WORK INSTRUCTION - NN Metal Stampings, Inc
advertisement

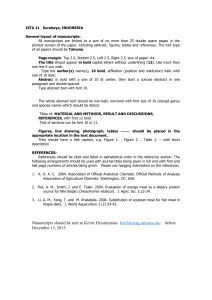
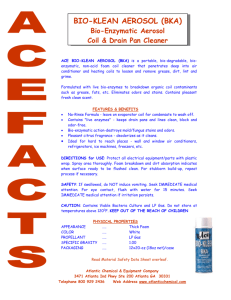
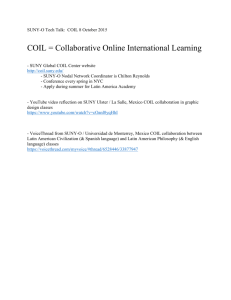
NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D Scope: This Work Instruction applies to the suppliers of all hot rolled and cold rolled sheet and strip steel, including brass and aluminium. References and Attachments: All documents are referenced in their latest authorised version. N/A Required Material: N/A Required Equipment: N/A Responsibilities: It is the responsibility of all suppliers of Hot or Cold Rolled steel, brass, or aluminium strip material to assure compliance to this instruction. Suppliers of material for non-automotive purposes are exempt from the stated lab accreditation requirements. Instructions: 1. All new / first run orders shall be certified by an accredited lab. The certification shall include, at a minimum, the following: 1.1. Chemical Analysis (percentage) 1.2. Physical Properties (Yield, Tensile, Elongation Percentage) 1.3. Rockwell (B scale) 1.4. Traceable Heat Number or Identification 1.5. MSDS Sheets (for all solvents, lubricants, etc. used in processing) Material certifications as to chemistry shall be supplied at the time of delivery. Orders following the “new / first run orders” do not need to be from an accredited laboratory. The certifications must show our Purchase Order number, Part Number, complete material description as ordered, date shipped, and include information described in 1.1 through 1.4 above. Where multiple steel heats or master coils are used to fulfil the requirements of an order, the above information shall be provided for each heat and / or master coil. Heat and master coil identification numbers shall be clearly and boldly marked on the O.D. of each coil so as to be readily identifiable and distinguishable when received. MSDS Sheets are to be provided only at the time of a new / first run order or at such time as a change has been made. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 1 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D 2. Materials shall be supplied on a “guaranteed to make part” basis. 3. Material shall conform to each and every specification shown within the Purchase Order(s) without exception. 4. Materials supplied shall be free of surface and internal defects which prevent normal processing, compromise quality or the integrity of the finished part. 5. Materials supplied shall not contain camber in excess of .25 inches in any twenty (20) feet. 6. Materials supplied shall not contain excessive variation in material thickness. The maximum acceptable variation in any one coil (lead to tail) shall be one-half (½) our ordering thickness tolerance. The maximum acceptable variation in our ordering thickness tolerance in any one coil from side to side shall be one-fourth (¼). 7. Material supplied shall be securely banded to a hardwood skid, eye to sky. Skids must be of suitable size to prevent telescoping of coils and of sufficient strength to support the weight of coils without collapsing or breaking apart. Skid runner span shall not exceed 36 inches outside edge to outside edge, as shown in drawing on page 5. Where more than one coil is to be banded to the same skid, separators are to be used (1 ½” x 1 ½” minimum). Unless otherwise specified, no more than #5,000 is to be secured to any one skid with more than one coil. 8. Material supplied in coil form shall be banded as shown on page 4. 9. Materials shall be delivered on flat bed trucks loaded for a forklift, side unload from street level. Materials shall be delivered fully tarped. 10. Material releases of #20,000 or less for any item shall be supplied from one and only one master coil. 11. Each and every coil (bundle) of steel shall be supplied with a bar-coded identification tag securely attached to its outside diameter. In addition, a duplicate tag for each and every coil shall be presented to our Receiving Department at the time of delivery. 11.1. Identification tags shall conform to AIAG requirements, Primary Metals Identification Tag Application Standard. 11.2. Identification tags must be durable with a first-time scan-read capability of 99.9% (999 out of 1,000). 12. At the time of delivery, a separate document shall be delivered for each item which shall list by tag number each coil, its weight, heat and/or master coil number. 12.1. Additionally, the part number, Purchase Order number and release level, vendor name, material description, chemical analysis by heat or coil number and ship date shall be shown. 12.2. This document should clearly indicate order is shipped complete or partial, advising balance quantity that is to follow. 13. Material supplied which fails to meet the requirements of this standard is subject to rejection. In the event of a rejection, the supplier shall be so advised in the form of a written complaint which will require an immediate response indicating the disposition of rejected materials, its prompt replacement and corrective action where applicable. 13.1. Rejected materials shall be removed from our plant within thirty (30) days of notification. Failure to remove rejected materials will result in the rejected material being scrapped at NN Metals Stampings, Inc. without further notification. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 2 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D 13.2. All rejected material is subject to a $50.00 Administrative fee. Materials scrapped at NN Metal Stampings, Inc. are subject to debit of material costs. 14. This standard may from time to time be revised as deemed necessary to assure the purchase of quality materials. 15. It shall be the users’ responsibility to assure the latest revision of this document is distributed and complied with, within its organization. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 3 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D BANDING CLIP TO BE IN THIS AREA .75 WIDE (TYP) DIRECTION OF WRAP 12” - 16” Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 1 ¼ THICK BAND Approved By: JAP Page 4 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D BANDING STRAPS SHALL BE EQUALLY SPACED - WITH ONE BAND WITHIN 12” TO 16” OF THE END OF THE LAST WRAP CROSS BANDS TO OVERLAP GIRTH BAND FOR COILS UP TO 54” O.D. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 5 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D NOTE: SKID RUNNERS CANNOT EXCEED 36” MAX FROM OUTSIDE EDGE FOR SAFE OPERATION WITH NN METAL STAMPINGS FORK LIFT. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 6 of 7 Controlled NN Metal Stampings, Inc. WORK INSTRUCTION Approved by: Quality Manager Purchased Material Standard Date: 01/14/08 WI-061-8 Revision: D FOR COILS 55” TO 72" O.D. MATERIAL LIST, SIX 2 X 4 X 54 CROSS BOARDS TWO 4 X 4 X 54 MAIN RUNNERS NOTE: SKID RUNNERS CANNOT EXCEED 36@ MAX FROM OUTSIDE EDGE FOR SAFE OPERATION WITH NN METAL STAMPINGS FORK LIFT. 16” MIN. BETWEEN CENTER CROSS BOARDS IS OPTIONAL FOR STEEL MANUFACTURES HOOK LIFT. SIX CROSS BOARDS NEED TO BE PROPORTIONAL TO MAIN BOARDS. Bold, italic blue font is latest change. Form 102-11 Rev. B 11/2004 Approved By: JAP Page 7 of 7 Controlled