2 ppm limit on NOx, CO and NH3 while ramping www.gasturbineworld.com
advertisement

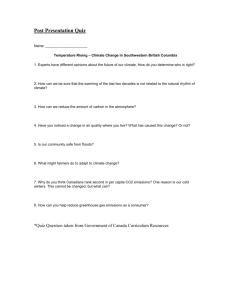
March – April 2014 www.gasturbineworld.com 2 ppm limit on NOx, CO and NH3 while ramping Clean ramping: the next challenge for quick start combined cycle operation By Harry Jaeger Thanks to flexible quick-start design, today’s CCGT plants can start fast and produce low start-up emissions. But now there is a new challenge: how do you keep emissions in compliance while changing load. S iemens has developed what they call “clean ramp” technology which uses patent pending features to integrate the combined cycle plant’s and emissions reduction system controls so that NOx, CO and ammonia slip (from an SCR) remain at base load emission levels even when frequently ramping up or down. In June 2013, with the cooperation of NRG, the concept was demonstrated in the field with convincing results at the El Segundo combined cycle facility which is powered by two “FlexPlant 10” 1x1 SGT6-5000F units. o Demo test. Gas turbine ramped up and down at 30 MW/min between 115MW and 180MW base load during two 1-hour test runs. o Control logic. Load change emissions predicted by control logic system used to adjust SCR ammonia injection flow rate to maintain stack emissions. o Test results. Stack NOx and CO emissions maintained at less than 2 ppmvd (at 15% O2) throughout the test with ammonia slip also controlled to under 2 ppmvd. Most environmental permits in the U.S. regulate on a time-averaged requirement, typically over a 1-hour 2 GAS TURBINE WORLD March - April 2014 rolling average. When plant load changes only a few times a day, shortlived transients and emissions spikes during startup and ramping are seldom a problem. But with frequent load changing there is no time to average out the peak and there is a risk of going out of emissions compliance. Today’s quick-start design features enable the gas turbine side of a combined cycle plant to smoothly ramp up to base load output like a simple cycle plant. And do so without holding the gas turbine at low load while the steam turbine is loaded. This puts MWs on the grid faster than before and, importantly, it results in much lower startup emissions. Hold-point emissions Earlier combined cycle plants require that the gas turbine startup cycle include part-load hold points to enable the bottoming cycle to gradually warm up prior to loading. However, as pointed out by Ramesh Kagolanu, Manager of Environmental Engineering for Siemens Energy, Orlando, low-load gas turbine operation produces much higher levels of NOx and CO than when operating at full load. Low-load GT emissions for combined cycles fitted with selective catalytic reduction are especially critical because a cold SCR (located within the HRSG) is not very effective at removing NOx and CO produced during startup. Typically, conventional F-class CCGT plants produce about 180 lbs of NOx and 1,340 lbs of CO (per GT unit) during a cold startup – compared to about 13 lbs NOx and 340 lbs CO for a quick-start plant. Clean Ramp does it better The need for “clean ramp” technology is to further reduce those already low emission levels during startup and also to handle variations in gas turbine emissions during load changes, Kagolanu emphasizes. The objective is to maintain compliance over the full spectrum of combined cycle operation and without having to restrict the amount of ramping requested by the system operator. Without clean ramp, he says, handling of transient emission spikes would basically depend solely on the gas turbine emissions controls. This could mean placing limits on ramp rates and frequency in order to keep emissions (on a 1-hour rolling average) in compliance. DLN flame an issue This issue is due mainly to an inherent limitation of part-load performance of today’s dry low NOx (DLN) combustion systems, and regulations that don’t always recognize the limitations of the hardware. A fact of life with advanced gas turbines is they generally produce more NOx and CO when they are changing load, points out Kagolanu. The reason has to do with the complexity and sensitivity of today’s DLN combustion systems, where the fuel supply is typically divided into multiple injection points, or stages. In addition to two (or sometimes three) lean-premixed flame zones needed for low NOx, there is an upstream diffusion flame pilot zone needed to help maintain combustion stability. But there is also a less desirable characteristic of the high-temperature diffusion flame pilot zone -- it is the largest contributor to NOx emissions. During steady state operation, fuel flow to the pilot is set at a minimum, as needed to maintain stability in the downstream lean premixed flame zones, and to avoid unwanted combustor dynamics. During transients, however, the stable nature of the diffusion flame becomes even more critical, so fuel to the pilot is increased. But this causes the engine NOx to increase above the 9 ppm steady state design value and requires a change in SCR operation to maintain control over plant NOx emissions. A multivariable challenge “Increasing NOx concentration (ppm) is not the only problem to contend with during load reduction,” says Kagolanu. “It’s actually a multivariable challenge since the mass flow through the engine is also changing during load change, as variable inlet guide vanes come into play, so the ammonia injection rate must be adjusted to account for both of these changes happening at the same time.” The key and main technical challenge, he says, is integrating the gas turbine controls with the ammonia injection system in a way that assures reliable and consistent results. By having access to a large amount of field operating data and, most importantly, being able to change the way the gas turbine itself is controlled, Siemens was able to develop such an integrated control scheme (dubbed “clean ramp”) to keep stack emission low during transients. With growing use of intermittent renewables the expectation is that plants will be required to change load more frequently. As a result, says Kagolanu, it puts a premium on being able to operate with unrestricted ramping and without increasing emissions over the permit limit. As already noted, trying to accomplish this simply by addressing this problem of part-load engine NOx was Combined cycle test run. Plant was ramped 4 times between 60% and 100% base load during 1-hour test of Clean Ramp stack emissions control. The GT was ramped at 30 MW/min with the ST load following at about 5 MW/min. MW and NH3 NOx, CO, NH3 GT Power flow (lb/hr) ppmvd 2.0 ppm – 160 2.0 – – – – 120 1.5 – – – NOx – 80 1.0 – ST Power – – NH3 Flow – 40 0.5 – CO – NH3 Slip –0 – 0 – Time 13:45 13:58 14:08 14:18 14:28 14:38 Source: Siemens Energy, March 2014 GAS TURBINE WORLD March - April 2014 3 not going to offer the desired result. Solution: link SCR and DLN According to Siemens, their “Clean Ramp” solution provides an innovative control scheme that enables a direct link between SCR (selective catalytic reduction) and DLN combustion systems when operating under transient conditions. Power plants in the US commonly use an ammonia-based SCR, located within the HRSG, to control stack emissions to levels substantially below those in the GT exhaust. For example, if the gas turbine exhaust NOx is 9 ppmvd (current state of the art for modern DLN burners), meeting a permit stack limit of 2 ppmvd requires that the exhaust be further treated to achieve a nearly 80% reduction. This is done by passing the exhaust through the catalytically supported reaction zone where ammonia (NH3) is injected to react with the NOx, “reducing” it to nitrogen and water vapor. SCR flow regulation To operate an SCR efficiently, notes Kagolanu, precisely how much ammonia to inject is critical. Too much results in excess unreacted ammonia (ammonia slip) in the exhaust, which is also usually regulated on a time-average basis. Too little ammonia results in excess NOx emissions. The chemistry is simple enough, but in order to control the optimum amount of ammonia to inject you must know how much NOx is in the exhaust gas. This is not a problem if the engine is at steady load; the NOx in the exhaust can be measured and the amount of ammonia to be injected can be optimized to minimize any slip. But under transient conditions the system must be able to react quickly to changes and make necessary adjustments in ammonia injection rate. Unfortunately, the feedback time for this is measured in minutes, not seconds, according to Kagolanu. “With changing load”, he cautions, “the conventional system is too slow and you can’t reliably maintain stack emissions, or ammonia slip, while load is being changed.” Anticipating with real-time logic To meet the challenge, Siemens’ “Clean Ramp” technology uses patent pending features to change how the gas turbine and SCR are controlled and interact. It uses real time anticipatory logic, effectively in advance of the event, to processes a number of variables along Commercial site for Clean Ramp demo testing. El Segundo combined cycle facility is powered by two “Flex Plant” 1x1 SGT65000 combined cycle units. 4 GAS TURBINE WORLD March - April 2014 with stored engine and DLN performance algorithms, to accurately predict gas turbine NOx emissions when a load change is requested. The predicted outcome then forward feeds information to the ammonia injection control so that it anticipates the changes in exhaust flow rate and NOx concentration, and the precise amount of ammonia to be injected is determined. As a result the system is able to maintain base load stack emission levels even when the gas turbine exhaust emissions are changing. Demo testing success Successful demonstration of the Clean Ramp technology took place in June 2013 during two separate one-hour test runs conducted at the NRG El Segundo (California) Flex-Plant 10 combined cycle facility. During the first run, the steam turbine was kept off-line while the gas turbine was ramped continuously, up and down, at more than 30 MW/ min. Gas turbine load ranged between about 115MW (approximately 65% load) and 180MW full base load. During the entire hour, says Kagolanu, NOx emissions, CO emissions and ammonia slip were each maintained at less than 2 ppmvd. For the second run the steam turbine was on-line. The gas turbine was again ramped at 30 MW/min, followed by the steam turbine ramping at approximately 5 MW/min for a total plant ramp rate of about 35 MW/ min. Again all emissions were below 2 ppmvd during the entire run. The key to flexible plant operation with low emissions and frequent load change is systems control integration, stresses Kagolanu and testing has clearly confirmed that the system works better in concert than when its parts work independently. Siemens says that Clean Ramp is now being offered commercially on all E-, F- and H-class frames, and for all combined cycle configurations (i.e, 1x1, 2x1, and 3x1). n El Segundo Energy Center host site for Clean Ramp demo testing Clean Ramp transient emissions control technology was demonstration tested in June 2013 on a two-unit Siemens FlexPlant 10 combined cycle facility located near Los Angeles that is owned and operated by NRG Energy. Siemens supplied the two power islands, each featuring an SGT65000F gas turbine generator and an SST-800 steam turbine generator as well as a heat recovery steam generator, an air-cooled condenser, SPPA-T3000 plant controls and electrical equipment. The FlexPlant 10 design integrates the fast-start SGT6-5000F gas turbine with an air-cooled single-pressure non-reheat bottoming cycle to provide a net efficiency of nearly 49 percent, much higher than conventional simple cycle peaking units. This plant type is also claimed to be environmentally friendly, as compared to conventional combined cycle technology, with a reduction of 95 percent in CO start-up emissions and greatly lower water consumption. With Clean-Ramp technology it was further demonstrated that the plant could comply with tight emissions constraints even while the gas turbines ramp up and down to meet varied electricity demands. The 550MW combined cycle facility was commissioned for commercial operation in September 2013 to provide quick-start capacity for both peaking and intermediate load service. The two units can deliver 300MW to the grid in less than 10 minutes, allowing the plant to back up intermittent renewable power. GAS TURBINE WORLD March - April 2014 5