TRANSFORMER MATERIALS AND THEIR INFLUENCE ON DIAGNOSTICS

TRANSFORMER MATERIALS AND THEIR INFLUENCE ON DIAGNOSTICS
Ivanka Atanasova-Hoehlein
Siemens Transformers, Nuremberg, Germany
INTRODUCTION
Materials used for the manufacturing of transformers are considered „the same“ as 40 years ago, but actually they have been developing according to the requirements of users and manufacturers and reflect the „state of art“ in the industry.
CONTINUOSLY TRANSPOSED
CONDUCTORS (CTC)
The application of CTC brings a great advantage in reduction of eddy current losses, as well as improvement of the space factor of the winding.
The epoxy bonded CTC bring additionally an increase in the short circuit resistance in comparison to the normal CTC, due to the interconnection of the single conductors with an epoxy glue. The right choice of the epoxy bonded material and the knowledge of its properties allow the choice of the right process for winding drying and pressing for the achievement of a high short circuit resistance at high temperatures. A short overview of the hardening properties of the epoxy bonded CTC, as well as testing methods are presented.
EPOXYBONDED CONTINUOUSLY
TRANSPOSED CONDUCTORS
Epoxy bonded CTC are made covering the enamelled flat wire with thermosetting epoxy resins in B-stage . The aim is to bond the conductors together using the thermal treatment for drying the paper insulation of the windings.
Such a bonding is intended to improve the reistance of the winding in case of a short circuit.
Epoxybonded conductors can effectively prevent the tilting (Fig. 1) of axially stressed windings.
Through increasing the conductor stiffness they make the winding self supporting.
Fig. 1. Winding tilting due to axial stresses
There are a lot of manufacturers of epoxy bonded CTC, who are using different epoxy resins with different glas transition temperature and different properties. Furthermore it is important to guarantee the short circuit improvement not only at room temperature, but mainly at transformer service temperatures.
TEST METHODS PRACTICED BY THE
MANUFACTURERS OF EPOXY BONDED CTC
The methods consist mainly of determination of the shear strength at room temperature, after overlapping and curing (Fig. 2) of two single epoxy treated enameled wires. This method gives an idea of adhesion and cohesion strength of the resin itself, but no information about the behaviour of the winding.
Fig. 2 : Test of shear strength of overlapped epoxy bonded conductors.
TEST METHOD REPRESENTING THE
WINDING STRAIN IN CASE OF A SHORT
CIRCUIT
The radial flexural strength represents a good model for the winding strain in a transformer in the case of a short circuit (Fig. 3).
18
16
14
12
10
8
6
4
2
0
A
B
C
D
RT 80
Temperature
105 120
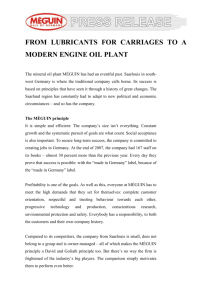
Fig. 4: Degree of stiffness of epoxy bonded CTC from 4 different suppliers at different temperatures.
F
The degree of stiffness describes the extent of winding solidification at room and higher temperatures in comparison to a not epoxy bonded winding at room temperature and compensates to a high extent the conductor geometry. This testing method allows the choice of epoxy bonded CTC (Fig. 4), which guarantees the reliability of a transformer to short circuits under real service conditions.
X
H
Fig. 3: Test of radial flexural strength for epoxy bonded CTC
X
B
INSULATING OIL
A user of an electrical equipment does not have an access to further transformer materials except the insulating oil., therefore it is historically regarded as a major carrier of diagnostic characteristics.
As a measure for the increase of the flexural strength is the product of E-Modul and axial angular impulse second derivation, called flexural rigidity, because this product is not dependent on the geometry of the conductor. The degree of stiffness is the ratio between the flexural rigidity of the bonded CTC at 25°C, respectively at
105°C in comparison to the flexural rigidity of the unbonded CTC at 25°C.
The results of shear test (Fig. 2) and flexural bending test (Fig. 3) are different and not comparable. Not only the value of the glas transition temperature itself, but also the properties of the epoxy resin, e.g. behaviour during smelting and curing plays an important role for the end properties of the winding, i. e. resistance against short circuit strain.
Gassing of insulating liquids is considered to happen under thermal and electrical stress and the diagnostic instrument – DGA (dissolved gas analysis) is believed to reveal the condition of the electrical equipment. Different insulation characteristics like breakdown voltage, lossfactor or physical-chemical characteristics like neutralisation value, colour etc are considered to reflect (at least partially) the condition of the insulating fluid.
These two groups of diagnostic tools are not always interconnected and their integrity is not always obvious. For example a transformer may have a severe failure according to the DGA, but the state of the insulating fluid may be good and vice versa. Thereby it should be considered that the measured disgnostic parameters represent only the tipp of the iceberg, since the degradation mechanisms are very complex.
Diagnostics based on gassing – DGA
Gassing in case of a serious problem, whether thermal or electrical is not difficult to recognize.
Different liquids, however, can develop different amount of fault gases under normal thermal stress, e. g. temperatures up to 150°C. The evaluation of these fault gases in terms of amount and distribution is not unambigious.
Existing limits in some standards may lead to erronious interpretation, concerning the type and seriousness of event.
The usual used criteria of the ratio carbon dioxide/carbon oxide lower than 3 and higher than 10 should be further specified and in many cases revised.
For free breathing systems where an excess of oxygen can be present and oxidation accelerated a value of 10 has be proven to be indicative.
For closed type systems or transformers working on a steady high load ratios carbon dioxide/carbon oxide of 1 – 5 have been often observed in reality without any indication of fault.
Carbon Oxides in Natural and Synthetic Esters
Carbon Oxides
Carbon oxides in the classical DGA-scheme evaluation are usually considered to be degradation products of solid insulation – mainly
Kraft paper and pressboard. It is often, however, forgotten, that carbon- containing insulating fluids like mineral oil or ester fluids can be another significant source. For evaluation in the field it is important to have in mind, that the partition coefficients of carbon monoxide and carbon dioxide in mineral oil are quite different.
Accordingly the concentration of carbon monoxide will be quite different in a freebreathing transformer (likely to escape through atmosphere exchange over the conservator) and in a transformer, which is hermetically sealed or with a rubber bag (likely to accumulate).
Carbon Oxides in Mineral Oils
Although mineral oils themselves form a certain amount of carbon dioxide, the presence of paper increases this amount significantly. In comparison carbon monoxide levels seem not to be very different in the presence of paper.
Generally the formation of carbon monoxide shows a temperature dependence and in case of absence of a severe fault (no acetylene) is mainly deriving from the insulating fluid. The carbon dioxide content is indicative for the degradation of the solid insulation. As a consequence a growing trend ratio of carbon dioxide/carbon monoxide quotient seems to be a better indication of degradation of the solid insulation than the carbon oxides alone.
Natural esters show a lower tendency than mineral oils concerning the evolution of carbon monoxide. Carbon dioxide may evolve as well as from the degradation of the fluid under the influence of copper and from paper degradation and is comparable to the amounts evolving from mineral oil. This leads to much higher ratios of carbon dioxide to carbon monoxide than usual for mineral oils.
Synthetic esters show a much higher evolution of carbon monoxide and carbon dioxide from the liquid itself than mineral oils do. The ratio of carbon dioxide to carbon monoxide is in between this of mineral oils and natural esters.
Stray Gassing
Stray Gassing is considered to be a phenomenon where insulating oils develop at moderate temperatures hydrogen as well as hydrocarbon gases without a fault.
Typical for these cases is the production of ethane, propane and methane in high amounts.
The ratio ethane/ethylene, resp. propane/propylene may be higher than 10.
Ethane, propane and methane increase steadily in the first years after commissioning. The amounts of hydrogen and ethylene stay constant and very low. From 30 typical examples (different manufactureres, different oil) 15 were over 40 years old, the rest between 5 and 15 years old.
In any case there is a relative quick increase of saturated hydrocarbons at the beginning (the gas increase rates for ethane and methane are 1,5 –
3 ppm/day against gas increase rates of ethylene
nearly zero), reaching a plateau later on. The gas increase rates slow down to near zero later.
Such behaviour has been observed in new transformers, as well as in old ones. The interpretation of DGA evaluates usually hot spot below 150°C. Actually the transformers are failure-free. DGA of spare transformers, never been in service are additionally an evidence of such a behaviour.
All these phenomena (possibly on a catalytic base) consume oxygen, therefore the oxygen content is lower than expected in these transformers, although they are free breathing.
We have observed this kind of stray gassing only with non-inhibited oils. It is possibly related to oxidation processes. This explains also why the stray gassing can be seldom seen during the factory tests and only later in service. Catalytic influences of transformer materials may be important, since it is known that metal surfaces accelerate the peroxide formation.
- Catalytic phenomena and stray gassing can be distinguished from a transformer fault through regular check not only of the absolute DGA values, but of the gas increase rates as well.
Thermal and oxidative stability of mineral oil
The expectations of a customer of an electrical equipment is that the insulating fluid will last the whole transformer life. In case of free breathing transformers the mineral oil comes in contact with air, inducing the formation of peroxides, which decompose furtheron, initiating further oxidation chains. Even in the case of sealed transformers there is rest of air in the transformer insulation and in the insulation fluid. However, not all applications need ultimatively the highest requirement for oxidation stability. The existing practices and experience using either freebreathing equipment or, alternatively, equipment with a reduced oxygen content need to be reviewed.
An increase of the lossfactor is also sometimes observed. An oil change against an inhibited oil removes the source of stray gassing. It has also been observed, that oil from the same batch in a different transformer acts as a stray gassing oil .
The observed phenomena can be summarized as follows:
Progress of the oxidation in a mineral oil
The oxidation process of a mineral oil comprises four main stages: initiation, propagation, branching and termination. Heavy metals are well known to catalyze the peroxide formation and oxidation of oils.
- Hydrogen production due to stray gassing is maybe due to strongly hydrotreated oils, but is as well very strongly influenced by transformer materials, e.g. grain oriented steel, zinc plated steel, varnishes. The production of hydrogen is temperature dependent.
- Stray gassing with overproduction of saturated hydrocarbons (e.g. ratio ethane/ethylene ≥ 10) with no production of hydrogen and no increase rates of hydrogen, ethylene and further fault gases has probably always existed and is possibly related to oxidation. The overproportional development of methane and especially ethane (propane) proceeds in the first years of service and reaches a plateau after a considerable consumption of oxygen. Possibly this process is also catalytically triggered by transformer materials. It concerns different transformer types, different oils (all noninhibited), different manufacturers.
Early investigations showed that heavy metals like Al, Sn, Fe, Cu catalyze the oil oxidation in a ratio: 1:1:4:13 in respect to oil ageing products.The addition of copper blocking substances, called passivators, slow down this process (influence mainly the initiation step).
Combination of oxidation inhibitors from the group of hindered phenols (e.g. DBPC (Fig. 5), a primary antioxidant influencing the propagation step) and passivators are well-known synergistically acting oxidation inhibitors. Some sulfides and disulfides are naturally abundant compounds in mineral oils and contribute to the oxidation stability. Sulfur compounds are important oxidation inhibitors, mainly secondary antioxidants and influence the propagation step.
The antioxidant additives in oil influence each other. The same organosulfur compounds which act as inhibitors are also responsible for the corrosivity. Corrosivity and oxidation stability are interconnected.
Inhibited versus non-inhibited oils
In all specifications there is a differentiation between non-inhibited and inhibited oils. There is much more consensus on the definition of an inhibited oil – this is a transformer oil, containing
0,25 – 0,40% of DBPC – these are e.g. Type II oils according D3487 or standard and high-grade inhibited oils according IEC 60296.
The definition of non-inhibited oils is not so unambigious. According IEC 60296 the amount of DBPC should not be detectable, according to
ASTM D3487 or e.g. IS 335 amounts of DBPC up to 0,08% are acceptable. On the other hand such oils are considered by IEC 60296 as trace inhibited.
Inhibited insulating oils exhibit a higher oxidation stability in comparison to non-inhibited oils. The reason for this is comparatively simple -
The oxidation inhibitor present in the inhibited oils can capture radicals and so protects the insulating fluid from oxidation.
Through this protective influence less acids and degradation products than in non-inhibited oils are formed.
OH
Fig. 5. DBPC ist the most widely used primary antioxidant
Inhibited mineral oils protect indirectly also the solid insulation preventing the formation of acids, which will attack insulating paper.
Important characteristics of inhibited oils is the inhibitor content, as well as the refining grade of the base oil.
Influence on the gas-in-oil analysis
Differently inhibited mineral oils may show differences in the gassing behaviour and thus differences in the gas-in-oil pattern.
The phenomenon “stray gassing” seems to be closely related to non-inhibited mineral oils. The addition of passivators may also influence the gas-in-oil analysis.
Paraffinic versus naphthenic oils
Often there are specification, where a certain type of mineral oil – naphthenic or paraffinic is specified.
The definition naphthenic/paraffinic is very course:
Paraffinic C below 50%
Paraffinic C 50-56% naphthenic oils intermediate oils
Paraffinic C 56% and above paraffinic oils
Some hydrocracked oils have higher than 65% paraffinic C which is more than naturally occurring in feedstocks.
Paraffinic mineral oils may have long paraffinic chains, which lead to high pour points. Dewaxed paraffinics and isoparaffinics can overcome this.
The existing practice all over the world shows that both types naphthenics and paraffinics can perform well.
Corrosivity
Corrosivity has been adressed in Cigre WG A2-
32 in detail. Sulfur compounds which contribute to the oxidation stability are definitevely involved in the corrosivity as well. There is no one single mechanism of corrosivity appearance – it can be the increased mobilisation of copper into paper, which subsequently leads to degradation of sulfur compound or it can be degradation to elemental sulfur, formation of coppersulfide and its diffusion through insulating paper. Diminishment of the dielectric safety margin and breakdown withstand of insulating paper is the major cause of failures
(Fig. 6).
Fig. 6. Copper and insulating paper contaminated with copper sulfide.
Risk factors for an electrical equipment
From a practical point of view it is important to carry out a risk assessment of an electrical equipment considering not only the oil corrosivity, but also the design and the service conditions.
Equipment at risk may be an equipment combining two or more of the following factors: inhibitors in case transformer oil is in a good condition.
H
3
C
N
N
N
N
H
3
C
N
N
N
N
Fig. 7. Irgamet 39 is a widely used passivator for mineral oils because of its oil solubility
Passivators deminishes, however, very quickly its concentration when added to acidic and strongly oxidated oils.
Passivation can not reverse an already deteriorated state of the winding. An oil change can not do this as well.
CONCLUSIONS
Transformer reliability as design and in service is highly dependent on a good knowledge of used materials . Their properties, as well as the customer`s requirements determine the right combination of materials and allow the interpretation of ageing data with condition evaluation and life assessment later in service.
Mitigation Techniques
The most widely applied mitigation technique in case of an equipment on risk is the passivation.
Passivators (Fig. 7) are chemical compounds, which deactivate and protect the copper surface.
The bonding to copper is, however, not of permanent nature, especially in the presence of oxidation products.
The historical experience, available up to now, shows that passivators can be efficient corrosion