Taylor Wedge Peel - Spiral
advertisement

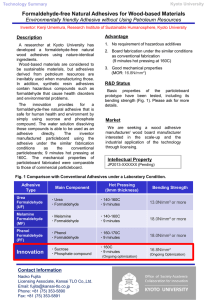
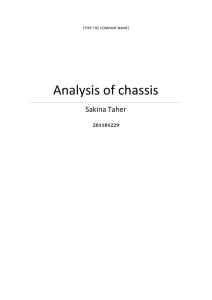
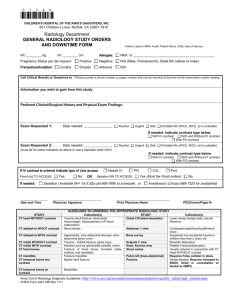
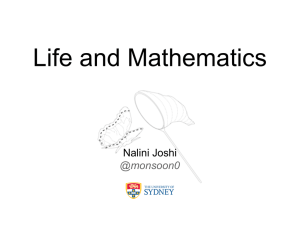
Determining the fracture energy of structural adhesives from wedge-peel tests A.C. TAYLOR* & J.G. WILLIAMS Department of Mechanical Engineering, Imperial College London, South Kensington Campus, London SW7 2AZ, UK. Abstract Analytical solutions for calculating the adhesive fracture energy from wedge-peel tests, where significant energy is absorbed by deformation of the substrates, are outlined. These are based on the analysis by Williams [J. Mater. Sci. 33, 5351-5357 (1998)]. A range of structural adhesives, with fracture energies between 600 and 5300 J/m2, were used to bond aluminium-alloy substrates of thickness 1 or 2 mm, and tested using a range of pin diameters (i.e. wedge thicknesses). Three analysis methods were used, based on measuring either the radii of curvature of the substrates, the crack length or the force per unit width during the test. All three methods gave good agreement with the independently-measured values of the fracture energies (via linear elastic fracture mechanics). The methods were applied successfully to both cohesive and interfacial failure. The method using the force per unit width was the easiest to apply, and gave the best agreement with the independently-measured fracture energies. Keywords Epoxy polymers; Toughness; Fracture; Short Title Determining fracture energy from wedge-peel tests * Corresponding author: Tel.: +44 20 7594 7149 Fax.: +44 20 7594 7017 email: a.c.taylor@imperial.ac.uk 1 Nomenclature Roman: b Width C Compliance E Modulus F Force Gc Fracture energy Ĝ Elastic energy of substrates h Thickness k0 Non-dimensional radius of curvature including elastic deformation k0 Non-dimensional radius of curvature excluding elastic deformation l Crack length m Geometry factor n Hardening exponent R0 Radius of curvature including elastic deformation R0 Radius of curvature excluding elastic deformation u Effective wedge half-thickness u0 Wedge half-thickness or pin radius Subscripts: a Adhesive s Substrate y Yield Greek: Angle of curvature Crack length correction factor Strain Coefficient of friction Stress Constant,h 2 1. Introduction The use of structural adhesives in industry is increasing steadily, as manufacturers have become aware of the advantages that adhesives can offer, compared with conventional joining techniques, in the assembly of engineering components and structures [1-2]. Fracture tests can be performed to measure the toughness of these adhesives [3]. However, in many applications there is extensive plastic deformation of the substrates during failure of the component, for example in a vehicle frontend during a crash [4]. Hence manufacturers often prefer to test adhesives using a method where there is extensive plasticity of the substrates, such as the wedge-peel method, rather than use a linear elastic fracture mechanics approach, e.g. [3]. Previous work by one of the present authors [5] has discussed the use of the impact wedge-peel (IWP) test, for which an International Standard (ISO 11343) test method [6] is available. That work discussed in detail the application of the IWP test method to measure the resistance to cleavage fracture of structural adhesives. The results from IWP tests, using a range of commerciallyavailable structural epoxy adhesives to bond either aluminium-alloy or steel substrates, were described. Secondly, the IWP results were shown to correlate with the values of the adhesive fracture energies, Gc, of the various adhesives, measured using fracture mechanics methods. Finally, a finite-element model was developed to predict the value of the IWP cleavage force as the crack propagates through the specimen from the value of the adhesive fracture energy, Gc, which was independently-measured using linear elastic fracture mechanics (LEFM). However, the finiteelement model was rather cumbersome. Thouless et al [7] used an analytical model to predict the toughness of plastically-deforming bonded joints, but the predictions were much lower than the fracture energies determined via LEFM [5]. A modified version of the Thouless et al analysis, by one of the authors of the present work, showed much closer agreement [8]. Thouless et al [9] have also considered asymmetric joints, where one substrate is thicker than the other. The analysis used in the present work is an extension of the analysis of the peeling of flexible laminates from a stiff substrate by one of the authors [10-11], the analysis of which is now being incorporated into draft standards. The present, modified, analysis predicts the fracture energy of the adhesive using the curvature of the substrates during the wedge-peel test. Note that the fracture energy of the adhesive is much smaller than the total energy absorbed during failure of the specimen. Many times more energy is absorbed by the plastic deformation of the substrates than by the fracture of the adhesive. (This is the principle behind the energy-absorbing zones used for crash protection in automotive applications [4].) The predictions will be compared to the values of the adhesive fracture energy measured by LEFM. The present paper applies this analysis to the 3 wedge-peel test for the first time, and compares the predictions with experimental data for a range of structural adhesives. 2. Theoretical 2.1 Introduction This analysis is based on the more detailed, and wider ranging, cases given in Williams [12], and more details are given in Appendix A. The solutions given are for small , see Fig. 1, i.e. sin l 1 , where l is the crack length which can be measured. is determined by the R0 deformation beyond the crack tip and is given by [13]: 2 h E 0.2 0.058 a s 6hs Ea hs 2 (1) where h is the thickness and E is the modulus. The numerical terms give the deformation in the arms, and ha and Ea refer to the adhesive layer. Here it is assumed that the crack is in the centre of the adhesive. For Ea , i.e. the infinitely stiff case, 0.66 and for a typical set of numbers, i.e. hs 1 mm , ha 0.4 mm , E 70 GPa , Ea 3 GPa then 1.5 . These values represent upper bound behaviour as they assume the maximum deformation of the root region. For the heavily plastically deforming cases the effective stiffness of the base is much higher and a lower bound occurs when 0 [13]. (Fig. 1) In experiments there are four parameters which are usually measured; l , u, R0 and F . The value of l has to be measured during the test and is often difficult to determine as the position of the crack tip can be hard to identify. Similarly, the measurement of u can be problematic unless the edge of the wedge and specimen lie in the same plane. The value of R0 can also be measured during the test, though in many cases the specimen fails in an asymmetric manner such that the radii of curvature on each side of the wedge are not equal. The non-dimensional radius of curvature can be calculated using: k0 hs 2 y R0 (2) 4 where y is the yield strain. It may be more convenient to determine the radius of curvature after the test, from the radius of the bent arms as in Thouless et al [7]. This measured value, of R0 , is thus not the value at the crack tip but that after elastic unloading. For large plastic deformations the change is not large but a correction can be made, and the true value k 0 may be derived from the measured value, k 0 , from: k 0 3 n k0 k0 2n (3) For small angles we may relate l and R0 since 2 ≈ 2u/R0 and hence, l hs u 1 1 y hs k 0 2 (4) Note that: u 1 k0 2 h y s l hs (5) so that finding k 0 from l requires good accuracy in l and a knowledge of . If both R0 and l are known then may be determined. If k 0 and are known then: 1 hs y 2 12 n u k 0 1 4 1 n Gc k 1 Gˆ 2 n 0 1 n hs y 2 12 1 u k 0 (6) y hs Gˆ 2Es (7) where 2 5 where y is the yield stress. [See Appendix A for details of the derivation]. Upper and lower bounds are determined by and the lower bound ( = 0) is, Gc 1 n 4n k 0 Gˆ 2 n 1 n (8) F is measured then, [see Appendix A], b If 1 hs y 2 1 1 1 u 2 y k 0 2 F 4 1 n k 0 1 bGˆ 2 n hs y 2 1 k 0 2 1 u (9) where is the coefficient of friction. If and are known then k 0 can be found and hence Gc from Eqn. 6. The lower bound is for 0 and is, n F Gc 1 n b (10) It should be noted that this analysis ignores the elastic deformation and the result may be corrected by adding Ĝ to the value of Gc computed from Eqn. 6. In the present work, most of the specimen failure was asymmetric, i.e. the radii of curvature of the two arms were not identical. It is possible to average the radii of curvature prior to calculating the fracture energy. Such a method has been used by various authors, e.g. [7,14]. However, the contribution to the total fracture energy from each arm can alternatively be calculated individually, and then summed. This latter approach is the one used in the present work. 3. Experimental procedure 3.1. Materials Several rubber-toughened structural epoxy adhesives were tested, as listed in Table 1. These were chosen to represent a wide variation in toughness. The curing conditions, and the resulting glass transition temperatures, Tg, are also shown in Table 1. (Table 1) 6 Aluminium alloy substrates (grade EN AW 5754), which were 1 or 2 mm thick, were used for the wedge-peel tests. The substrates were guillotined from the sheet to the required size of 20 ± 0.25 mm wide by 190 ± 1 mm long. Aluminium alloy substrates (grade EN AW 2014A) were used for the linear elastic fracture mechanics tests, which used tapered double-cantilever beam (TDCB) specimens [3]. The high yield strength of this grade is required when testing tough adhesives, to avoid plastic deformation of the substrates during the test. The beams were 10 mm wide by 310 mm long. 3.2. Tensile Testing Tensile dumbbell specimens were machined from the aluminium alloy substrates. The tensile specimens were tested in compliance with the standard [15] at a constant displacement rate of 1 mm/min, using a clip-on extensometer to measure the engineering strain within the gauge length. The values of true stress and true strain were calculated. The Young’s modulus was calculated for each of the four replicate samples, and a linear plus power law hardening model was fitted to the data. 3.3. Specimen preparation The bonding surfaces of the substrates were abraded by grit-blasting using 180/220 mesh alumina grit, and cleaned with acetone. A chromic acid etch treatment was then used, by placing the substrates into a bath of chromic-sulphuric acid at 69°C for 20 minutes. (The composition of the bath is 40 litres distilled water; 7.2 litres sulfuric acid (s.g. 1.84); 3.87 kg sodium dichromate; 0.06 kg powdered aluminium and 0.1 kg copper sulfate. All obtained from Sigma Aldrich, Gillingham, UK.) The substrates were removed, rinsed with tap water, and placed in a bath of tap water for 10 minutes. They were then rinsed with distilled water and dried in an oven at 60°C for 10 minutes. Adhesive was then applied to each substrate, and spread using a spatula. A piece of stainless steel wire was placed in the adhesive layer at each end of the joint to ensure a constant adhesive layer thickness of ha = 0.4 mm. Two pieces of polytetrafluoroethylene (PTFE) film (Aerovac, Keighley, UK), 50 mm long, were placed at one end of the specimen to create a pre-crack. The substrates were brought together and clamped in a bonding jig, and the excess adhesive was removed using a spatula prior to curing. After curing the adhesive, any more excess adhesive present around the sides of the specimen was removed with a chisel. The edges of the specimens were sanded and polished to provide a smooth edge for photography. 7 3.4. TDCB Specimen Testing The tapered double-cantilever beam (TDCB) test was used to measure the adhesive fracture energy, Gc, of the structural epoxy adhesives listed in Table 1. Prior to testing, the adhesive layer was painted with white paint and a crack length scale was adhered to the side of the specimen. Tests were conducted on a universal testing machine at a constant displacement rate of 0.1 mm/min, at room temperature (21 ± 2 °C). The tests were conducted in compliance with the standard method [3]. Force, displacement and crack length data were recorded. The values of the adhesive fracture energy were calculated using corrected beam theory [3], using: GIC Fc2 dC 2b dl (11) where Fc is the force at failure, b is the width of the beam, C is the compliance and: 1 1 dC 8m 3 3 3 1 0.43 l dl Esb m (12) where Es is the substrate modulus (69 GPa), and m is the geometry factor (2 mm-1) which is defined as [3]: 3l 2 1 m 3 hs hs (13) 3.5. Wedge-Peel Specimen Testing Tests were conducted on a universal testing machine at a crosshead speed of 15 mm/min, at room temperature (21 ± 2 °C). Prior to testing, the specimen thickness was measured at three different locations using a micrometer to ensure a uniform bond-line thickness of 0.4mm had been achieved. The specimen arms were bent outwards over the region containing the PTFE starter film to provide room for the wedge. The specimen was placed vertically on a compression platen, to provide a rigid and level base. The diameter of the wedge was varied from 3 to 10 mm using precision-ground dowel pins which were attached to a V-groove in the tip of the wedge using cyanoacrylate adhesive (Superglue, Henkel, Winsford, UK), see Fig. 2. A scale was adhered to the wedge to calibrate the photographs. Digital photographs were taken during the test, and the corresponding load and displacement noted. Tests were conducted until a maximum displacement of 80 mm was reached, or until the unbonded ends of the specimen contacted the test rig or 8 specimen. At least two specimens were tested, and at least three images of each test were analysed. Three or four pin diameters were used for each combination of adhesive type and substrate thickness. (Fig. 2) 3.6. Analysis The photos taken during the test, see Fig. 2 for example, were analysed using Microsoft Paint or Visio software to determine the values of R0, u, and l for both arms of the specimens. Firstly the crack tip was located by magnifying the image, and the value of Δ was calculated using Eqn. 1. Secondly, three points were identified on each substrate between the crack tip and the wedge, and on the circumference of the pin. A circle was fitted to each of these sets of points. A straight line was drawn between the centre of each substrate circle and the centre of the pin circle. Where this line crosses the pin circle is the contact point between the pin (wedge) and the specimen, allowing the values of l and u to be determined. The radius of each substrate circle is equal to the radius of curvature plus half the substrate thickness, allowing values of R0 to be calculated. 4. Results 4.1. Tensile Testing The true stress vs. true strain data for the 1 and 2 mm thick substrates are shown in Fig. 3, with the fitted linear plus power law hardening relationship. The data were fitted over the range of up to 6% strain, as in Kawashita et al [16], which is larger than the maximum strains seen in the wedge peel test. As both thicknesses of aluminium alloy showed very similar stress vs. strain characteristics, the same relationship was used for both. The Young’s modulus of the fitted relationship is Es = 69 GPa, the work-hardening coefficient is n = 0.157, and the yield stress σy = 130 MPa, as shown in Table 2. (Fig. 3) (Table 2) 4.2. TDCB Specimen Testing All the linear elastic fracture mechanics specimens failed by stable crack growth, and the fractures were always cohesive within the adhesive layer. For all the adhesives, a mean fracture energy is quoted. For most of the adhesives, the measured value of the fracture energy, GC, was constant with crack length. A fracture energy of 930 J/m2 was measured for ESP110, as shown in Table 3, 9 which agrees well with the values quoted by Kawashita et al [16] of 1050 J/m2, and by Blackman et al [5] of 1060 J/m2. For the AV4600 adhesive, a fracture energy of 2940 J/m2 was measured, which agrees well with the value of 3090 J/m2 quoted by Kawashita et al [16]. For the 4555B adhesive, a fracture energy of 2630 J/m2 was measured. A fracture energy of 5300 J/m2, as measured by Georgiou [17], was used for the 1493 adhesive. Significantly, this is one of the toughest structural adhesives available. (Table 3) The specimens bonded with the E32 adhesive showed a rising resistance-curve (R-curve), where GC increased from approximately 500 to 700 J/m2 over 100 mm of crack growth. This R-curve behaviour is commonly observed for structural adhesives. A mean fracture energy of 610 J/m 2 was measured for E32, as shown in Table 3. This value agrees well with the 650 J/m 2 quoted by Blackman et al [5]. Thus the adhesives tested possess fracture energies from 610 to 5300 J/m2, which covers the range of fracture energies typical of structural adhesives. 4.3. Wedge-Peel Testing 4.3.1 Introduction Wedge-peel tests were performed using both 1 mm and 2 mm thick substrates. Buckling was observed for the thinner substrates with the tougher adhesives. Reducing the specimen length allowed tests to be performed successfully in many cases. Many of the wedge-peel specimens failed in an asymmetric manner, i.e. the radii of curvature of the two arms were not identical. Hence, for the analysis discussed above, the total fracture energy from each arm was calculated individually, and then summed. Note that the total energy absorbed during the test is equal to the peel force per unit width. For example, for a 2 mm thick specimen bonded with the AV4600 adhesive the total energy is approximately 20000 N/m = 20000 J/m2. By comparison, the fracture energy from LEFM is much smaller, a Gc of 2940 J/m2 being measured. Therefore approximately 15% of the energy goes into fracture of the adhesive, and approximately 85% into the plastic deformation of the substrates. Hence the corrections are large, and so it may be expected that the errors from the analysis will also be relatively large. As discussed above, the analysis is valid for small angles of α. The values of α were calculated for the wedge-peel tests, and varied from 0.15 to 0.46. Hence all of the angles comply with the 10 requirement. The dependence of the wedge-peel results on varying the power-law fits employed was also investigated. It was found that although the experimental true stress vs. true strain data could be modelled by a number of slightly different values for the power-law coefficients n and σy, the resultant values of toughness generated by the models were not significantly altered. From the equations presented above, three solutions will be used. In all cases Gc is calculated using Eqn. 6, and as the data are measured during the test the elastic deformation is included. Hence Ĝ is added to the result to allow for this. (For example, Ĝ is typically 255 J/m2 for the AV4600 adhesive, which is less than 10% of Gc.) Firstly, is calculated using Eqn. 1, and k0 from Eqn. 2. Secondly, is calculated using Eqn. 4, and k0 from Eqn. 2. Both of these methods require image analysis of photographs taken during the test. The first method requires measurement of the radius of curvature of the substrate, and the second requires that the distance from the crack tip to the wedge contact point is measured. Finally, is calculated using Eqn. 1, and k0 from Eqn. 9. This method uses the measured force per unit width, rather than requiring image analysis. However, values of the coefficient of friction, µ, and of the effective wedge thickness, 2u, are required. A value of µ = 0.25 is assumed, which is a reasonable value for contact between polished steel and polymer [18]. Analysis of the images from the tests showed that u ≈ u0. This assumption is very reasonable for the less tough adhesives and thinner substrates. For the tougher adhesives, such as AV4600, used with the thicker substrates then the value of u tends to be about 10% less than u0. To test the robustness and reproducibility of the analysis method, the sets of specimens have been manufactured, tested and analysed by different people. As such the scatter in the experimental data may be expected to be relatively large. 4.3.2 Fracture energy predictions from wedge-peel analysis The predictions of the adhesive fracture energy for the specimens using 2 mm thick substrates will be considered first. All failures were cohesive within the adhesive. The predicted values are shown in Fig. 4, where the graphs are ordered by increasing adhesive fracture energy. (Fig. 4) The predictions of Gc from the wedge-peel tests agree well with the LEFM values from the TDCB tests for all of the adhesives used. The worst agreement is for the ESP110 adhesive, which is probably due to operator dependence. 11 The predicted Gc is approximately constant with pin diameter. Note that the complete range of pin diameters is not available for all the adhesives for two possible reasons. The problems occur mostly with larger pin diameters, especially for the 10 mm diameter pin. Firstly, interfacial failure may occur in some cases, for example for the E32 adhesive with 2 mm substrates. Secondly, the bending of the arms may be so asymmetric that it is not possible to calculate Ro for one arm, i.e. Ro is very large. In this latter case, method 2 predicts a fracture energy that is small compared to the other methods and the LEFM value. Inspection of the photographs shows that this is due to the centreline of the adhesive not being aligned with the centre of the wedge, as the whole specimen moves across so one substrate appears to deform only elastically. Hence the value of u used is incorrect, as the assumption of u = u0 is no longer correct. Indeed good predictions are possible if a value of u = 2u0 (i.e. the diameter of the pin or thickness of the wedge) is used. The method that calculates Gc using k0 from Eqn. 9, i.e. from the measured F/b shows the best agreement with the LEFM value. The other two methods give comparable results. The methods do not consistently over- or under-predict Gc. For the specimens using 1 mm thick substrates for the wedge-peel tests, the predicted values are shown in Fig. 5. The specimens bonded with the tougher adhesives such as 4555B and 1493 tended to buckle during testing, so no data are available for these systems with 1 mm thick substrates. The use of short specimens enabled some data to be obtained for the AV4600 adhesive, see Fig. 5b. (Fig. 5) For the E32 and AV4600 adhesives, failure was visually interfacial using the 1 mm substrates. For cohesive failure, the predictions of Gc agreed well with the LEFM value as discussed above. However, where interfacial failure occurs, the predictions would be well below the LEFM value. This is because the full plastic zone is unable to form during interfacial failure; only half of the zone can form due to the presence of the substrate. Hence it should be expected that the Gc of the adhesive will be half that for cohesive failure. Fig. 5a shows the predicted values, with Gc/2 from the LEFM tests. The agreement between the predicted and measured Gc values is good. This shows that the analysis can be applied successfully to interfacial as well as cohesive failure. Further, the value of fracture energy is independent of the thickness of the substrate. It is thought that the higher stiffness of the thicker substrates maintains the crack more centrally than for the thinner substrates, and hence encourages cohesive rather than interfacial failure as observed in the present work. The T-stress has an effect on the stability of the crack; when the Tstress is higher, as will be the case with thicker substrates, then the crack path is more stable [19]. 12 4.3.3 Comparison of analysis methods The three analysis methods used are as follows. Firstly, is calculated using Eqn. 1, and k0 from Eqn. 2. Secondly, is calculated using Eqn. 4, and k0 from Eqn. 2. Thirdly, is calculated using Eqn. 1, and k0 from Eqn. 9. All the methods use Eqn. 6, which is dependent on , k0 and the substrate properties (Es, y, y, n & hs). The mean and standard deviation of the predicted fracture energies for each adhesive, for each of the three methods, were calculated using the data for all the pin diameters and substrate thicknesses available. These values are compared with the LEFM values in Fig. 6. The predictions using all of the methods show good agreement with the independently-measured LEFM values, and the standard deviations generally overlap. As expected, the standard deviations of the fracture energies calculated from the wedge-peel data are greater than those from the LEFM tests. There is some operator dependence, for example with the ESP110 adhesive, where the data show much poorer agreement than for the other adhesives. However, when sufficient care is taken then very good agreement is achieved. (Fig. 6) The analysis is not adversely affected by asymmetric failure, when the two radii of curvature are not equal, which was commonly observed. However, when failure is so asymmetric that it is not possible to calculate R0 for one arm, i.e. R0 is very large, then method 2 cannot be used in the form outlined above. The analysis can be applied successfully to interfacial failure, when Gc/2 is predicted, as well as cohesive failure, when Gc is predicted. It is therefore important to identify the locus of failure from the wedge-peel tests prior to using the predicted values. Of these methods, generally the second method gives the worst agreement. From Fig. 6 it can be seen that the standard deviations using this method are also relatively large. Equation 4 is used in this method, which uses the value of the crack length, l. Hence it appears that the variability is introduced to the predictions via the calculation of via Eqn. 4. Here the value of l/h is used, and squared to calculate k0. As the crack in the adhesive is fine close to the crack tip it can be difficult to determine the value of l accurately, leading to errors and the relatively poor predictions. Other work has shown that determining the crack length accurately is a general problem *ref. This method requires careful lighting of the test and good focussing to ensure that the proper crack length can be measured. Careful polishing of the specimen edge is also required. 13 The second-best agreement tends to be from the first approach. Here the value of is calculated using the geometry and the elastic properties of the materials (i.e. hs, ha, E & Ea). The value of k0 is calculated from the measured curvature, R0, the specimen thickness, hs, and the yield strain of the substrates, y. Hence only a single value, which is R0, needs to be measured during the test. As R0 is relatively large and clear compared to, say, the crack length, then it can be determined relatively accurately. Indeed, Thouless et al [7] have also shown that the radius of curvature can be successfully used to calculate the fracture energy of adhesives where there is extensive plastic deformation of the substrates. This method does also require careful polishing of the specimen edge, plus good alignment between the edge of the specimen and the end of the pin to ensure that both are in focus. The third method, which calculates Gc from the measured F/b shows the best agreement with the LEFM values. This is not surprising as the value of the force, F, is the easiest to measure, as it is recorded by the universal testing machine. It can also be considered to be accurate as the loadcell is calibrated, and there will be no operator uncertainty as long as the force is zeroed before the specimen is placed in the test fixture. If the values of F/b used are instantaneous values corresponding to when the photograph is taken, then as the value of F/b is not constant, this may lead to some uncertainty; though this tends to vary by only about 5% of the mean value during the test. This uncertainty can also be overcome by using the F/b value averaged over the test. The value of the coefficient of friction is unknown for the contact between the fracture surface and the wedge, which will add uncertainty to the results. However, the assumption of µ = 0.25 works very well. 5. Conclusions An analytical model has been outlined which allows the adhesive fracture energy to be calculated from wedge-peel tests, where much more energy is absorbed by deformation of the substrates than by fracture of the adhesive. A range of structural adhesives were used, with fracture energies between 600 and 5300 J/m2. These were tested using two thicknesses of aluminium-alloy substrates and a range of pin diameters (i.e. wedge thicknesses). Three analysis methods were used, based on measuring either the radii of curvature of the substrates, the crack length or the force per unit width. All three methods gave good agreement with the independently-measured values of the fracture energies (via linear elastic fracture mechanics). For example, the extent of the correction required was from a total energy of 20000 J/m2 to a fracture energy of 2940 J/m2, i.e. a correction of 85%. 14 The method which uses the force per unit width was the easiest to apply, and gave the best agreement with the independently-measured fracture energies. The methods were applied successfully to both cohesive and interfacial failure, where Gc/2 is predicted due to the restriction of the plastic zone by the substrate. The predictions are unaffected by asymmetry in the test, except where one of the radii of curvature is too large to measure. Acknowledgements The authors would like to thank the following final-year project students for their help with collection of the experimental data and its analysis: Charles Betts, David Branton, Tom Ehrman, Nasir Ilyas, Herwig Peters and Navdeep Riarh. 15 References [1] Petrie, E. M. Handbook of Adhesives and Sealants, (McGraw-Hill Professional, New York, 2007). [2] Kinloch, A. J. Proc. Inst. Mech. Engrs. G 211, 307-335 (1997). [3] BS-7991 Determination of the mode I adhesive fracture energy, GIC, of structural adhesives using the double cantilever beam (DCB) and tapered double cantilever beam (TDCB) specimens, (BSI, London, 2001). [4] Fay, P. A., and Suthurst, G. D. Int. J. Adhesion Adhesives 10, 128-138 (1990). [5] Blackman, B. R. K., Kinloch, A. J., Taylor, A. C., and Wang, Y. J. Mater. Sci. 35, 1867-1884 (2000). [6] BS-EN-ISO-11343 Adhesives - Determination of Dynamic Resistance to Cleavage of HighStrength Adhesive Bonds Under Impact Conditions - Wedge Impact Method, (ISO, Geneva, 2005). [7] Thouless, M., Adams, J., Kafkalidis, M., Ward, S., Dickie, R., and Westerbeek, G. J. Mater. Sci. 33, 189-197 (1998). [8] Kinloch, A. J., and Williams, J. G. J. Mater. Sci. Lett. 17, 813-814 (1998). [9] Thouless, M., Kafkalidis, M., Ward, S., and Bankowski, Y. Scripta Materialia 37, 1081-1087 (1997). [10] Williams, J. G. J. Adhesion 41, 225-239 (1993). [11] Kinloch, A. J., Lau, C. C., and Williams, J. G. Int. J. Frac. 66, 45-70 (1994). [12] Williams, J. G. J. Mater. Sci. 33, 5351-5357 (1998). [13] Williams, J. G., Hadavinia, H., and Cotterell, B. Int. J. Solids Struct. 42, 4927-4946 (2005). [14] Pardoen, T., Ferracin, T., Landis, C. M., and Delannay, F. J. Mech. Phys. Solids 53, 19511983 (2005). [15] BS-EN-10002-1 Tensile testing of metallic materials. Part 1. Method of test at ambient temperature, (BSI, London, 2001). [16] Kawashita, L. F., Moore, D. R., and Williams, J. G. J. Mater. Sci. 40, 4541-4548 (2005). [17] Georgiou, I., The fracture of adhesively-bonded aluminium joints for automotive structures, (PhD, Imperial College London, London, 2003). [18] Greer, A., and Hancock, D. J. Tables, Data and Formulae for Engineers, (Stanley Thornes, Cheltenham, 1984). [19] Chen, B., and Dillard, D. A. Int. J. Adhesion Adhesives 21, 357-368 (2001). 16 Figure Captions Fig. 1: Wedge peel geometry and parameters used. Fig. 2: Photograph of wedge peel test using 8 mm diameter pin, 4555B adhesive and 2 mm thick substrates. Fig. 3: True stress versus strain for aluminium alloy substrates, for substrate thickness of 1 and 2 mm. Fig. 4: Predicted Gc versus wedge diameter for substrate thickness of 2 mm (cohesive failure) for adhesives (a) E32, (b) ESP110, (c) 4555B, (d) AV4600, and (e) 1493. Fig. 5: Predicted Gc versus wedge diameter, for substrate thickness of 1 mm (interfacial failure) for adhesives (a) E32, and (b) AV4600. Fig. 6: Predicted and measured Gc for adhesives used. Fig. A1: Geometry of half of the wedge-peel test. Fig. A2: Non-dimensional bending moment versus radius of curvature. 17 Tables Table 1: Adhesives used in the current work Adhesive Manufacturer Cure temperature Cure time (°C) Glass transition, Tg (°C) E32 Permabond 60 60 min 56 ESP110 Permabond 150 45 min 104 4555B Henkel 180 30 min n/d AV4600 Huntsman 180 30 min 91 1493 Dow 180 30 min 91 Notes: 1. Tg of 1493 from Georgiou [17]. 2. Suppliers: Permabond, Eastleigh, UK; Henkel, Dusseldorf, Germany; Huntsman, Duxford, UK; Dow, Nuneaton, UK. Table 2: Fitted tensile stress-strain data for aluminium-alloy substrates Substrate EN AW 5754 Modulus, Es Yield stress, Yield strain, εy (GPa) σy (MPa) (%) 69 130 0.19 n 0.157 Table 3: Fracture energy, Gc, from LEFM for adhesives used in the current work, for failure that is cohesive within the adhesive. Adhesive Gc CBT (J/m2) E32 610 ESP110 930 4555B 2630 AV4600 2940 1493 5300 18 Figures R0 y y hsh u n (F/b) u0 ha l Fig. 1: Wedge peel geometry and parameters used. 19 Fig. 2: Photograph of wedge peel test using 8 mm diameter pin, 4555B adhesive and 2 mm thick substrates. 20 250 True Stress (MPa) 200 150 100 1 mm 2 mm Fitted Curve 50 0 0 0.02 0.04 0.06 True Strain (mm/mm) 0.08 0.1 Fig. 3: True stress versus strain for aluminium alloy substrates, for substrate thickness of 1 and 2 mm. 21 700 600 GC (J/m2) 500 400 300 200 Method 1, chi eqn. 1, k0 eqn. 2 100 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (a) 2500 2000 GC (J/m2) 1500 1000 500 Method 1, chi eqn. 1, k0 eqn. 2 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (b) 22 3000 2500 GC (J/m2) 2000 1500 1000 Method 1, chi eqn. 1, k0 eqn. 2 500 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (c) 4500 4000 3500 GC (J/m2) 3000 2500 2000 1500 1000 Method 1, chi eqn. 1, k0 eqn. 2 Method 2, chi eqn. 4, k0 eqn. 2 500 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (d) 23 6000 5000 GC (J/m2) 4000 3000 2000 Method 1, chi eqn. 1, k0 eqn. 2 1000 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (e) Fig. 4: Predicted Gc versus wedge diameter for substrate thickness of 2 mm (cohesive failure) for adhesives (a) E32, (b) ESP110, (c) 4555B, (d) AV4600, and (e) 1493. 24 700 600 GC (J/m2) 500 400 300 200 Method 1, chi eqn. 1, k0 eqn. 2 100 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Interfacial) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (a) 4500 4000 3500 GC (J/m2) 3000 2500 2000 1500 1000 Method 1, chi eqn. 1, k0 eqn. 2 Method 2, chi eqn. 4, k0 eqn. 2 500 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Interfacial) 0 3 4 5 6 7 Pin diameter (mm) 8 9 10 (b) Fig. 5: Predicted Gc versus wedge diameter, for substrate thickness of 1 mm (interfacial failure) for adhesives (a) E32, and (b) AV4600. 25 6000 Method 1, chi eqn. 1, k0 eqn. 2 Method 2, chi eqn. 4, k0 eqn. 2 Method 3, chi eqn. 1, k0 eqn. 9 Gc LEFM (Cohesive) 5000 Gc (J/m2) 4000 3000 2000 1000 0 E32 ESP110 4555B AV4600 1493 Fig. 6: Predicted and measured Gc for adhesives used. 26