Power-Gen Europe, Cologne, Germany, June 3 - 5, 2014
Optimisation and integration of two post
combustion capture plants to reduce
CAPEX and OPEX
Roland Birley, Albert Reichl, Torsten Schliepdiek, Oliver Reimuth
Siemens AG, Germany
Copyright © Siemens AG, 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
Table of contents
1
Introduction ........................................................................................................................ 2
2
Acknowledgements ............................................................................................................ 3
3
Siemens PostCap™ technology.......................................................................................... 3
4
Searching for synergies in two very different PostCap™ projects..................................... 5
5
Reducing operating costs through integration .................................................................... 6
6
Reducing investment cost through good plant design ...................................................... 10
7
Conclusion ........................................................................................................................ 15
8
References ........................................................................................................................ 15
1 Introduction
Siemens originally investigated CCS technologies with the goal to develop a fossil power
generation portfolio with a reduced CO2 footprint, complimentary to its business in
renewables and other sustainable technologies.
The challenges of integrating a complex new chemical plant into an already complex and
often singular power plant could be handled competently by the teams of chemical plant and
power plant engineers working side-by-side within Siemens. The expertise already available
in integration of power plants with other neighbouring technology provided the technical
capacity and toolkit to optimise shared processes such as the water-steam cycle and cooling
supply.
The recent CCS Technology Roadmap published by the International Energy Agency (IEA)
stated that “the largest challenge for CCS deployment is the integration of component
technologies into large-scale demonstration projects” [1]. Integration is not only beneficial to
reduce energy demand, it is unavoidable. The capture plant is joined to the power plant “at
the hip” and although each can be designed to function alone (the former clearly only with an
alternative flue gas source), overall performance is dependent on controlled, integrated
operating of the two units together. Both plants also share several basic requirements which
may benefit from shared infrastructure, amongst others the power network and the transfer of
heat between point sources and consumers.
As a first priority, operating costs can be reduced by intelligent integration of the two plants.
Where this paper covers some similar ground to investigations of the past (e.g. ROAD), its
uniqueness lies in the original real-project examples drawn from Siemens experience.
Although less influential on the total cost, the up-front costs often determine whether the
project can be financed and thus are critical to cross the first hurdle. Capital expenditure can
be significantly influenced by site conditions and good planning of the space available.
2/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
This paper presents various options considered for reducing costs in two projects in which
Siemens was recently active, why the options were selected for each project and the risks that
remained. Alongside presentation of the decisions taken, the implied opportunities (in terms
of cost) and risks (in terms of feasibility) are discussed to justify the decisions.
This paper is relevant to the project developer as it highlights some of the impacts of the
selection of boundary conditions in the planning phase.
2 Acknowledgements
Siemens gratefully acknowledges the following for their support and collaborative
development of the two projects mentioned in this paper. In chronological order:
•
•
The Abu Dhabi Future Energy Company Masdar for jointly developing the CCS
concept for Masdar City with Siemens.
The Norwegian Government and Gassnova, funders of the Carbon Capture Mongstad
project (CCM).
3 Siemens PostCap™ technology
Siemens developed a proprietary post combustion carbon capture technology named
PostCap™. The primary targets in the development were to meet stringent environmental
requirements without compromising the economics and the operability. The Siemens
PostCap™ technology utilizes selective absorption (based on an amino acid salt solvent) of
the CO2 from the flue gas and subsequent desorption (thus gaining high purity CO2). Amino
acid salts (AAS) have numerous benefits as CO2-absorption solvents. This technology has
been successfully validated by more than 9,000 operation hours in a CO2-capture pilot plant
adapted to a coal-fired power plant and gas-fired application, as well as by a rigorous
laboratory research program. The particular differentiators of the Siemens PostCap™
process are:
•
•
•
•
•
minimal detectable solvent emissions,
good solvent stability against various degradation mechanisms, particularly against
oxygen and as a result low solvent refill need,
low energy consumption,
environmentally friendly solvent and
ease of handling by power stations operators and personnel.
3/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
Cleaned Flue Gas
Solvent Reclaiming
10
5
CO2 Compression
4
6
8
CO2 Absorption
CO2 Desorption
2
7
3
9
1
Flue gas inlet
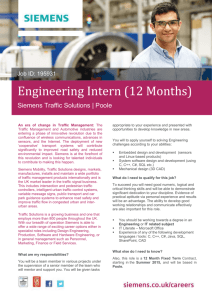
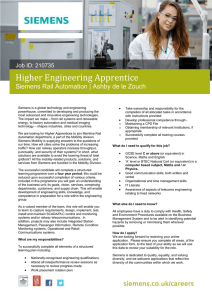
Figure 1 Simple flow diagram of the PostCap™ process.
Figure 1 shows a simplified flow diagram of the PostCap™ process. The gas to be cleaned
(flue gas 1) is fed by a flue gas blower 2 into the absorption column 4, where it is countercurrently treated with a (regenerated or lean) washing agent 6 (solvent). Prior to absorption,
any useful heat in the flue gas is recovered, before it is cooled to absorption temperature in a
flue gas cooler 3. During absorption, CO2 is captured in the solvent so that cleaned gas leaves
the column at the top 5. The (rich) solvent, saturated with carbon dioxide, is taken from the
absorber’s bottom 7 and heated up before being fed into the desorption column 8. There, the
solvent is regenerated by heat introduction in the reboiler 9, resulting in the release of water
vapour and CO2. The steam is condensed in a condenser at the top of the desorber column so
that the remaining CO2 can be further treated (compressed or liquefied 10) in a next step. The
regenerated washing agent (lean solvent) leaves the bottom of the desorption column and is
used for heating up the saturated solvent. After further cooling, the lean solvent can again be
used for capturing CO2 in the absorption column.
With the application of a lean solvent flash, the evaporation of the aqueous phase of the
solvent at the bottom of the desorber is supported by lowering the pressure in a flash drum.
By doing this, thermal energy can be saved at the expense of electrical energy used for the
generation of the vacuum by the flash gas compressor.
In a further development, the so-called split feed approach; the rich solvent stream coming
from the absorber is split into two streams. The minor part of the solvent stream is routed
directly to the top of the desorber. By doing this, the cold solvent causes a condensation of
the water vapours in the desorber and therefore a load (and accordingly heat exchange area)
reduction of the desorber top condenser.
During operation of the carbon capture plant, a part of the solvent is continuously deactivated
by e.g. reaction with minor components in the flue gas. To remove degradation products of
4/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
the solvent formed by thermal stress or reactions with SOx, NOx, and oxygen, the solvent is
reclaimed in a corresponding reclaimer unit. Without installation of a reclaimer, degraded
solvent would have to be fully replaced by delivered fresh AAS substance, increasing
operating costs as well local transport-related issues (noise, air quality, congestion).
Accordingly, a solvent reclaimer enables an economic and sustainable operation of the
capture plant over the entire operation time.
Siemens developed a proprietary two-step reclaiming process for the selective separation of
SOx related by-products (usually the major impurity in a flue gas) and for other impurities,
including NOx related by-products, from the AAS solvent. In order to separate the impurities,
a split stream is taken from the solvent loop. This fraction of the solvent is supplied to the
reclaimer unit where the solvent is cleaned and re-supplied into the process.
4 Searching for synergies in two very different PostCap™ projects
A brief description and comparison of the two projects used as examples in this paper.
The two projects selected for this paper demonstrate the ways in which two separate post
combustion projects can differ – generating new engineering work in the design phase and
greatly affecting the resultant costs – and also the similarities that allow generic concepts to
be reused. Synergy effects naturally reduce first-time engineering and allow the
implementation of already-developed concepts.
A FEED study (Front-End Engineering and Design) based on Siemens PostCap™ technology
was conducted together with Masdar for a gas power plant site in Abu Dhabi. The combinedcycle power plant provides continuous power for adjacent industrial application and runs as
base-load. The plant is oversized, with redundant simple-cycle machines to ensure
availability of supply at all times. A volume of flue gas equivalent to two of the installed gas
turbines was to be treated. The approximately 1.8 million tonnes/year captured CO2 is
planned for use in Enhanced Oil Recovery (EOR) in depleted fields in the region. The EOR
project aimed to reach approximately 5 million tonnes CO2/year and has in the meantime
begun construction of phase 1, the capture and transport of CO2 emitted from a steelmaking
process.
A basic engineering of similar level of detail was completed for Statoil (on behalf of
Gassnova and the Norwegian State) as part of the Carbon Capture Mongstad (CCM) project,
to develop and engineer a concept for a capture plant for the gas-powered Combined Heat
and Power unit (CHP) at the MRDA oil refinery in Mongstad. The approximately 1.2 million
tonnes of captured CO2/year was destined for geological storage under the Norwegian
Continental Shelf.
Despite their greatly differing geography and climatic conditions, sufficient similarities
existed between the projects to allow substantial sharing of conceptual knowledge and
engineering material. Both are retrofit projects to relatively new but already operating gas
power plants. Both were already generating steam for additional heat and power usage;
5/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
however both had the potential to increase this capacity, allowing for additional heat recovery
for the capture plant.
Such similarities can be expected to a greater or lesser degree worldwide from retrofit
projects and thus allow for savings in first-time engineering. Despite this, the differences can
cause significant extra engineering work.
Climatic, geographical and environmental conditions determine the type and effectiveness of
local cooling options, required for cooling the flue gas, the solvent and the compressed CO2.
Although Mongstad had sufficient ready cooling capacity to offer close to the site, the much
warmer gulf waters in Abu Dhabi were both less effective and also – due to existing cooling
load at the site – limited by environmental constraints. A slurry stream from a neighbouring
industrial process consisting largely of seawater was used as make-up in a cooling cycle, in
turn cooled by a wet-cell cooling tower.
The local political and economic situation determines the cost of resources. Operators in
Middle East could benefit from substantially cheaper energy through low gas prices and
additional subsidies; whereas in Norway a price was provisionally set for use of waste heat.
Labour costs during installation were also expected to be significantly higher in northern
Europe, notably influencing construction concepts.
Finally the space available for the projects differed greatly, though not necessarily due to the
location. Where space was more straightforward in the desert location, the CCM project
required a more challenging layout concept due to the sizes and locations of the plots made
available.
5 Reducing operating costs through integration
Reducing OPEX through integration; challenges and various heat extraction opportunities
This chapter focuses on the main elements of integration between the capture plant and the
surrounding facilities that offered clear cost savings. There exist further options for minor
interfaces that are not covered by this paper.
5.1 Flue gas
At the flue gas interface, extraction from the original stack was in both projects to be
provided by amendment of the original stack. Control concepts differ depending on design
and operating organisation, but generally require a monitoring of the volumetric flow in the
stack. Where load cases greatly influence CO2 concentration, this can also be monitored.
Solvent pump-around and reboiler heat supply are duly controlled to match the input carbon
dioxide.
The retrofitted capture plant operates at best with minimal NOx input. NOx tends to react with
Amine-based solvents and increase the reclaiming required. The addition of an SCR unit in
the HRSG might be a relatively low-investment procedure if a spool is already foreseen, but
6/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
to appreciate the value of this alteration, the power plant and capture plant must be seen as
one, rather than two separate entities with minimal interaction.
Treated flue gas was in neither case returned to the stack. Additional ducting would have
added excessive and unnecessary cost (see 6.2): the stack above the absorber column was
situated at an acceptable height for release of the remaining flue gas.
5.2 Steam
The post combustion capture process requires a supply of heat for desorption of CO2 and thus
regeneration of the solvent. This typically takes place with steam, indirectly heating in a
reboiler. Steam is required in relatively large quantities and generally at low pressure.
In Abu Dhabi, two 2x1 combined cycle plants were in operation, with a further two simple
cycle gas turbines waiting in reserve. A planned increase in demand projected the full-time
operation of one of the simple-cycle machines. The existing HRSGs were designed to
facilitate duct firing (and thus the potential to significantly increase steam generation), though
this was only occasionally in operation and continuous use was considered unfavourable.
Furthermore, the NOx content of the flue gas would rise during duct firing.
At the Mongstad CHP, the heat energy in the turbine exhaust is not used to maximum
potential. In excess of 180°C, this waste stream offers the most obvious source of heat for the
capture plant and the project encouraged its optimal utilisation. However, as a potential for
future expansion to the power plant’s output, the currently unused heat energy was offered at
a price. It was necessary to isolate the economics of the capture plant from the power plant to
form the lowest-cost solution. Steam at ca. 30bar was also available for purchase, to top up
lower pressure steam generated from the waste heat.
It is noted that where other projects have had to consider the steam availability and pressure
at partial-loading of the power plant, for both projects considered in this paper the powerplants were designed and operating in base load and this therefore posed less of an issue.
The following options were considered in one or both projects to generate more steam in the
existing plant:
•
•
•
Installation of an additional boiler. At Masdar the option was examined to add a new
HRSG to one of the existing simple-cycle machines. At CCM a so-called Waste Heat
Recovery Unit (WHRU) was a minimum requirement; in effect a small HRSG.
Increase current steam output by burning further fuel gas in the boiler (“duct firing”,
available at the Masdar plant).
Avoid integration altogether by installing a stand-alone fired boiler for LP steam
production.
Where “high” pressure steam (i.e. higher pressure than required) was produced or available,
the following options offered means to use it:
•
Expansion in a back-pressure steam turbine to concurrently generate power for the
capture plant’s auxiliary demand.
7/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
•
•
•
Power-Gen Europe, June 2014
Energising of generated low-low pressure (LLP) steam using a steam ejector. This
was an option at CCM, where further heat energy could be extracted from the flue gas
and thus also reducing the cooling load, but such LLP steam would otherwise have a
pressure too low to use in the reboiler.
LLP steam could also be raised to the required pressure using an electrically driven
compressor.
As well as using steam for heat supply and power generation, a high pressure source
can be used to drive machinery (coupled to a steam turbine). Discussion of this option
is outside of the scope of this paper, but was ultimately not selected in either project.
The final two sections of this chapter summarise the decisions taken for each project.
5.2.1 Masdar
At Masdar the duct firing option was mainly ruled out due to undesired operational
implications on the power plant; however the concept should be reconsidered in cases where
the boiler is designed to meet the required additional steam generation continuously. Use of
this option would however always reduce the flexibility it offered to the power plant.
The final decision to add an additional dual-pressure HRSG to the simple-cycle machine was
not entirely driven by capture cost. This solution also supported any later increases in
capacity of the power plant. New streams of low and high pressure steam as well as
condensate would be tied into the existing headers. High pressure steam was selected as
energetically optimum for heat supply to the reboiler. However the steam would be expanded
to the required pressure via a back pressure steam turbine and then attempered by use of a
spray cooler to achieve reboiler requirements.
The power generated by the back pressure steam turbine was roughly equal to the capture
plant’s needs, but was supplied via the local network rather than directly, to optimise
flexibility and reliability of the system.
5.2.2 Mongstad
At Mongstad the two concepts that involve the production of LLP steam and then raising the
pressure with electricity or higher pressure steam offered an economic advantage compared
to their alternatives. For example, it is cheaper to use some higher pressure steam to energise
LLP steam (with inherent useful energy), than to expand a greater quantity of higher pressure
steam for direct application, or to generate new steam in a boiler.
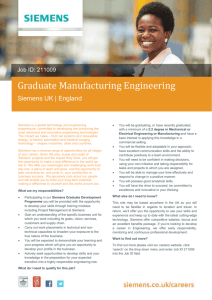
The steam jet ejector concept was selected for Mongstad. The ejector is a relatively simple
device without the drawbacks of rotating machinery. Cost and simplicity were thus the main
drivers. The slightly higher operating cost was offset by the much lower invest. In a project
where technology readiness is fundamental to the risk analysis, the steam ejector offered the
longer list of references in a similar setting. Although loud, the difference in noise to the
compressor was negligible and either way an enclosure was required for the strict
requirements at Mongstad.
8/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
To maximise redundancy as well as flexibility of operation, three steam jet ejectors of
differing sizes were planned. The space required was relatively low and allowed siting of the
ejectors close to the waste heat recovery unit.
Figure 2 Selected heat integration concept, CCM
The ROAD Project published its own study this year, also with the selection of a steam
ejector to raise the LP steam pressure with higher pressure steam when the power plant is in
part load. [2]
5.2.3 Further heat integration savings
With an operator open to further integration into the power plant, there are more savings to be
made. The following are mentioned for completeness, but were outside the possible scope of
the two featured projects.
ROAD claimed an efficiency gain of 0.2% points by using the stripper top condenser to
preheat condensate for the power plant. In this way they also reduced their cooling water
demand [2].
Further integration of lower-grade heat sources around the capture plant was discussed by
Magneschi et al. for the CATO-2 and ROAD projects, drawing the conclusion that the gains
in operating costs are unlikely to be worth the additional investment and power plant
complexity [3].
In the Boundary Dam project, Sask Power added boiler feed water cooling to the waste heat
recovery unit, warming the water using the flue gas and then sending to the economisers [4].
That space alone would rule this concept out for CCM will become clear in the next chapter.
5.3 Electrical supply
The electrical supply infrastructure can be equally sensitive to demands from the new plant.
In a full scale plant several medium voltage (MV) consumers and large low voltage (LV)
9/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
consumers have to be considered in the electrical supply concept. Depending on the existing
infrastructure and local requirements the detailed voltage levels have to be investigated with
regards to full load operation, start-up of large consumers and short circuit capabilities. In the
concept developed for Mongstad, the available 20 kV level is used to feed the biggest
consumers (CO2 compressor, lean solvent flash compressor, flue gas blower and cooling
water pump) via transformers 22 kV/11 kV, in addition a 6.6 kV sub-distribution is planned
for direct feed-in of other medium voltage consumers. All major MV consumers except the
flue gas blower are designed as variable speed drives to increase the operational flexibility
and soft start capabilities. LV distribution is realised on 690 V level for LV motors and 400 V
for electrical infrastructure.
Based on the explosion protection requirements in the vicinity of the Mongstad refinery it
was decided that all electrical switchgear is located in one central electrical switchgear
building. Sufficient space for this building and for cable routes to consumers in the field was
considered.
5.4 Waste water
As a flue-gas scrubber (on top of the Absorber) is not required in the PostCap™ process, very
little waste water is produced. The main sources are sour flue gas condensate from the
upstream coolers and the very pure CO2 compressor condensate. Carbon capture is in this
way often a source of water, due to the high humidity of the flue gas, and this advantage
should be capitalised where possible. At Mongstad, the selected treatment process produced a
volume of demineralised water that met all of the capture plant’s requirements with a large
surplus. In a later stage of the CCM project, the option of supply to the power plant or other
local industry could have been examined. In a further integration step, the water could be
treated in the same demineralisation plant as is required by the power plant.
5.4.1 Cooling
Cooling infrastructure for the retrofit plant must in general be designed from scratch, as
existing supply is insufficient. Benefits of a combined supply could exist for the new
integrated plant, but the only savings foreseen are in the materials and construction costs.
Heat recovery from the various cooling loads of the plant did not offer significant benefits to
warrant the additional cost and complexity.
Water shortage and environmental restrictions of seawater in the Arabian Gulf restricted the
options for cooling at Masdar. The high costs of direct air-cooling of machinery was avoided
by extracting and treating the (relatively clean) slurry from a neighbouring process and using
this as make-up in a wet-cell cooling tower.
5.5 Limits and risks of integration
Decisive for the conceptual investigation were the boundary conditions laid out by the power
plant operators; primarily the actual operating conditions of the plants (at various loads), but
equally decisive were the limits to which the operator was prepared to consider alterations to
their already running systems. New interfaces and changes to operating parameters mean a
10/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
risk of deteriorated performance and loss of guarantee from the power plant supplier. A
general reluctance of the operators to change a working system can thus be expected.
Overall efficiency can be marginally improved by cooling various capture plant processes
with steam condensate, which is thus returned to the power plant steam cycle warmer. In both
projects the boiler feed water temperature was set according to manufacturer specifications
and the operator / project owner was understandably hesitant to allow out-of-spec, albeit
warmer boiler feed water to be routed from the capture plant to the economiser. Indeed
additional applications of steam and condensate in the capture process threaten contamination
of the purified water and thus risks a challenging legal situation at the interface (technically,
the likelihood of contamination e.g. from low to high pressure are improbable). An optimally
integrated capture plant (e.g. designed together with the power plant) might avoid the costs of
additional condensate purification, degassing and quality control at the interface to ensure
such a liability issue could not arise.
Breaking into steam pipelines was not tolerated in all locations, with one operator resistant to
steam extraction from the IP-LP crossover, although this option offered favourable
thermodynamic results. Ideally, a capture ready power plant would have this interface already
built in. The implication on the steam turbine performance is a topic for itself and is not
further examined in this paper.
Though integration of water-steam infrastructure is the most obvious example, other tie-ins
such as cooling, power supply and even drainage can be equally susceptible to liability issues.
6 Reducing investment cost through good plant design
Key leverage in CAPEX-optimized layout design for a CCS (retrofit) project
This chapter focuses on the concept developed for Carbon Capture Mongstad, where lessons
learned from Masdar along with limited space availability prompted an ambitious plant
layout.
The following image is taken from the final 3D model developed for CCM.
11/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
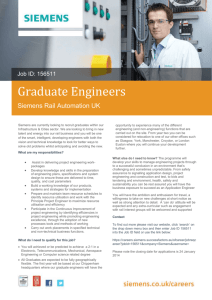
Figure 3 Conceptual layout for CCM
The site is split into two plots. To the left can be seen the small plot KP02, situated directly
adjacent to the power plant. On the far left can be seen two WHRUs at the tie-in point to the
power plant. Two absorption lines can then be seen leading via direct contact cooler (DCC)
columns, a building containing flue gas blowers and finally at the right of KP02 the two tall
absorber columns.
From the Absorbers two pipe racks can be seen crossing the road to the second, larger plot
KP05. The buildings on KP05 contain heat exchangers, pumps, electrical equipment and the
administrative centre. The desorber column is seen close to the centre as the highest column
on the plot, close to the lean solvent flash gas vessel and compressor). The CO2 compressor is
located at the back of the plot, beyond the desorber.
Most relevant to this paper is the confined layout on KP02 and the reasoning behind it.
6.1 Large equipment and modularisation
The geographical location and local economic conditions influenced greatly the construction
concept. With the availability of a relatively low-cost workforce in the Middle East, large
columns could be ordered in parts and a stick-build construction could take place at site.
Construction costs were expected to be significantly higher in Mongstad. Imported workforce
would be far more expensive, as would living costs. Weather conditions could make
construction of tall structures on site very challenging and require regular periods of waiting
until high winds subside. The overall conclusion for CCM was to minimise site activities as
much as possible and to maximise modularisation.
Further adding to the challenge, columns and structures were to be designed to withstand the
loading of a refinery explosion (though in most cases with reduced or lost functionality), thus
increasing the column wall thickness.
Various column manufacturers were consulted and the limits to their manufacturing process
defined and compared to their references up to now. It was decided that the required ca. 15m
diameter could be manufactured as a single piece at minimal risk. All five columns would
12/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
thus be supplied in this way, though with the supply load spread across more than one
manufacturer.
The ca. 1000 tonne columns must then be transported to site and erected.
Other large pieces of equipment and package units could be equally modularised. The
Siemens in-house CO2 compressor, flash gas compressor and reclaimer were all designed into
one or more skid-mounted units, for minimum site assembly. A modular pipe bridge design
was adapted to project requirements. Pipe bridges could be prepared with piping and cable
trays in the workshop and delivered piece by piece to site. Pipes would then be welded,
flanges bolted and cables pulled after the pipe bridges had been lifted into place and secured.
6.2 Layout on KP02
Power plant-downstream pressures being close to atmospheric, the volumes of flue gas taken
from the stack are huge and require ducting roughly as large as the stacks themselves.
Ducting with a diameter of five or six meters must bridge the distance from original flue gas
stack to the absorber; the investment can rapidly go into the millions and yet good planning
can help to keep such costs down.
For this reason, one goal of the concept development was to minimise the distance from the
flue gas tie-in to the Absorbers. Following a preliminary layout with the absorbers on KP05
and two 5m diameter ducts travelling either on very large piping racks across the road or with
a raised road bridging the ducts, it was investigated whether the absorbers could be brought to
KP02.
As can be seen in the 3D model, the result was a very compact arrangement on the upstream
plot. The model showed us that it was possible to locate all of the equipment next to each
other giving sufficient spacing for anticipated requirements. The two key risks identified at
this stage were:
1) Is it actually possible to construct the plant safely and timely in this way, using
modular components and still minimising site activity?
2) Once erected, can we operate and maintain the equipment efficiently and safely?
Before these challenges are further investigated it is interesting to consider again the
arrangement proposed by ROAD at Maasvlakte. Although detailed drawings were not
available to the authors, images of the 3D model and drawings in the public domain suggest
an equally compact arrangement (albeit at a smaller scale) with the additional obstacle of coal
conveyors interspersed between the structures.
6.3 Transport and erection concept
Columns of such size and diameter had to be transported to site by water, then from the barge
to the intended plot. A concept for transport and erection was developed in discussion with
transport and heavy lifting suppliers.
From the harbour they would be transferred along the (widened) module road by selfpropelled modular trailer.
13/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
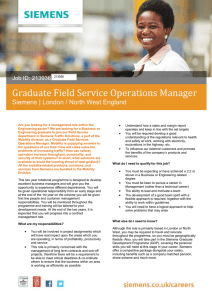
Figure 4 Columns are moved on site using self-propelled modular trailer (SPMT)
Figure 5 Erection of absorber column by tower lift and tailing crane
For the tailing and placement of the Absorbers, a 1200to Tower Lift System (TLS) and a
tailing crane was planned, with the TLS being assembled and reassembled at the Absorber
foundation in advance of the final transport stages of each column.
Following erection of the columns, the packing would be delivered and installed by use of
temporary lift. Sufficient laydown had to be available during construction for the storage of
significant quantities of packing, before and during its installation.
After a thorough review of the risks involved, including site survey and consultancy with
logistics experts, the concept could be approved. However an element of risk still remained.
Unforeseen complications during the manufacture of such large vessels could require changes
to the transport or erection requirements, possibly encroaching on the limits of the solutions
chosen. Availability of large cranes and scheduling were very dependent on punctual
delivery.
6.4 Operating and maintenance concept
The compact arrangement on KP02 also had to facilitate safe and efficient access to the
equipment for inspections and the removal / replacement of parts during maintenance.
For example, key considerations for the upstream portion of the capture plant include:
•
•
•
Removal of blower rotor
Removal of plate heat exchangers
Inspection and possible replacement of packing in the columns
14/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
•
•
Power-Gen Europe, June 2014
Removal of large pump parts e.g. gearboxes, motors
Removal of large valves
The installation/removal and further transport of such large components required allowance
for sufficient space, lifting equipment and vehicle access. As with the construction concept,
the operating and maintenance concept had to be sufficiently defined that the residual risk
(for example of poor or no access) were acceptable low. The 3D model, with additional space
modelled for the space required during maintenance activities (in three dimensions, not just
footprint), supported the mitigation of such risks.
7 Conclusion
Two very different post combustion, gas-power plant projects are examined. Each was
engineered to the level of detail design, including investment cost estimation and calculation
of operating cost.
The benefits of integration between the power plant and the capture plant were examined, in
particular with respect to the savings made by heat integration. In the Masdar project, it was
proposed to upgrade a simple-cycle gas turbine with a HRSG to include steam generation and
expand the high pressure product via a back-pressure turbine down to reboiler requirements.
At Mongstad, additional heat was to be recovered from the flue gas and low-grade heat was
to be energised by use of steam ejectors and higher pressure steam from the power plant.
By then optimising the layout of the plant at Mongstad, savings could be made by greatly
reducing the length of the costly flue gas ducting. This required a compact arrangement of the
flue gas heat reduction components, the blowers and absorbers. Constructability, operation
and maintainability studies showed that such a plant layout is feasible, if not without risk. In
particular the transport and installation of large modular components and replaceable parts
must be well considered with the support of three-dimensional modelling.
8 References
[1] Technology Roadmap, Carbon Capture and Storage, International Energy Agency,
2013 edition
[2] Integration of Capture Plant and Power Plant, Rotterdam Opslag en Afvang
Demonstratieproject, Maasvlakte CCS Project C.V., 19th December 2013
[3] Guido Magneschi (DNV KEMA), Hette Hylkema (ROAD), Gerard Stienstra (DNV
KEMA), Integration of the 250 MWe demo post-combustion CO2 capture plant at
MPP3. Presented at POWER-GEN Europe in 2012.
[4] Flue Gas Cooler Construction, Sask Power CCS Consortium
http://www.youtube.com/watch?v=eg13qyBURlY
15/15
Copyright © Siemens AG 2014. All rights reserved.
Siemens AG
Birley
Power-Gen Europe, June 2014
Permission for use
The content of this paper is copyrighted by Siemens and is licensed to Power-Gen Europe for
publication and distribution only. Any inquiries regarding permission to use the content of
this paper, in whole or in part, for any purpose must be addressed to Siemens directly.
Disclaimer
These documents contain forward-looking statements and information – that is, statements
related to future, not past, events. These statements may be identified either orally or in writing by words as “expects”, “anticipates”, “intends”, “plans”, “believes”, “seeks”, “estimates”,
“will” or words of similar meaning. Such statements are based on our current expectations
and certain assumptions, and are, therefore, subject to certain risks and uncertainties. A variety of factors, many of which are beyond Siemens’ control, affect its operations, performance,
business strategy and results and could cause the actual results, performance or achievements
of Siemens worldwide to be materially different from any future results, performance or
achievements that may be expressed or implied by such forward-looking statements. For us,
particular uncertainties arise, among others, from changes in general economic and business
conditions, changes in currency exchange rates and interest rates, introduction of competing
products or technologies by other companies, lack of acceptance of new products or services
by customers targeted by Siemens worldwide, changes in business strategy and various other
factors. More detailed information about certain of these factors is contained in Siemens’ filings with the SEC, which are available on the Siemens website, www.siemens.com and on the
SEC’s website, www.sec.gov. Should one or more of these risks or uncertainties materialize,
or should underlying assumptions prove incorrect, actual results may vary materially from
those described in the relevant forward-looking statement as anticipated, believed, estimated,
expected, intended, planned or projected. Siemens does not intend or assume any obligation to
update or revise these forward-looking statements in light of developments which differ from
those anticipated.
Trademarks mentioned in these documents are the property of Siemens AG, its affiliates or
their respective owners.
Copyright © Siemens AG 2014. All rights reserved.