Assessment Instrument 1 - 4 Questions
advertisement

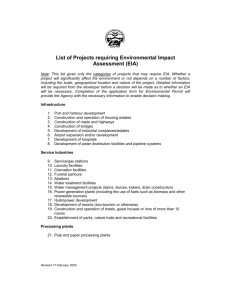
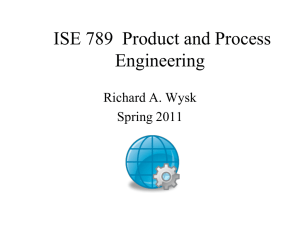
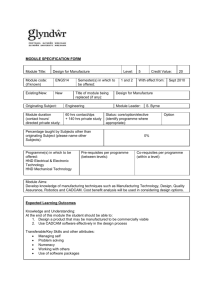
Structures Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) 5821 DET: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) September 1999 HIGHER STILL Structures Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Support Materials DET: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Contents PART 1 Lecturer and Teacher Information and Support Materials Outcomes Delivery Advice on starting levels Assessment Resource Materials Sources of Information and Learning Materials Acknowledgements PART 2 Information and Support Materials for use with Candidates Integrative Learning Approaches Evidencing Superior Performance Casework Solutions Tutorial Examples DET: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) DET: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) STRUCTURES: FUNDAMENTALS OF MANUFACTURE AND ASSEMBLY TECHNIQUES (INTERMEDIATE 2) PART ONE Teacher/Lecturer Materials Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 1 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 2 LECTURER’S/TEACHER’S INFORMATION AND SUPPORT MATERIAL Outcomes The outcomes and PCs are listed in sequence for the unit. After each PC a note is included to indicate the extent of knowledge, understanding and application required. Outcome 1 Describe the characteristics of simple component manufacturing processes and assembly or structural fabrication methods. Performance Criteria a) The processes used to make a range of simple products or structural fabrications are correctly identified. All the commonly used, well established, processes associated with: Measurement Marking out Shape creation Joining Finishing. Should be familiar to candidates either for the manufacture and assembly of components or for structural fabrication. A brief knowledge of what these processes involve and how they help to convert raw materials into the finished product should be gradually learned by the candidate and eventually retained as a data base. b) Processes achieving the same requirements are critically compared for two situations. Once a reasonable number of processes are familiar to the candidate it will become clear that often the same transformation can be achieved to produce the desired effect on a piece of raw material by employing different techniques. In one or two instances for each process area listed in performance criteria a) two or more techniques can be compared which achieve the same transformation and the suitability of these techniques compared for that instance. For Example: Measurement The diameter of a turned component requires to be checked to a requirement of 25 mm +0.000/-0.500 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 3 Alternative techniques to be considered are:Direct measurement using a Vernier caliper. Direct measurement using a go/no go gap gauge. Comparison using a dial test indicator and stand, vee block, surface plate, gauge blocks. Comparison of Techniques Vernier – suitable for accuracy required, some degree of skill required to operate, readily available, portable. Micrometer – suitable for a greater accuracy than that required, some degree of skill required to operate, should be available, portable. Go/no go gap gauge – suitable for a greater accuracy than that required, very little skill required, may have to be set prior to use, may not be available, portable. Dial Test Indicator Set Up – suitable for a greater accuracy than that required, considerable skill required, requires to be set prior to use, must be used on a surface plate. Marking Out Three hole centres require to be marked out to +/- 0.2 mm from perpendicular datum edges and relative to each other on the flat surface of a component measuring 200 mm x 100 mm. Alternative techniques to be considered are:Surface table, Angle plate, Vernier height gauge. Two dimensional Indexing table. Comparison of Techniques Surface table – just suitable for the accuracy required, skilled operation, all equipment should be readily available. Indexing table – suitable for the degree of accuracy required, little skill required, may not be available when required. Shape Creation A small stepped block has to be created from an oversize blank cut from bright stock material. Alternative techniques to be considered are:Shaping machine Vertical milling machine. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 4 Comparison of Techniques Shaper – suitable to generate the shape required, skilled operation, available, takes longer than the mill. Mill – suitable to generate the shape required, semi-skilled operation, available, takes less time than the shaper. Joining An enlarged end has to be joined to a 12 mm diameter x 80 mm long steel pin to act as a head. Alternative techniques to be considered are: Force fitting of head to pin. Inserting pin to head, welding and dressing weld. Comparison of Techniques Force fit – Requires accurate turning of pin end and accurate boring of head and possibly the use of a mandrill press, skilled operations throughout. Welding – does not require as accurate machining on the two component parts, welding could be done by a semi-skilled operator. Possibly will take longer than force fitting due to the weld dressing requirement. Finishing A simple go-no go gap gauge has been produced from an alloy steel, hardened and the functional faces ground to size. The non functional surfaces now require to be finished. Alternative techniques to be considered are: Shot blast and paint Hand finish with energy cloth and plastic dip. Comparison of Techniques Shot blast and paint – area required to allow paint to dry. Hand finish and dip – takes longer to complete and may not be as durable. c) Processes are classified into general groupings in accordance with established practice. Classification of processes may be done as the processes are considered or as an exercise from time to time when a number of processes have been looked at. The typical general groupings used are: Primary forming Material preparation Assembly Finishing for example:for example:for example:for example:- casting, forging cutting off, turning fabrication, fitting polishing, painting Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 5 d) General and Specific safe working practices are stated correctly in terms of current legislation. Safety should be considered as an integrated part of each process considered. Generally used in this context it is intended to mean practices which continuously apply across all processes, such as footwear and overalls, while specific is intended to apply to particular classification categories of processes or the processes themselves, such as skin protection, where sharp edges or swarf is encountered or cutter guards used for all power tool applications. Outcome 2 Select component manufacturing and assembly or structural fabrication methods for given applications Performance Criteria a) Given the form of supply to be used, appropriate techniques are selected to manufacture a simple part. Techniques such as measurement, marking out and quality control will require to be selected for most situations concerned while hand shaping, machining or moulding methods chosen will depend on the requirements of a particular application. Parts should be very simple, involving only a few processes requiring not more than 3 operations for each process. For example, for a small cold chisel the operations required are: Measure length from bar stock and cut off Mark out section to be drawn down Forge File cutting edge, deburr, tidy up Harden and temper (Hardness Test) Polish and sharpen (try out) The techniques involved are:Measure, mark out, (quality control), hand shape b) Given the components available, appropriate techniques are selected in order to assemble a device or structure. Techniques such as measurement, marking out and trial testing will require to be selected for most situations while fitting (in its widest sense), joining and finishing techniques chosen will depend on the requirements of a particular application. Assemblies chosen should be very simple involving only a few processes requiring not more than 3 operations for each process. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 6 For example, for a replacement driving chain to be made the operating required are: Measure and count the links required from the original chain Check the pitch, count the links and cut off the new chain using the appropriate tool Insert the joining link and join either permanently by riveting or temporarily by a spring clip Check length against the original chain The techniques involved are:Measure, trial test, fitting, joining. c) Specific safe working practices are correctly stated for each technique. During the selection of appropriate techniques in PC’s a) and b) consideration should be given to specific safe working practices and these should be recorded beside the operations chosen, for example, when selecting the operations for producing the cold chisel Cutting off requires goggles and gloves Forging requires a leather apron in addition to the above Hardening and tempering requires the addition of suitable tongs Sharpening only requires goggles and gloves. And when selecting the operations for producing a driving chain. If a spring clip is used the open end must always be fitted opposite to the direction of driving motion of the chain. Outcome 3 Plan the manufacture and assembly procedures for a product or structural fabrication. Performance Criteria a) the order of operations selected is logical for the manufacture and assembly of a given product or structural assembly The work done in Outcome 2 can be extended to produce actual planning documents such as route cards and planning sheets. Examples should not be complex containing no more than four simple parts in the product which require to be manufactured and a few purchased parts if required. b) Appropriate consideration is given to methods of work holding, capacity of equipment and tools available. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 7 Suitable planning sheets can have a column dedicated to equipment and tooling requirements but additional information such as feeds and speeds are not necessary for this unit. c) Special safety requirements and consequent precautions are correctly identified. Again the work started during Outcome 2 should be continued and included in the planning documentation either as part of the detailed operation or in another column. An elementary consideration of the impact on the number requirement of the product should be introduced towards the end of the unit allowing the elementary consideration of flow production techniques, the use of jigs and fixtures, Automatic and CNC methods to occur. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 8 DELIVERY It is likely that some students will have an elementary experience of manufacture from Engineering Craft Skills. In general delivery should encourage the student to develop the skills of qualitative synthesis, organisation of information storage and optimisation. The requirements of Outcome 1 are basically to develop an awareness of a wide range of component manufacturing and assembly processes or structural fabrication methods, to compare these processes as to their suitability for a particular manufacturing requirement and to collate processes into particular classifications. Towards the end of this section of the work the student should have developed a database, probably paper based which, under the classification headings contains brief information for perhaps as many as 10 processes or techniques under each heading. The information for each process should simply say what it achieves, briefly how it works, any limitations (for example, wood cannot be welded) and including specific safety requirements. Initially this looks like a massive task but it must be remembered that only very simple products will be considered and these will generally be considered to be small in number and to be produced in a small general purpose work place. The temptation to present the student with many pages of information on, for example shape creation under the sub heading of material removal ranging from the shaping machine to the 3 axis CNC machining centre, should be avoided. At this stage in the student’s development a simple video presentation or workshop demonstration of one or two shape creation processes followed by a brief discussion of the intended range of such processes to be used as an information source by the student. Perhaps one side of A4 size paper could be laid out as a template and the student could fill in the relevant information for perhaps five such processes. Extra sheets could be made available for students to write up say two processes each from their own experience. A selection of all the processes detailed can be put together as the database contribution for this classification of processes and the other classifications undertaken in much the same way. Using this type of approach a simple database of processes and techniques can be built up, the particular processes included should of course reflect the requirements of the products to be introduced during the other outcomes. Students can be encouraged to continue adding to their individual database as the unit progresses. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 9 The requirements of Outcome 2 and 3 should follow naturally from the knowledge and understanding developed in Outcome 1. The degree to which an integrated approach is followed depends on how the presenter visualises the way in which final planning documentation is evolved. Several products can be considered working backwards from the final assembly to the details of how each individual component is produced and the associated paperwork development at appropriate stages. Alternatively simple part and assembly drawings can be used to decide which processes could be used for particular parts, operational sequences decided and planning sheets produced for part manufacture. The assembly procedures can then be documented in the same way. Examples of simple products to use as learning vehicles and suggested paperwork approaches are given later in this pack. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 10 ADVICE ON STARTING POINTS It is likely that all candidates will have a fairly wide knowledge of how particular parts and devices are produced and the challenge will be to record this information simply but comprehensively so that it can be used effectively when overcoming the requirements of Outcome 2 and 3. The tendency can often be to jump to the end of the planning process without a valid consideration of alternative processes to logically reach an optimum solution. Ideally a logical approach to matching the requirements of the task with the methods of production available with due regard to safety, degree of skill required and suitability of commonly available equipment should be followed throughout the delivery. Equal emphasis should be given to group work and individual effort at least in the earlier exercises. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 11 ASSESSMENT Assessment packs for this unit are available from the National Assessment Bank and should be used in conjunction with the Structures Arrangement Document and Subject Guide. Assessment packs suggest how and when assessment tasks should be administered, the duration of each assessment and the conditions under which assessment should take place. Part of Sectional – “Organisation and Conditions for Assessment” from one assessment pack has been reproduced here. Using instrument(s) of assessment There are two assessments in this unit, each one can be administered as an end of topic test. The first test covers outcome one. However the assessment for the second and third learning outcomes is designed to combine these outcomes into a single piece of work. INSTRUMENT OF ASSESSMENT OUTCOMES AND PCs 1 TYPE OF ASSESSMENT INSTRUMENT Four Short Questions 1c 1. Classify processes 1d 2. Relate safe working requirements 1 a,b 3. Compare processes to complete the same component manufacturing operation 4. Compare processes to complete the same assembly operation 1 a,b 2 One long structured Question 2a a) select techniques for component manufacture 2a b) select techniques for assembly 2 c, 3 a,b,c c) complete planning documents including safety references Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 12 The Timing and duration of assessments The forty hours should be broken into approximately two equal parts and the tests are administered at the end of outcome one, and towards the end of the unit. The first test should last approximately one hour and given after approximately 10 hours of study. The second piece of work requires that an assembly with 4 manufactured components and two purchased components is completely planned, considering the operational sequence, equipment and safety requirements. Planning documentation is also required to be completed using prepared sheets. The time required for this comprehensive assessment would be approximately 2 hours and it would be given towards the end of the unit. Reassessment Time is allowed within units for assessment and reassessment of outcomes. Where a candidate has not attained the standard necessary to pass a particular outcome or outcomes, they should have the opportunity to be reassessed. Reassessment should focus on the outcome(s) concerned and, as a general rule, should be offered on a maximum of two occasions following further work on areas of difficulty. Evidence from the original unit assessment should assist teachers and lecturers to identify why an individual candidate has failed to achieve a particular outcome and to plan focused support for learning. The reassessments could take the form of similar question to those already shown with different numbers, information etc. The reassessment process should not be restrictive and could simply be evidence in verbal, written or graphical form giving an addition of information or clarification of statements already presented by the candidate. The conditions under which assessment takes place Arrangement documents refer to assessment being carried out under controlled conditions to ensure reliability and credibility. For the purposes of internal assessment, this means that assessment evidence should be compiled under supervision to ensure that it is the candidates own work. Supervision may be carried out by a teacher, lecturer, invigilator or any other responsible person for example, a workplace provider. Data sheets should be available to students during all tests. Non programmable calculators may be used. The two instruments of assessment should be unseen and of the closed book type. Using internal assessment evidence to contribute to course estimates. Unit assessments are designed exclusively for internal assessment. However, the requirement in the second assessment for candidates to make qualified choices and apply knowledge and understanding to specific applications may be used to contribute to course estimates. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 13 The evidence of superior performance gathered from the candidates response to the second assessment along with similar evidence from the other unit, Statics: Equilibrium in Frameworks and Simple Stress, Outcome 3 when selecting materials, could be used along with other evidence produced by the candidate when attempting similar, but perhaps more extended work, during the additional 40 hours to predict the grade of pass achieved by the candidate for the course. However, the integrated nature of the external assessment for the course, which reaches across outcomes in the same unit and across units, would suggest that a more reliable estimate of candidate performance would be determined by using a "prelim exam" type of instrument. Preparatory work and presentation of this prelim could be completed as an important part of the additional 40 hours section of the 160 hour course. Basically, Two assessment instruments are recommended Assessment Instrument 1 - 4 Questions Recommended duration - 1 hour Presented under controlled, supervised conditions to ensure the completed attempt is the candidates own work. The first question requires the candidate to classify 20 given processes under four headings. In the process of completing this question the candidate demonstrates that they can:Identify the type of process Classify the processes into general groupings The second question requires the candidate to state one general and one specific safety requirement for one process under each classification. In the process of completing this question the candidate demonstrates that they can:State general and specific safe working practices. The third question requires the candidate to describe and compare two techniques which could be used to produce one feature of a component. The component drawing is given and two components are to be produced. In the process of completing this question the candidate demonstrates that they can:Describe manufacturing processes Critically compare manufacturing processes The fourth question requires the candidate to describe and compare two techniques which could be used to assemble the parts of a simple device which contains 12 parts but in effect only 4 different components are used. Sketches of the parts are given and 100 components are to be produced. In the process of completing this question the candidate demonstrates that they can:Describe assembly processes Critically compare assembly processes Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 14 Assessment Instrument 2 - One long structured question Recommended duration - 2 hours Presented under controlled, supervised conditions to ensure the completed attempt is the candidate’s own work. The question requires the candidate to extract information from a bill of material showing the forms of material supply available for all component parts, the equipment and tools available. The candidate uses this information to select and describe suitable techniques to perform various joining and assembly operations and to produce planning sheets on prepared worksheets. In the process of completing this question the candidate demonstrates that they can:Select appropriate techniques to manufacture a structural fabrication Select appropriate techniques to assemble a structural fabrication Select operations sequentially to manufacture and assemble a structural fabrication Consider work holding, capacity of tools and equipment Consider any specific safe working practices and special safety requirements which are necessary. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 15 RESOURCE MATERIALS Video presentation of process applications and development planning are available from sources such as the BBC. Interactive CD roms are available for candidates to use in conjunction with a PC from The Technology Enhancement Programme. Information which may have been used in the past for modules such as Design and Make may also be useful. Examples of outline descriptors of processes, forms of supply and typical planning documents are given later in this pack. Sources of Information and Learning Materials This unit, although written to satisfy the requirements of an Intermediate 2 Structures course, contains many elements which have already been covered by earlier SQA Modules. Materials already developed for these earlier modules can provide a useful source of examples and applications. The Subject Guide Engineering 2: Structures at Intermediate 2 – Appendix 4 maps the content of this unit with 69703 Engineering Manufacturing Processes 1 The main sources of information used to develop this pack were the Higher Still Development Unit publications Arrangements – Structures Intermediate 2 May 1997 Subject Guide – Structures at Intermediate 2 1997 NABS – Fundamentals of Manufacture and Assembly Techniques January 1999 The learning materials contained in this pack were developed from first principles but similar material is available from Equipment Manufacturers Catalogues such as Buck and Hickman or any textbook on Manufacturing Technology produced since 1980. Examples of outline notes of process characteristics A simple component can be used as a vehicle to introduce the steps in the general manufacturing process from specification through considering possible techniques to deciding optimum techniques to produce the component. A customer or designer will produce a specification (detailed description) which outlines the requirements of the desired component. In the general engineering and structural fabrication areas all this information is often contained in a part drawing. The part drawing will show shape, dimensions, tolerances, surface finish and material to be used. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 16 The part drawing is usually the initial source of information on the product requirements. In conjunction with the drawing an overall knowledge of the processes available for manufacture is used to logically decide the sequence of techniques to be used. Consider that a shouldered component is required as drawn below. 1.6 E R A U Q S 52 51 2x 45O 59.95 60.05 3.2 OVERALL 80 MATERIAL:- MEDIUM CARBON STEEL Depending on: Material Size and shape Accuracy Quantity required (perhaps introduced later). The various primary forming/material preparation which could be used are: Machine all over from 25 mm bright square bar Forged followed by machining Fabricated and welded from two prepared pieces Force fitted or shrunk fitted from two more accurately prepared pieces. This approach will clarify that the candidate requires a knowledge of a range of processes composed of a brief description of what the process does and how it works, the equipment and tools commonly used, safe working practices, degree of skill required and practical limitations. The requirements of Outcome 1 can now be overtaken. Perhaps two general processes under each of the four classifications could be considered at this stage using workshop demonstrations, industrial visits, suitable videos or candidate’s previous experience in order to start the necessary database which can continue to be enlarged as the other outcomes are overtaken. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 17 Examples Primary Forming Material Preparation Assembly Finishing casting, forging machining, cutting off Joining, fitting Surface cleaning, Heat treatment Following on from initial considerations brief details can be entered on prepared sheets and collated by the candidates. Examples Classification: General Process: Description: Can be: Primary Forming Casting The form of supply of the raw material ingots, usually between 5 and 100 kg for metals, power or granules for plastics. The charge of material now requires to be melted either in a furnace such as a cupola for cast iron or in a closed chamber for thermoplastic materials just before it is poured into a previously prepared mould. Once solidified the casting is removed from the mould and any material necessary for the process, but not part of the final casting, is removed. List of Specific Processes: FOR METALS NON-METALS SandCasting Cold casting – glass fibre, concrete Shell Moulding Injection Moulding - thermoplastics Die Casting Compression Moulding – thermosetting plastics General Safety Requirements: Protective clothing eye, body, hands and feet require to be protected from extremely hot surfaces. Ventilation chemical agents and other dangerous or irritant fumes require to be extracted from the air surrounding the processes. Lifting and Handling training must be given for manual and mechanical methods of lifting and transporting materials and components. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 18 Classification: General Process: Specific Process: Description: Primary Forming Casting Sand Casting Commonly used for metals such as cast iron, cast steel, brass, aluminium. A pattern made of wood, plastic or metal has sand rammed round it in a metal box called a moulding box. The moulding box can be split and the pattern withdrawn leaving a cavity into which the molten metal is poured once the two halves of the box have been re-assembled and secured. Complex castings can be produced using sand cores to form holes and other internal cavities in the component. The process is relatively cheap to operate for a small number of components but dimensional accuracy is not as good as the more advance processes and surface finish is poor. The rate of cooling of the metal often causes a course grain structure which can result in a brittle structure. Common equipment and tooling: Pattern, moulding box, melting furnace, transfer ladle, moulding sand, external weights to contain pressure, sand transferring equipment, core boxes, fettling equipment. Moulding tools include formers to produce runners and raisers, ramming tools, smoothing trowels, breaking out tools such as crowbar and hammer. Specific Safety Requirements: All specified protective clothing must be used. Safety glasses. Fire precautions must be practised regularly. Casting and furnace areas must be well ventilated. In this way a record of the knowledge and understanding associated with a broad range of manufacturing processes can be started and time allowed, when appropriate, for students to enlarge and order this information as the presentation of the unit continues. The products considered in conjunction with the processes to develop the students knowledge need not be extensive since the intention is to allow the candidate to match up requirements of the finished product with the techniques at hand. Perhaps an integrated approach could be achieved by considering one very simple assembly containing a few manufactured components and purchased components covering two metal and two non metallic materials. An example of this approach has been included in Part 2 of this pack. There is some advantage in using pre-prepared or template sheets for use throughout the presentation of the unit. Examples of such a sheet is included overleaf for use with developing a record of processes. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 19 Classification General Process: Specific Process: Description: List of common operations: Common Equipment and tooling: Specific Safety Requirements: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 20 Example of an Operation Sheet or Route Card Route Card Drg No Product: Material Part: Op No Operation: Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 21 Example of an operational planning document Planning Sheet OPERATION NUMBER DESCRIPTION EQUIPMENT AND TOOLS SAFETY REQUIREMENTS 010 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 22 ACKNOWLEDGEMENTS The support and assistance provided by colleagues at the Scottish Advanced Manufacturing Centre in Livingston and the collaboration with staff at Banff and Buchan College in Fraserburgh is acknowledged. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 23 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Teacher/Lecturer Materials 24 STRUCTURES: FUNDAMENTALS OF MANUFACTURE AND ASSEMBLY TECHNIQUES (INTERMEDIATE 2) PART TWO Student Materials Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 1 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 2 INFORMATION AND SUPPORT MATERIALS FOR USE WITH STUDENTS Integrative Learning Approaches Once a reasonable number of processes have been considered in outline by the student and some experience in matching manufacturing requirements to what processes can achieve the requirements of Outcomes 2 and 3 can be overtaken in an integrative way, perhaps working backwards from two or three graded examples of product assemblies or structural fabrications. During the additional 40 hours component of the structures course this work could be further extended using similar techniques spanning across two or more of the three units making up the course. Three examples of this type of integrative learning vehicle written in the form of an assignment are given below. These have been written in a form which enables them to be used with candidates either individually or as a small group assignment. Assignment 1 - Gate Valve The gate valve shown below is to be made from brass. The rate of production is to be 200 per week for two years. The taper is to be individually lapped with the valve body by the customer on delivery. Drawing Number 01 162 18 90 48 TAPPED HOLE FOR SECURING SCREW 56 18 26 FLOW HOLE 15 SQUARED END TAPER TO BE SEALING FIT Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 3 From the list of processes given: a) order the processes into those suitable for shape creation of finishing b) critically compare the two most appropriate, in terms of suitability for number required, material used, size and shape, accuracy, safety requirements and skill requirements to produce the outside shape of the component c) select appropriate techniques to completely manufacture the component and order these techniques into a logical sequence d) complete a route card indicating the minimum information for each operation to be completed and any equipment or tools necessary Processes available Sand Casting Shell Moulding Die Casting Hand Forging Closed Die Forging CNC Lathe Vertical Drilling Machine Multi spindle Drilling Machine Cylindrical Grinder Heat Treatment Plant Chromium Electroplating Plant Metal surface cleaning plant Spray Paining Plant Plastic fluid dip bath Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 4 Assignment 2 - Jib Crane The essential elements for the construction of a simple jib crane are shown below. The beam B is to be permanently joined to the square bar S. Strengthening web G is to be permanently joined to beam B and square bar S. Column C is a hollow square section and at its upper end plates P and Q are to be permanently joined to allow another contractor to fit a pivot pin through square bar S. Finally a base plate A is to be permanently fixed to the lower end of column C. Material for all parts has been agreed as weldable structural steel to BS4 and cut off to the required dimensions. 3500 A B S C G 6000 Q 130 15 240 15 200 SQUARE SECTION OF BEAM B A Initially 60 are to be made and further orders are a possibility. Your task is to: a) Decide if joining should be completed as one assembly or as two or more sub assemblies – give reasons for your choice. b) Decide if one or more fixtures would be appropriate and if so give rough sketches showing how location and clamping would be achieved. c) State which welding process would be appropriate to use for all joining requirements. d) Complete the planning sheet for one sub assembly giving as much detail as possible regarding equipment and tools used, where quality checks should be done and any safety requirements or safe working practices to be used. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 5 Assignment 3 - Bird Feeder A prototype is to be made for a bird feeder, at this stage only one is to be produced. The 5 parts of the feeder and an assembly are shown as a design sketch indicating all functional dimensions and any special requirements. Your task is: a) For each part to be manufactured complete a standard planning sheet. b) Complete a standard planning sheet for the assembly of the product. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 6 HOLES A ON ONE PART & HOLES B ON OTHER HOLES A: 2 OFF 3 DIA x 6 DEEP 30 25 DIA HOLE DRILLED THRO’ ONE PART ONLY 130 HOLES B: 2 OFF M4 x10 DEEP 25 HOLES B ON ONE PART & HOLES A ON OTHER 2 35 8 SIDES: 2 OFF REQUIRED MATERIAL - YELLOW PLASTIC SHEET x 8 THICK O 8 4 45 20 50 20 HOLES A: 4 OFF x 3 DIA x 5 DEEP 4 15 15 20 HOLES B 4 50 25 15 HOLES A HOLES B: 2 OFF x 2 DIA x 6 DEEP AT HALF THICKNESS 50 TOP: 1 OFF REQUIRED MATERIAL: BLUE PLASTIC x 8 THICK Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 7 20 HOLES A: 4 OFF x 4.5 DIA C/BORED 7 DIA ON UNDER SIDE 4 15 25 HOLE x 6 DEEP FLAT BOTTOMED 20 60 20 15 HOLES A 4 30 60 130 129 BASE: 1 OFF REQUIRED MATERIAL: ALUMINIUM x 10 THICK 56 FRONT: 1 OFF REQUIRED MATERIAL: PERSPEX x 2 THICK Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 8 10 40 25.05 25.15 7 PLUG: 1 OFF REQUIRED MATERIAL: BLACK PLASTIC x 40 DIA 50 10 35 INTERNAL DIA 10 HANDLE: 1 OFF REQUIRED MATERIAL: BRIGHT BRASS WIRE 2 DIA x 255 LONG Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 9 Evidencing Superior Performance The information reproduced earlier in Part 1 from the National Assessment Bank pack for this unit indicated that the second assessment would allow candidates to make qualified choices and apply knowledge and understanding to specific applications at a level above that for a C pass in the subject. The integrative and extended nature of the work required by candidates, mainly when attempting assignments 2 and 3, could provide a source of evidencing superior performance. Any evidence produced to support superior performance would have to be retained for each candidate to back up the lecturer’s/teacher’s prediction of this performance or to be used as part of an appeals procedure. Examples of where to look for evidence indicating superior performance are given for each assignment. For Assignment 1 - Gate Valve a) This requires the candidate to order a series of 14 given processes into two categories which in turn requires the candidate to recall knowledge or otherwise link each process name with its characteristics. Superior performance could not easily be demonstrated. b) This requires the candidate to interpret a drawing to deduce the requirements of the external shape of the component, select two shape creation processes from the 6 given and compare the merits of these two processes within the criteria given. To indicate superior performance selection would be closed die forging and CNC Lathe mainly on a basis of number of components and component materials. The Comparison should indicate comparison of accuracy of processes, skill requirement and safe working practice as the main areas of comparison. c) The selection of closed die forging followed by two drilling operations (drill and tap axial hole then drill 15 mm dia hole using a drill Jig) would indicate superior performance and other combinations are also worthy of consideration. d) the preparation of a standard route care would not easily allow superior performance to be evidenced any further than that already shown in parts b) and c) For Assignment 2 - Jib Crane a) On a number required basis choice would be for two sub assemblies (B, G, S and P, C, Q, A) this would allow the two sub assemblies to be completed simultaneously with less days required to complete the product. This approach would indicate superior performance. b) One simple fixture described for each sub assembly showing location pins and quick release clamping could indicate superior performance. c) Perhaps three methods could be given in the question if the lecturer does not want more wide ranging open ended responses. Almost any method of electric arc welding would be suitable – superior performance is not easily evidenced. d) Possibly the simpler sub-assembly to plan would be BSG. A standard planning sheet would be completed starting with checking the size of the three component parts and finishing with chipping or dressing the welds if required. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 10 Using a Jig, mentioning more than 70% of tools, equipment and safety requirements would indicate superior performance. For Assignment 3 - Bird Feeder No attempt has been made in the information given in the question to limit the processes to be used, if desired this could be done using very simple machinery and equipment since only one assembly is to be produced. a) For each part in turn the candidate could possibly start with a simple sequential list of processes and a brief description of operations before starting the individual part planning sheets. Consistently selecting the optimum process, minimising the number of operations, selection of the correct equipment and tooling and highlighting safe working practice would indicate superior performance. b) Adopting a single operator approach to assembly, deducing a reasonable sequence of operations and stating the main tooling and equipment requirements would cover the necessary ground in the planning sheet. Safe working practice does not have a high profile in this particular part of the assignment. Superior performance would not be easily evidenced in this part of the assignment. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 11 Assignment Solutions Assignment 1 - Gate Valve a) SHAPE CREATION Sand Casting Shell Moulding Die Casting Hand Forging Closed Die Forging CNC Lathe Vertical Drilling Machine Multi spindle Drilling Machine FINISHING Cylindrical Grinder Heat Treatment Plant Chromium Electroplating Plant Metal Surface Cleaning Plant Spray Painting Plant Plastic fluid dip bath b) Outside shape could be produced by any of the casting, forging or by the CNC lathe. Considering the required accuracy for the taper then Die Casting, closed die forging or CNC turning would be best. Considering the number required i.e. 200 per week for 2 years making a total of 10,000 components the same choice would remain so a direct comparison between any two would be acceptable. Leaving out Die Casting because brass is not often used in this process due to its relatively high melting temperature the comparison should be made between Closed Die Forging and CNC machining.(This depth of consideration to decide the two processes to be compared would indicate superior performance). FACTOR CONSIDERED Number required Material used Size and shape Accuracy Safety Skill CLOSED DIE FORGING Very suitable Very suitable Possible in one operation Including square end and Flats but not tapped hole Or 15 mm dia hole Within the requirement Implication with transferring hot metal slugs, guarding, removing hot finished part Operator or semi-skilled occupation Quicker than CNC lathe CNC MACHINING Suitable Very suitable Possible in one operation including tapped hole but not 15 mm dia hole flats or square end Capable of more accurate work Implication with transporting heavy bar material, high swarf production rate and use of coolant. Often a skilled occupation Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 12 c) Closed Die forge shape Drill and tap, drill 15 mm hole Visually check form d) Route Card Drg No 01 Material Brass Op No 010 Product:- Gate Valve 020 Heat billets in suitable batch numbers Muffle furnace 030 Drop forge Closed die forge with specially made dies 040 Remove flash and dress 050 Drill and tap, drill 15 mm hole Specially made jig, multi spindle drilling machine, tapping attachment, suitable taps and drills 060 Deburr and visually check Part:- Gate Valve Operation Cut billet off to length. Tools – Mechanical saw with stop set Note: if the processes selected at c) were different e.g. CNC machining chosen for the main shaping process then the operations would of course be different and the flats and square end would have to be produced, possibly by milling. In effect, as many as 4 of the 6 operations listed could be different but if the degree of detail was similar and the sequence was comprehensive and logical the answer would be equally valid. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 13 Assignment 2 a) Considering that 60 fabrications are to be made then a sub-assemblies approach would simplify manufacture. Two sub-assemblies would be appropriate:Sub Assembly 1 – consisting of beam B, Square bar S and Strengthening web G Sub Assembly 2 – consisting of upper plate P, column C, lower plate Q and base Plate A Reasons for using sub assemblies Each sub-assembly will be less complex than the complete job Sub-assemblies can be overtaken simultaneously so reducing substantially the number of days to complete the work Even if planned as a single assembly the work would essentially be Completed as two sub assemblies b) For Sub-assembly 1 - The Beam One fixture would be appropriate 5 OFF LOCATING PINS 2 OFF QUICK RELEASE CLAMPS (BASE OF ONE CLAMP ACTS AS A SETTING BLOCK FOR WEB G) Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 14 For Sub assembly 2 - The Column Two fixtures would be appropriate One for the top end and one for the bottom end 7 OFF LOCATING PINS 4 OFF HEIGHT SETTING BLOCKS 1 OFF QUICK RELEASE CLAMP TOP FIXTURE 2 OFF HEIGHT SETTING BLOCKS 1 OFF QUICK RELEASE CLAMP 4 OFF LOCATING PINS 1 OFF WEDGE CLAMP BOTTOM FIXTURE Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 15 c) the following welding processes would be suitable: Metal Arc Gas shielded Arc Submerged Arc d) Planning Sheet for Sub-assembly 1 - The Beam OPERATION NUMBER DESCRIPTION EQUIPMENT AND TOOLS SAFETY REQUIREMENTS 010 Visually check parts B, G and S Dress if required Flat file Gloves, safety shoes to be worn 020 Place fixture on welding table and insert parts B and S. Locate and clamp Special fixture As above 030 Tack weld parts B & S together. Check position and full weld corner where part G will be fitted. Chosen welding plant, chipping tool, square As above plus eye protection from arc As above except square As above As above As above Chipping tool, portable grinder Gloves, safety shoes, eye protection from chips 040 Hold part G in place and tack weld in position. 050 Remove from Jig and full weld all three parts together 060 Remove all slag and dress weld if appropriate to the welding process Note: In addition to the remarks made earlier concerning evidencing superior performance, at operation 030 the full welding of the corner before part G is fitted indicates a depth of consideration above that for competence.) Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 16 Assignment 3 - Bird Feeder a) Looking at each part in turn starting with Side – 2 required, only one has the 25 mm dia hole. Material used is 8 mm thick yellow plastic sheet. Material requires to be cut from the sheet material. Marking out, followed by cutting out using a band saw or hand saw. Considering this is a prototype then the profile could be hand finished using a file, milled or shaped. The 2 mm wide x 3 mm deep slot and the 8 mm wide x 8 mm deep bevel now require to be cut, used a horizontal milling machine. Holes now require to be (marked off), drilled and tapped where required (the fit of the top and bottom will require that the hole position must be accurately held). The required degree of accuracy could be achieved using a vertical milling machine or by making a simple drill jig to use on the top, bottom and sides in conjunction with a pillar or vertical drilling machine. Planning Sheet for: SIDE OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Mark out and cut off 48 x 132 Square, scriber, 150 mm rule, Bandsaw Wear goggles, use a push bar 020 Mill profile, two ends together to 46 x 130 Horizontal mill, side and face cutter, parallels, m/c vice, 150 mm rule, mallet Wear goggles, gloves, safety glasses. Use properly adjusted cutter guard As above 030 Mill Bevel 040 Mill slot 050 Drill in both parts 2 – 3 mm dia holes x 6 mm deep 2 – tapping holes for M4 thread Mark off and drill in one part 20 mm pilot hole then 25 mm dia hole Note:- care must be taken with which edge the different holes go on each side. As above except side and face cutter is changed to a 2 mm thick slitting saw As above Vertical drilling m/c, machine vice, Jacobs Chuck and key 3 mm drill 3.3 mm drill M4 taps (tap by hand) 10 mm drill 25 mm drill specially made drill jig As above As above Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 17 Front – 1 required Material used is clear plastic, 2mm thick No planning sheet is required, the material is marked off 130 x 56 using a marking point, rule and square, then cut off using straight snips. Top – 1 required Material used is 8 mm thick blue plastic sheet Material requires to be cut from the sheet material. Marking out, followed by cutting out using a band saw or hand saw Profile to be hand finished, milled or shaped Holes require to be drilled (in order to pin to the two sides to the top the holes require to match up accurately) use a drilling machine and a specially made drill jig The two 2 mm holes in the side of the Top do not require a jig. Planning Sheet for TOP OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Mark out and cut off 51 x 51 150 mm rule square scriber Band saw Wear goggles Use a push bar 020 Hand finish profile File, rule, square, vice Wear gloves 030 Drill 4 – 3 mm dia x 5 mm deep holes Mark off and drill 2 – 2 mm dia x 5 mm deep holes Drill Jig Vertical drilling m/c Jacob’s chuck & key 3 mm dia drill Machine vice 2 mm dia drill Wear goggles and gloves. Use properly adjusted chuck guard. Bottom – 1 required Material used is 10 mm thick x 60 mm wide aluminium bar Material requires to be cut from flat bar using a mechanical or hand saw Ends have to be finished using a mill or shaper Holes require to be drilled (again the same simple drill jig could be used to achieve the necessary accuracy with the 4.5 mm dia holes). The 25 mm dia flat bottomed hole does not require a jig but will have to be marked off Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 18 Planning Sheet for BOTTOM OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Cut off 65 long 150 mm rule, scriber, mechanical saw Wear gloves, safety glasses 020 Mill to length 60 Vertical milling m/c, 12 mm dia end mill, Autolock collet, machine vice, mallet As above and use properly adjusted cutter guard 030 Deburr 200 mm smooth flat file As op 010 040 Drill 4 - 4.5 mm dia through c/bore 7 mm dia x 4 mm deep Mark off and drill 1 – 25 mm dia x 7 mm deep Drill jig Vertical drilling m/c Jacobs chuck and key mm drill 7 mm drill Machine vice 25 mm flat bottom drill As op 020 Plug – 1 required Material used 40 mm dia ABS plastic bar Material requires to be cut from round bar using a mechanical or hand saw Part has to be machined using a centre lathe Planning Sheet for PLUG OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Cut off 15 long 150 mm rule Mechanical saw Wear gloves, safety glasses 020 Place in 3 jaw chuck with 10 mm projecting Turn 25 mm dia, one roughing and one finish cut, face to 7 mm length chamfer Centre lathe with 3 jaw chuck, turning tool, chamfering tool, 25 – 50 external micrometer 150 mm rule As above 030 Reverse in chuck face to length chamfer as op 020 As above Handle – 1 required Material used 2 mm dia brass wire 255 mm long No planning sheet required, the material us cut off to size from bar, then bent to shape using a 10 mm dia piece of scrap bar and a vice. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 19 b) Assembly Remembering that this is a prototype, one-off assembly. The complete assembly would be done without the distinction of sub assemblies or flow techniques. - Check all parts visually - Fit pins to TOP - Fit SIDES to TOP - Fit FRONT to Slot in SIDES - Fit BOTTOM to SIDES using cap screws - Fit PLUG to hole in side - Fit HANDLE to TOP Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 20 Planning Sheet for ASSEMBLY OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Visually check all parts and deburr if required 200 mm smooth flat file 020 Fit 4 off 3 mm dia pins to underside of TOP using super glue. Leave 5 mm length of pins protruding Hammer Square Super glue Read instruction on super glue tube and carefully follow the instructions 030 Fit TOP to SIDES keeping the side with the 25 mm dia hole to the back. Glue pins to sides using super glue Hammer, Small hardwood block, Super glue As above 040 Carefully enter FRONT in 2 mm wide slots and slide down to touch top 050 Fit BOTTOM to sides using 4 off M4 cap screws Suitable hexagon wrench 060 Fit 25 mm dia PLUG to hole in side to achieve a tight push fit Half round scraper 070 Fit HANDLE to TOP A group exercise could be attempted at the end of this assignment starting from the premise that the BIRD FEEDER design has been tested and approved. An initial product run of 500 is to be completed. The candidates are to consider the processes which could now be used to manufacture the product either in an open ended way or from a given list of available processes. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 21 Tutorial Examples The following tutorials are intended to be used directly after the concerned aspects have been described and discussed. While attempting the tutorial questions the candidates may require to be given, or to research, further information on processes and techniques in order to maximise the benefit derived from developing solutions. Outcome 1 - Tutorial 1. Complete a specific process sheet for the following processes including a description of the process, common equipment and tooling used as well as specific safety requirements. a) Classification:- Primary Forming General Process:- Forging Specific process:- Hand Forging b) Classification:- Material Preparation General Process:- Machining Specific process:- Vertical Milling c) Classification:- Assembly General Process:- Fusion Welding Specific process:- Metal Arc Welding d) Classification:- Finishing General Process:- Surface Cleaning Specific process:- Shot Blasting 2. During the installation of overhead speakers as part of an intercommunication system in the company office, it was decided that 8 – Aluminium brackets as shown in the sketch below were required. After briefly describing the processes. Compare, on a basis of accuracy, safe working practice, skill necessary and the suitability of producing the keyhole feature by: a) hand by drilling, sawing and finishing by filing b) making a simple punching tool and using a fly press 10 6 3 Aluminium material is 2 mm thick and the keyhole dimensions are shown Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 22 3. Three standard spherical plastic knobs are to be attached to the end of clamp levers on a fixture currently being made. The plastic knobs are 30 mm in diameter and are supplied with a 20 mm dia hole, 20 mm deep. The clamp lever are all 12 mm dia for a length of 40 mm. After briefly describing the processes compare on a basis of functional suitability, degree of complexity, appearance and safe working practice the suitability of fitting the knobs to the levers by: a) Threading both components to a suitable form and screwing together b) Increasing the size of the knob holes to a suitable size and force fitting. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 23 Outcomes 2 and 3 Tutorial 1. The following list shows 5 factors associated with the product which should be considered during process selection. Add two other factors to the list. - Material characteristics Material form of supply Size of components Shape of components Accuracy requirements of components 2. The following list shows 5 factors associated with a process which should be considered during process selection. Add two other factors to the list. - Suitability of process for operation with the component material Suitability of process for the component size Suitability of process for the component shape Suitability of process to produce the accuracy required Suitability of process to produce the surface finish required. 3. List the principles most commonly applied in planning the manufacture of a product. Starting with – Look at the final product and break it down into possible sub assemblies and finish with – write the planning documents for individual components and assembly procedures. 4. List any four important considerations when deciding possible processes for the manufacture of a component. 5. A straight pipe connector shown below is required to be manufactured to join together lengths of pipe of a non-standard outside diameter. Only 10 pipe connectors are required. a) Determine the most suitable shape creating process from: machining closed die forging sand casting b) After joint fact X has been produced determine the most suitable process for producing the 42.5 mm dia holes from using a pillar drilling machine a vertical milling machine a centre lathe. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 24 A A 200 80 42.5 42.6 55 80 FACE X SECTION ON A-A MATERIAL: ALUMINIUM Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 25 6. An order of 4 cast-iron brackets are to be machined as shown below using standard machinery and equipment. 80 100 a) decide the sequence of operations to be used and briefly describe. b) Complete a standard operation sheet for the machining of this part indicating the minimum information for each operation to be completed and any standard equipment or tools necessary. FOUR HOLES 10 80 10 50 100 51.00 51.08 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 26 7. One pivot support bracket is to be produced from mild steel as shown below. Complete a standard planning sheet for the manufacture of this bracket assuming the boss is a standard part which has already been made with a 20 mm dia spigot. 4 CORNERS R17 BOSS 25 TO BE LOCATED IN 20 HOLE IN PLATE. DRILL & TAP THRO’ M10. MATRIAL:- MS (SUITABLE FOR WELDING) R5 (TRUE PLANE) R15 R5 4 HOLES 10 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 27 8. The overall dimensions of a planer’s gauge are shown in the sketch below. Only 4 are to be made. The TOP (female member) is to be made from alloy steel, hardened and ground all over. The BOTTOM (male member) is to be made from cast iron stock bar, machined all over and hand scrapped on the bottom and top bearing face. Three M5 hexagon socket set screws will be used to complete the assembly. Complete standard planning sheets for the manufacture of the TOP, BOTTOM and the fitting together of the two parts. 180 68 NOMINAL O 15 + 2’ 30 3 LOCKING SCREWS Material available 40 x 120 Bright alloy steel bar 45 x 130 Black cast iron bar Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 28 Solutions to the Tutorial Questions The following solutions attempt to indicate how an average student would develop their answers, the technique of writing explanatory notes for the particular approach taken at appropriate points should be encouraged as a regular feature of student responses. Outcome 1 - Tutorial Solutions 1. a) Using a template for a specific process sheet from earlier in the pack. Classification: General Process: Specific Process: Primary Forming Forging Hand Forging Description: A billet of metal is heated in a forge to above its re-crystallisation temperature then beaten to shape on an anvil, regular re-heating may be necessary. The metal is held in an appropriate size and type of tongs. If other shaping tools require to be held then a second operator will apply the hammer blows. List of common operations: Drawing down – making the material thinner Upsetting – making the material fatter swaging – shaping the outside of the material (e.g. round, square) pierce – making holes cut off – to cut using a chisel action Common Equipment and tooling: Anvil, series of hammers (usually about 4), swaging tools, flatters, piercing tools, cutting tools, sets of tongs for various shapes and size of components. Forge – usually gas fired Specific Safety Requirements: Feet, eye and hand protection is required from red hot metal. Ventilation or air extraction equipment must be used. Fire extinguisher of the correct type must be near by. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 29 1. b) Classification:General Process: Specific Process: Material Preparation Machining Vertical Milling Description: The machine datum is a horizontal metal table capable of very accurate powered movement in three axes. The work is held on this table. The cutter is held in a vertical spindle above the table and can have its feed up and down,right or left and speed preset. Coolant is available to prevent overheating while cutting. Most cutting operations are generated by a combination of table and tool movement. List of common operations: Mill flat horizontal and vertical surfaces Mill steps and grooves Drill holes Cut slots and keyways Common Equipment and tooling:Collets for tool holding, cutters used as end mills, keyway cutters, drills, work holding, by clamping directly on the table, by using a machine vice previously mounted on the table or by a Jig or fixture previously mounted on the table. Specific Safety Requirements: Hand and eye protection from metal cuttings Precautions against contact with coolant Use of correctly adjusted cutter guard Care in mounting sharp edged cutters. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 30 1. c) Classification:General Process: Specific Process: Assembly Fusion Welding Metal Arc Welding Description: Sometimes called Electric Arc Welding. A consumable electrode is held using a holder attached through a conducting cable to the electric arc welding plant. The electric current flow rate is adjusted so that an arc is struck when the electrode tip is placed near the area to be welded, molten metal from the electrode melts the parent metal and this solidifies as the electrode is moved slowly onwards. The deposited metal forms the weld and slag forms on the top as it cools. List of common operations: Weld can be tacks (intermittent), single run (one pass of the electrode) or multi-run (several passes of the electrode) and can be laid down in prepared areas, such as a Vee. Unsuitable for very thin sheet metal or for joining two dissimilar metals. Common Equipment and tooling: Welding plant. Various sizes and compositions of flux coated electrodes. Metal table acting as an electrical earth. Various clamps and blocks. Chipping hammer. Specific Safety Requirements: Hand and eye protection from heat and harmful arc glare and radiation. Foot protection when large or heavy components are employed. Usually leather aprons are also worn. Fume extraction is also necessary. Training in lifting and handling may be required. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 31 1. d) Classification:General Process: Specific Process: Finishing Surface Cleaning Shot Blasting Description: Basically corrosion, dirt and scale are removed by blasting the surface with compressed air containing abrasive particles. Usually this is completed in a closed box, the front of which is provided with two armholes and a window. The front can usually slide upwards to open. An adjustable nozzle situated inside the box delivers the shot and this can be directed on the surface to be cleaned. The flow can be controlled by a foot pedal. List of Common operations: Surface cleaning of metals before a further finishing process such as painting is done. If required, degreasing must be done before blasting since grease can cause contamination of the re-cycled abrasive material. Common Equipment and tooling: The whole process is usually done using a dedicated plant. Very long rubber gloves are usually worn and care must be taken to avoid directing the jet of particles onto the hands or arms. General Safety Requirements: Other than the special gloves which are usually considered as part of the equipment the only requirement is training in lifting and handling in order to safely load and unload components. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 32 2a) Possibly before the material was bent into shape the keyhole would be marked out using a rule, draw point, centre punch and hammer. The 6 mm hole and three 3 mm holes drilled using a vertical drilling machine and Appropriate tools. The keyhole would then be finished by hand sawing and filing. b) At the same stage as a) the centreline and top of the 6 mm hole would be marked out. If not available a suitable punching tool and bottom die would require to be made in medium carbon steel. The fly press would require to be set up with the punch and die. The keyhole would then be punched in one operation, but some deburring or dressing may be necessary. Comparison By Hand The required accuracy could be easily achieved and the complete job would possibly be completed in about 2 hours. Safe working practice would involve using appropriate guarding and protective items. The skill level required would be appropriate to a craftsman. By Punch The required accuracy could be easily achieved and if a punch were available the complete job would take less than an hour, but if a punch required to be made more than one day would be necessary. Safe working practice would be much the same as for the other method. The skill level would be appropriate at craftsman level if a punch was required to be made or at operator level if a punch existed. 3.a) After consulting a suitable source of information, for example a ZEUS CHART for ISO Metric Threads it can be established that an M12 thread requires a tapping drill of 10.2 mm dia.The knobs could therefore be hand tapped for the depth of the 10 mm dia hole.The levers could be hand threaded for a length of 18 mm.The knobs could then be screwed onto the levers. b) After consulting a suitable source of information, for example BS4500 Data Sheet 4500B – selected ISO Fits: Shaft basis. Help could be given with extracting the following information. Interference Fit h6/S7 The tolerance for the shaft (h6) is 12.000 to 11.991 The tolerance for the hole (S7) is 11.983 to 11.968 Since the knob holes are to be increased a suitable size would be 11.96 to 11.98, as close a tolerance as this would require the use of an 11 mm drill, then a specially modified reamer or to be bored in a centre lathe. Comparison Both approaches suit functional requirements and appearance equally well and both require about the same degree of consideration for safety. Choice would therefore be made on a basis of complexity. Boring out the knob holes would be a more complex process than threading both parts, due to the requirement to modify a reamer or bore on a lathe. On balance the threading method would be more suitable. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 33 Outcome 2 & 3 Tutorial – Solutions 1) Required (surface) finish of particular components. Number of product required. 2) Skill required to operate the process. Safety implications of using the process. 3) Break the product into suitable sub assemblies Formulate a general method to complete each sub assembly and the final assembly. Note where special tooling or fixtures are required. Consider each part in turn and formulate a general list of the processes necessary including either/or situations like cast or forge. Make a sequential list of the operations required to produce each part. Finally write the planning documents. 4) Shape, size, form and finish of the component. Material and its form of supply. Processes available from which a selection can be made. Any specific safety considerations or requirements. 5) a) Machining from solid bar would require work on more than one machine, possibly with several operations on each. Closed die forging would produce the component shape with one or two operations, but a complex set of dies would have to be made. Sand casting would require a simple wooden pattern to be made and possibly a core box to allow the long hole to be cast. Casting would give the most suitable process considering the number being produced. b) A pillar drilling machine could be set up fairly easily using Face X as a datum clamped to an angle plate which in turn could be clamped to the machine table, a hole could be drilled, but an adjustable reamer would have to be set to finish the hole. Difficulty would be encountered when reversing the component to drill and ream the other hole in order to achieve concentricity of the two holes. A vertical milling machine would be set up in the same way as the pillar drill but by using an indexing head concentricity would not be a problem. A boring tool could be used instead of a reamer. A Lathe using a 4 Jaw Chuck could be used with a drill and boring tool, concentricity when the component was reversed is easier to achieve than with the pillar drill. For a length of hole of 80 mm the lathe would be less likely to run off when drilling. On balance, the choice is between the mill and the lathe, with the lathe being easier to set up so the most suitable process would be the lathe. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 34 6. a) Due to the close tolerance on the 50 mm dia hole, the bracket would require to be machined on a lathe. The sequence of operations is: centralise in a four jaw chuck, grip on the round surface Bore cast hole to size and face square end Reverse in chuck (changed to 3 Jaw), grip internally on 50 mm bored hole [This could be considered as superior performance, alternatively keeping the four jaw chuck, grip on outside dia and true up to the bore would be acceptable] Face to Length. b) Route Card Drg No Material Op No 010 Product:- Cast Iron bracket Part:- Bracket Operation Bore and Face square end Equipment & Tools:- Centre lathe, 4 Jaw Chuck, Turning Tool, Boring tool, 150 mm rule, inside calipers, 50-75 Inside micrometer, height gauge 020 Face round end to length Equipment & Tools:- Centre lathe, 3 Jaw Chuck, Turning tool, Outside calipers, rule. 7. Before starting the planning sheet some consideration would have to be given to Selecting the processes required: Only one is required Because of the uncertainty of metal expansion during bending the holes should be drilled after the bending operation A 20 mm dia service hole is required to be drilled in the plate to locate the boss A likely sequence of operations would be: Cut out the plate Mark for bending Bend to shape Check bent profile and cut to final length Mark holes and radii Radius corners Drill holes Weld Boss in position Deburr Mark tapped hole in boss Drill and tap boss. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 35 Planning Sheet OPERATION DESCRIPTION EQUIPMENT AND TOOLS NUMBER SAFETY REQUIREMENTS 010 Calculate length of plate required for longest edge and cut off 300 mm rule, scriber, square, straight snips or guillotine Wear gloves. Use properly adjusted guard if guillotine is employed 020 Mark out for bending 300 mm rule, scriber, square 030 Bend to shape Vice and hammer, 10 mm dia bending bar, 30 mm dia bending bar Wear gloves 040 Check and adjust bends as required and cut to final height As for Op 030 plus protractor, 5 mm & 15 mm radius gauges, snips or guillotine As Op 010 050 Mark out holes and radii 300 mm rule, scriber, height gauge, dividers, Angle block, surface table 060 Radius corners Snips and 200 mm smooth file Wear gloves 070 Drill 4 - 10 mm dia holes 1 – 20 mm dia hole Vertical drill Machine vice Jacobs Chuck drills Wear gloves. Use properly adjusted chuck guard 080 Hold boss in position, tack weld, check and full weld Electric arc Welding plant, welding table, chipping hammer Wear gloves and suitable eye protection 090 Duburr all over 200 mm smooth flat file wear gloves 100 Mark position of tapped hole in boss surface table, scriber, square, 300 mm rule, height gauge, angle block 110 Drill and tap boss tapping drill size 8.5 mm dia N10 taps, Topping drill, vertical drilling machine, machine vice, square Wear gloves. Use properly adjusted chuck guard 8. Before starting the planning sheets, some consideration would have to be given to Selecting the processes required: Four are required and the bar stock available could be cut in such a way that two parts could be claimed from the width for both the TOP and the BOTTOM Due to the accuracy of the dovetail, milling would be required so this cold be used as the main shape creation process The TOP would be finished by hardening and grinding on a surface grinding machine Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 36 The BOTTOM would be finished by hand-scrapping in conjunction with the TOP, possibly as part of the assembly procedure Note: Some research by the candidates into the less common aspects, like Hardening and surface grinding may be required at this stage. Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 37 Planning Sheet TOP OPERATION NUMBER DESCRIPTION EQUIPMENT AND TOOLS SAFETY REQUIREMENTS 010 Mark length to be cut from black bar stock at 185 mm, cut off 300 mm rule, suitable cut of machine or hacksaw Wear gloves, safety shoes, eye protection, use properly adjusted cutter guard if a machine is used 020 Mill ends to a length of 180 mm. Set at 15 degrees to machine axis horizontally in vice and cut into two parts. Mill all over except dovetail Horizontal mill, slab milling cutter, slitting saw, machine vice, 300 mm rule, protractor Wear gloves, eye protection, use cutter guard 030 Set material to cut angle face then female dovetail suing a vertical mill and machine vice. Leave 0.5mm grinding allowance. Vertical milling machine, machine vice, 50mm dia end mill, dovetail cutter, Autolock collet, mallet, protractor. As above 040 Mark,. drill and hand tap 3 off locking screw holes Vertical drill, suitable drills and taps. Jacobs chuck As above except for coolant 050 Harden by heating to 800 degree C and quenching in oil Muffle furnace, oil bath Use suitable tongs 060 Surface grind all over Surface grinding machine. Use suitable guard properly adjusted on grind wheel and on the table side Straight grinding wheel. Dish grinding wheel for dovetail Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 38 Planning Sheet BOTTOM OPERATION NUMBER DESCRIPTION EQUIPMENT AND TOOLS SAFETY REQUIREMENTS 010 Mark length to be cut from black bar stock at 185 mm, cut off 300 mm rule, suitable cut of machine or hacksaw Wear gloves, safety shoes, eye protection, use properly adjusted cutter guard if a machine is used 020 Mill ends to a length of 180 mm. Set at 15 degrees to machine axis horizontally in vice and cut into two parts. Mill all over except dovetail Horizontal mill, slab milling cutter, slitting saw, machine vice, 300 mm rule, protractor Wear gloves, eye protection, use cutter guard 030 Set in machine vice to cut dovetail and cut Vertical mill, dovetail cutter, Autolock collet, mallet, protractor As above Planning Sheet ASSEMBLY OPERATION NUMBER DESCRIPTION EQUIPMENT AND TOOLS 010 Clean out tapped holes and insert locking screws Plug tap, suitable Hex socket wrench 020 Offer TOP to BOTTOM and scrape bottom until all over contact is achieved for dovetail base Bearing blue, flat scraper, vice 030 Check parallel between base and top, scrape bottom until top reads +0.01 mm over whole length DTI and stand, surface table, hand scraper, vice SAFETY REQUIREMENTS Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 39 Structures: Fundamentals of Manufacture and Assembly Techniques (Intermediate 2) Student Materials 40