Lathe Operations Powerpoint
advertisement

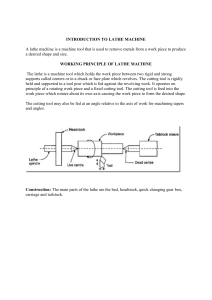
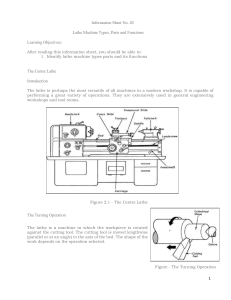
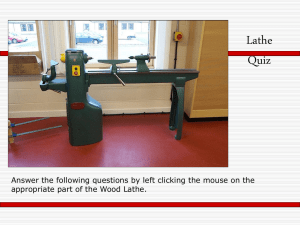
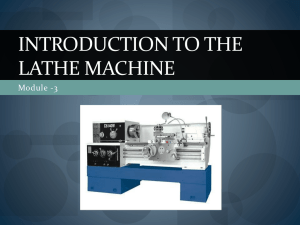
Lathe Operations ACCT-MOI-6 By: Amber Rolader, 2011 Parts of a Wood Lathe Modern Woodworking Lathe Safety Precautions Lathe Operations Machine tools, even small ones, do not take prisoners. Learn from others’ past mistakes. · · · · · · Never, ever, leave a chuck key in a chuck. Lathes - and especially some milling machines - are very top heavy. Take care when moving them round the workshop, and don't do it alone. Moving a machine? Take off rings and other jewelry. A friend was pulled over and his hand badly mangled by a toppling machine when the sharp edge of a tool-post bolt caught his wedding ring. Keep a clear, safe and oil-free working area around your machine tools. You must be able to think of better things to do than tripping, slipping or falling onto a rotating cutter or mechanism. Wear snug-fitting, tightly woven clothes and remove anything that might get wound into rotating mechanisms. Wear eye protection. · · · · · · · If you don’t how it works, read the instruction manual. After setting up any turning job, take a moment to pull the job round by hand to check that everything clears. Remember, you are using a machine tool - an expensive, precision device. Keep it clean and oiled - and don't abuse it. Keep the machine and area clean. Lubricate plain headstock bearings with light oil - little and frequently. Adjustable-drip oil pots (as fitted to Myford ML7 lathes, etc.) may look old-fashioned, but you can see exactly what is happening - and they are completely effective. If your lathe headstock has an oil supply held in reservoirs under the bearings, with wick or other feed - check the level every day. Small lathes need all the help they can get. The secret of successful operation is to keep the cutting tools sharp by using a slip stone across the top surface; the sides rarely need attention. Metalworking Lathe Metalworking Lathe Part Identification Small Metalworking Lathe Large, Old Lathe Watchmaker’s Lathe Made with a Lathe Turned Chess Pieces Tips & Tricks Lathe Operations Keep as much of the tool supported by its clamp or holder as possible. This reduces strain on the lathe and the tendency for the cutting tool to “chatter”. Check that the top slide is not unnecessarily forward; keep the cutting tool as near to the center of the compound slide assembly as possible. When taking a cut with one slide, for the best finish, lock the others (top slide, cross slide and carriage). On anything other than short, light jobs always use the tailstock center to support the work-piece end. This both reduces headstock bearings loads and eases those forces that will, in time, make your 3jaw chuck inaccurate. Use a 4-jaw chuck to grip irregular or roughly finished material - using your 3-jaw like a bench vice will ruin it. If you find a 4-jaw independent chuck difficult to set up, persevere - it quickly becomes easier with practice. It helps to use a magnetic base and a goodquality dial-test indicator. Before inserting a center in either the headstock or tailstock, clean out the taper carefully (and center) first. The headstock center is soft and the tailstock center is hard – but there is no harm in using a hard center in either. The soft headstock center can be trued-up by being turned in position with the top slide; when this has been done make a small corresponding mark on both the center and spindle nose so they can always be put back together in the same position. Do not mesh change wheels tightly; some clearance between them is necessary. Insert a sheet of newspaper between them and press into mesh - this gives the approximate clearance needed. Lubricate with a dry "open-gear" lubricant, or thick oil. Avoid grease, it can stick and create a mess. Occasionally, dismantle the train of gears to the lead screw and clean the gear teeth. Accumulated swarf beds into them and may need picking out with a scriber. On small lathes parting-off operations are likely to cause the greatest trouble. Using a rear-mounted tool-post, in conjunction with an inverted tool, is the best solution. Heavy-duty drilling with a tailstock chuck? Go round the chuck and use the key in all three positions - it may tighten a little more each time. When truing up a lathe faceplate, place your centers in the headstock and tailstock spindles. Place a metal rod, center-drilled at each end, between the centers and apply pressure with the tailstock wheel, as though you were setting up to turn between centers. Lock up the tailstock. The thrust created will remove any slight endplay in the headstock bearing that, if not removed, would result in a “wavy” surface finish. This idea also works when facing off work bolted to the faceplate - if physically possible to set up. Machining titanium or magnesium? Both can ignite and then burn with great intensity. Use a constant flow of coolant and keep the accumulation of turnings to a minimum. If the material does catch fire don’t use water as an extinguisher, it will make matters much worse. Get a large bucket and fill it with dry sand. Cover it and keep it by the lathe. The sand will smother the flames very effectively - or buy one of the special fire retardants used in industry. Helpful diagrams for using Lathes Another helpful diagram And another helpful diagram Works Cited All pictures are from www.wikipedia.org All picture files are licensed under the Creative Commons Attribution-Share Alike 3.0 Unported license (you are free to share – to copy, distribute and transmit the work) “Safety Precautions” and “Tips & Tricks” taken from One Hundred and Fifty Years of “How to Use a Lathe” books “Hints & Tips for Using a Lathe” http://www.lathes.co.uk/page13.html