Strategic issues to be considered
advertisement

Strategic issues to be considered
• Make or buy
• Technology selection
• Make-to-stock vs. Make-to-order
Make or Buy
• In general, parts that directly relate to the core
competencies of the company are usually produced
internally.
• For parts that could be outsourced, some additional
concerns are:
– the quality of product and service guaranteed by the vendor
– the stability of the vendor in terms of responsiveness and prices
– What could be the benefits and/or drawbacks if this unit was
produced in-house (e,g,, expand the company’s technology base or
strain too much its human resources)?
• When the above more qualitative considerations fail to
resolve the issue, it can boil down to an economic
comparison of the different scenaria.
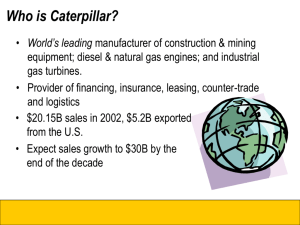
A simple economic trade-off model for
the “Make or Buy” problem
Model parameters:
• c1 ($/unit): cost per unit when item is outsourced (item price,
ordering and receiving costs)
• C ($): required capital investment in order to support internal
production
• c2 ($/unit): variable production cost for internal production (materials,
labor,variable overhead charges)
• Assume that c2 < c1
• X: total quantity of the item to be outsourced or produced internally
Total cost as
a function of X
c1*X
C+c2*X
C
X0 = C / (c1-c2)
X
Model Enhancements
•
•
•
•
•
Demand uncertainty
Quantity-based discounts
Stair-step capacity costs
Nonlinear variable production costs
Supplier limitations
Technology selection
• The selected technology must be able to support the quality
standards set by the corporate / manufacturing strategy
• This decision must take into consideration future
expansion plans of the company in terms of
– production capacity (i.e., support volume flexibility)
– product portfolio (i.e., support product flexibility)
• It must also consider the overall technological trends in the
industry, as well as additional developments (e.g.,
economic, legal, etc.) that might affect the viability of
certain choices
• For the candidates satisfying the above concerns, the final
objective is the minimization of the total (i.e., deployment
plus operational) cost
Model Parameters and Decision Variables
• Model Parameters:
– i {1,…,m}: technology options
– j {1,…,n}: product (families) to be supported in the considered plant
– D_j : forecasted demand per period for product j over the considered
planning horizon
– C_i: fixed production cost per period for one unit of technology option i
– v_ij: variable production cost for of using one unit of technology i for one
(full) period to produce (just) product j
– a_ij: number of units of product j that can be produced in one period by one
unit of technology option i.
• Model DecisionVariables:
– y_i: number of units of technology i to be deployed (nonnegative integer)
– x_ij: number of units of technology i used to produce product j per period
(nonnegative real, i.e., it can be fractional)
Minimizing the total cost
min
s.t .
iCiyi ijvijxij
iaijxij Dj , j
jxij yi, i
yi Z
, i
xij 0, i , j
Make-to-Order vs. Make-to-Stock
• Make-to-Order: Orders are produced or procured only upon placement
• Make-to-stock: Demand is met from pre-built inventories, which are
replenished periodically, through the production / procurement of a new lot
of some predefined size Q.
• Advantages for make-to-order / Disadvantages for make-to-stock
• No need to tie capital in inventories and storage facilities
• Guards against obsolescence and spoilage
• Enhances the ability to support customization
• Disadvantages for make-to-order / Advantages for make-to-stock
• Introduces and element of backordering in the company operations =>
negative psychology to customers => loss of market share (especially if
quoted delivery times are too long)
• Increases the “pressure” in the company operations and might fail to take
advantage of efficiencies that can result from early and good planning, like
• optimizing the production / procurement lot sizes
• taking advantage of low prices of raw materials or quantity
discounts
• and using expensive production options like overtime and
outsourcing rather than using the existing slack capacity.
Characterizing the operational cost under
the “make-to-order” regime
• Model parameters
–
–
–
–
D: expected demand per period (e.g., year)
Q_ns: average order quantity under non-stocking option
A: setup / ordering cost per production lot / order
: backorder cost experienced every time we need to order under
no stocking (includes goodwill loss due to slower delivery of
the final product to the customer)
– (C: unit variable cost)
• Resulting cost per period:
(A + ) * (D / Q_ns) + C*D
Cost per order
Number of orders per period
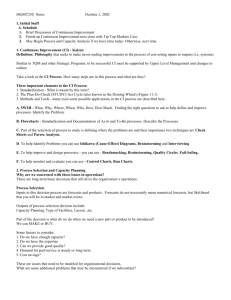
Characterizing the operational cost under
the “make-to-stock” regime
• Model parameters and assumptions:
–
–
–
–
D: expected demand per period (e.g., year)
A: setup / ordering cost per production lot / replenishment order
(C: unit variable cost)
h: inventory holding cost per unit per period
(typically, h = i*C, where i is an interest rate per period)
– C_s: inventory managing costs per period
– Q: production batch / replenishment order quantity
– Assuming instantaneous replenishment:
Inventory
position
Q
T
Replenishment cycle or inventory turn
t
Characterizing the operational cost under
the “make-to-stock” regime (cont.)
• Resulting cost per period:
TC(Q) = A*(D/Q) + h*(Q/2) + C*D + C_s
Setup/Ordering cost
per period
Holding cost
per period
Variable Item cost
per period
• Minimizing cost per period through the selection of Q:
Economic Order Quantity (EOQ)
Q* = ( 2*A*D / h)
Resulting optimal cost per period
TC(Q*) =
( 2*A*D*h) + C*D + C_s
Cost comparison
(A + ) * (D / Q_ns) + C*D
>
=
<
( 2*A*D*h) + C*D + C_s