14-L1-Fluid Bed Reactors
advertisement

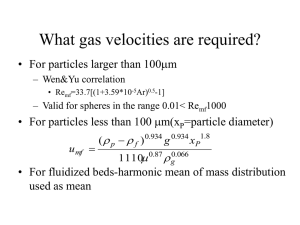
Fluid Bed Reactors Chapter (Not in book) CH EN 4393 Terry A. Ring Fluidization • Minimum Fluidization – Void Fraction – Superficial Velocity • Bubbling Bed Expansion • Prevent Slugging – Poor gas/solid contact Fluidization • Fluid Bed – Particles – mean particle size, Angular • Shape Factor • Void fraction = 0.4 (bulk density) Geldart, D. Powder Technology 7,285(1973), 19,133(1978) Fluidization Regimes Fluidization Regimes • • • • • Packed Bed Minimum Fluidization Bubbling Fluidization Slugging (in some cases) Turbulent Fluidization Minimum Fluidization • Bed Void Fraction at Minimum Fluidization Overlap of phenomenon • Kinetics – Depend upon solid content in bed • Mass Transfer – Depends upon particle Re number • Heat Transfer – Depends upon solid content in bed and gas Re • Fluid Dynamics – Fluidization – function of particle Re – Particle elution rate – terminal settling rate vs gas velocity – Distribution Plate Design to prevent channeling Packed Bed • Pressure Drop v o 1 1 50 ( 1 ) P v o LR 1 .75 v o Dp 3 Dp 5 110 Void Fraction, ε=0.2-0.4, Fixed 4 P v ft s 110 3 110 psi 100 10 0 0.2 0.4 0.6 v 0.8 Now if particles are free to move? • Void Fraction 2 Dp S g 15 ( 1 ) vo Dp 1.75 vo Dp 3 3 2 0 3 Void Fraction, ε=0.2-0.4 packed Becomes εMF=0.19 to εF=0.8. Bed Void Fraction 2 f vo ft 0.8 s 0.6 mf 0.4 f vR 0.2 0 0 0.2 MF Pressure drop equals the weight of Bed 50 1 v 0.4 Gmf vo ft s vR ft s Superficial Ga s Velocity (ft/s) v Fluid Bed Pressure Drop P f vo Pressure Drop (psi) • Lower Pressure Drop @ higher gas velocity • Highest Pressure Drop at onset of fluidization ft s 60 psi P mf 40 psi P f vR 20 psi 0 0 0.2 vo 0.4 Gmf ft s vR ft s Superficial Gas Velocity (ft/s) Bed at Fluidization Conditions • • • • • • Void Fraction is High Solids Content is Low Surface Area for Reaction is Low Pressure Drop is Low Good Heat Transfer Good Mass Transfer Distributor Plate Design • Pressure Drop over the Distributor Plate should be 30% of Total Pressure Drop ( bed and distributor) – Pressure drop at distributor is ½ bed pressure drop. • Bubble Cap Design is often used Bubble Caps • Advantages – Weeping is reduced or totally avoided • Sbc controls weeping – Good turndown ratio – Caps stiffen distributor plate – Number easily modified • Disadvantages – – – – – Expensive Difficult to avoid stagnant regions More subject to bubble coalescence Difficult to clean Difficult to modify From Handbook of Fluidization and Fluid-Particle Systems By Wen-Ching Yang Bubble Cap Design • Pressure drop controlled by – number of caps – stand pipe diameter – number of holes • Large number of caps – Good Gas/Solid Contact • Minimize dead zones • Less bubble coalescence – Low Pressure Drop Pressure Drop in Bubble Caps • Pressure Drop Calculation Method • Compressible Fluid • Turbulent Flow – Sudden Contraction from Plenum to Bottom of Distributor Plate – Flow through Pipe – Sudden Contraction from Pipe to hole – Flow through hole – Sudden Expansion into Cap Elution of Particles from Bed Terminal Settling Velocity • Particle Terminal Setting Velocity 2 2 2 Dp S g 9 • When particles are small they leave bed Terminal Settling Velocity ( ft/s) vt 4 g Dp S 3 f 4 3 2 1 0 0 50 100 150 Gas Velocity Particle Diameter (microns) 200 Cyclone • Used to capture eluted particles and return to fluid bed • Design to capture most of eluted particles • Pressure Drop 2 P i( V) 0 .24 V Big particles C y clone Cyclone Design Equatio Perry 's H B 5th e +7th ed,of17-28 • Inlet Velocity as a function Cyclone Size QR Vin Dc 2 Dc Dc = Cyclone diameter • Cut Size (D50%) 4 2 1 Dc 9 4 D50 Dc D D c N Vin Dc Vin Dc Si 50 N Vi 2 • Diameter where 50% leave, 50% captured 1 D50 Dc 9 4 N Vin S 2 Cut Size Particle Diameter (mic rons) Cyclone Cut Size 100 90 80 70 60 50 40 30 20 10 0 0 1 2 3 Cyclone Diam eter(ft) 4 Size Selectivity Curve 3.12 D SS( D) 1 exp0 .69 3 D 50 Size Selec tivity 0.8 0.6 0.4 0.2 0 20 40 P article Dia meter (m icrons) 24 in cy clone 14 in cy clone D50 for 24 in Cy clone 20 in cy clone Diam eter of Eluted Particles 60 Mass Transfer • Particle Mass Transfer – Sh= KMTD/DAB = 2.0 + 0.6 Re1/2 Sc1/3 • Bed Mass Transfer – Complicated function of • • • • Gas flow Particles influence turbulence Particles may shorten BL Particles may be inert to MT Fluid Bed Reactor Conclusions • The hard part is to get the fluid dynamics correct • Kinetics, MT and HT are done within the context of the fluid dynamics Heat Transfer • Particle Heat Transfer – Nu= hD/k = 2.0 + 0.6 Re1/2 Pr1/3 • Bed Heat Transfer – Complicated function of • Gas flow • Particle contacts