Cascade & Ratio Control: Process Control Dynamics
advertisement

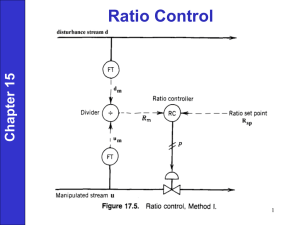
CHE 185 – PROCESS CONTROL AND DYNAMICS CASCADE AND RATIO CONTROL METHODS TO IMPROVE BASIC PID CONTROL • APPLIED WHEN THE STANDARD PID DESIGN IS NOT DOES NOT PROVIDE ADEQUATE CONTROL • METHODOLOGY – ADDITIONAL MEASURES OF PROCESS OUTPUTS – ADDITIONAL MEASURES OF PROCESS INPUTS – EXPLICIT MODELS IN THE CONTROL CALCULATION – MODIFY THE PID ALGORITHM AND TUNING TO MEET CONTROL CRITERIA CASCADE, RATIO, AND FEEDFORWARD CONTROL • EACH OF THESE TECHNIQUES OFFERS ADVANTAGES WITH RESPECT TO DISTURBANCE REJECTION: • CASCADE REDUCES THE EFFECT OF SPECIFIC TYPES OF DISTURBANCES. • RATIO REDUCES THE EFFECT OF FEED FLOW RATES CHANGES • FEEDFORWARD CONTROL IS A GENERAL METHODOLOGY FOR COMPENSATING FOR MEASURED DISTURBANCES. METHODS TO IMPROVE BASIC PID CONTROL • CATEGORIES OF ENHANCEMENT – CASCADE CONTROL – FEEDFORWARD CONTROL – NONLINEAR FUNCTIONS - ADJUST CONTROL FOR VARYING PROCESS DYNAMICS – INFERENTIAL CONTROL - CHANGE THE MEASURED VARIABLES – LEVEL CONTROL - TO ADJUST INVENTORIES TO STABLE LEVELS – MODEL PREDICTIVE CONTROL - FOR COMPLEX PROCESS DYNAMICS COMPENSATING FOR DISTURBANCES REDUCES DEVIATIONS FROM SETPOINT AND SETTLING TIME CASCADE CONTROL • CONDITIONS THAT SUPPORT APPLICATION – SINGLE LOOP CONTROL IS NOT SATISFACTORY – A MEASURED SECONDARY VARIABLE IS AVAILABLE • PROPERTIES OF THE SECONDARY VARIABLE – MUST BE AFFECTED BY SIGNIFICANT DISTURBANCES – MUST BE RELATED TO THE PRIMARY MANIPULATED VARIABLE – SECONDARY VARIABLE DYNAMICS MUST BE FASTER THAN THE PRIMARY VARIABLE DYNAMICS. CASCADE CONTROL • CASCADE CONTROL GENERIC BLOCK FLOW DIAGRAM. CASCADE CONTROL • THE CASCADE LOOP COMBINES TWO FEEDBACK CONTROLLERS WITH THE PRIMARY CONTROLLER OUTPUT SERVING AS THE SECONDARY CONTROLLER SETPOINT. • THE DISTURBANCE REJECTION CLOSED LOOP TRANSFER FUNCTION FOR THIS SYSTEM Gd ( s )G pp ( s ) Y ( s) D( s ) Gcs ( s )G ps ( s ) Gcp ( s )G pp ( s )Gcs ( s )G ps ( s ) 1 CASCADE CONTROL • THE EFFECTIVE PROCESS TIME CONSTANT, τ`p, CAN BE SHORTER THAN THAT FOR THE PRIMARY PROCESS TIME CONSTANT – THE SECONDARY LOOP TIME CONSTANT IS SHORTER THAN THE PRIMARY LOOP – THE SECONDARY LOOP AND PRIMARY LOOP TIME CONSTANTS ARE COMBINED TO OBTAIN THE EFFECTIVE TIME CONSTANT (FOR FIRST ORDER Gpp(s) AND Gps(s) AND P-ONLY CONTROLLERS - A SECOND ORDER RESPONSE RESULTS) ' p pp ps 1 Kcs K ps (1 Kcp K pp ) CASCADE CONTROL • THE DISTURBANCE ENTERS THE SECONDARY CONTROL LOOP AND MAY BE EFFECTIVELY COUNTERACTED BY THE PRIMARY LOOP - SOMEWHAT LIKE A FILTER. • THE SECONDARY ERROR IS ADDED TO THE PRIMARY ERROR FOR EACH CYCLE. CASCADE CONTROL • THE SECONDARY LOOP RESPONDS TO SHORT TERM DISTURBANCES • THE PRIMARY LOOP RESPONDS TO LONGER TERM TRENDS • THERE CAN BE MULTIPLE LEVELS OF CASCADE CONTROL • HAVING ADDITIONAL CONTROL COMPONENTS CAN REDUCE THE OVERALL CONTROL SYSTEM RELIABILITY CASCADE CONTROL • CSTR COOLING EXAMPLE CASCADE CONTROL • CRITERIA FOR ADDING CASCADE CONTROL • SINGLE LOOP DOES NOT EXHIBIT SATISFACTORY RESPONSES – TO FEED CHANGES – TO COOLING WATER TEMPERATURE CHANGES – LAG TIME IS EXCESSIVE CASCADE CONTROL • CSTR COOLING EXAMPLE • MODIFIED CONTROL SYSTEM CASCADE CONTROL • CSTR COOLING EXAMPLE • SECONDARY LOOP VARIABLE CAN BE MEASURED = DISCHARGE COOLING WATER TEMPERATURE • SECONDARY LOOP VARIABLE IS RELATED TO PRIMARY CONTROL VARIABLE - HEAT TRANSFER TO REACTOR IS REFLECTED IN DISCHARGE COOLING WATER TEMPERATURE CASCADE CONTROL • CSTR COOLING EXAMPLE – SECONDARY LOOP CAN BE INFLUENCED BY THE MEASURED VARIABLE - CHANGE IN PRODUCT EXIT TEMPERATURE WILL CHANGE SETPOINT TO SECONDARY CONTROLLER – SECONDARY LOOP HAS SHORTER TIME CONSTANT - TEMPERATURE CHANGE IN COOLING WATER SHOULD BE QUICKER IN RESPONSE TO A DISTURBANCE BECAUSE THERE IS LESS CAPACITANCE ON THE COOLING WATER SIDE. CASCADE CONTROL • CSTR COOLING EXAMPLE • WHY NOT USE COOLING WATER FLOW AS THE SECONDARY VARIABLE? • CAN IT HANDLE CHANGES IN FEED RATES? • HOW WILL IT RESPOND TO CHANGES IN EITHER FEED OR COOLING WATER TEMPERATURE? LEVEL CONTROLLER ON A TANK WITH AND WITHOUT CASCADE CONTROL ANALYSIS OF CASCADE EXAMPLE • WITHOUT A CASCADE LEVEL CONTROLLER, CHANGES IN DOWNSTREAM PRESSURE WILL DISTURB THE TANK LEVEL. • WITH CASCADE LEVEL CONTROLLER, CHANGES IN DOWNSTREAM PRESSURE WILL BE ABSORBED BY THE FLOW CONTROLLER BEFORE THEY CAN SIGNIFICANTLY AFFECT TANK LEVEL BECAUSE THE FLOW CONTROLLER RESPONDS FASTER TO THIS DISTURBANCE THAN THE TANK LEVEL PROCESS. FEATURES FOR CASCADE CONTROL TO BE SUCCESSFUL • SECONDARY LOOP SHOULD REDUCE THE EFFECT OF ONE OR MORE DISTURBANCES. • SECONDARY LOOP MUST BE AT LEAST 3 TIMES FASTER THAN MASTER LOOP. • THE CV FOR THE SECONDARY LOOP SHOULD HAVE A DIRECT EFFECT ON THE CV FOR THE PRIMARY LOOP. • THE SECONDARY LOOP SHOULD BE TUNED TIGHTLY MULTIPLE CASCADE EXAMPLE • THIS APPROACH WORKS BECAUSE THE FLOW CONTROL LOOP IS MUCH FASTER THAN THE TEMPERATURE CONTROL LOOP WHICH IS MUCH FASTER THAN THE COMPOSITION CONTROL LOOP. QUICK CHECK • DRAW SCHEMATIC: A TEMPERATURE CONTROLLER ON THE OUTLET STREAM IS CASCADED TO A PRESSURE CONTROLLER ON THE STEAM WHICH IS CASCADED TO A CONTROL VALVE ON THE CONDENSATE. QUICK CHECK SOLUTION RATIO CONTROL • THIS IS A VARIATION OF CASCADE CONTROL • THE RATIO CONTROLLER RESPONDS A DISTURBANCE IN A MASTER VARIABLE, BY SENDING A RATIO SETPOINT TO THE CONTROLLER FOR A SLAVE VARIABLE. • THE PRIMARY CONTROLLER SENDS A RATIO SETPOINT TO THE RATIO CONTROLLER RATIO CONTROL • TYPICAL APPLICATIONS – MIXING STREAMS – MAINTAINING STOCHIOMETRIC FLOWS TO A REACTION SYSTEM – MAINTAINING REFLUX RATES ON DISTILLATION COLUMNS – MAINTAINING FUEL/AIR RATIOS TO COMBUSTION SYSTEMS RATIO CONTROL • CONSIDER THE TOP OF A DISTILLATION COLUMN TEMP. S/P LEVEL S/P TC AN S/P LC AC FFRC RATIO S/P RATIO CONTROL • THE TARGET IS TO MAINTAIN THE COMPOSITION AT A CERTAIN VALUE – THE PRIMARY METHOD IS TO ADJUST THE REFLUX RATIO – A SECOND OBJECTIVE IS TO HAVE THE SYSTEM RESPOND TO CHANGES IN BOILUP RATES • NOTE THIS SKETCH DOES NOT SHOW THE PRESSURE CONTROL, WHICH IS ASSUMED TO HAVE A VERY SHORT LAG TIME AND BE LINEAR RATIO CONTROL • THE PRIMARY MEASURE OF ANALYSIS IS EITHER AN ON-LINE SAMPLER OR AN OFF-LINE ANALYSIS - EITHER ONE WITH A RELATIVELY LONG LAG TIME • THE SIGNAL FROM THIS LOOP BECOMES THE SETPOINT FOR THE TRAY TEMPERATURE CONTROLLER • THE OUTPUT FROM THE TRAY TEMPERATURE CONTROLLER IS THE RATIO SIGNAL TO THE FFRC. RATIO CONTROL • THE MASTER SIGNAL FOR THE FFRC IS THE PRODUCT FLOW RATE AND THE SLAVE IS THE REFLUX FLOW RATE • THE PRODUCT FLOW RATE IS BASED ON THE OUTPUT FROM THE LEVEL CONTROL IN THE DISTILLATE ACCUMULATOR RATIO CONTROL • FOR THIS SYSTEM TO WORK AS SHOWN: • THE TRAY TEMPERATURE NEEDS TO BE LINEAR WITH COMPOSITION • THE LEVEL CONTROL SHOULD HAVE A SHORTER LAG TIME THAN CHANGES IN BOIL-UP RATES RATIO CONTROL EXAMPLE • RATIO CONTROL FOR WASTEWATER NEUTRALIZATION RATIO CONTROL EXAMPLE ANALYSIS • THE FLOW RATE OF BASE SCALES DIRECTLY WITH THE FLOW RATE OF THE ACIDIC WASTEWATER. • THE OUTPUT OF THE pH CONTROLLER IS THE RATIO OF NaOH FLOW RATE TO ACID WASTEWATER FLOW RATE; THEREFORE, THE PRODUCT OF THE CONTROLLER OUTPUT AND THE MEASURED ACID WASTEWATER FLOW RATE BECOME THE SETPOINT FOR THE FLOW CONTROLLER ON THE NaOH ADDITION. FEEDFORWARD CONTROL • CHARACTERISTICS • THIS TECHNIQUE DOES NOT USE FEEDBACK CONTROL • IT IS EFFECTIVE IN REDUCING DISTURBANCES, THOUGH NOT AS EFFECTIVELY AS FEEDBACK CONTROL • IT IS TYPICALLY USED MOST EFFECTIVELY IN COMBINATION WITH FEEDBACK CONTROL FEEDFORWARD CONTROL • CONSIDER FEEDBACK CONTROL • POSITIVE FACTORS – DISTURBANCE SOURCE DOES NOT PREVENT CORRECTIVE ACTION – PID CONTROL WORKS IN A WIDE RANGE OF PROCESSES – CONTROL DESIGN NEEDS LIMITED PROCESS INFORMATION • NEGATIVE FACTORS – DOES NOT RESPOND TO DISTURBANCE VARIABLES – BASED ON MEASURED VALUE FOR CV – NO CORRECTIVE ACTION UNTIL THERE IS A SETPOINT DEVIATION – LONG DELAYS OR LARGE TIME CONSTANTS MAY LIMIT EFFECTIVENESS FEEDFORWARD CONTROL • GENERIC BLOCK FLOW DIAGRAM FEEDFORWARD CONTROL • COMPARE WITH FEEDBACK CONTROL • POSITIVE FACTORS – CHANGES CAN BE MADE BASED ON DISTURBANCE SOURCE INSTEAD OF WAITING FOR PROCESS CHANGE – PROVIDES POTENTIALLY BETTER • NEGATIVE FACTORS – BASED ON MEASURED VALUE FOR CONTROL DISTURBANCE – NO CORRECTIVE ACTION BASED ON OTHER DISTURBANCES – TYPICALLY REQUIRES A MORE DETAILED PROCESS MODEL TO SET CONTROL PARAMETERS FEEDFORWARD CONTROL • GENERAL FORM FOR THE FEEDFORWARD TRANSFER FUNCTION Gd ( s) IS G ff ( s) Gds ( s)Ga ( s)Gp ( s) • COMBINING THE TERMS IN THE DENOMINATOR INTO A SINGLE PROCESS FUNCTION: Gd ( s) G ff ( s) Gp ( s) FEEDFORWARD CONTROL • ASSUMING THE PROCESS AND DISTURBANCE TRANSFER FUNCTIONS HAVE FOPDT FORMS Kd e d s ( p s 1) ff s d s 1 ( ld s 1) ff s G ff ( s) K ff e K ff e ps ( d s 1) ( lg s 1) K pe ps 1 FEEDFORWARD CONTROL • SUMMARY OF PARAMETERS FEEDFORWARD CONTROL • STATIC FEEDFORWARD CONTROL • FEEDFORWARD LOOP THAT DOES NOT PROVIDE DYNAMIC COMPENSATION • CAN BE USED WHEN THE PROCESS HAS SIMILAR DYNAMIC RESPONSE TO DISTURBANCE CHANGES AND THE CHANGES IN THE MANIPULATED VARIABLE, WHERE THE LEAD/LAG RATIO ≈ 1 FEEDFORWARD CONTROL • STATIC FEEDFORWARD CONTROLLER • A STATIC FEEDFORWARD CONTROLLER MAKE A CORRECTION THAT IS DIRECTLY PROPORTIONAL TO THE DISTURBANCE CHANGE. • A STATIC FEEDFORWARD CONTROLLER IS USED WHEN THE PROCESS RESPONDS IN A SIMILAR FASHION TO A CHANGE IN THE DISTURBANCE AND THE MANIPULATED VARIABLE. FEEDFORWARD CONTROL • DYNAMIC COMPENSATION • THIS EXAMINES HOW THE PROCESS RESPONDS RELATIVE TO THE SIGNAL FROM A FEEDFORWARD CONTROLLER FEEDFORWARD CONTROL • WHEN THE LEAD/LAG RATIO IS > 1, THEN AN INITIAL OVERCOMPENSATION IS NECESSARY • WHEN THE LEAD/LAG IS < 1 THEN AN UNDERCOMPENSATION PROVIDES A BETTER CONTROL FEEDFORWARD CONTROL • TAKEN AT EXTREMES, WHEN THE LEAD ≈ 0, THEN THE FUNCTION BECOMES AN FOPDT ff s RESPONSE K ff e G ff ( s) lg s 1 • WHEN THE VALUE OF THE LAG ≈ 0, THEN THE FUNCTION APPROACHES A PROPORTIONAL/DERIVATIVE FORM: G ff ( s) K ff ( ld s 1)e ff s FEEDFORWARD CONTROL • FEEDFORWARD WHEN τp « τd FEEDFORWARD CONTROL • EXAMPLE OF FEEDFORWARD CONTROL FOR τd<τp FEEDFORWARD CONTROL • STATIC FEEDFORWARD RESULTS • WHEN THE INLET TEMPERATURE DROPS BY 20ºC, Q IS IMMEDIATELY INCREASED BY 20 kW. • DEVIATIONS FROM SETPOINT RESULT FROM DYNAMIC MISMATCH FEEDFORWARD CONTROL • CONSIDER THE DISTILLATION COLUMN PREVIOUSLY PROVIDED WITH A CASCADE CONTROL • WHAT FEED FORWARD ELEMENTS COULD BE ADDED • TO ALLOW FOR CHANGES IN COLUMN FEED RATE? • TO ALLOW FOR CHANGES IN FEED COMPOSITION? • WOULD THESE DUPLICATE OR SUPPLEMENT THE FUNCTIONS OF EXISTING LOOPS? FEEDFORWARD CONTROL • TUNING FACTORS • FEEDFORWARD CAN AMPLIFY NOISE WHICH CAN CAUSE OVERSHOOT. • BASED ON THE PROCESS APPROXIMATING AN FOPDT MODEL, THEN LEAD/LAG RATIOS < 2.0 ARE RECOMMENDED FEEDFORWARD CONTROL • PERFECT FEEDFORWARD CONTROL • FF CORRECTION IS MIRROR IMAGE OF DISTURBANCE EFFECT. • NET EFFECT IS NO CHANGE IN CONTROLLED VARIABLE. FEEDFORWARD CONTROL • INITIAL TUNING SEQUENCE – SEE FIGURES ON NEXT SLIDE • ESTIMATE Kff, Τld, Τlg, AND θff FOR PROCESS • UNDER OPEN LOOP CONDITIONS, ADJUST ONLY Kff WHILE HOLDING OTHER PARAMETERS CONSTANT, TO ELIMINATE OFFSET • ADJUST θff TO ELIMINATE DYNAMIC MISMATCH FEEDFORWARD CONTROL • ADJUST τld - τlg AND UNTIL THERE ARE EQUAL AREAS ABOVE AND BELOW THE SETPOINT FEEDFORWARD CONTROL • COMBINING FEEDFORWARD AND FEEDBACK CONTROL • FEEDBACK AND FEEDFORWARD CONTROL HAVE COMPLEMENTARY CHARACTERISTICS • MOST EFFECTIVE LOOPS MIGHT COMBINE BOTH TECHNIQUES FEEDFORWARD AND FEEDBACK LEVEL CONTROL • REFERENCE FIGURE 12.4.2 FEEDFORWARD AND FEEDBACK LEVEL CONTROL ANALYSIS • FEEDBACK-ONLY MUST ABSORB THE VARIATIONS IN STEAM USAGE BY FEEDBACK ACTION ONLY. • FEEDFORWARD-ONLY HANDLE VARIATION IN STEAM USAGE BUT SMALL ERRORS IN METERING WILL EVENTUALLY EMPTY OR FILL THE TANK. • COMBINED FEEDFORWARD AND FEEDBACK HAS BEST FEATURES OF BOTH CONTROLLERS FEEDFORWARD AND FEEDBACK • COMBINING FEEDFORWARD AND FEEDBACK • AN EXAMPLE OF THE COMBINATION IS SHOWN GRAPHICALLY FEEDFORWARD AND FEEDBACK • COMBINED FF AND FB FOR THE CSTR FEEDFORWARD AND FEEDBACK • COMPARATIVE RESULTS FOR CSTR FEEDFORWARD CONTROL • FEEDBACK ONLY PRODUCES OVERSHOOT BECAUSE OF THE DELAY DUE TO THE INVENTORY OF THE SYSTEM • FEEDFORWARD ONLY, EVEN WITH DYNAMIC COMPENSATION, RESULTED IN LESS OVERSHOOT BECAUSE THE HEATING FLOW WAS INCREASED RELATIVE TO THE FEED, BUT THE SYSTEMS HAD AN EXTENDED SETTLING TIME • COMBINING THE TWO METHODS ELIMINATES EXCESSIVE OVERSHOOT AND REDUCES SETTLING TIME