Running
advertisement

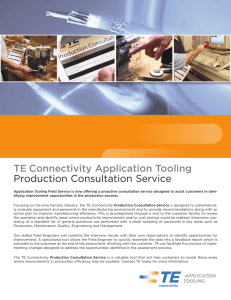
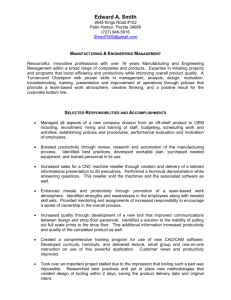
Press Brake Tooling As seen in the December 2015 issue of BY LYNN STANLEY, SENIOR EDITOR Running WITH robots Automating press brake operation, shop uses tooling that maintains angles and accuracy across three shifts I n 1985, when Bill Pohlmann went to work for Standard Iron & Wire Works Inc., he admits he knew little about metalworking and fabrication. Farming had prepared him to operate equipment but did not outfit him with the skills required to build machines. “I had a strong aptitude for math, though,” recalls Pohlmann, production manager for the contract manufacturer’s Sauk Centre, Minnesota, plant. “I found I was able to combine my math skills with my hands-on experience and implement ideas into practical applications.” A fascination with how things are made attracted him to the job, but the cords that tied him to a 30-year career with the contract manufacturer were that its people are “like a second family, [and] Standard Iron helped me grow.” Through the years, Pohlmann has gained a unique perspective on the evolution of technology, its influence on machine and tooling choices and its potential impact on young people who may one day work at Standard Iron. “I was drawn to the field by my interest in math,” Pohlmann notes. “Kids today are growing up with cell phones, laptops and tablets. Digital technology is part of their DNA. Standard Iron recognizes that the future is automation and it will be a key factor in attracting young people. To keep up, to be a leader, you need a good workforce and FFJournal® December 2015 the latest technology.” When Standard Iron chose to replace aging equipment, it opted for a 480-ton, 14 ft. long Accurpress press brake with 6axis back gauge equipped with two robots and Wila’s E-Wide CNC crowning system and its New Standard Premium ® Robots process large, bulky parts while Wila’s New Standard Premium clamping and tooling systems eliminate the need for long, heavy dies that require multiple operators and a crane to load and unload. Wila’s modular tooling design allows the operator to clamp, seat and align punches and dies with the push of a button. clamping and tooling systems. “We purchased new press brakes in 2003 and 2004 with Wila tooling,” says Pohlmann. “We really liked it and knew we wanted it on this automated work cell.” Back to the future The mechanized press brake, installed in 2014, processes large, awkward-shaped parts and hard-to-bend components. Its robot operators, equipped with arms and grippers that each have 500 lbs. of capacity, can be programmed to perform tasks independently of each other. “One robot can bend a part at the same time the other robot is picking up parts or stacking,” Pohlmann explains. “This reduces downtime, improves safety margins for our employees and lessens fatigue.” Wila tooling has also contributed to improvements in these areas. “With our old tooling it was a constant struggle to do pretty much everything,” Pohlmann says. “With some dies measuring up to 10 ft. long, storage space was an issue. The dies took at least two operators to lift and mov- ing the tooling into place could be challenging, so setups took longer.” “Wila tools are quick to install and easy to take out,” he continues. “Because the tools are segmented, one operator can handle the dies. We’ve also reclaimed floor space previously dedicated to large storage racks.” Standard Iron’s tooling inventory ranges from 0.0313 in. (1⁄32) radius up to 1 in. (at 8 ft. long). The diverse lineup gives the fabricator the flexibility to build products that meet a wide range of customer requirements. Sourcing tooling from Wila’s Hanover, Maryland, headquarters has proved beneficial in other ways. “Previously when we purchased tooling we specified what we thought we needed, but typically overbought,” says Pohlmann. “Wila visited our plant, talked to us about the type and size parts we were making and advised us on what tools we really needed to get the job done.” More with less Tool selection has become a hot topic in the industry. David Bishop, business development manager for Wila, says manufacturers’ interest in the subject prompted him to give a seminar at Fabtech that explains how companies can do more with less tooling. “We’re all looking for the best value we can get,” he says. “Each time we enter a company’s facility it’s like solving a crossword puzzle because our goal is to find the right combination and number of tools that will give that customer maximum usage.” This results in fewer setups and less downtime. Pohlmann agrees. “We’ve reduced our setup time by at least 20 percent.” The reclaimed time is significant for Standard Iron, which runs three shifts with the press brake. The automated work cell bends mild steel, carbon and stainless as well as some aluminum [16 gauge up to 1 in. thick] for Standard Iron’s contract manufacturing and architectural metals divisions. A one-stop December 2015 FFJournal® Press Brake Tooling contract manufacturer, Standard Iron provides metal fabrication services for OEMs that make equipment for off-highway, agriculture, construction, transportation, energy and HVAC markets. It also supplies Division 5 structural, miscellaneous and ornamental steel for projects such as commercial buildings, water and wastewater treatment plants, sports facilities and convention centers. A better work environment Standard Iron’s volume varies from a few parts to 100 or more. Press brake operators currently make any tooling changes but Standard Iron plans to automate that task in the future. Offline programming is another goal once Standard Iron personnel complete the training. “Right now we’re running different scenarios to understand how the robots will respond,” Pohlmann says. “It’s a little like math: if you know the formula you can plug it in and it will work.” Operator response has been positive. “No one is afraid of losing their job,” Pohlmann says. “The press brake and the tooling are taking care of the heavy lifting and allowing our operators to perform other tasks such as checking parts outside the gate while the robots are running or operating another press brake.” In addition to improving working conditions, the marriage of New Standard tooling with an automated bending operation is raising part quality. “The crowning system eliminates the need for die shimming and compensates for machine deflection to prevent bending inaccuracies,” Pohlmann says. “Tooling doesn’t walk in the machine and if we have to replace a tool we know that Wila’s extreme tolerances will produce an identical match for us.” Accuracy gains Laser blanks paired with the press brake’s tooling also contribute to part accuracy. “Laser blanks have improved,” Pohlmann notes. “Our forming department has been able to reduce scrap and minimize material variations. The right tooling is critical to part quality but when you combine it with good laser blanks you take part value to another level.” According to Wila’s Bishop, “More and FFJournal® December 2015 While the first robot bends parts, a second robot stacks components, decreasing downtime and improving safety margins for operators. more customers are relying on this combination to provide better parts to their assembly areas to save additional time and cost.” Standard Iron found it can take on new assignments while reducing operating time and cost. “We make a box that is approximately 2 ft. by 3 ft. with 8-in. legs,” Pohlmann says. “On our old press brake it was difficult to hold angles because the machine had a clearance problem. On the new press brake we can add extensions to the Wila tooling and build more height to get the depth we need so the part isn’t hitting the ram.” Wila’s segmented design, he says, allows Standard Iron to build smaller, lighter tooling instead of using one large, tall tool that has to be manipulated with a crane. Setup time is cut in half and we get a good part every time.” Standard Iron continues to adapt to the changes wrought by advancing technology. “Two years ago we went paperless,” Pohlmann says. “Our operators can access work lists, prints and tools or if a customer wants to know what we produced on a given day we can provide that data in real time. There’s a huge difference between what we do today versus 10 years ago especially in terms of how we meet customer requirements. I can’t imagine what our shop floor will look like 10 years from now with the introduction of automation.” FFJ Standard Iron & Wire Works Inc., Monticello, Minn., 763/295-8700, www.std-iron.com. Wila USA, Hanover, Md., 443/4595496, www.wilausa.com. Reprinted from FFJournal® December 2015 • Copyright Trend Publishing Inc.