Preparation of Papers in Two Column Format for the Proceedings of
advertisement

FINITE ELEMENT MODELLING OF AXIAL CRUSHES ON ALUMINUM
2024-T4 ALLOY FILLED WITH POLYURETHANE FOAM
M. F. Basiran1,a, A. Othman1,b , S. M. Sharif1,c
a
1Mechanical Engineering Department, Port Dickson Polytechnic, Malaysia.
Email: fitri@polipd.edu.my, bEmail: akbar@polipd.edu.my, cEmail: suhaila@polipd.edu.my
Abstract— In this paper, the numerical studies of dynamic
axial loading of thin-walled metallic Aluminum 2024-T4
alloy extrusion double cell polyurethane foam-filled square
sections were studied and investigated. Nonlinear dynamic
simulations were performed on empty as well on foam-filled
modeling. The dynamics non-linear finite element code
ABAQUS standard and explicit were used to simulate the
buckling and crushing of columns. The influence of filler
material on energy absorption and behavior of double cell
thin-walled square metallic Aluminum 2024-T4 alloy
extrusion were examined. Three main collapse modes were
identified for the crushed model, such as compound
diamond asymmetric, concertina axisymmetric and mixed
mode fold formations. Three different arrangement of
double-cell inner column were examined and investigated.
Filling the polyurethane foams into tubular double cell
played important factor positively influencing the energy
absorption capability. Results showed that the tubular
energy absorption capability was affected significantly by
varying of velocity impact and wall-thickness as well as
arrangement inner tube cross-section. It is also found that
as the filling polymeric foam into thin-walled tube increases
the amount of absorbed energy than the empty columns.
Keywords—Finite element modeling; ABAQUS; Double cell;
Axial loading; energy absorption; foam filled
I.
INTRODUCTION
In many practical engineering systems there is a
requirement for absorbing energy during impact events.
Energy absorbers have been developed which dissipate
energy in a variety of ways for instance by friction,
fracture, plastic bending or torsion, crushing, cyclic
plastic deformation, metal cutting, etc. Numerous energy
absorbers have been developed to dissipate energy in
deferent ways using deferent materials and structures. An
ideal energy absorber, in many of these applications,
should be as light as possible in weight but strong enough
to maintain the maximum constant and controlled
allowable retarding force throughout the greatest possible
displacement length. Thin-walled structures such as
circular and square tubes have been widely used in
automotive and aerospace engineering as impact energy
absorbing devices. A large number of studies concerning
the static and dynamic response of thin-walled tubes
subjected to axial load have been conducted by many
researchers, and some important parameters such as
crushing distance. The dynamic compressive behavior of
thin-walled tubes is more complicated than the quasistatic response.
In recent years, renewed interest has been observed in
the application of cellular structures such as honeycombs,
foams, etcetera as materials for energy absorption
devices. Beside the mass efficiency of such materials
their compression characteristics show that they come
close to an ideal energy absorber, offering a distinct
plateau of almost constant stress in the uniaxial
compressive stress-strain curve up to nominal strain
values of 70 ± 80% [1]. A number of research groups are
currently investigating the mechanical behavior of
cellular materials in order to allow refined predictions of
their mechanical properties. With respect to the definition
of efficient crush elements, however, a combination of
tubular members and cellular filler material seems to be
useful, combining synergistically the advantages of both
types of structures. For example, Researcher and engineer
[1-9] presented results of static and dynamic tests on very
thin circular metal tubes, which were filled with foam. In
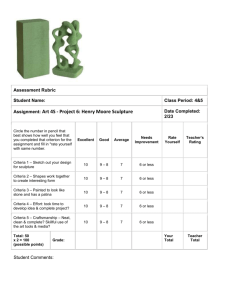
this study, Figure 1 illustrated and showed finite element
model and dimension of various cross-section tubes
including type of arrangement of double cell.
The objective in this study were to determine and
investigate the dynamic energy absorption of various
cross-section of polyurethane foam filled Aluminium
2024-T4 alloy under axial loading using finite element
commercial software’s of ABAQUS. In this study also
were carried out the variable of velocity dynamic loading
and wall-thickness in order to identify the influence of
crashworthiness characteristics.
Figure 1: Geometry modelling of specimen
II.
FINITE ELEMENT MODELING
It is well understood that numerical simulation using
finite element analysis allows wide variety of
optimization. Therefore, ABAQUS/EXPLICIT version
6.10 was used throughout the analysis. The simulation
processes have two differences composition of tubes,
which are monotubal tube (filled and unfilled foam with
single tubes), and a bitubal tube with filing foam into
inner hollow outer tube and outer surface inner tube.
Shell elements are used to model structures in which five
integration points were selected for each simulation
analysis. The two difference wall-thickness was analyzed
significantly, and the stresses in the thickness direction
are negligible. Generally three-dimensional shell
elements are available with three different formulations;
general-purpose, thin only and thick only. Generalpurpose shell elements are valid for use with both thick
and thin shell problems. Furthermore, all general-purpose
shell elements consider finite membrane strains. All
special-purpose shell elements assume finite rotations;
however, they assume small strains.
A. Finite element modeling and crushing parameters
To represent real progressive collapse events, the
velocity and time need to be suitable. Taking a = 196.2
m/s2 as the benchmark since humans can only sustain 20
g of acceleration, value of sufficient crushing time can be
obtained. The initial velocity (V) of the tube is set to be 6
m/s, hence calculated value for crushing time; (t) was
found to be 0.02 s. The other important parameter of
representing crushing event is boundary condition. In
structural analyses, boundary conditions are applied to
those regions of the model where there displacements or
rotations are known. Such regions may be constrained to
remain fixed or may have specified nonzero
displacements or rotations. In this model the encastre (V1
= V2 = V3 = VR1 = VR2 = VR3 = 0) condition has been
used where the top section of the tube is constrained
completely and thus, cannot move in any direction also.
The bottom section, however, is fixed in the horizontal
direction but is free to move in vertical direction (V1 =
V2 = VR1 = VR2 = VR3 = 0). The direction in which
motion is possible is called degree of freedom (dof),
hence this model only has a single degree of freedom. A
mechanical, concentrated force with a magnitude of 500
N was applied in order to initiate the crushing process.
The actual load magnitude is not critical because
ABAQUS will report buckling loads as a fraction of the
applied load. For each analysis test, the crush load is
plotted on the Y-axis and the crosshead displacement on
the X-axis. The total work done (W) during the axial
crushing of the cones are equal to the area under the
load/displacement curve and is evaluated as:
(1)
where, P is the force acting on the thin-walled tube.
Therefore the specific energy absorption per unit mass, E
is recognized as:
W
m
Two types of models were analyzed in this study which
is monotubal and bitubal. The monotubal square models
were arranged as tubular ones, material of Aluminum
2024 Alloy was used to determine the crushing behavior
and having of 60 mm tube and 2.0 mm wall-thickness.
The bitubal models were carried out from two tubes
having outer wall from the same material as monotubal
profiles as well as inner wall of tube. The inner tube has
varied with three different length width including 40 mm
tube and 40 mm diameter and 2.0 mm wall-thickness but
constrained at the same thickness as well as outer tube
thickness. All sections had a length of 200 mm. The
monotubal sections were tested as empty and filled with
the polyurethane foam, while bitubal profiles only with
the foam in between inner and outer tube wall. In this
study the velocity dynamic of impact was applied at 10
and 20 m/s axially onto the frontal crash flat plate
analytical rigid surface.
C. Crushing process
The simulation, which normally is run as a background
process, is a stage in which ABAQUS/Explicit solves the
numerical
problem
defined
in
the
model.
ABAQUS/Explicit is a special-purpose analysis product
that uses an explicit dynamic finite element formulation.
It is suitable for short, transient dynamic events, such as
impact and blast problems, and is also very efficient for
highly nonlinear problems involving changing contact
conditions, such as forming simulation.
It is well known that a nonlinear structural problem is
one in which the structure’s stiffness changes as it
deforms. All physical structures are nonlinear. In this
simulation the stiffness is fully dependent on the
displacement; the initial flexibility can no longer be
multiplied by the applied load to calculate the spring’s
displacement for any load. Results evaluation can be done
once the simulation has been completed and the reaction
forces, displacements, energy or other fundamental
variables have been calculated. The evaluation is
generally done interactively using the visualization
module of ABAQUS/CAE. The visualization module,
which reads the neutral binary output database file, has a
variety of options for displaying the results, including
color contour plots, animations, deformed shaped plots,
and X–Y plots.
D. Validation of finite element model
W Pds
E
B. Material model and properties
(2)
where, m is the crushed mass of the thin-walled tube.
Numerical simulation using finite element codes is
currently an important approach to learn in the crushing
behaviors of foam-filled columns Santosa et al., Hanssen
et al. and Reyes et al. The interaction effect of foam-filled
hat section. H.-W. Song et al. / International Journal of
Solids and Structures 42 (2005) 2575–2600 2581 name
some of the most recent work, used explicit dynamic
finite element codes like LS-DYNA and PAM CRASH to
perform this kind of simulation. Some key issues in the
modeling, such as material model for aluminum foam,
III.
RESULT AND DISCUSSION
With respect to the failure modes of test series monotubal
empty and polyurethane foam filled square extruded
aluminum 2024 alloy profiles with small cross-sectional
dimensions the numerical revealed that progressive
buckling could almost exclusively be observed for some
empty tubes and the foam filled crush elements with
square cross-sections in Fig. 2 to 13. All square
monotubal and bitubal profiles of this analysis test series
having a foam density than the square ones rather showed
local progressive damage, but not typically progressive,
deformation behavior, where the formation of folds began
at different locations, generally not in a sequential
manner. Furthermore, these element models buckled
extensionally with all folds moving outwards, which is
obviously caused by the presence of the foam core. The
extensional deformations are also evident from the
dynamic load compression displacement curves in Fig. 2
to 4, because the load fluctuations are much more
pronounced. Filling polyurethane foam inside of the tubes
was in general accompanied by shorter wavelengths of
the individual folds which is holds true for all element
model test series.
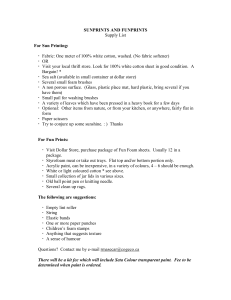
DYNAMIC LOAD (N) VERSUS DISPLACEMENT (M)
30000
25000
DYNAMIC LOAD (N)
contact definition; friction effect, boundary condition and
the bridge from dynamic to quasi-static were discussed.
In
this
work,
nonlinear
finite
element
ABAQUS/Explicit version 6.10 package was employed
to simulate the crushing characteristics of foam-filled
monotubal section. The foam filler was modeled with 8node solid element. The model is highly dependent upon
the mesh quality and mesh size, due to the conditional
stability characteristic for an explicit finite element code.
The difficulty is how to model the polyurethane foam.
Hanssen et al. (2002) gave an exhaustive study on
validation of different available foam models in LSDYNA, and concluded that none of the models managed
to represent all load configurations with convincing
accuracy. Therefore, one must prepared to neglect some
trivial details and focus on the fundamentals while
modeling. After careful validation, material model 63 for
example, crushable foam material in LS-DYNA
(Hallquist, 1998) was selected to model the aluminum
foam in the present study.
The model assumes a constant Young modulus, and the
stress is updated by assuming an elastic behavior in the
implementation. Strain–stress curve of the foam obtained
from the uniaxial compression experiment was input into
the model. Since the aluminum foam filler would undergo
extremely high local compression and distortion, internal
contact algorithm must be applied to the solid elements to
prevent negative volume and numerical collapse. Rigid
body property was assigned to the shell elements, because
no fracture or failure or deformation was observed in the
spot-weld in the experiments. Only half of the specimen
was modeled due to the symmetry character. The load
was applied at the upper end of the specimen with a
constant displacement condition, through a rigid body
which is modeled with shell elements. Validation and
verification of the finite element model is necessary
before an effective partition work could be carried out.
The validation work was carried out on the model of
foam-filled column to check if it could maintain
calculation stability while undergoing very high local
deformation and distortion in the filler, and check contact
conditions as well. Collapse mode and force history
depict a complete crushing process, therefore, both the
simulated collapse mode and force–displacement history
need to be verified with the experiments. For both empty
and foam-filled columns, the simulated and actual
collapse modes are very much alike, even in some
detailed information, such as the folding wavelength, the
number of lobes, and the effective crushing distance. The
comparison of simulated crushing force histories with the
experiments also gives good agreement, for each result of
foam-filled. The simulated mean crushing force is about
10% higher than that measured from corresponding
experiment, because the loading rate in the model was
increased to reduce the solution time for a dynamic
problem.
20000
15000
10000
5000
0
0
0.02
0.04
0.06
0.08
0.1
0.12
DISPLACEMENT (M)
[W-T 0.001m:V 10m/s]
[W-T 0.001m:V 20m/s]
[W-T 0.0015m:V 10m/s]
[W-T 0.0015m:V 20m/s]
[W-T 0.002m:V 10m/s]
[W-T 0.002m:V 20m/s]
Figure 2: Load-displacement result of crushing tube
type A.
Within element model test series monotubal and
bitubal square tubes, which were arranged in different
ways, monotubal, bitubal, and arrangement with
dimension of inner square tube profile, were analyzed.
The inner material profile in Fig. 1 which is 40 x 40 mm
tube and 40 mm diameter was used inside the outer
square filling with polyurethane foam with 60 kg/m3
density. The typical progressive buckling characteristics,
which could be observed in most numerical analysis of
this test series of wall thickness 2.0 mm as well as
variable dynamic impact loading of 10 and 20 m/s, are
evident from the deformed elements shown in Fig. 2 to 9.
The type of A, B and C bitubal square profile also reveals
the higher densification in the outer region of the foam
core due to a multiaxial state of compression illustrated
resulting from foundation effects of the foam with respect
to the profile. Global failure was observed only for the
bitubal foam filled elements.
DYNAMIC LOAD (N) VERSUS DISPLACEMENT (M)
30000
DYNAMIC LOAD (N)
25000
20000
15000
10000
5000
0
0
0.02
0.04
0.06
0.08
0.1
0.12
DISPLACEMENT (M)
Figure 3: Load-displacement result of crushing tube
type B.
This can be traced back to global buckling of the
slender inner profiles, leading to overall buckling of the
whole arrangements The model assumes a constant
Young modulus, and the stress is updated by assuming an
elastic behavior in the implementation. Strain–stress
curve of the foam obtained from the uniaxial compression
experiment was input into the model. Since the aluminum
foam filler would undergo extremely high local
compression and distortion, internal contact algorithm
must be applied to the solid elements to prevent negative
volume and numerical collapse. All filled element
modeling that deformed locally began to buckle in an
extensional mode, but after the formation of some folds
most switched to an inextensional mode, which is typical
for the empty profiles of this type of A, B and C
monotubal. The measured dynamic loads versus
displacement curves from Fig. 2 to 4 also clearly display
the effects of the change of deformation modes. The
bitubal element model show a pronounced load
fluctuation during the load cycles, owing to the
extensional folding modes, which is followed by minor
differences between maximum and minimum loads due to
the inextensional buckling deformations of the extruded
aluminum 2024 alloy tubes.
Furthermore, the dynamic load versus displacement
curves reveal a distinct quasi-steady progress of the
crushing forces which is fluctuating around a more or less
constant value, provided that the average foam density is
not too high. The ascending slope of the force level of
bitubal type of B seen in Fig. 8 which square inner profile
of 40 x 40 mm, however, is due to the foam behavior
itself. The stress - strain curves of uniaxially compressed
foam cores shown in Fig. 8, indicate that for foams of
largest volume and maintain low densities no marked
plateau region can be characterized by more or less
constant stresses, but rather a region of constantly
increasing stresses can be observed thus corresponding
with the measured dynamic load versus displacement
compression behavior of crush elements model filled with
foams of higher volumes. Fig. 10 showed that the bitubal
type of C of the sectioned inner diameter of 40 mm
profile. Noted that element model was crushed far beyond
the stroke length. Whereas the square inner and outer
element model rather tended to buckle inextensionally, a
typical extensional folding mode is apparent from the
square both of inner and outer crush elements of this test
series. Furthermore, many of the investigated elements
started with the simultaneous formation of folds at
different locations, and as a result a local, but not
typically progressive buckling behavior could be
observed. For the first stage this led in combination with
breaking of the global buckling of the tubes.
DYNAMIC MEAN LOAD (N) VERSUS DISPLACEMENT (M)
30000
DYNAMIC MEAN LOAD (N)
25000
Figure 5: Deformation pattern of crushing tube type A
20000
15000
10000
5000
0
0
0.02
0.04
0.06
0.08
0.1
0.12
DISPLACEMENT (M)
Figure 4: Load-displacement result of crushing tube
type C.
The gluing between filler and tubes of element model
obviously caused the lobes to be filled with polyurethane
foam for the most part almost of wall-thickness 2.0 mm
square tube. However, some breaking of the interface can
also be observed for these element models. It should be
noted, however, that the main reason for applying fiction
coefficient for these interaction surface of inner, outer
and foam element geometries model.
A. Mean load efficiency and analysis absorbed energy
DYNAMIC MEAN LOAD (N) VERSUS DISPLACEMENT (M)
25000
20000
DYNAMIC MEAN LOAD (N)
DYNAMIC MEAN LOAD (N)
20000
15000
10000
5000
0
0
0.02
0.04
0.06
0.08
0.1
0.12
DISPLACEMENT (M)
Figure 8: Mean Load – displacement of crushing of
type B
DYNAMIC MEAN LOAD (N) VERSUS DISPLACEMENT (M)
25000
20000
DYNAMIC MEAN LOAD (N)
Regarding the mean load efficiency, distinct
enhancements due to foam filling are shown in Fig. 6,8
and 9 for all investigated crush elements. The filled tubes
of element model test series deliver improvements of up
to 40 ± 50% for all cross-sectional shapes. Even higher
absolute values for monotubal and bitubal can be
observed for the corresponding crush elements model,
mainly owing to the higher mean force efficiencies of the
inner with respect to the combination of tube and foam to
build up mass efficient energy absorption devices it has to
be taken into account that the mean load efficiencies of
the constituents should not differ much. The filling foam
density leads to: (1) an increased tendency for the outer
tubes to buckle extensionally, (2) an increased tendency
towards global failure, (3) but also to the activation of
higher interaction effect. The results obtained for the
different efficiency parameters, which is showed in Fig.
6,8 and 9, are presented for all 3 different types of
element model test series in dynamic mean load versus
displacement curve.
DYNAMIC MEAN LOAD (N) VERSUS DISPLACEMENT (M)
25000
15000
10000
5000
15000
0
0
10000
0.02
0.04
0.06
0.08
0.1
0.12
0.14
DISPLACEMENT (M)
5000
0
0
0.02
0.04
0.06
0.08
0.1
0.12
Figure 9: Mean Load – displacement of crushing of
type C
DISPLACEMENT (M)
Figure 6: Mean Load – displacement of crushing of
type A
Figure 7: Deformation pattern of crushing tube type B
For the empty square profile (monotubal) of element
model test series where an increasing the wall-thickness
of square inner and outer profile the dynamic mean load
will increase opposite of displacement curves. The axial
compression load capacities were crushed progressively
when square profile increases a thickness. The reduction
of the stroke efficiencies can certainly be traced back to
the foam behaviour. With filled with foam into the region
of densification, where the compressive dynamic load
starts to increase steeply and shifted to lower values of
the compressive strain.
Figure 10: Deformation pattern of crushing tube type C
Figure 12: Energy absorption of tube type B
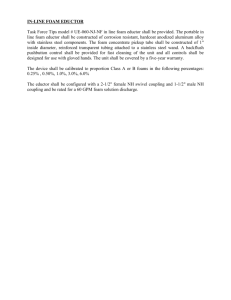
As a result, from Fig. 14, the element model analysis
apparent foam density of 60 kg/m3,a regular progressive
buckling behavior, dominated by inextensional folding
modes and, hence, with not too large energy fluctuations,
while retaining marked efficiency improvements with
respect to the mean load. Because the stroke efficiency
should also remain high for such densities, distinct
improvements of the whole energy absorption capacity
can be expected. To our experience this does not only
apply to monotubal crush elements with square crosssection although the improvements are most pronounced
in this case of bitubal profile. It can be seen in the Fig.
14; the velocity increase will crush faster and
progressively. Even on monotubal absolutely in bitubal.
The type of C apparent the highest performance of energy
absorption capability, however the cross-sectional
dimensions have to be selected carefully in order to avoid
global failure of one of the tubes.
Figure 13: Energy absorption of tube type C
DYNAMIC ABSORBED ENERGY (J) VERSUS DISPLACEMENT (M)
2000
DYNAMIC MEAN LOAD (N) AND ABSORBED ENERGY (JOULE) VERSUS
DISPLACEMENT (M)
1800
DYNAMIC MEAN LOAD (N) DYNAMIC ABSORBED ENERGY (J)
20000
4000
18000
1200
3500
16041.9
800
600
400
200
0
0.02
0.04
0.06
0.08
0.1
0.12
DISPLACEMENT (M)
0.14
11886.6
10970.4
2500
10722.1
9668.98
10000
2000
8998.49
1620.71
8000
7225.21
6163.73
1375.43
721.438
4000 620.385
1592.81
1463.3
1590.71
7734.11
6840.72
1324.79
6137.01
1097.79
5231.9
903.156
1115.38
952.955
6000
1500
1177.72
1074.51
1000
783.784
693.549
619.509
533.087
500
2000
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
[V=10m/s]
[V=20m/s]
0
[V=10m/s]
0
[V=20m/s]
Figure 11: Energy absorption of tube type A
3000
13304.6
11343.3
12000
[V=10m/s]
0
13887.7
14000
15592.9
14706.4
15559.5
16000
1000
DYNAMIC ABSORBED ENERGY (J)
1400
DYNAMIC MEAN LOAD (N)
DYNAMIC ABSORBED ENERGY (J)
1600
Figure 14: Comparison of Energy absorption of type A,
B and C at displacement of 100mm.
IV.
CONCLUSION
With respect to the total energy absorption capacity of
a given crush element, however, improvements are less
pronounced. The reason for this is that the maximal
crushing distances, which may be utilized for dissipation.
It could be shown that improvements are mainly due to
the presence of the inner profiles, which are in general
more mass efficient than the outer ones. Interaction
effects are somewhat less pronounced that for monotubal
tubes. Design considerations, pointing out the essential
constraints for the appropriate choice of foam densities
for the construction of mass efficient crush elements,
have been summarized. Furthermore, influences of gluing
have to be investigated in more detail, because they are
expected to markedly influence the energy absorption
capacity of filled crush elements. With respect to the
design of `optimally tuned' metallic crush elements,
numerical methods could also turn to account, which
allow to gain more insight into the mechanics of such
complex plastic deformation processes.
ACKNOWLEDGMENT
We would like to thank the members of the Mechanical
Engineering Department, Polytechnic of Port Dickson for
their constructive comments, encouragement, and support
the commercial finite element software ABAQUS 6.10
theory and user’s manual.
REFERENCES
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
Reyes A, Langseth M, Hopperstad OS. Crashworthiness of
aluminium extrusions subjected to oblique loading:
experiments and numerical analyses. Int J Mech Sci
2002;44:1965–84.
N. Jones. Structural impact. Cambridge University Press, 1989.
W. Abramowicz. Thin-walled structures as impact energy
absorbers. Thin-Walled Structures, 41(2/3):91{107, 2003.
Mamalis A, Manolakos D, Loannidis M, Kostazos P, Dimitriou
C. Finite element simulation of the axial collapse of metallic
thin-walled tubes with octagonal cross section. Thin-Walled
Struct 2003;41:891–900.
A.G. Pugsley and M. Macaulay. The large scale crumpling of
thin cylindrical columns. Quarterly Journal of Mechanics and
Applied Mathematics, 13(1):1{9, 1960.
Gibson, L.J., Ashby, M.F., 1997. Cellular Solids: Structure and
Properties, 2nd ed. Cambridge University Press, Cambridge,
New York, Melbourne. Gradinger, R.C., Kretz, R., Degischer
Gradinger, R.C., Kretz, R., Degischer, H.P., Rammerstorfer,
F.G., 1996. Deformation behaviour of aluminium foam under
compressive loading. In: Proceedings of JUNIOR-EUROMAT,
26-30 August 1996, Lausanne, Switzerland.
Reddy, T.Y., Wall, R.J., 1988. Axial compression of foamfilled thin-walled circular tubes. Int. J. Impact. Eng. 7 (2), 151 166.
Reid, S.R., 1993. Plastic deformation mechanisms in axially
compressed metal tubes used as impact energy absorbers. Int. J.
Mech. Sci. 35 (12), 1035 - 1052.
Hibbit, Karlsson and Sorensen Inc. ABAQUS 6.10 theory and
user’s manual. Providence: Hibbit Karlsson and Sornesen Inc.,
2010.