30)*
1,000
Post processing
;
;
4 ;
“
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X-240 Y-36 Z-40
2 BLK FORM 0.2 X240 Y36 Z0
;
3 CYCL DEF 247 DATUM SETTING ~
Q339=+4 ;DATUM NUMBER
; CONFIRM Q339 NUMBER ABOVE IS CORRRECT
;'
;
; TOOL ID FM 050
5 TOOL CALL 34 Z S700
6 TOOL DEF 2
;
7 * -
8 CYCL DEF 32.0 TOLERANCE
9 CYCL DEF 32.1 T0.01
10 CYCL DEF 32.2 HSC-MODE:1 TA5
11 M03 M08
12 L X-273.5 Y-3.5 A0. FMAX
13 L Z+70. FMAX
14 L Z+2. FMAX
15 L X-274.5 Y-2.5 F150
16 L X-258.195 Z-.875
17 L X-274.5 Z-3.75
18 L X+269.5
19 CC X+269.5 Y-7.5
20 C X+274.5 Y-7.5 DR-
21 L Y-19.5
22 CC X+269.5 Y-19.5
23 C X+269.5 Y-24.5 DR-
“
Molding equipment
Free dispensing
Conclusion
The manufacturing of polyurethane details is quite interesting, but still a long process, which passes through many steps.
These steps are obligatory no matter if the detail is small or big, and if you need only single one detail or a massproduction.
With the modern technologies and software, and hardware it is a little bit easier to systemize the process and be more accurate.