Tooling Catalog 2016
advertisement

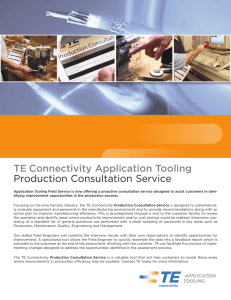
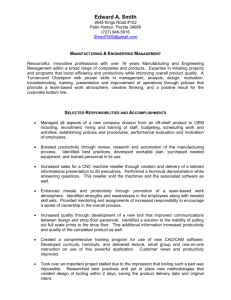
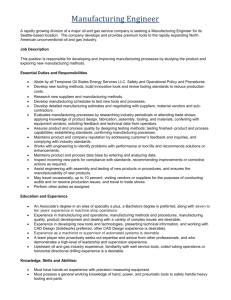
TOOLING SYSTEMS contents Accurpress Tooling System’s primary purpose is to provide you with cost effective, high quality solutions for your forming needs. Our innovative manufacturing WHY CHOOSE ACCURPRESS TOOLING? Whether you are looking for general purpose tooling or special application configurations, Accurpress is committed to the highest level of quality and customer satisfaction. Scott Pettie, Plant Manager Accurpress Tooling processes and attention to detail ensure you the best possible value with Accurpress Tooling. Creativity and integrity are the cornerstones of our • Adjustable Channel-lock Dies . . . . . . . . . . . . . 4 design process, thus enhancing productivity and • Custom Tooling . . . . . . . . . . . . . . . . . . . . . . . . 6 flexibility of your press brake utilization. • Polished Dies/Protective Die Film . . . . . . . . . . 8 • Flame Hardening . . . . . . . . . . . . . . . . . . . . . . . 9 Accurpress uses only the finest quality materials • Accurcrown . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 to deliver long-life and utmost accuracy from all • Accurcrown Clamping Options . . . . . . . . . . . . 11 our products. You can rely on our experience and • European Ram Adaptor . . . . . . . . . . . . . . . . . 12 craftsmanship to facilitate your success. • General Purpose Tooling Segmentation . . . . 13 • General Purpose Tooling Set Build Guide . . 14 • Die Holders & 4-Way Dies . . . . . . . . . . . . . . . 15 • 85˚– 90˚ Forming Punches & Dies . . . . . . . . . . . 16 • 30˚ Forming Punches & Dies . . . . . . . . . . . . . . 17 • Gooseneck Punches & Dies . . . . . . . . . . . . . . . 18 • Allowable Return Flanges . . . . . . . . . . . . . . . . 19 • Offset & Flattening Dies . . . . . . . . . . . . . . . . . 20 • Hemming Dies & Ram Adaptors . . . . . . . . . . . 21 A C C U R P R E S S G E N E RA L P U R P O S E T O O L I N G 1 2 A Full Line Accurpress produces a full line of value-priced press brake tooling available in lengths up to 24’, for coining and air bending applications. All tooling can be provided in either planed or ground finishes. 3 The line includes: • Custom designs for your special applications • 85° and 90° forming punches & dies • Four-way dies • Gooseneck punches • 30° forming punches & dies • Offset die • Flattening & hemming die • Rib Dies • Channel-lock adjustable die • Conventional and four-way die holders 4 Service We offer full technical and applications support to back up our product line. Whatever your forming problem, consult us and will provide you with the cost effective solution. 5 6 Important Options We offer options such as flame-hardening and polishing of working radii. We can also produce all tooling with whatever style of holding tang you require to suit your machine. All options are quoted on request. Certified Materials We select only the highest quality pre-hardened brake die material available to manufacture Accurpress Quality Certified Tooling… using 4150 steel with a hardness of 270-300 Brinell, 28-32 HRC. accurpress precision tooling Accurpress Custom Tooling Page 6 Accurpress Precision Tooling Page 22 Quality Standards We produce quality tooling. Each tool is carefully machined with fine finishes, straightened and measured with precision gauges to ensure tolerance that exceed industry standards. Prior to shipment, all tools are coated with a durable rust-proofing compound before packing into crates. Press Brakes • Shears • Controls Gauging Systems • Tooling • Clamping Systems Die Holders • Accessories • Safety Options • Financing • Precision Tooling Introduction . . . . . . . . . . . . . . 22 • 80˚ Forming Punches . . . . . . . . . . . . . . . . . . . . 23 • 80˚ Dies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 • 30˚ Forming Punches . . . . . . . . . . . . . . . . . . . . 26 • 30˚ Dies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 • Gooseneck Punches . . . . . . . . . . . . . . . . . . . . . 28 reference General Reference Fast Delivery We make it our goal to provide delivery times that are among the fastest in the industry… thanks to our comprehensive, in-depth stocking program. • Tang Configurations . . . . . . . . . . . . . . . . . . . . . . 30 Tonnage Chart Accurpress is North America’s #1 selling press brake. See the complete Accurpress product line at... www.accurpress.com general purpose tooling • Mild Steel Bending Tonnages Chart . . . . . . . . . . 31 For additional information, or to locate your nearest Accurpress dealer please contact us Toll Free at... 877-633-8665 (877-633-TOOL) ACCURPRESS TOOLING SYSTEMS 3 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING A D J U S TA B L E C H A N N E L - L O C K D I E S Accurpress manufactures the largest and most versatile adjustable die tooling worldwide to satisfy the enormous challenges and demands in the heaviest of forming applications. Adjustable Channel-lock Dies are available in the following configurations: power-lock die Features include: • Non-Crownable Adjustable Channel-lock • Crownable Adjustable Channel-lock • Standard Power-lock • Heavy Duty Power-lock • CNC Crowning Motor • Replaceable flame hardened inserts Standard Power-lock Dies Channel-lock Dies provide a high level of crowning versatility and quick 7.125 3.25 2.375 savings in labour costs as well as reduced scrap rate. 5.0 adjustment of die openings beginning at 1”. The addition of crowning capability eliminates the need for shimming which translates into big 1" - 8" Adjustment 1" - 5" Adjustment 11.0 16.5 a d j u s ta b l e channel-lock die h e av y d u t y p o w e r - l o c k d i e Features include: • CNC Crowning Motor • Crownable or non-crownable options • Hydraulic system to accommodate quick Features include: and easy die opening adjustments • Replaceable flame hardened inserts • Optional Plate Rollers • Lifting Springs • T-slots to assist in mounting the riser blocks into the desired die opening channels. • Optional Adjustment Rack Channel-lock Adjustable Dies 18.5 ACCURPRESS TOOLING SYSTEMS 24.0 10.0 2" - 14" Adjustment 3.25 3.25 3.25 24.0 2" - 12" Adjustment 9.0 2" - 10" Adjustment 9.0 9.5 3.25 8.0 3.25 3.25 7.0 4 1" - 12" Adjustment 1" - 10" Adjustment 1" - 8" Adjustment 14.75 Heavy Duty Power-lock Dies 26.0 28.0 5 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS CUSTOM TOOLING... . . . T O Y O U R S P E C I F I C AT I O N S SPECIAL CURLING PUNCH Accurpress Has Your Custom Tooling Solutions. Dedicated Tooling Specialists are Just a Phone Call Away! We have several dedicated tooling Accurpress offers turnkey applications specialists on staff to provide cost – tested and proven in our factory. effective solutions for your special Turn to Accurpress for great service, forming requirements. timely delivery and competitive pricing. SPECIAL DOOR FRAME A D For further tooling and dealer information, HM-3 HEMMING DIE B C call Accurpress Tooling Systems at 1-877-633-8665 HIGH TOLERANCE TOOLING 4-WAY 3 – HVAC * A = 2.000" @ 85˚ B = 0.500" @ 30˚ C = 0.625" @ 85˚ with notch for 1/4" flange D = 1.125" @ 85˚ RIB DIE * Disappearing Spring Pins for locating sheet metal – 3 total SPECIAL MULTIPLE HIT FORMING Formed Part EASY TABS HM-3 SPECIAL ROTO RIB DIE SPECIAL RADIUS BENDING 3/4 • Allows tools to be turned by rotating tab 180º 5/8 17/32 Easy Tabs are designed to be installed on existing tooling. • Increases safety by preventing larger punches from dropping out when ram clamps are loosened 6 Call Us Toll Free at 877-633-8665 to Discuss Your Custom Tooling Applications 7 ACCURPRESS GENERAL PURPOSE TOOLING DIE POLISHING ACCURPRESS GENERAL PURPOSE TOOLING FLAME HARDENING As an additional service, we can polish the working surfaces to reduce the risk of galling, dimpling and other markings on your products. For further protection against marking finished products consider using Urethane Protective Die Film. dou bl e the l i fe of you r tool s Get the most from your new tools with factory flame hardening. PROTECTIVE DIE FILM Flame hardening, a strongly recommended option which increases point of contact hardness to 50-55 HRC, ensures longer tool life – typically upwards of 100% – 300%. Urethane Protective Die Film is a highly durable material used to act as a barrier against steel on steel rubing. This protective film is available in 4” and 6” widths at either .015” or .030” thickness. Hardened Zones 8 ACCURPRESS TOOLING SYSTEMS 9 ACCURPRESS DIE RAIL CROWNING ACCURPRESS DIE RAIL CROWNING A C C U R C R O W N . . . E L I M I N AT E S H I M M I N G red u ce cos t ly se t up t ime – incr e a s e yo ur p r o f it s crowning die holder systems a re o f f ered in t w o s ize s Shimming press brake tooling is eliminated when you use • 3.5” wide x 3.75” high: an Accurcrown die holder system. The Accurcrown system is - Suitable for small to mid-range tonnages manufactured with a series of precision wedges providing a - Suitable for 4-way block sizes up to 3.25” uniform crown, which may be adjusted manually or power • 6.0” wide x 3.75” high: interfaced to the Accurpress ETS3000 CNC system. - Suitable for large tonnages - Suitable for 4-way block sizes up to 5.75” opti on al c l a mp ing bar c on fi gu rati on The Manual Clamping Bar configuration is a cost effective solution for securing sectionalized lower tooling in the die holder. Clamping Bars are manufactured in 24” lengths. digital counter Rotating the handle on the Optional 4-way manual holder adjusts the crown from die fixture the center out. An LED counter displays attaches here the exact crown in thousandths of an inch. opti on al A-3 h y d rau lic c l am pi n g bar The Wila A-3 Hydraulic Clamping Accurcrown features all the items as illustrated and described on page 12 plus... a Wila A-3 Hydraulic Clamping Pin System inserted into the top bar. This unit may be purchased as either manual or CNC crowning.­­ opt i ona l 4 - w ay die f ixt u re Optional 4-way die fixtures are available which are bolted lo ca lized dia l a dj us t ment s to the top of the crowning unit, and rotate to suit various The Accurcrown also has localized adjustments 4-way tooling sizes. every 8” – a great feature whereby an operator can adjust for worn tooling or compensate for any tolerances that exist in the press brake bed. Adjustment is made by simply rotating each dial to raise or lower the crown height at any given point. 10 ACCURPRESS TOOLING SYSTEMS 11 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING E U R O P E A N RA M A D A P T O R Accurpress offers the solution for those who wish to utilize their press brake with both American and European style tooling. G E N E RA L P U R P O S E T O O L I N G General Purpose “Planed” Tooling • Each tool is carefully measured and recorded to ensure our tolerances are the top in its class. • Available in lengths up to 24’. General Purpose “Ground” Tooling • High-end quality for a “General Purpose” price with holding tolerances and finishes that are the best in the industry for this class of tooling. • Available in lengths up to 20’. v European Ram Adaptor 2.000 r DIE V OPENING Illustration depicts V opening measurement. 2.250 This Adaptor, as pictured and illustrated, has an American tang to mount into an American Style ram with the conversion for European style tooling. The advantage of this Adaptor is the short height in order to minimize the loss of ram open/closed height. v SEGMENTED PUNCH AND DIE 4.000 1.0 1.25 1.5 1.75 2.000 3.000 4.000 4.000 8.000 12.000 4.000 • The tooling segments above will yield tool length combinations starting from 1.0" • Segmented tooling can be cut and milled to your specifications • Optional left and right horns available • Optional 'Easy Tabs' can be added for safety 12 ACCURPRESS TOOLING SYSTEMS 13 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING TOOL SET BUILD GUIDE D I E H O L D E R S & 4 - WAY D I E S 4-Way Holders Block sizes and openings on 4-way dies can be made to customer specifications, including more than four openings. All openings are 85° unless otherwise specified. 2” 2” 4WH1 - 3 21/4” 3” 2” 3” 4WH2 - 2 23/4” 2” DH2 - 4 2” 4” 4WH2 - 3 23/4” 3” DH2 - 5 2” 5” 4WH3 - 2 31/4” 2” 4W-7 1.45” L2 1.50” 4W2 1.75” L30-2 1.25” DH3 - 11/2 3” 11/2” 4WH3 - 3 31/4” 3” 5.25 1.50 L3 1.45” 4W3 2.00” L30-3 1.05” DH3 - 2 3” 2” 4WH4 - 2 33/4” 2” L4 1.40” 4W4 2.25” L30-4 1.35” DH3 - 3 3” 3” 4WH4 - 3 33/4” 3” L5 1.35” 4W5 2.50” L30-5 1.15” DH3 - 4 3” 4” 4WH5 - 2 41/4” 2” L6 1.30” 4W6 2.75” L30-6 1.50” DH3 - 5 3” 5” 4WH5 - 3 41/4” 3” L7 1.25” 4W7 3.25” L30-7 1.45” DH4 - 2 4” 2” 4WH5 - 4 41/4” 4” L8 1.15” 4W8 3.25” L30-8 1.50” DH4 - 3 4” 3” 4WH6 - 2 43/4” 2” L9 1.60” 4W9 4.25” L30-9 1.35” DH4 - 4 4” 4” 4WH6 - 3 43/4” L10 1.50” 4W10 4.75” DH4 - 5 4” 5” 4WH6 - 4 L11 1.25” 4W11 6.00” DH5 - 2 5” 2” L12 1.00” 4W12 7.00” DH5 - 3 5” L13 1.25” DH5 - 4 L14 2.25” L15 2.80” D HM1 D Order # (D) OS1 2.65” OS2 2.60” (D) OS3 2.55” 1.30” OS4 2.50” OS5 2.40” OS6 2.30” OS7 2.20” OS8 2.10” OS9 2.00” 4W-8 5.75 1.50 4W-8 4W-7 2.00 2.00 3” 4W-9 4W-10 43/4” 4” 4WH7 - 2 51/4” 2” 6.75 5.00 3” 4WH7 - 3 51/4” 3” 5” 4” 4WH7 - 4 51/4” 4” DH5 - 5 5” 5” 4WH8 - 2 53/4” 2” DH6 - 6 6” 6” 4WH8 - 3 53/4” 3” 4WH8 - 4 53/4” 4” 4WH9 - 2 63/4” 2” 4W-11 4WH9 - 3 63/4” 3” 4WH10 - 3 73/4” 3” 10.00 8.00 4WH11 - 3 10” 3” 4WH12 - 3 12” 3” Other Sizes on Request Other Sizes on Request 2.50 1.50 2.00 2.00 7.75 6.00 4W-9 3.00 L30-1 1.50 4.00 1.50” 1.50 3.00 4W1 4W-6 4W-5 3.50 DH2 - 2 4W-4 1.00 5.00 2” 4.75 4.00 4W-10 2.00 21/4” 4.25 4.00 4W-12 12.00 10.00 4W-11 6.00 4W-12 6.00 4W-9/10/11/12 not shown to scale 3.00 4WH1 - 2 4W-6 3.00 1/2” 4W-5 2.50 2”1 1.50 1.00 3.00 B DH2 - 11/2 1.00 1.00 DH2 - 3 1.60” 4W-3 3.75 (D) L1 Order # 14 Order # 4W-2 4.00 H (D) A 3.25 1.00 2.00 D Order # Order # 4W-3 .75 2.00 T (D) D B 1.50 1.25 P Order # D A 4W-4 3.00 D 2.75 4W-1 4.00 3 Closed Height Diagram Optional Tang Order # (H) Die Holder Height . . . . . . . . . . H = T - (P + D) (P) Punch Height . . . . . . . . . . . . . . P = T - (D + H) (D) Die Height* . . . . . . . . . . . . . . . D = T - (P + H) *Note: D value on 4-way dies refers to the largest V-opening. These holders fit pictured 4-way dies, plus special sizes listed below right. LARGEST OPENING Use the tool set diagram below to determine suitable appropriate tooling sizes. The “T” value in the table above is the closed height of your press brake. 2.25 1.00 2.00 Die Height (D) for Tool Build-up Calculations 4W-2 .75 Optional Tang 2 Closed Height Formulas 4W-1 3.00 B B A 2.00 A Accurpress Tooling Systems offers special, fully customized tooling to fulfill your fabrication requirements. The following guidelines are designed to assist you in the determination of tooling dimensions. 4-Way Dies 3.50 Conventional Die Holders 1 Tool Set Closed Height ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING 85º to 90º FORMING PUNCHES & DIES UP-1A L-1,2,3,4 3/8 1/2 5/8 1/4 3/8 1/2 5/8 L.1 L.2 1 1 L.3 1 L.4 11/2 L.1 L.2 1 1 L.3 1 L.4 11/2 22 Ga 18 Ga 16 Ga 14 Ga 22 Ga 18 Ga 16 Ga 14 Ga 13/4 UP-3 11/2 UP.2 3 3/4 3 3/4 11/4 1 7/8 11/8 L.6 11/2 L.7 11/2 L.8 11/2 13 Ga 12 Ga 11 Ga 10 Ga L 30.2 L 30.3 1 1 1 3 3/4 L 30.4 L.10 2 L.11 21/2 9 Ga 3/16 Capacity 1/4 Capacity 21/2 31/2 UP.4 UP.5 UP-6 L-12,13 11/2 320 340 1/8 R L30-6,7 11/2 31/2 3/8 Capacity L30-8,9 2 1 11/4 L 30.6 L 30.7 L 30.8 L 30.9 2 21/2 3 4 L-15 L-16 6” V Opening L.13 51/4 L.12 23/4 21/4 5 4 5/16 Capacity 16 3/8 R L-14 3 21/2 3 1/4 R L 30.5 UP30-5 23/4 2 23/4 UP-6 3 3/4 UP-5 41/4 3 3/4 UP-4 L30-5 2 3/64 R L.9 2 7/8 11/2 3 L.5 11/2 L 30.1 L30-4 5/8 1/2 11/2 2 11/2 11/4 21/4 3/4 3/8 UP.3 L-9,10,11 L-5,6,7,8 1/4 UP30-4 1/8 R 3/32 R L30-1,2,3 3 1/4 UP-2 3/64 R 1/32 R 1/32 R 1/4 13/4 13/4 L-1,2,3,4 28 300 300 0 21/8 UP.1 1/32 R be specified. 3/16 R acute angle bends in 22 gauge 11/2 11/4 1 3 3/4 5/8 1/32 R 13/4 UP30-3 21/8 die combinations must 3 3/4 3 3/4 gauges, 90° punch and 1 UP.1A tolerance bends in light UP30-2 through to 3/16”. 1 To produce sharp, close- UP30-1 3 3/4 air bending techniques. These dies are used for forming UP-1 3 3/4 combinations are used for 3 3/4 These 85° punch and die 30º FORMING PUNCHES & DIES L.14 5 7/16 Capacity L-15 L-18 8” V Opening 6 1/2 Capacity 17 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING GOOSENECK PUNCHES & DIES GN-1 All gooseneck punches and die A L L O WA B L E R E T U R N F L A N G E S GN-2 GN-3 GN-4 GN-1 GN-2 GN-3 combinations are machined at 85° 0 1. 12 0. 1 6 91 90 1. GN-7 1. 0. 83 1. 81 1. 18 0 0 9 81 78 GN-6 GN-5 1. GN-5 0. 6 1. 25 00 1. 0 50 0 2. 00 0 2. 50 3. 0 00 0 1. 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 0 0. 50 0 11 Ga 0. 7 1. 50 25 0 1. 75 0 2. 25 0 2. 75 0 12 Ga 37 5 13 Ga GN-4 0. 13/4 13/4 14 Ga 7 /8 3 3 /4 /4 5 /8 1 /2 9 /1 6 3 3/ /8 8 1 /4 7 /1 6 13/4 L.7 11/2 0. 07 5 0. 03 0 3 3/4 3 3/4 3 3/4 3 3/4 13/4 L.6 11/2 4 07 2. L.5 11/2 2 49 1. 16 Ga 11/2 1 87 1. 18 Ga L.4 9 84 1. 1 1 91 0.6 1 7/8 4 03 1. L.3 3 90 1. 22 Ga L.2 1/16 R 3/4 5/8 3 79 1. 1 1/2 1 77 1. L.1 1/32 R 3/8 3 63 0. further beyond the centerline for a greater flange. 1/64 R 1/4 1 09 1. 1/64 R GN #7, 8 and 9 punches are cut back 9 85 6 0. 51 0. punch would interfere. 8 31 1. special bends where a straight 90° 9 54 1. 6 77 1. right angle bends, channels, or other 7 89 1. These punches are used for forming 2 GN.4 GN.4 11/2 GN.3 8 92 1. 11/2 GN.2 11/4 GN.1 otherwise specified. 0. 06 0 for air bend techniques unless 2 1 12 06 0 5 10 0. 8 18 0. 0. 6 0. 7 1. 50 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 0 1. 50 2. 0 00 2. 0 50 3. 0 00 3. 0 50 0 09 1. 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 3. 0 50 0 13/4 21/4 21/4 1. 0. 7 /1 6 1. 0 50 0. 51/4 51/4 41/4 8 3 /4 5 37 0. 1. 5 2. 00 00 2. 0 50 3. 0 00 3. 0 50 4. 0 50 0 0. 18 8 23/4 21/4 21/4 21/4 21/4 1. 5 2. 00 00 2. 0 50 3. 0 00 3. 0 50 4. 0 50 0 1 1 13/4 9 5 13/4 5 19 4 64 5 68 2. 7 3/8 Capacity 80 5/16 Capacity 2. 1/4 Capacity 31/2 64 2. 3/16 Capacity L.13 6 06 9 Ga L.12 3 2. 10 Ga L.11 21/2 47 11 Ga L.10 2 5 2. 12 Ga L.9 2 3 21/2 96 2. 13 Ga L.8 11/2 2 2 63 14 Ga L.7 11/2 1/8 R 11/2 44 L.6 11/2 11/8 1 79 2. L.5 11/2 1 11/4 51 L.4 11/2 1/8 R 69 6 2. 2. 9 2. 7/8 2 2. 3/4 5 97 2. 9 GN-10 59 8 2. 1/16 R 5/8 2 61 6 11 0 73 81 0.3 1 GN.10 GN.9 29 02 2. 1. 08 GN-9 3 3 3 2. GN-10 1. 3 2. 3 GN.8 GN-9 2. 93 64 4 50 GN-8 5/16 Capacity 2. 0 67 7 1. 9 Ga 10 Ga 2. 16 Ga 1. 13/4 1. 5 50 2. 0 00 2. 0 50 3. 0 00 0 87 1. 5 50 0 2. 00 0 2. 50 3. 0 00 0 3 3/4 1 11 /4 11 /8 13 /8 3 3/4 3 3/4 5 18 Ga 2 1 07 L.3 1 2. L.2 62 L.10 2 GN-8 1. 1/2 1. 3/8 GN-7 1. L.9 2 24 1. 11/2 GN-6 1/32 R 1/8 R 4 66 1. L.8 11/2 4 7 92 11/4 49 0 0. GN.7 3/32 R 11/8 50 21/2 21/2 GN.6 1. 1. 2 GN.5 ACCURPRESS GENERAL PURPOSE TOOLING ACCURPRESS GENERAL PURPOSE TOOLING OFFSET DIES HM-2 • HM-1 is used to hem 18 gauge or lighter. 28º 1/32 R 2 3/4 11/2 r0.035 OS.4 OS-5 OS-6 OS-7 OS-8 OS.9 HM-3 11/2 11/2 OS.8 2 HM-4 1 23/4 23/4 OS.7 7 /8 3 /4 23/4 23/4 OS.6 OS.9 2 2 F L AT T E N I N G D I E S They are used to FL.1 FL.2 FL.1 FL.2 FL-3 FL.3 13/8 17/8 23/8 Ram adaptors may be necessary FL-5 FL.4 to fill up die space if ram adjustment is insufficient, or to FL.5 A FL.3 23/4 given degree. 23/4 formed angle to a 23/4 complete hems, or to close a previously FL-4 FL.4 17/8 FL.5 1/2 23/8 ACCURPRESS TOOLING SYSTEMS C suit conditions for box forming. The three styles shown are in 33/4” but are available in all heights. They have safety tangs, A-STG 1.5 20 B 3/4 33/4 sold in sets. FL-2 23/4 FL-1 RA M A D A P T O R S 23/4 Flattening dies are individual applications. 21/2 5 /8 1 /2 23/4 OS.5 than18 gauge. • HM-4 can be customized to suit OS-9 OS.8 OS.7 OS.6 OS.5 11/2 11/2 hemming light gauge material. • HM-3 is for hemming material heavier 3/8 30º 9/16 31/4 11/2 OS.3 • HM-2 is capable of both air-bending and 21/8 11/2 2 3/4 2 3/4 2 3/4 in one stroke. OS.2 on a two-stroke operation. 45º two 90° bends OS.1 These combinations are used for hemming 11/4 5 offset dies form OS.4 OS.3 HM-1 11/4 21/2 OS.2 OS-4 33/4 OS.1 6 General purpose 3 /1 OS-3 1 /8 sold in sets. OS-2 3 /8 OS-1 1 /4 Offset dies are HEMMING DIES and are manufactured from B-STG 1.5 4150 material. 2.840 21 ACCURPRESS PRECISION TOOLING ACCURPRESS PRECISION TOOLING PRECISION 80º FORMING PUNCHES These 80° punch and die combinations are used for air bending techniques. To produce sharp, close-tolerance bends in light gauges, 90° punch and die combinations must be specified. P-UP1A The Accurpress Precision Tooling line has been designed and manufactured to fill a void P-UP1 1 in the current North American tooling market between “general purpose +/- 0.003 ” and P-UP2 Max Tons: 60/m. 18/ft. 11/2 3 3/4 5/8 Max Tons: 150/m. 45/ft. 11/4 3 3/4 3 3/4 Max Tons: 115/m. 35/ft. 1 “ high-end precision +/- 0.0004 ” tooling. Accurpress Precision Tooling is precision grade, holding tolerances at +/- .0008”, and sold P-UP3 Max Tons: 65/m. 20/ft. 3 3/4 PRECISION TOOLING at very cost effective pricing. These tools come in a maximum length of 515mm (20.28”) and are produced on top-of-the-line creep feed grinding machines. Each section is laser µ∞ etched with a full description of the tool as well as its maximum tonnage/ft rating. In addition, each section of Precision Tooling comes standard with the working radii induction hardened to a minimum of 50 HRC to ensure long-term performance. Model# P-UP1A Angle (µ∞) 80 P-UP4 r 0.9 µ∞ Radius (r) mm(in) 0.9(0.035) Max Tons: 230/m. 70/ft. Model# P-UP1 Angle (µ∞) 80 P-UP5-2.75 r 0.9 Radius (r) mm(in) 0.9(0.035) Max Tons: 250/m. 75/ft. µ∞ Model# P-UP2 Angle (µ∞) 80 r 2.4 µ∞ Radius (r) mm(in) 2.4(0.093) P-UP5-3.75 Model# P-UP3 Angle (µ∞) 80 r 3.2 Radius (r) mm(in) 3.2(0.125) Max Tons: 280/m. 85/ft. Quality Control 2 Each section is measured against a master before 21/2 21/2 3 3/4 3 3/4 2 3/4 it is shipped to ensure tolerances are maintained. r 6.3 Certified Materials µ∞ r 4.7 We use only the finest pre-hardened brake die r 6.3 µ∞ material available to manufacture the Precision line. µ∞ Base hardness 270 – 300 Brinell, 28 – 32 HRC. Model# Warranty One year on material defect. NOTE: The warranty does not P-UP4 Induction hardened working radii Angle (µ∞) 80 P-UP6-2.75 cover operator error/misuse (ie.; Over tonnage situations). Radius (r) mm(in) 4.7(0.187) Max Tons: 328/m. 100/ft. Model# Angle (µ∞) P-UP5-2.75 80 P-UP6-3.75 Model# Angle (µ∞) P-UP5-3.75 80 Radius (r) mm(in) 6.3(0.25) Max Tons: 395/m. 120/ft. 31/2 3 3/4 2 3/4 31/2 Radius (r) mm(in) 6.3(0.25) r 9.4 Laser etched µ∞ r 9.4 tooling description µ∞ Model# 22 Angle (µ∞) P-UP6-2.75 80 Radius (r) mm(in) 9.4(0.375) Model# Angle (µ∞) P-UP6-3.75 80 Radius (r) mm(in) 9.4(0.375) 23 ACCURPRESS PRECISION TOOLING ACCURPRESS PRECISION TOOLING µ∞ 1 1/2 r 0.8 µ∞ 1 5/8 µ∞ r 0.8 1 Max Tons: 100/m. 30/ft. 11/4 µ∞ r 1.6 11/2 P-L10 Max Tons: 100/m. 30/ft. 11/2 µ∞ r 3.2 2 Max Tons: 65/m. 20/ft. 3/4 13/4 µ∞ Model# P-L2 P-L6 Radius (r) mm(in) 0.8(0.035) Max Tons: 82/m. 25/ft. 7/8 r 3.2 11/2 Angle (µ∞) 80 µ∞ Model# P-L3 P-L7 12 Ga 13 Ga Radius (r) mm(in) 0.8(0.035) Max Tons: 82/m. 25/ft. 1 µ∞ r 3.2 11/2 Angle (µ∞) 80 14 Ga Model# P-L4 Angle (µ∞) 80 P-L8 Max Tons: 88/m. 27/ft. 11/8 µ∞ r 3.2 9 Ga 11/2 11/2 11 Ga 10 Ga Model# Radius (r) mm(in) 1.6(0.065) P-L9 Angle (µ∞) 80 Radius (r) mm(in) 3.2(0.125) Model# P-L10 Angle (µ∞) 80 P-L13 21/2 1/4 Capacity 3 r 6.3 Model# Radius (r) mm(in) 6.3(0.25) Max Tons: 115/m. 35/ft. Max Tons: 100/m. 30/ft. 21/2 µ∞ r 6.3 µ∞ 3/16 Capacity P-L12 r 3.2 2 r 6.3 P-L11 31/2 5/16 Capacity 3/8 Capacity Radius (r) mm(in) 6.3(0.25) Max Tons: 150/m. 45/ft. r 1.27 4 µ∞ 3 Angle (µ∞) 80 P-L14 r 9.4 µ∞ 23/4 P-L5 Radius (r) mm(in) 0.8(0.035) 16 Ga 13/4 P-L1 Angle (µ∞) 80 13/4 Model# 18 Ga Max Tons: 100/m. 30/ft. 2 21/4 22 Ga P-L11 41/4 3/8 r 0.8 P-L9 Max Tons: 65/m. 20/ft. 13/4 13/4 µ∞ 13/4 1/4 P-L4 Max Tons: 50/m. 15/ft. 21/4 P-L3 Max Tons: 40/m. 12/ft. 21/4 P-L2 Max Tons: 40/m. 12/ft. 13/4 P-L1 PRECISION 80º DIES 21/4 PRECISION 80º DIES 5 7/16 Capacity Model# P-L5 Angle (µ∞) 80 Radius (r) mm(in) 3.2(0.125) Model# P-L6 Angle (µ∞) 80 Radius (r) mm(in) 3.2(0.125) Model# P-L7 Angle (µ∞) 80 Radius (r) mm(in) 3.2(0.125) Model# P-L8 Angle (µ∞) 80 Model# Radius (r) mm(in) 3.2(0.125) P-L12 Angle (µ∞) 80 Radius (r) mm(in) 6.3(0.25) P-L15 r 1.59 Model# P-L13 Angle (µ∞) 80 Radius (r) mm(in) 9.4(0.375) Model# P-L14 Angle (µ∞) 80 Radius (r) mm(in) 1.27(0.50) Max Tons: 165/m. 50/ft. 5 51/4 µ∞ 6 1/2 Capacity Model# 24 P-L15 Angle (µ∞) 80 Radius (r) mm(in) 1.59(0.625) 25 ACCURPRESS PRECISION TOOLING ACCURPRESS PRECISION TOOLING PRECISION 30º FORMING PUNCHES PRECISION 30º DIES These dies are used for forming acute angle bends in 22 gauge through to 3/16”. Max Tons: 60/m. 18/ft. Max Tons: 82/m. 25/ft. P-UP30-1 Angle (µ∞) 28 Model# P-UP30-2 1/4 Angle (µ∞) 30 P-UP30-4 Max Tons: 100/m. 30/ft. Model# P-UP30-3 Angle (µ∞) 30 Radius (r) mm(in) 1.2(0.047) P-UP30-5 Max Tons: 150/m. 45/ft. Model# P-L30-1 Angle (µ∞) 28 P-L30-4 11/2 Model# P-UP30-4 Angle (µ∞) 32 r 3.2 Model# P-UP30-5 Max Tons: 40/m. 12/ft. 1/2 r 0.8 µ∞ 1 Radius (r) mm(in) 0.8(0.035) Angle (µ∞) 34 Radius (r) mm(in) 3.2(0.125) Model# P-L30-2 Model# P-L30-4 Angle (µ∞) 28 P-L30-5 r 1.6 r 1.6 1 Radius (r) mm(in) 0.8(0.035) Max Tons: 50/m. 15/ft. 7/8 µ∞ P-L30-7 11/4 P-L30-3 Radius (r) mm(in) 1.6(0.065) Max Tons: 65/m. 19/ft. Model# P-L30-5 Angle (µ∞) 32 P-L30-8 11/2 1 µ∞ Radius (r) mm(in) 1.6(0.065) Max Tons: 65/m. 20/ft. r 3.2 2 Radius (r) mm(in) 2.4(0.093) Max Tons: 65/m. 19/ft. Model# P-L30-6 Angle (µ∞) 32 P-L30-9 r 4.7 r 4.7 Angle (µ∞) 30 P-L30-6 r 2.4 21/8 Angle (µ∞) 30 Model# 2 11/2 µ∞ Radius (r) mm(in) 1.2(0.047) µ∞ 21/8 µ∞ 3 3/4 3 3/4 r 1.2 µ∞ r 0.8 Max Tons: 50/m. 15/ft. 5/8 11/2 3/8 1 r 1.2 µ∞ Radius (r) mm(in) 0.8(0.035) Max Tons: 33/m. 10/ft. 13/4 µ∞ 3 3/4 r 0.8 µ∞ Radius (r) mm(in) 0.8(0.035) P-L30-3 Max Tons: 26/m. 8/ft. 11/2 3 3/4 3 3/4 r 0.8 µ∞ P-L30-2 Max Tons: 100/m. 30/ft. 11/4 1 Model# P-L30-1 P-UP30-3 23/4 P-UP30-2 Radius (r) mm(in) 3.2(0.125) 2 Max Tons: 65/m. 19/ft. µ∞ r 6.3 µ∞ 23/4 3 µ∞ 3 1/4 P-UP30-1 21/2 Model# 26 P-L30-7 Angle (µ∞) 34 3 Radius (r) mm(in) 4.7(0.187) Model# P-L30-8 Angle (µ∞) 36 4 Radius (r) mm(in) 4.7(0.187) Model# P-L30-9 Angle (µ∞) 38 Radius (r) mm(in) 6.3(0.250) 27 ACCURPRESS PRECISION TOOLING ACCURPRESS PRECISION TOOLING PRECISION GOOSENECK PUNCHES PRECISION GOOSENECK PUNCHES All gooseneck punches and die combinations are machined at 80° for air bend techniques unless otherwise specified. These P-GN7, P-GN8 and P-GN9 punches are cut back further beyond the centerline for a greater flange. punches are used for forming right angle bends, channels, or other special bends where a straight 90° punch would interfere. P-GN2 P-GN6 Max Tons: 40/m. 12/ft. 0 /4 11 0 1. 50 2. 0 00 2. 0 50 3. 0 00 3. 0 50 0 1. 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 0 12 0. 41/4 50 0. 51/4 3 3/4 5 10 0. 7 /8 8 18 0. 09 1 1. 7 3 /4 1 25 92 P-GN8 37 0. P-GN5 Angle (µ∞) 80 µ∞ Model# Radius (r) mm(in) 1.6(0.065) P-GN9 Angle (µ∞) 80 1/8 R 1. 5 2. 00 00 2. 0 50 3. 0 00 3. 0 50 4. 0 50 0 0. Model# Radius (r) mm(in) 1.6(0.065) 1/16 R 0 87 1. 5 50 0 2. 00 0 2. 50 3. 0 00 0 6 µ∞ 1. 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 3. 0 50 3 3 /4 /4 9 2. 8 0. 0. 6 1. 25 00 1. 0 50 0 2. 00 0 2. 50 3. 0 00 0 4 94 2. 85 2 64 2. 0 2. 61 2. 4 1 29 79 2. 2 5 63 97 2. 9 5 66 19 1. 2. 1 50 91 0.6 P-GN4 2. 2. 1 81 1. 2 4 1/16 R Angle (µ∞) 80 0 0. 50 0 0. 7 1. 50 0 1. 00 50 2. 0 00 2. 0 50 3. 0 00 0 9 /1 6 3 3/ /8 8 0. 7 1. 50 25 0 1. 75 0 2. 25 0 2. 75 0 7 /1 6 13 /8 3 3/4 0. 06 0 3 3/4 0 03 0. 5 91 9 5 3 3 78 1 07 Max Tons: 115/m. 35/ft. 1. 87 1. 03 µ∞ Model# Radius (r) mm(in) 0.8(0.035) P-GN9 1. 9 84 0. P-GN7 Angle (µ∞) 80 Max Tons: 60/m. 18/ft. 1. 4 07 2. GN.4 1. 5 /8 6 1 /4 3 7 /1 6 93 Model# Radius (r) mm(in) 3.2(0.125) P-GN8 49 1 /2 2 1. 3 3/4 07 02 9 P-GN6 Angle (µ∞) 80 2 1. 3 3/4 2. 2. 11 1/32 R 0 73 81 0.3 µ∞ 1 Model# Max Tons: 82/m. 25/ft. 1. Radius (r) mm(in) 0.8(0.035) 2. 1. 3 6 P-GN3 Angle (µ∞) 80 1/8 R µ∞ Radius (r) mm(in) 0.4(0.016) P-GN4 11/2 Model# 08 63 0. 51 P-GN2 Angle (µ∞) 80 Max Tons: 60/m. 18/ft. 1/32 R 2. 1 0. Model# P-GN3 µ∞ 4 50 1. 9 09 1. 9 Radius (r) mm(in) 0.4(0.016) 3 64 1. 3 54 1. 6 85 P-GN1 Angle (µ∞) 80 4 66 1. 7 79 1. 89 1 1. 8 0. Model# 0. 18 8 3 8 77 1. 92 77 31 1/64 R µ∞ 21/2 7 62 1. 90 1. 1. 1. 1. µ∞ 1/64 R 21/2 06 11/2 Max Tons: 50/m. 15/ft. 0 67 1. 11/4 Max Tons: 150/m. 45/ft. 0. Max Tons: 33/m. 10/ft. P-GN7 3 3/4 P-GN1 Radius (r) mm(in) 3.2(0.125) P-GN10 Max Tons: 115/m. 35/ft. Max Tons: 130/m. 40/ft. 3 2 6 90 1. 2. 18 0 0. 51/4 96 2. 75 /8 1 6 06 5 24 0. 3 7 2. 11 5 54 2. 1. 1 7 80 3 3/4 5 2. 9 64 2. 0 81 68 1. 2 83 1. 4 49 1. Model# 28 P-GN5 Angle (µ∞) 80 Radius (r) mm(in) 2.4(0.093) µ∞ Model# P-GN10 Angle (µ∞) 80 1/8 R Radius (r) mm(in) 3.2(0.125) 1. 5 2. 00 00 2. 0 50 3. 0 00 3. 0 50 4. 0 50 0 3/32 R 1. 12 1. 5 50 2. 0 00 2. 0 50 3. 0 00 0 µ∞ 29 GENERAL REFERENCE BENDING REFERENCE GUIDE TONNAGE CHART Accurate tonnage requirements and recommended model selections, based on a TANG CONFIGURATIONS wide range of materials, can be determined by using the Accurpress Tonnage Calculator, which can be accessed online, at www.accurpress.com 0.500 0.625 0.625 0.530 AMERICAN STANDARD 0.750 0.500 0.748 0.500 AMERICAN SAFETY WILA AMERICAN 0.787 0.512 0.276 1.181 1.575 WILA NEW STANDARD mild steel bending tonnages The tonnages required to form these metals are substantially The chart below illustrates the appropriate tonnages to of a press brake. With an eight higher and must be taken into consideration in the selection air bend mild steel with 60,000 p.s.i. tensile properties. EURO STYLE It must be noted that most North American steel mills are bending forces for other metals producing harder metals with typical mechanical properties Soft brass, soft aluminum 50% of Force Shown of 44,000 p.s.i. yield and up to 80,000 p.s.i. tensile strengths. Aluminum alloys heat treated The tonnages required to form these metals are substantially Stainless 50% more than Steel higher and must be taken into consideration in the selection Same as Mild Steel of a press brake. With an eight-to-one die ratio, the inside bending forces for other metals radius of a right angle bend is approximately equal to the Tonnage requirements are three to five times greater than thickness of the metal. The bending forces for mild steel are for air bending. Coining is normally done in very high shown on the chart below. precision environments and on light gauge materials only. )RUFHWR$LU%HQG0LOG6WHHO36, $OO'LPHQVLRQVLQ,QFKHV ) 86WRQVOLQHDOIWRIZRUNSLHFH W JD Y I U LQ ) U W Y safety warning 30 ACCURPRESS TOOLING SYSTEMS Press brake tooling is used in combination with sophisticated machinery and high hydraulic pressure, a situation in which misuse may lead to serious personal injury. I W U Y I )9DOXHV :RUNSLHFHWKLFNQHVV ,QVLGHUDGLXVRIIRUPHGSDUW 9HHGLHRSHQLQJ 0LQLPXPIODQJH To prevent injury: 1. Never use our dies in equipment which lacks the proper safeguards to prevent the user’s hands or body parts from entering or remaining in the die space while the equipment is in motion. 2. Fully familiarize the die setter with the press brake or machine manual. Y I )RUVWHHORIGLIIHUHQWWHQVLOHVWUHQJWK )YDOXHGLIIHUVLQSURSRUWLRQWRVWUHQJWKUDWLR ,QVLGHUDGLXVUIRUPLOGVWHHOLVDERXW RIIHPDOHGLHRSHQLQJYIRUDQ\W 6KDGHG)YDOXHVDUHIRUY WFRPPRQIRU DYHUDJHEHQGLQJ )RUW LQFKRUPRUHXVHY W 3. Ensure all points of operation guards are operational and in place, preventing users from exposing any part of their person to the closing on the machine or press brake. JD 6. Ensure dies are being installed and operated per the instruction manual for the brand and make of machine used. 4. Supply hand tools for inserting, holding, or removing material, keeping hands at a safe distance. It is our responsibility to produce tooling and dies from quality materials to high standards of manufacturing performance. 5. Provide users with training in safety practices and procedures. Insist these be followed. Monitor for compliance. It is the user’s responsibility to employ them in proper application with due regard to safety. 31 ask your accurpress dealer for these fine product catalogs edge North America’s #1 Selling Press Brake Your Edge for Enhanced Productivity accell accurshear Precision Forming Systems Renowned for Accuracy and Rigidity www.accurpress.com Accurpress America, Inc. Tel: (605) 718-2550 Fax: (605) 718-2551 PRINTED JAN 2016 accurpress TOOLING SYSTEMS