Self compacting concrete
advertisement

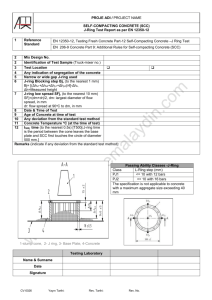
Self compacting concrete Basic principles of scc and properties of hardened concrete Requirements and mode of action of scc Mix design and mixing of concrete Transport,casting,surface finish and working environment Test methods Abstract Originally developed in Japan, SCC technology was made possible by the much earlier development of Superplasticisers for concrete. SCC has now been taken up with enthusiasm across Europe, for both site and precast concrete work. The use of self-compacting concrete (SCC) is spreading world wide because of its very attractive properties in the fresh state as well as after hardening. The use of SCC will lead to a more industrialized production, reduce the technical costs of in situ cast concrete constructions, improve the quality, durability and reliability of concrete structures and eliminate some of the potential for human error. It will replace manual compaction of fresh concrete with a modern semi-automatic placing technology and in that way improve health and safety on and around the construction site. However, this type of concrete needs a more advanced mix design than traditional vibrated concrete and a more careful quality assurance with more testing and checking, at least in the beginning, when using (SCC). Self-compacting concrete (SCC) has been described as "the most revolutionary development in concrete Construction for several decades". Originally developed to offset a growing shortage of skilled labour, it has proved beneficial economically because of a number of factors, including: · faster construction · reduction in site manpower · better surface finishes · easier placing · improved durability · greater freedom in design · thinner concrete sections · reduced noise levels, absence of vibration · safer working environment For the purposes of the specifications, the following definitions apply: 1) Self-compacting concrete (SCC) Concrete that is able to flow under its own weight and completely fill the formwork, even in the presence of dense reinforcement, without the need of any vibration, whilst maintaining homogeneity. 2) Binder The combined cement and hydraulic addition in a self-compacting concrete. 3) Filling ability (unconfined flowability) The ability of SCC to flow into and fill completely all spaces within the formwork, under its own weight. 4) Passing ability (confined flowability) The ability of SCC to flow through tight openings such as spaces between steel reinforcing bars without segregation or blocking. 5) Segregation resistance (stability) The ability of SCC to remain homogeneous in composition during transport and placing. ü Main advantages of SCC over conventional concrete · Reduced labour requirements · Quicker concrete placement · Improved compaction around congested reinforcement · Potential to enhance durability through improved compaction of concrete cover. · Improve buildability, e.g. concreting deep elements in single lifts · Elimination of vibration, leading to environmental, health and safety benefits. Specifications Recommended specifications for SCC are the following: Wworkability A good SCC shall normally reach a slump flow value exceeding 60cm without segregation. SSCC shall remain flowable and self-compacting for at least 90 minutes. SSCC shall be able to withstand a slope of 3 % in case of free horizontal Surface SSCC shall be pumpable for at least 90 minutes and through pipes with a length of at least 100 m. Mechanical characteristics - Characteristic compressive strength at 28 days shall be 25 - 60 MPa Early age compressive strength for housing concrete shall be 5 - 20 MPa at 12 – 15 hours (equivalent age at 20°C) "Normal" creep and shrinkage Durability - No increased risk of thermal cracks compared with traditional vibrated concrete. Properties of hardened concrete 1)-Compressive strength In all SCC mixes compressive strengths of standard cube specimens were comparable to those of traditional vibrated concrete made with similar water/cement ratios - if anything strengths were higher. There is little difficulty in producing self-compacting concrete with characteristic cube strengths up to 60MPa. In-situ strengths were derived from core samples taken along the whole length of the fullsize elements. Fig.2: time development of the cube and the cylinder compressive strength 2)-Tensile strength Tensile strength was assessed indirectly by the splitting test on cylinders. For SCC, both th Tensile strengths themselves, and the relationships between tensile and compressive strengths were of a similar order to those of traditional vibrated concrete. Fig.3: time development of the splitting tensile strength 3) Bond strength The strength of the bond between concrete and reinforcement was assessed by pull-out tests, using deformed reinforcing steel of two different diameters, embedded in concrete prisms. For both civil engineering and housing categories, the SCC bond strengths, related to the standard Compressive strengths, were higher than those of the reference concrete were. 4) Modulus of elasticity Results available indicate that the relationships between static modulus of elasticity and compressive strengths were similar for SCC and the reference mixes. A relationship in the form of E/(fc) 0.5 has been widely reported, and all values of this ratio were close to the one recommended by ACI for structural calculations for normal weight traditional vibrated concrete. Table 1: the relation between comp. Strength and modulus of elasticity 55)- Frfreeze/thaw resistance This property was assessed by loss of ultrasonic pulse velocity (UPV) after daily cycles cyc of 18 hours at -30°C, and 6 hours at room temperature. No significant loss of UPV has been observed after 150 cycles for the SCC or reference higher strength concrete (The civil engineering mixes). The lower strength SCC mix (housing) has performed less well than the reference in this freeze/thaw regime. 6)- Shrinkage and creep None of the results obtained indicates that the shrinkage and the creep of the SCC mixes wer were significantly greater than those of traditional vibrated concrete. When the stiffness, the shrinkage or the creep is critical in the project it is necessary to test these properties )- Some aspects of durability Elements of all types of concrete have been left exposed for future assessment of durability but some preliminary tests have been carried out. but The permeability of the concrete, a recognized indicator of likely durability, has been examined by measuring the water absorption of near-surface concrete. The results suggest that in the SCC mixes, the nearsurface concrete was denser and more resistant to water ingress than in the reference mixes. Carbonation depths have been measured at one year. The civil mixes both scc and (reference) show no carbonation. The housing mixes show an equal depth of carbonation (2mm). evidence in hand and data from other sources suggest that the durability performance of SCC is likely to be equal or better than that of traditional vibrated concrete. 8)- Structural performance The structural performance of the concrete was assessed by loading the full-size reinforced columns and beams to failure. For the columns, the actual failure load exceeded the calculated failure load for both types of concrete (SCC and traditional vibrated concrete), in both categories (housing and civil engineering). For the beams the only available comparison is between SCC and traditional vibrated concrete in the civil engineering category. Here, the behavior of the two concretes in terms of cracking Moment, crack width and load-deflection was similar. Material used (typical mix proportions without fillers) The materials consisted of cement, coarse and fine aggregates and chemical admixtures. No filler or mineral admixtures were used. The cement was a Type I/II with a fineness of 345 m2/kg. No chemical analysis was conducted on the cement. The aggregates were crushed limestone. The maximum size for the coarse aggregates was 12.5 mm (1/2 in). Two types of chemical admixtures were used: a high range water reducer (HRWR) and viscosity-modifying admixture (VMA). The HRWR was a carboxylated copolymer-based mixture. The VMA was a modified cellulose product. Compositions of the concrete mixtures are shown. The HRWR was adjusted to obtain a slump spread of at least 610 mm. The VMA dosage was set at three levels from 0 mL/kg to 859 mL/kg of cement to obtain a wide range of plastic viscosities as measured with the IBB rheometer. These compositions were selected from a previous larger set of experiments conducted with similar aggregates and cement. MIX ID VMA (ML/100kg) HRWR (ML/100kg) W/C S/A slump (mm) U-flow Filling height (mm) V-flow (S) 1 0 1500 0.337 0.431 710 115 34.7 2 522 551 0.427 0.501 675 200 6.9 3 0 1587 0.337 0.501 630 110 77.8 4 522 1019 0.427 0.571 635 270 8.2 5 859 2277 0.704 0.57 620 68 26.9 6 0 1535 0.275 0.43 735 64 193.2 7 0 1092 0.275 0.57 660 131 74.9 8 522 1223 0.349 0.569 630 273 13.6 9 859 2647 0.704 0.57 610 53 49.9 In the column marked "U-flow" the concretes that are SCC, according to the criteria adopted, are shown in bold characters. W/C: water-cementitious material ratio S/A: sand to total aggregate ratio Table 3: shows typical mix proportions of (SCC) in 1970’s and 1980’s Requirements of self compacting concrete SCC differs from conventional concrete in that its fresh properties are vital in determining whether or not it can be placed satisfactorily. The various aspects of workability which control its Filling ability, its Passing ability and its Segregation resistance all need to be carefully controlled to ensure that its ability to be placed remains acceptable. A)- Application area SCC may be used in pre-cast applications or for concrete placed on site. It can be manufactured in a site batching plant or in a ready mix concrete plant and delivered to site by truck. It can then be placed either by pumping or pouring into horizontal or vertical structures. SCC has made it possible to cast concrete structures of a quality that was not possible with the existing concrete technology. B)- Workability The level of fluidity of the SCC is governed chiefly by the dosing of the Superplasticizer. However overdosing may lead to the risk of segregation and blockage. Consequently the characteristics of the fresh SCC need to be carefully controlled using preferably two of the different types of test. C)- Segregation resistance Due to the high fluidity of SCC, the risk of segregation and blocking is very high. Preventing segregation is therefore an important feature of the control regime. The tendency to segregation can be reduced by the use of a sufficient amount of fines (< 0,125 mm), or using a Viscosity Modifying Admixture (VMA). D)- Open time The time during which the SCC maintains its desired rheological properties is very important to obtain good results in the concrete placing. This time can be adjusted by choosing the right type of superplasticizers or the combined use of retarding admixtures. Different admixtures have different effects on open time, and they can be used according to the type of cement and the timing of the transport and placing of the SCC. The workability of SCC is higher than the highest class of consistence described within EN 206 and can be characterized by the following properties: · Filling ability · Passing ability · Segregation resistance A concrete mix can only be classified as Self-compacting Concrete if the requirements for all three characteristics are fulfilled. Mode of action of self-compacting concrete a) The role of superplasticisers and powder materials Figure 4 shows the bleeding capacity as a function of the slump level for three different concretes with a cement factor of 300-350-400 kg/m3 in the absence of superplasticizer. The slump was increased by increased the amount of mixing water. When the slump is over 175 mm the bleeding increases too much and this was the reason why ACI in 1973 did not recommend slump higher than 175 mm. Fig.4: Bleeding capacity as a function of slump for concretes not containing additives With the advent of superplasticizers, flowing concretes with slump level up to 250 mm were manufactured with no or negligible bleeding (Fig.5), provided that an adequate cement factor was used. In the middle of 1970’s, it was suggested to define “rheoplastic” as a concrete, which, besides being very flowable, is also very cohesive and therefore has a low tendency to segregation and bleeding. The most important basic principle for flowing and cohesive concretes including SCCs is the use of superplasticizer combined with a relatively high content of powder materials in terms of Portland cement, mineral additions, ground filler and/or very fine sand. A partial replacement of Portland cement by fly ash was soon realized to be the best compromise in terms of rheological properties, resistance to segregation, strength level, and crack-freedom, particularly in mass concrete structures exposed to restrained thermal stresses produced by the heat of hydration of the cement. Fig.5: Bleeding capacity as a function of concretes containing superplasticisers Table shows some interesting results on the degree of compaction, in terms of density, and compressive strength of the concrete used for a 4.7 m thick slab in the Tin Hau Station of the Mass Transit Railway Island Line of Hong Kong [7]. There is no difference in the density of the specimens and that of the cores taken from 0.5 m, 1 m and 3 m below the surface of the Reinforced slab foundation placed without any vibration at all. Moreover, the range as percentage of the average strength is a little higher for the laboratory specimens at 28 days (7.1%) than for cores taken at 96 days from the slab foundation (6.2%). This indicates that, even in the absence of vibration, the concrete of the structure was as reliable as that of the laboratory specimens. Table 4: density and strength of cores taken from .5,1.0,3.0m from the surface of 4.7m thick slab foundation placed without vibration at all a) B)The role of silica fume Silica fume or micro silica (very fine amorphous silica particles < 1 µm) was studied as concrete mineral admixture in the early 1950’s at the Norwegian Institute of Technology. However, only in the mid 1970’s, after the advent of superplasticizers, silica fume both in practice and in laboratory started in several Scandinavian countries: Norway, Sweden, Denmark and Iceland. After then, research work and practical use of silica fume in concrete started in many countries outside Europe. Silica fume and superplasticizer are complementary materials to manufacture self-leveling concretes with great cohesion of the fresh mix. Due to this special behavior, silica fume in the presence of superplasticizer can compensate the absence of fine materials; such as fly ash or ground limestone in relatively lean cement mixtures (about 300 kg/m3). C)The role of viscosity modifying agent (VMA) The use of Viscosity Modifying Admixtures (VMA) is definitely the most Innovative material for the present self-compacting concretes with respect to those manufactured in the 1970’s and 1980’s. These admixtures (0.1- 0.2% by mass of cementations materials) allow the manufacture of self-compacting concrete with a reduced volume of fine materials and Minimizing bleeding and coarse aggregate segregation by thickening the paste and retaining the water in the skeleton. D)Other recent advance for SCC Due to the progress in the last 30 years, concrete can be considered to be one of the most innovative building materials. Even for the SCC technology there are promising advances related to new available ingredients. Two of these are discussed below. Ground Fly Ash Ground fly ash (GFA) was studied by Collepardi et al for manufacturing SCC with improved properties in terms of lower bleeding capacity and higher compressive strength with respect to corresponding concretes where fly ash (FA) or ground limestone (GL) was used as cementations fillers. Table5 indicates that, at equal slump flow properties, in the presence of GFA the bleeding capacity is lower than that with GL or FA. On the other hand, due to its higher reactivity GFA increases the compressive strength of SCC with respect to that of the corresponding mixtures containing FA or GL. Table 5: properties of fresh SCC mixtures Fine powder from recycled aggregates Corinaldesi et al. have found that the use of fine powder from recycled aggregates produced by grinding demolished concrete performs very well as fine filler for the manufacture of SCC. The behavior of this powder in reducing segregation and increasing compressive strength is much better than fly ash and very close to that of silica fume. These results appear to be very encouraging and promising for the production of SCC in agreement with the requirements needed for a sustainable progress. Fig.6 – Cube-compressive strength as a function of time of SCC with ground fly ash (GFA), fly ash (FA) and ground limestone (GL). Mix design Before any SCC (or SFR SCC) is produced at a concrete plant and used at a construction site the mix has to be designed and tested. During this evaluation the equipment and the local materials used at the plant have to be tested to find new concrete mixes with the right mixing sequences and mixing times valid for that plant and material used and also suitable for the element to be cast. Various kinds of fillers can result in different strength; shrinkage and creep but shrinkage and creep will usually not be higher than for traditional vibrated concrete. General requirements in the mix design · A high volume of paste: the friction between the aggregates limits the spreading and the filling ability of SCC. This is why SCC contains a high volume of paste (cement + additions + efficient water + air), typically 330 to 400 l/m3, the role of which is to maintain aggregate separation. · A high volume of fine particles (<80 µm): in order to ensure sufficient workability while limiting the risk of segregation or bleeding, SCC contains a large amount of fine particles (around 500 kg/m3). Nevertheless, in order to avoid excessive heat generation, the Portland cement is generally partially replaced by mineral admixtures like limestone filler or fly ash (cement should not be used as a filler). The nature and the amount of filler added are chosen in order to comply with the strength and durability requirements. · A high dosage of superplasticiser: superplasticisers are introduced in SCC to obtain the fluidity. Nevertheless, a high dosage near the saturation amount can increase the proneness of the concrete to segregate. · The possible use of a viscosity agent (water retainer): These products are generally cellulose derivatives, polysaccharides or colloidal suspensions. These products have the same role as the fine particles: minimizing bleeding and coarse aggregate segregation by thickening the paste and retaining the water in the skeleton. The introduction of such products in SCC seems to be justified in the case of SCC with high water to binder ratio (for house building for example). On the other hand, they may be less useful for high performance SCC (strength higher than 50 MPa) with low water to binder ratio. For intermediate SCC, the introduction of viscosity agent has to be studied for each case. Viscosity agents are assumed to make SCC less sensitive to water variations in water content of aggregates occurring in concrete plants. Because of the small quantities of viscosity agents required, however, it may be difficult to achieve accuracy of dosage. · A low volume of coarse aggregate: It is possible to use natural rounded, semi-crushed or crushed aggregates to produce SCC. Nevertheless, as the coarse aggregate plays an important role on the passing ability of SCC in congested areas, the volume has to be limited. On the other hand, the use of coarse aggregate allows optimizing the packing density of the skeleton of the concrete and reduction of the paste volume needed for the Target workability. Generally speaking, the maximum aggregate size, Dmax, is between 10 and 20 mm. The passing ability decreases when Dmax increases, which leads to a decrease of the coarse aggregate content. The choice of a higher Dmax is thus possible but is only justified with low reinforcement content. Admixtures added to SCC can have a retarding effect on strength and the temperature development in the fresh concrete, and this will have to be borne in mind in the construction process. Suppliers of admixtures can produce various admixtures suitable for different weather conditions and temperatures. Initial mix composition Indicative typical ranges of proportions and quantities in order to obtain self-compatibility are given below. Further modifications will be necessary to meet strength and other performance requirements · Water/powder ratio by volume of 0.80 to 1.10 · Total powder content - 160 to 240 liters (400-600 kg) per cubic meter. · Coarse aggregate content normally 28 to 35 per cent by volume of the mix. · Water/cement ratio is selected based on requirements in EN 206. Typically water content does not exceed 200 litre/m3. · The sand content balances the volume of the other constituents. Adjustment of the mix: Laboratory trials should be used to verify properties of the initial mix composition. If necessary, adjustments to the mix composition should then be made. Once all requirements are fulfilled, the mix should be tested at full scale at the concrete plant or at site. In the event that satisfactory performance cannot be obtained, then consideration should be given to Fundamental redesign of the mix. Depending on the apparent problem, the following courses of action might be appropriate: · using additional or different types of filler, (if available); · modifying the proportions of the sand or the coarse aggregate; · using a viscosity-modifying agent, if not already included in the mix; · adjusting the dosage of the superplasticizer and/or the viscosity-modifying agent; · using alternative types of superplasticizer (and/or VMA), more compatible with local materials; · adjusting the dosage of admixture to modify the water content, and hence the water/powder ratio. In designing the mix it is most useful to consider the relative proportions of the key components by volume rather than by mass. Procedure for mix design An example of a procedure for efficiently designing SCC mixes is shown below. It is based on a method developed by Okamura. The sequence is determined as: A) Designation of desired air content (mostly 2 %) B) Determination of coarse aggregate volume C) Determination of sand content D) Design of paste composition E) Determination of optimum water/powder ratio and superplasticizer dosage in mortar F) Finally the concrete properties are assessed by standard tests. A) Definition of desired air content (mostly 2 %) Air content may generally be set at 2 per cent, or a higher value specified when freeze thaw resistant concrete is to be designed. B) Determination of coarse aggregate volume: coarse aggregate volume is defined by bulk density. Generally coarse aggregate content (D> 4 mm) should be between 50 per cent and 60 percent. When the volume of coarse aggregate in concrete exceeds a certain limit, the opportunity for collision or contact between coarse aggregate particles increases rapidly and there is an increased risk of blockage when the concrete passes through spaces between steel bars. The optimum coarse aggregate content depends on the following parameters: · Maximum aggregate size. The lower the maximum aggregate size, the higher the proportion of coarse aggregate. · Crushed or rounded aggregates. For rounded aggregates, a higher content can be used than for crushed aggregates. C) Determination of sand content Sand, in the context of this mix composition procedure is defined as all particles larger than 0,125 mm and smaller than 4 mm. Sand content is defined by bulk density. The optimal volume content of sand in the mortar varies between 40 – 50 % depending on paste properties. D) Design of paste composition Initially the water/powder ratio for zero flow (Bp) is determined in the paste, with the chosen proportion of cement and additions. Flow cone tests with water/powder ratios by volume of e.g. 1,1, 1,2, 1,3 and 1,4 are performed with the selected powder composition, see Figure7.for typical results. The point of intersection with the y - axis is designated the (Bp) value. This (Bp) value is used mainly for quality control of water demand for new batches of cement and fillers. FIG.7 the typical results of (Bp) values versus slump level E) Determination of optimum volumetric water/powder ratio and superplasticizer dosage in mortar: Tests with flow cone and V-Funnel for mortar are performed at varying water/powder ratios in the range of [0,8 – 0,9]. Bp and dosages of superplasticizer. The superplasticizer is used to balance the rheology of the paste. The volume content of sand in the mortar remains the same as determined above. Target values are slump flow of 24 to 26 cm and V-Funnel time of 7 to 11 seconds. At target slump flow, where V-funnel time is lower than 7 seconds, then decrease the water/powder ratio. For target slump flow and V-funnel time in excess of 11 seconds, water/powder ratio should be increased. If these criteria cannot be fulfilled, then the particular combination of materials is inadequate. A trial with a different superplasticizer is the preferred alternative. Second alternative is a new additive, and as a last resort different cement. F) Concrete tests The concrete composition is now determined and the superplasticizer dosage is finally selected on the Basis of concrete tests. Requirements for constituent materials Cement All types of cements conforming to EN 197 are suitable. Selection of the type of cement will depend on the overall requirements for the concrete, such as strength, durability, etc. C3A content higher than 10% may cause problems of poor workability retention. The typical content of cement is 350-450 Kg/m3. More than 500 Kg/m3 cement can be dangerous and increase the shrinkage. Less than 350 Kg/m3 may only be suitable with the inclusion of other fine filler, such as fly ash, pozzolan, etc. Sand All normal concreting sands are suitable for SCC. Both crushed or rounded sands can be used. Siliceous or calcareous sands can be used. The amount of fines less than 0,125 mm is to be considered as powder and is very important for the rheology of the SCC. A minimum amount of fines (arising from the binders and the sand) must be achieved to avoid segregation. Coarse Aggregates All types of aggregates are suitable. The normal maximum size is generally 16-20 mm; however particle sizes up to 40 mm or more have been used in SCC. Consistency of grading is of vital importance. Regarding the characteristics of different types of aggregate, crushed aggregates tend to improve the strength because of the interlocking of the angular particles, whilst rounded aggregates improve the flow because of lower internal friction. Gap graded aggregates are frequently better than those continuously graded, which might experience greater internal friction and give reduced flow. Admixtures The most important admixtures are the Superplasticizers (high range water reducers), used with a water reduction greater than 20 %. The use of a Viscosity Modifying Admixture (VMA) gives more possibilities of controlling segregation when the amount of powder is limited. This admixture helps to provide very good homogeneity and reduces the tendency to segregation. Additions Additions are commonly used in SCC due to the need for substantial contents of fine particles. All additions conforming to the EN standards are suitable. Specification & Guidelines for Self-Compacting Concrete Due to the special rheological requirements of SCC, both inert and reactive additions are commonly used To improve and maintain the workability, as well as to regulate the cement content and so reduce the heat of hydration. Type II additions can significantly improve the long-term performance of the concrete. Mixing of concrete Before starting production, the employees involved must be informed about SCC and taught how to handle this new type of concrete. Most common mixers can be used for producing SCC. Both forced action mixers, such as paddle-mixers, and gravity mixers, such as free-fall-mixers, are suitable. Truck-mixers can be used but these are less efficient and require more attention and longer mixing times. The mixing time may be somewhat longer than for traditional vibrated concrete and depends mainly on the amount of filler and fine material in the mix. Different mixing orders have been investigated and found to work, e.g. by adding all material at the beginning of mixing or by adding superplasticiser and/or water after a while. Consequently, suppliers have to find their own most suitable mixing order for the concrete mix chosen. SCC is more sensitive to the water content in the mix than traditional vibrated concrete and because of this it is necessary to measure the moisture content in the aggregates and to take into account the water content in the admixtures before the remaining water is added. Ttypical Batching procedure used for construction of millennium tower (in U.K) I. II. III. IV. V. VI. Half of cement, filler, sand, gravel and water were mixed for four to five minutes. All the superplasticiser was added. The remaining cement, filler, sand, gravel and water were added. All the rheology modifier was added. Everything was truck-mixed for four to five minutes. Slump flow was measured. The addition of superplasticiser at a later stage of the mixing leads to better flowability. Useful tests at the concrete plant to verify the mix, in addition to normal testing, are the slump flow, T-50, the Stability Sieving Test (GTM), the L-box and for SFR SCC also the Jring test and the Fiber Content Test. Transport SCC shall be transported by truck-mixers to the construction site if it is produced outside the construction site. Within the construction site the distribution of the concrete can be carried out using a concrete pump, skip or chute but the use of concrete hoppers is not recommended. As the SCC can segregate if it is not agitated properly during transport and waiting-time the truck-mixers must be checked so that they are suitable for this purpose. The truckdriver shall check the concrete drum before filling SCC in it and make certain that the drum is clean and moist but without free water. The delivery note ought to contain the following information in addition to the normal information: · Slump flow – target value and acceptance range. · Production time (time when it was produced). · Remarks if any admixtures shall or may be added at the site. Casting on site Before starting to use SCC (and SFR SCC) at a construction site the employees involved must be informed about this new type of concrete and taught how to handle it. After having used SCC in some castings, it is recommended to have a meeting to evaluate the experience and discuss the results with all the personnel involved. Before the SCC is used at the site, the person responsible for receiving shall check the Concrete visually or by a slump flow test according to the quality plan to see if the consistence is acceptable and make sure that there is no sign of segregation. Fig.8A: Placing of SCC (without vibration) Fig.8B: Placing of SCC in congested reinforcement Surface finish Visual examinations of the finished structural elements revealed dense, compacted homogeneous concrete, although minor surface blemishes were observed. These blemishes were associated with the impermeable shutter and tapered design. However, the finish was considered better than conventional concrete finishes given the extreme construction constraints and requirements (as seen in the figure) Fig.9 show the good surface finish of (SCC) in structure cast in Sweden SCC we have found that the bond between the old and fresh concrete is equal to or better than the case when traditional vibrated concrete is used. Working environment Vibration causes noise that leads to stress on construction sites and is a great nuisance for the surrounding neighborhood. It also has harmful physical impact on workers, such as deafness or “white hands”. Furthermore, vibration is time consuming and when the casting is on the critical path of the construction process it can produce delays and increase costs. By using self-compacting concrete there is no need for vibration, which considerably improves the working environment. The workers and engineers on the construction site were very positive to the use of self-compacting concrete. By eliminating the use of vibrators the working environment was considerable improved. The work on the site was less heavy and the noise from the vibrators was eliminated. Concrete workers who participated in the full-scale trials with SCC were very positive and would prefer to work only with SCC in the future. Cost saving for SCC A Sweden professor called byfors presents costs based on data from Swedish concrete frame contractors indicating that nearly 50% of total construction costs are related to manpower. Furthermore the item “others” includes remedial work associated with making good defects such as honeycombing and grout loss. Byfors concludes that, although material costs will undoubtedly rise as a result of using SCC, saving can be made in labour costs associated with formwork, concrete and remedial work. Item Labour costs (%) Material costs (%) Total costs (%) Formwork 20 12 32 8 12 20 Concrete 4 27 31 Others 15 2 17 Total 47 53 100 Reinforcement Table 6. Construction costs of site casted Test methods Many different test methods have been developed in attempts to characterize the properties of SCC. So far no single method or combination of methods has achieved universal approval and most of them have their adherents. Table 7: Various test methods of the SCC properties in lab. And field Table 8: the acceptance of values for different properties in tests The common test methods 1)- Slump flow test (filling ability) Assessment of test The slump flow is used to assess the horizontal free flow of SCC in the absence of obstructions. It was first developed in Japan (1) for use in assessment of underwater concrete. The test method is based on the test method for determining the slump. The diameter of the concrete circle is a measure for the filling ability of the concrete. It can be used on site, though the size of the base plate is somewhat unwieldy and level ground is essential. It is the most commonly used test, and gives a good assessment of filling ability. It can be argued that the completely free flow, unrestrained By any boundaries, is not representative of what happens in practice in concrete construction, but the test can be profitably be used to assess the consistency of supply of ready-mixed concrete to a site from load to load. Fig.10: Test apparatus Procedures 1)- About 6 liters of concrete is needed to perform the test, sampled normally. 2)- Moisten the base plate and inside of slump cone, 3)- Place base plate on level stable ground and the slump cone centrally on the base plate and hold down firmly. 4)- Fill the cone with the scoop. Do not tamp, simply strike off the concrete level with the top of the cone with the trowel. 5)- Remove any surplus concrete from around the base of the cone. 6)- Raise the cone vertically and allow the concrete to flow out freely. 7)- Simultaneously, start the stopwatch and record the time taken for the concrete to reach the 500mm spread circle. (This is the T50 time). 8)- Measure the final diameter of the concrete in two perpendicular directions. 9)- Calculate the average of the two measured diameters. (This is the slump flow in mm). 10)- Note any border of mortar or cement paste without coarse aggregate at the edge of the pool of concrete. Interpretation of result The higher the slump flow (SF) value, the greater its ability to fill formwork under its own weight. A value of at least 650mm is required for SCC. There is no generally accepted advice on what are reasonable Tolerances about a specified value, though ± 50mm, as with the related flow table test, might be appropriate. 2)- U box test method (passing ability) Assessment of test The test is used to measure the filling ability of self-compacting concrete. The apparatus consists of a vessel that is divided by a middle wall into two compartments, shown by R1 and R2 in Fig. An opening with a sliding gate is fitted between the two sections. Reinforcing bars with nominal diameters of 13 mm are installed at the gate with center-to-center spacing of 50 mm. This creates a clear spacing of 35 mm between the bars. The left hand section is filled with about 20 liters of concrete then the gate lifted and concrete flows upwards into the other section. The height of the concrete in both sections is measured. It provides a good direct assessment of filling ability – this is literally what the concrete has to do – modified by an unmeasured requirement for passing ability. The 35mm gap between the sections of reinforcement may be considered too close. The question remains open of what filling height less than 30 cm. is still acceptable. Fig.11: Test apparatus Procedure 1)- About 20 liters of concrete is needed to perform the test, sampled normally. 2)- Set the apparatus level on firm ground, ensure that the sliding gate can open freely and then close it. 3)- Moisten the inside surfaces of the apparatus, remove any surplus water. 4)- Fill the one compartment of the apparatus with the concrete sample. 5)- Leave it to stand for 1 minute. 6)- Lift the sliding gate and allow the concrete to flow out into the other compartment. 7)- After the concrete has come to rest, measure the height of the concrete in the compartment that has been filled, in two places and calculate the mean (H1). 8)- Measure also the height in the other compartment (H2) 9)- Calculate H1 - H2, the filling height. Interpretation of result If the concrete flows as freely as water, at rest it will be horizontal, so H1 - H2 = 0. Therefore the nearer this test value, the ‘filling height’, is to zero, the better the flow and passing ability of the concrete.