siemens.com/energy
Steam Turbines:
Siemens Reactive Blading – designed for highest
efficiency and minimal performance degradation
Russia Power 2014
4-6 March, 2014
Moscow, Russia
Author:
Rudolf Wolf
Ph.D. Klaus Romanov
Siemens AG
Energy Sector
Service Division
Table of Contents
1.0
1.1
Foreword ................................................................................................................ 2
Introduction to Reactive Blading
2.0
Conversion to Reactive Blading.............................................................................. 4
2.1
HPC Casing ............................................................................................................ 4
2.2
Blade Profiles ......................................................................................................... 5
2.3
Shroud Seals ........................................................................................................... 7
2.4
Steam Path Clearances.......................................................................................... 10
2.5
End Seals ............................................................................................................. 11
2.6
Intermediate Seals ................................................................................................ 12
2.7
HPC Rotor............................................................................................................ 14
3.0
Examples of Change in In-Service Performance ................................................... 15
1.0
Foreword
An article in Teploenergetika, N 6, 2005 “Comparison of Active and Reactive High-Pressure
Steam Turbine Cylinders” by A. G. Kostiuk, DEng and A. D. Trukhny, DEng, Moscow Power
Engineering Institute, compared the performance of high-pressure stages and cylinders (HPC) of
active and reactive blading in the turbine flow section as it relates to the design concepts of
various manufacturers. It concludes that it is inappropriate to use reactive blading in supercritical pressure turbines with HPCs of the traditional design.
The authors came to the following conclusions on the basis of materials on hand:
during planned repairs the performance of reactive turbines declines more quickly than
that of active ones;
performance declines as a result of labyrinth seal wear;
restoring reactive turbine performance involves considerable challenges and takes more
time than for active turbines;
a major drawback of the reactive cylinder is the attachment of stator blading directly in
the cylinder inner casing.
To confirm the high performance of reactive blading in Siemens steam turbines, the following
presentation discusses the design of a retrofitted high-pressure cylinder on the K-300-170 turbine
at Greece’s Agios Dimitrios power plant. The HPS retrofit was part of a joint project between
Siemens and Power Machines.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 2 of 19
This presentation presents the following design features of the retrofitted HPC:
labyrinth and end seals;
blade system, blade attachments;
rotor, inner casing.
Data from 20 power plants were used to analyze the change in the efficiency of Siemens HPCs
and IPCs with reactive blading. A graph of the change in actual (i.e., measured) efficiency over
up to 75 months after commissioning is presented.
1.1
Introduction to Reactive Blading
Karl Gustaf Patrik de Laval developed the active steam turbine more than a century ago (1883).
A year later Sir Charles Algernon Parsons invented the compound reactive turbine. The basic
difference between the two is the choice of stage reactivity.
Stage reactivity means the ratio of the available blade system thermal head to the available
turbine stage thermal head. A turbine is called a reaction turbine if the reactivity at the average
diameter is about 0.5, i.e., the stage head is converted into flow energy half in the vane system
and half in the blade system.
Distributing the thermal head in a stage in this way leads to approximately identical flow
accelerations in the vane and blading system channels. For this reason vanes and blades may
have identical profiles, which is advantageous in manufacturing them.
Distributing thermal head to the vane and blade system in this way results in moderate mean
accelerations in the channels and therefore to profile and secondary losses that are lower in
comparison to an active stage.
Hence the pressure drop to the reactive stage is also distributed equally between vanes and
blades. As a result the turbine rotor is exposed to fairly high axial force, which requires the
installation of a dummy rotor in single-flow cylinders.
Although it is theoretically possible to build a stage with any reactivity from 0 to 1, since the
invention of the steam turbine, i.e., for more than a century, all axial turbine manufacturers
worldwide have adhered to following the principle - either a low-reactivity turbine or a reactive
turbine.
The only thing that both groups have in common is that all blading rows have almost identical
reactivity.
Another commonality is that, for more than a hundred years, manufacturers have been arguing
over which turbine type is better. The discussion is still going on.
But they often forget that both types of turbines have advantages depending on the application
and boundary conditions.
GE Energy/USA, TOSHIBA/Japan, HITACHI/Japan, TURBOATOM/Ukraine, and
LMZ/POWER MACHNES/ Russia make turbines with active steam path blading.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 3 of 19
SIEMENS/Germany, ALSTOM/France, MITSUBISHI/Japan, and WESTINGHOUSE/USA
make turbines with reactive steam path blading.
Recently GE Energy/USA and LMZ/POWER MACHNES/ Russia have manufactured a series of
turbines with reactive blading.
An example of a successful application of reactive blading in a HPC is the retrofit of an LMZ K300-170 at a power plant in Greece.
2.0
Conversion to Reactive Blading
The existing Leningrad Metals Plant K-300-170 turbine, delivered in 1978 to the Agios
Dimitrios power plant in Greece, had operated for about 100,000 hours and had been retrofitted
by the Siemens - Power Machines consortium in 2008.
The following work was done during the retrofit:
- replacement of the entire steam path while retaining outer casings.
the IPC and LPC were a Power Machines steam path.
New active blading with the same number of stages is used in the IPC and LPC.
The HPC was a Siemens steam path.
The HPC steam path was converted from active to reactive blading.
The existing 12 active blading stages were replaced with 20 reactive blading stages.
The left flow was equipped with a control stage with nozzle steam distribution and 10 stages in
an inner casing; the remaining 9 stages were in the blading carrier, forming the right flow.
2.1
HPC Casing
The HPC consists of two casings: outer and inner. Both are horizontal split casings.
The outer casing underwent non-destructive examination to determine its further service life.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 4 of 19
The seats for the inner casing, nozzle blade carrier and end seal casings were machined.
The HPC inner casing was replaced with a new horizontal split casing with blades installed in
casings slots.
The inner casing wall is somewhat thicker than in the previous active HPC, which made it
possible to approximate an axisymmetric design, which supports uniform heating, lowers the
possibility of buckling and, as a result, increases maneuverability.
The halves of the inner casing are attached with special bolts and studs to prevent steam from
swirling on the outer surface of the inner casing.
The secondary flow nozzle blade carrier also has a horizontal split and a somewhat larger wall,
which ensures uniform heating, reduces the possibility of buckling and, as a result, increases
maneuverability.
The design of the inner casing and nozzle blade carrier help keep the bore cylindrical during
variable and transient turbine operating modes. It also guarantees that circumferential clearances
will be retained and prevents grazing in the steam path, seal wear and increased leakage.
Axial forces on the rotor caused by the new reactive HPC blading are balanced under any
operating conditions. A residual axial force of 30-100 kN determined the diameter of the
intermediate seal and was adapted to Power Machines’ requirements for retrofitting IPCs and
LPCs using active blading.
2.2
Blade Profiles
All stages except the control stage are reactive. Reactivity is about 50%.
To achieve maximum turbine efficiency, all stages were equipped with blades with a swirl (3Dprofile). These are tapered twisted blades (F-profiles) which optimally conform to various flow
characteristics at different sections along the height of the blade. In addition to the threedimensional foil profiling, these blades are also distinguished by a reactivity selected
individually for each stage from 0.1 to 0.6.
Blades and vanes are made with integrally machined platforms and integrally machined rhombic
T- and L-shaped root attachments that determine the spacing of the nozzle and blade systems.
Only high-heat, erosion-resistant materials (10-13% chromium steel) are used.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 5 of 19
material:
Vanes
X22CrMoV12-1
Blades
X22CrMoV12-1
Blades and vanes are inserted and caulked in the appropriate slots on the inner casing/guide vane
and rotor carrier.
When blades and vanes are installed in the groves using the special assembly process, they
wedge against one another circumferentially (by the twisting of the platform relative to the root).
In this way, after the last blade or vane is installed, those with a T-shaped root attachment in one
row are pre-stressed at the root and shroud. In blades with L-shaped roots, stress is created only
at the shroud. Depending on the blade or vane type, stress is monitored by measuring the degree
of twist of the roots and shroud.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 6 of 19
Measurement of blade/vane torsion
The wedging of the blade row provides very good damping of frequency and stochastic
excitations from the steam flow.
The slots needed to install blades in the rotor slots are covered by the blade root, which is
connected to the rotor by a tapered or threaded pin. The type of pin depends on the centrifugal
forces on the last blade.
This modification ensures high reparability if blades have to be replaced.
After all blades of one row are inserted, their shrouds form an outer winding, which is then
surfaced to obtain the seal geometry.
2.3
Shroud Seals
HPC blades have a comparatively low height-to-width ratio. Blades with a short height and
relative large shaft diameter have a relatively large seal clearance if the clearance relative to the
steam path is equal. Losses through seals at short blades are therefore relative large. The seals
are also relatively short compared to end seals. The choice of the optimum seal design for the
HPC blades is vital.
The relative expansion of the rotor relative to the cylinder is decisive in selecting the seal type.
Labyrinth seals were selected as the seals between the rotor and blades and the seals between
blades and casing on the basis of calculations and the values for the relative expansion of the
HPR on the K-300-170 at Agios Dimitrios.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 7 of 19
Inner casing
Vanes
Rotor
Rotor
This type of seal has better performance than other types and reduces peripheral leakage.
Photographs of steam leaks in seals
Shroud seal design
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 8 of 19
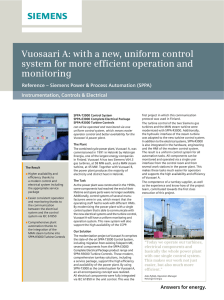
(1)
(2)
(3)
(4)
(5)
(6)
(8)
(9)
(7)
Line diagram of a reactive stage with shroud seal
(1) inner housing, (2) rivet, (3) lug, (4) blade, (5) vane, (6) rotor, (7) rivet, (8) lug, (9) wrought
wire
To reduce losses in the seals in blades and vanes (4, 5), in the inner casing (1) and in the rotor (6)
seal lugs (3, 8) are caulked. Cylindrical slots are drilled on the blade/vane (4, 5) shroud opposite
the lugs. These cylindrical slots are stepped so that the steam flow swirls more intensely and the
sealing action is therefore increased. Sealing lugs (3, 8) caulked in the rotor and inner casing
with wire (9) are reinforced for strength. They also support optimum radial clearances. If there is
grazing, they abrade without releasing a lot of heat. Later, when the specified clearances are
restored, the sealing lugs are easy to renew.
This seal design (sealing winding and wrought wire) greatly facilitates the replacement of worn
seals during repair.
Sealing winding in the required size is supplied in a roll.
Fragment from a drawing of the steam path of the retrofit HPC in the K 300 – 170, unit 3,
Agios Dimitrios
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 9 of 19
Blade and vane shroud and radial seals take the form of labyrinth seals, a slot on the blade and
vane shroud, and seal lugs in the rotor and in the inner casing. Seal lugs are made of strip
crimped into the slot with wire. The design supports low-cost replacement if the lugs are
damaged.
2.4
Steam Path Clearances
Radial clearances are set for possible deformation of the inner and outer casings on the one hand
and for flexure of the high-pressure rotor on the other. These deformations may occur in nonsteady-state operating modes, e.g., during start and shutdown.
The following table presents data on the axial and radial clearances of the retrofit HPC in
the 300 – 170, unit 3, Agios Dimitrios
Name
Axial
clearance,
mm
Radial
clearance,
mm
Between shrouding and seal lugs on the inner casing (stages 110) and blading carrier (stages 1-9)
0.9 + 0.1
Between the vane shroud and rotor seal lugs
0.9 + 0.1
Inner casing and blade
(stages 1-10), turbine side
7.2
Inner casing and blade
(stages 1-10), generator side
3.7
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 10 of 19
Name
Axial
clearance,
mm
Carrier (stages 1-9) and blades (rows 1 through 9), turbine side
6.7
Carrier (stages 1-9) and blades (rows 1 through 9), generator side
3.7
2.5
Radial
clearance,
mm
End Seals
The end seals’ operating principle is based on reducing steam pressure by throttling, i.e., the
velocity of steam at entry to the labyrinth seal chamber formed by two lugs is damped in it by
swirling.
The number of seal lugs depends on the amount of pressure that has to be reduced, which
determines the required sealing principle and the possible design length.
There are steam chambers within the seals. Steam entering these chambers is drawn off to do
work elsewhere in the turbine.
The remaining small amount of steam-air mixture is discharged to the steam-air mixture
condenser.
The end seals of the retrofit HPC’s outer casing, consisting of 12 rows of segmented seals on the
turbine side and 11 rows of segmented seals on the generator side, were replaced with new,
upgraded ones with coil springs.
Coil springs are far more elastic than the leaf springs used previously and ensure the increased
flexibility of the segments when the shaft neck moves so that clearances are preserved.
All 23 rows of segmented seals were made anew according to the seat dimensions that resulted
after the end seal casings were bored.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 11 of 19
The drawing shows the dimensions of one of the 23 rows of end seals in the HPC at unit 3 at
Agios Dimitrios. Radial clearances are 0.75 mm. Axial clearances are 3.3 mm on the generator
side and 2.7 mm on the turbine side.
2.6
Intermediate Seals
In turbines with modified flow direction, as on the K 300-170 turbine, intermediate (inner)
seals protect the inner secondary flow steam space from steam leakage from the steam inlet area.
Inner casing/vane system intermediate seals, 8 rows of segmented seals, were replaced with new,
upgraded ones with coiled springs. Around an intermediate seal, the zone of low relative
expansions, labyrinths are formed by opposite lugs.
Seal lugs of shaped strip similar to shroud steals are caulked into the rotor and segments.
Intermediate (labyrinth) seals with caulked lugs to improve their performance come with an extra
abradable NiCrAl layer.
Losses in seals with an abradable layer are 20-30% lower.
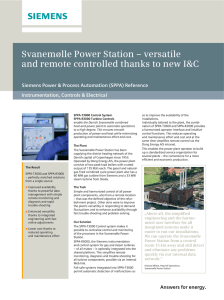
Abradable coating
Clearance between assemblies
Clearance between assemblies
Reduced clearance
Approximate composition of the abradable coating
Ni-Cr matrix
Bentonite particles
Bearing material Connecting layer
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 12 of 19
NiCr l is the material applied between caulked lugs. Layer thickness is selected so that the ends
of the seal lugs on the rotor rest on the abradable layer. The material is easily ground by the lugs
resting against it. Because of its alloyed base, the material is resistant to the steam flow
If the clearances shrink until the point when contact occurs, the abradable material wears and
creates an additional labyrinth seal chamber.
Design of the intermediate seal of the retrofit LMZ K 300-170 turbine. Drawing fragment.
.
When the K 300-170 at unit 3, Agios Dimitrios, was retrofit, the abradable layer was 0.6 mm.
The clearance along the seal was 0.6 mm.
Reliable turbine operation without grazing in all modes is key to 100,000 hours between repairs
and is achieved by using modern analytical methods as part of the company’s accepted standards
and processes.
One of the basic, important engineering processes is the determination of relative thermal
displacements and clearances in a turbine.
We can see the results of using these analytical tools and processes during planned repairs and
inspections of turbine units, in which the wear of end tightened blades is low and easily
predictable (0.20 - 0.25 mm.)
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 13 of 19
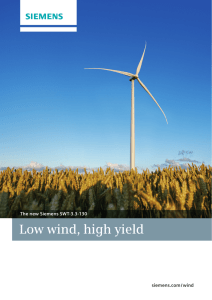
Rear end seal, PP/Finland, after 100,000 operating hours
Intermediate HP stage, PP/Germany, after 100,000 operating hours
2.7
HPC Rotor
The low-alloyed, high-heat ferritic steels (1%-CrMo(Ni)V) used for a turbine rotor for operation
at temperatures above 350°C gain their optimum performance properties, i.e., a good correlation
of fatigue and viscosity properties, from the appropriate alloying and heat treatment. The use of
these materials makes it possible to extend service life to 200,000 hours and carry out up to
2,200 turbine starts (200 cold, 400 warm and 1,600 hot) according to design criteria.
HPR solid forged without axial channel with reactive blading. Flexible rotor.
The new HP rotor was tested for an overspeed up to 125% of nominal for 2 minutes on the basis
of a multi-dimensional high-speed balancing program per ISO 1940, class G1.0. to G2.5.
This corresponds to an amplitude at G2.5 balancing quality from a peak of about 8 µm “zero to
peak” for operation according to Siemens manufacturing notices.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 14 of 19
The HP rotor was balanced during manufacture with balancing weights installed in the balancing
slot.
Balancing slots are used instead of balancing holes for more precise balancing.
The rotor has four balancing planes. Two balancing planes are on the blading end planes. One
balancing plane is in the area of the adjusting wheel. These balancing planes are accessible only
when the cylinder is open.
The forth plane is on the HPR-IPR half coupling. The design is based on radial bolts and the
corresponding holes, which can be used for field balancing.
material:
weight (without blades/vanes);
weight (with blades/vanes):
rotor
30CrMoV511
about 11,500 kg
about 12,500 kg
Critical number, shaft oscillations when crossing the critical point
The HPR’s critical speed is 2,178 rpm in the shaft line, which is far higher than half the nominal
speed, and helps prevent low-frequency vibration.
3.0
Examples of Change in In-Service Performance
There are various curves to describe the decline in steam turbine steam path performance. The
decline in performance can be calculated per ASME, DIN, etc.
DIN curves for a decline in performance are calculated before 24 months of operation.
ASME curves for a decline in performance are calculated before 48 months of operation.
For ASME there is an extension of the curve for decline in performance beyond 48 months that
is justified by Siemens Westinghouse data.
In past years Siemens has performed a number of post-retrofit tests. The results showed that the
ASME performance reduction curve yields far higher performance reduction figures than the test
results.
To determine the correction for the decline in performance of a turbine steam path, Siemens
developed a program to determine HPC and IPC efficiency for a number of power plant heat
cycles. The existing power plant heat cycle measurement points were captured by the program.
Parameters were recorded over a long time using standard instruments according to the program
with the power plants’ approval. Measurements were taken when comparable loads were
achieved in a stabilized mode at 15 minute intervals. Measurements were taken with a standard
VIN-TS instrument. The measurements were used to determine HPC and IPC efficiency.
The studies produced the following results:
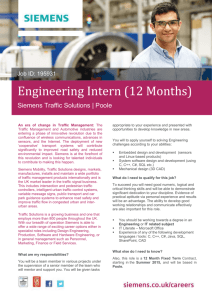
Power Plant/Germany
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 15 of 19
- monitoring with standard instruments
- thermal tests using calibrated instruments
ASME performance degradation curve
The performance degradation curve based on the measurements yields a performance
degradation of 1.5% over 50 months. Performance degradation per ASME can be calculated at
4%.
Thermal tests using calibrated instruments were performed at the PP/Germany power plant after
6 months and after 36 months of service. The results confirmed calculations based on
measurements with standard instruments.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 16 of 19
The results of a study at the different power plants at 30-40 months for an HPC with reactive
blading [show[ that the rate of performance loss was 2%.
Performance degradation curves based on the data yield a high probability that the performance
degradation after 120 months of operation will be 3.0% to 3,5%.
The results of a study at the different power plants after 30-40 months for an IPC with reactive
blading [show] that the rate of performance loss was 0.75 % [sic].
Performance degradation curves based on the data yield a high probability that the performance
degradation after 120 months of operation will be 1% to 1.5%.
These conclusions give reason to assume that the use of reactive blading with cutting edge
turbine building technology makes it possible to develop a highly economical and reliable
turbine design. This design can be successfully used to retrofit turbines with active blading.
The authors of the article had a high opinion of reactive blading:
“...when reactive turbine HPCs are built using the Siemens ideology, the performance of the HPP
can be sufficiently stable over the entire time between repairs...”
We are grateful to the authors for this high opinion.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 17 of 19
1.
References
[1] Kostiuk A. G., DEng, Trukhny A. D., DEng, 2005:
Comparison of Active and Reactive Steam Turbine High-Pressure Cylinders,
Teploenergetika N 6
[2] F. Simon, H. Oenhausen, R. Burchner, K. Y. Eich, 1997
Active or Reactive Blading? Combined!
2
Disclaimer
These documents contain forward-looking statements and information – that is, statements
related to future, not past, events. These statements may be identified either orally or in writing
by words as “expects”, “anticipates”, “intends”, “plans”, “believes”, “seeks”, “estimates”, “will”
or words of similar meaning. Such statements are based on our current expectations and certain
assumptions, and are, therefore, subject to certain risks and uncertainties. A variety of factors,
many of which are beyond Siemens’ control, affect its operations, performance, business strategy
and results and could cause the actual results, performance or achievements of Siemens
worldwide to be materially different from any future results, performance or achievements that
may be expressed or implied by such forward-looking statements. For us, particular uncertainties
arise, among others, from changes in general economic and business conditions, changes in
currency exchange rates and interest rates, introduction of competing products or technologies by
other companies, lack of acceptance of new products or services by customers targeted by
Siemens worldwide, changes in business strategy and various other factors. More detailed
information about certain of these factors is contained in Siemens’ filings with the SEC, which
are available on the Siemens website, www.siemens.com and on the SEC’s website,
www.sec.gov. Should one or more of these risks or uncertainties materialize, or should
underlying assumptions prove incorrect, actual results may vary materially from those described
in the relevant forward-looking statement as anticipated, believed, estimated, expected, intended,
planned or projected. Siemens does not intend or assume any obligation to update or revise these
forward-looking statements in light of developments which differ from those anticipated.
Trademarks mentioned in these documents are the property of Siemens AG, its affiliates or their
respective owners.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 18 of 19
Published by and copyright © 2013
Siemens AG
Energy Sector
Freyeslebenstrasse 1
91058 Erlangen, Germany
Siemens Energy, Inc.
4400 Alafaya Trail
Orlando, FL 32826-2399, USA
For more information, please contact
our Customer Support Center.
Phone: +49 180/524 70 00
Fax: +49 180/524 24 71
(Charges depending on provider)
E-mail: support.energy@siemens.com
All rights reserved.
Trademarks mentioned in this document are
the property of Siemens AG, its affiliates, or
their respective owners.
Subject to change without prior notice. The
information in this document contains general
descriptions of the technical options available,
which may not apply in all cases.
The required technical options should therefore
be specified in the contract.
AL:N; ECCN:N
Copyright © Siemens AG 2013. All rights reserved.
Page 19 of 19