P10229 – Composites Autoclave
advertisement

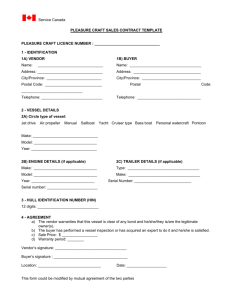
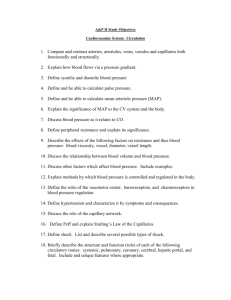
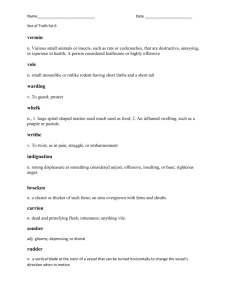
P10229 – Composites Autoclave User Manual and Information Brandon Allen Matthew Brady Brian Cario Matthew DiFrancesco John Mink May 2010 Operation Instructions -- Device Limits -- Safety Considerations -- Improvement Recommendations Table of Contents Purpose 2 General Overview 3 Operating Limits 4 Pressure Limits 4 Temperature Limits 5 Electrical Limits 5 Pressure Vessel Modifications 5 Operation of the Autoclave 5 Overview of Operation Procedure 5 Maintenance of Door and O-Ring 8 Hooking up a new Nitrogen Bottle 8 Safety Considerations Hot Surfaces 8 8 Bottled Gases 9 Pressurized Chamber 9 Entrapment Hazard 10 Door Stop 10 Torquing of Bolts 10 Stability Concerns 11 Vapor Concerns 11 Not to be Modified 11 Realizing Full Potential Parts to be Changed for High-Pressure Operation Recommendations for Full Functionality 12 12 Heating Recommendations 12 13 Controls Recommendations 18 Electrical Recommendations 24 Safety Recommendations 26 1 Purpose This autoclave is provided with the intent of being used for the accelerated curing of composite materials (such as fiberglass or carbon fiber) under temperature and pressure. Curing composites under temperature and pressure helps to eliminate voids within the material, leading to a much stronger part than one made through a simple vacuum bag set up. While the vessel is intended to be used for curing under high temperatures and pressures, there are other uses that the vessel is well suited to. One such use is as a stand-alone oven, since the vessel is designed to withstand up to 400°F temperatures. In order to safely operate at these temperatures, some parts need to be added and some other parts need to be exchanged. See the “Realizing Full Potential” section later in this document for more information. 2 Another use for the vessel other than as a composites autoclave is as a simple pressure chamber. In fact, this is all that the vessel is currently capable of. The vessel was designed to withstand up to 150 psig operational pressures. However, the vessel is currently capable of only operating at up to 15 psig, but with the exchange of a couple of parts (see the “Realizing Full Potential” section below), the higher pressures are attainable (certification is also required). For composite resins that do not benefit from elevated temperatures, this will be the mode in which the autoclave should be operated. In addition to use as a pressure chamber, the vessel can also be utilized as a vacuum chamber. The vessel is capable of withstanding the external pressures accompanying internal vacuum conditions, and is even ready to operate this way immediately. There is a vacuum port hookup on the side of the vessel which is intended to be used as a pass-through with which to maintain a vacuum inside of the bags the composite parts are laid up within. By leaving the internal vacuum line unconnected, and switching on an external vacuum pump, the entire chamber is capable of being evacuated to vacuum conditions. The same safety precautions that accompany pressurization of the vessel also should be observed for evacuating the vessel. Please note, the autoclave is not intended for use as a medical sterilizer, and is not to be used as such. General Overview As delivered, the autoclave consists of a tubular tank with a front hinge-mounted door. This door is fastened shut using (20) 1.25-inch diameter studs and nuts, which require a two-inch hex drive to operate. The vessel sits on a stand which holds the tank through the use of a pair of red ratchet straps; these are intended to prevent both rotation and tipping of the vessel during normal use. There are also numerous pass-through ports mounted to the vessel, two pairs of three near the door, one on the back end of the vessel, and a smaller one mounted to the center of the door. The rear port is merely sealed with a cap at this time, but is intended for use with a future heat circulation system (blower motor shaft pass-through). The port on the door is intended for mounting a pressure gage to. One of the remaining six ports has a plumbing manifold coming off of it, with an inlet regulator (to be connected to a nitrogen bottle source), an emergency blow-off valve (currently set to approximately 20 psig), and a venting port. The blow-off valve is not to be removed or defeated in any way. There are also two ball valves integrated into this manifold, the one between the port and the regulator is the pressurization valve, used to pressurize the vessel, while the second ball valve is used to vent the pressure within the vessel. At the outlet of the manifold is a fitting for attaching a 3/4-inch line to a fume hood. This line should be connected and routed so that it feeds into the fume hood, and the fume hood should be running throughout the ENTIRE duration of the vessel operation. 3 The remaining ports also merely have caps over them, and are intended for future use as electrical passthroughs for heaters and internal instrumentation, and any other future needs. Operating Limits Pressure Limits As delivered, the autoclave is capable of safely withstanding up to 15 psig pressure. There are numerous plumbing components on the vessel which are not capable of withstanding much more pressure than this, and so the emergency blow-off valve built into the vessel is set to trip at 20 psig, enforcing this limit. The upper valve is for outlet while the lower is the input. The autoclave was designed to be able to withstand much higher pressures than the current 15 psig, however. The vessel itself along with all pass-through ports is capable of safely operating at upwards of 150 psig, but some components will need to be switched out to be able to attain this pressure. These components are listed in the “Realizing Full Potential” section at the end of this document. 4 Temperature Limits There are no heaters or insulation built into the autoclave, and so as delivered the autoclave has no heating capability. Several components built onto the autoclave are also incapable of withstanding temperatures. However, the autoclave was designed with the intent of adding heat capability later on, and as such the vessel was designed with the expectation that up to 400°F temperatures could be realized inside. Achieving these elevated temperatures requires a number of components be replaced and others added on, all of which are discussed in the “Realizing Full Potential” section. Insulation will also be needed for any heating method, which is also discussed in the later sections. Electrical Limits As supplied, the autoclave has no electrical system and as such there are no limits to be concerned with. In the future, however, a complete heating and control system is intended to be integrated, and therefore care will need to be taken to ensure that the electrical circuit is not overdrawn. See the “Realizing Full Potential” section later in this document. Pressure Vessel Modifications UNDER NO CIRCUMSTANCES SHOULD ANY PART OF THE AUTOCLAVE VESSEL BE MODIFIED. This includes welding any parts to the vessel or vessel door, any drilling of the vessel or vessel door, and any other physical modifications to the vessel itself. A hydrostatic test was performed on the finished vessel to ensure that it could safely withstand elevated pressures, and any modifications to the vessel may reduce this safe operating pressure. Many pass-through ports were provided to allow for electrical, pressure, and other connections to the inside of the vessel; these were included in the hydrostatic test. These ports themselves should not be modified in any way either. The plugs that screw into these ports are replaceable and can be modified, but care should be taken to use hardware that can withstand the pressures. Modification of these plugs should also be done in such a way to ensure proper pressurecarrying abilities. Operation of the Autoclave Overview of Operation Procedure There are two ball valves integrated onto the pressure vessel. One controls the flow of the inlet gas, while the other is used to vent the pressure within the vessel. This second valve is located near the 5 copper line which should be routed into a running fume hood. The first valve is located near the inlet pressure regulator. These valves should be either fully open or fully closed at all times. All parts should be placed within vacuum bags before being placed within the autoclave. Small parts can be placed right onto the internal rack. If desired, these parts should be tied down to the rack and/or the internal longitudinal rails so as to prevent them from shifting during operation. The vacuum ports on the vacuum bags should be hooked up to the internal vacuum port pass-through. The outside of this port should be connected to a vacuum pump, and the vacuum pump should be then switched on. If any leaks are detected in the vacuum system, these should be corrected before moving on. The door should now be closed and bolted shut. Every bolt should be inserted and tightened down, however for low-pressure applications (15 psig), every other bolt is sufficient. For 15 psig pressures, the torque is not critical, but the bolts should all be wrench-tightened. For higher pressures, see the “Bolt Torque” section in the “Safety” section below. At this point ensure that the ball valve on the manifold that vents the pressure is fully closed. Also ensure that the manifold exhaust line is connected and properly routed into a fume hood, and that the fume hood is running. 6 After ensuring that all bolts, caps, and other fittings connected to the vessel are tightened appropriately, the inlet regulator should be set. The inlet regulator is connected to the braided hose from the nitrogen tank. This regulator should be set to the desired internal pressure of the autoclave, which currently is limited to approximately 15 psig. With the exchange of the parts referenced in the “Realizing Full Potential” section, this regulator is capable of handing the full designed 150 psig in the future. Now that the desired pressure is set, the ball valve connected to the inlet regulator can be opened to pressurize the vessel. This valve should be opened completely, not partially, and should be left open until the curing process is complete. After the curing process is complete, the inlet ball valve should be shut and the vacuum pump turned off. The vent ball valve, connected to the outlet of the manifold on top of the vessel, can now be opened to vent the pressurized gas into the fume hood. Once gas flow out of the vessel has ceased, the bolts on the door can be unfastened and the door opened. The vent ball valve should also be shut at this time and the fume hood may be turned off. 7 Maintenance of Door and O-Ring The vessel door needs light maintenance to ensure that a proper seal will occur during use. Periodically, grease the o-ring. Also, whenever the vessel door is closed, ensure that a couple of bolts (opposite side from the hinge) are inserted through the flanges and tightened at least hand-tight. This will reduce wear and tear on the hinge. Hooking up New Nitrogen Bottle When attaching a new bottle of Nitrogen to the autoclave, crack open the valve briefly to blow out any dirt that might be in the nozzle before attaching the inlet hose to the tank. Note that no Teflon Tape or any other sealing compound should be used for this connection; the connection is a flare type fitting. For the connection between the hose and the regulator, however, an appropriate sealing compound should be used. Safety Considerations Hot Surfaces Once heating is integrated into the vessel, care will need to be observed while the vessel is being heated. Insulation around the vessel will be necessary, and around the extended surfaces such as flanges and pipe fittings. However, the inside of the vessel will still be extremely hot after a curing operation, and therefore care should be taken when removing parts that have just been heated. In these conditions the inner wall of the autoclave in particular will be very hot, and should not be touched. Use of heat-safe gloves is recommended; alternatively, do not fully open the door until the inside has sufficiently cooled so as to prevent personal injury. Furthermore, since the gas within the pressure vessel is to be heated potentially to very high temperatures well above the level where burns can occur, neither the door nor any other ports should be opened until all pressure within the autoclave has been vented through the exhaust line into a fume hood. 8 Bottled Gases The autoclave is pressurized using bottled nitrogen gas. This is an inert gas ideal for autoclave operation, especially when heating is integrated. Proper handling procedures should be observed with these bottles, as misuse can result in major damage to person or property. Never open the valve when the tank is disconnected from the inlet regulator on the autoclave. Similarly, do not open the pressurization ball valve unless the vessel is fully sealed and ready for operation. Also, any protective cap that comes with the tank should be put in place when the tank is not hooked up. Use a cart for moving the tanks, and ensure that the tank is restrained from falling off of the cart. Usually appropriate carts will have a chain or strap for this purpose, ensure that it is used. Make sure the valve cover is in position before moving the tank. Once the tank is in the desired position alongside the autoclave, use the strap on the clamp to secure the tank to the vessel. The above are just general guidelines, make sure to follow all RIT procedures for handling high-pressure tanks. Pressurized Chamber While in operation, the autoclave is under high pressures which can cause injury if allowed to escape. Even at low pressures such as 10 psig, the force on the door alone is hundreds or even thousands of pounds, and as such proper safety precautions need to be observed while operating the vessel. Ensure that all fittings added to the vessel are tightly sealed (using Teflon Tape or the like), and are rated to handle the pressures that will be used. The fittings supplied with the manifold are not all rated for pressure, and should all be replaced should operating pressures exceed 15 psig. This is discussed further in the "Realizing Full Potential" section later in this document. While pressurizing, if any leaks are observed, close the pressurization valve and vent the pressure. Then correct the leaks before proceeding. Furthermore, ensure that all pressure has been evacuated from the vessel before attempting to open, or even slightly loosen, the door or any of the pass-through ports. Failure to vent all pressure before doing these tasks may result in personal or property damage. The pressure gage on the door is intended to provide feedback on the internal pressure toward this end, ensure that the gage reads zero BEFORE loosening ANYTHING. 9 Entrapment Hazard The pressure vessel is large enough for a person to be closed within. Under no circumstances is any person, pet (or any other object that is not intended to be autoclaved) to be left inside the vessel while to door is shut. Before closing the door, ensure that all personnel is safely outside of the vessel. Door Stop A spring-loaded door stop has been integrated into the pressure vessel. This stop is intended to hold the door in an open position, and must be released in order to close the door. In order to release it, simply pull upward on the handle and swing the door shut. If desired, the handle can be turned 90 degrees to keep it retracted. However, if the door is to be left open, the handle should be released such that it prevents the door from closing prematurely. Torquing of Bolts Torquing the bolts and all plumbing fixtures on the vessel properly is the key to preventing leaks during operation. For low-pressure applications such as 15 psig maximum working pressure, the door bolts need only be tightened wrench-tight, and only a few equally-spaced (circumferentially) bolts are needed. For higher working pressures than this, the bolts should be tightened (to approximately 200 foot-pounds for 150 psig, less may be possible at intermediate pressures), and ALL bolts should be used. 10 Should leaks be observed during pressurization, stop pressurizing (close the pressurization valve), evacuate all pressure (via the dump valve), and tighten the bolts further. The same is true for the caps and plugs for the pass-through ports. The plumbing manifold should also be tightened such that no leaks occur; the use of Teflon Tape greatly helps with sealing the threads. Stability Concerns With a vessel that weighs over 1000 pounds empty, tipping is a concern. The stand for the vessel was built wide and low so as to lower the center of gravity and prevent a tendency of the vessel to tip. Furthermore, the majority of the weight of the vessel is near the front, and when the door is opened, the center of gravity is close to the front of the stand. Therefore, a pair of ratchet straps have been included which secure the vessel to the cart. However, care should be taken to not place any additional weight on the front of the vessel, particularly when the door is open, as the vessel is still capable of tipping forward, and should it tip sufficiently far forward, major injury may result. Securing the stand to the floor, if possible, is recommended. There are a total of four caster wheels on the autoclave stand which are to make moving the vessel easier. While the vessel is not being moved, however, the wheels should be turned outward and all wheels should be locked with the integrated brake to ensure that the vessel does not move. Turning the wheels outward further helps with stability. Vapor Concerns Curing of composite resins often releases noxious and/or toxic fumes which should not be breathed in. This is particularly an issue when cured under elevated temperatures. Therefore, no ports (including the door) should be loosened until all pressure has been vented from the autoclave through the exhaust line only into a running fume hood. This will also ensure that the pressurized Nitrogen is not released into the room where it could potentially make the air unsafe to breathe. NOT TO BE MODIFIED The pressure vessel as delivered is not to be physically modified in any way aside from switching out components in the pass-through ports. Any changes to the vessel including welding or drilling can weaken the vessel and may render it unsafe for pressurized applications. Furthermore, any modifications to the pass-throughs such as the assembling of new fittings in these ports should be properly tested for safe pressure handling before full operation. 11 Realizing Full Potential Parts to be changed for high-pressure operation The following components delivered with the autoclave should be exchanged for proper pressure-rated ones if internal pressures are to exceed 15 psig: ALL black or galvanized plumbing components making up the manifold on the top of the tank need to be replaced with appropriate pressure-rated fittings. The pressure rating may vary depending on application, but should exceed the maximum pressure that the vessel may experience (determined by the pressure at which the blow-off valve vents). The blow-off valve needs to be replaced as well. It is set to vent at 24 psig and bleed down to roughly 20 psig, so a desired operating pressure exceeding this requires a new valve. In ordering a new one, order the blow-off pressure to be only slightly above the maximum operating pressure desired (i.e. if the maximum operating pressure is to be 100 psig, the valve should be set to blow at a pressure no higher than 120 psig). Please note that ASME certification will be necessary to properly operate the autoclave at higher pressures than 15 psig. As the vessel has been submitted to a test over twice the designed pressure, while the ASME test is at 1.5, the vessel should pass certification, but the process needs to be undertaken for these higher pressures. Recommendations for Full Functionality To realize the full functionality of the autoclave similar to that of a commercial system, the additions of a heating system, insulation, and a full controls system are necessary. This will generate a very userfriendly experience with additional safeties built in. The recommended components and some reasoning for their selection are included below. Users may desire a different solution, but such solutions should consider the initial design parameters for the autoclave and should make sure that they do not violate the integrity of the pressure vessel (no welding, cutting, or drilling of the vessel under any circumstances!). The full versions of these recommendations are also included on the P10229 EDGE website (http://edge.rit.edu/content/P10229/public/Home). It is recommended that another Senior Design Team complete these improvements to the vessel. As the majority of the mechanical work is done, one Mechanical Engineer should be required (heating and mechanical integration), along with a couple software engineers (for programming the interface) and an electrical engineer (wiring/controls) should result in the best possible system. While such a team may 12 decide on different methods than those selected and discussed below, consideration should be given to these options. Heating Recommendations Heating Load to Overcome In analyzing the pressure vessel for the heating load, it was determined that a total of approximately 8.6kW would be needed to heat the vessel up to a full temperature of 400 degrees Fahrenheit. An additional 1kW would be needed to heat the volume of Nitrogen gas at 150 psi pressure within the vessel. See the Heating Analysis Document (/public/Analysis_Files/Heating analysis summary.doc) for more details. The CAD files used for analysis are also in the Heating Analysis Folder (/public/Analysis_Files/Heating FEA/) in Pro Engineer format. Thus it was decided to go for a heating capacity of 12kW so as to allow for heating up the carbon-fiber parts and molds (which will have low thermal mass due to a lack of steel comprising the molds). At least this capacity is recommended, though perhaps more will be deemed necessary by future groups. Heating System Method Heating Elements For the actual heating method, Incoloy-sheathed tubular heating elements were selected through our concept selection, and in fact the use of these elements is the most common for electrically-heated pressure vessels in the industry, as determined by our research. Several companies exist that provide these elements online, including http://hotwatt.com, http://omega.com, and http://tempco.com. In searching for ~240V capable elements (we attempted to avoid 440V due to the relative scarcity of such outlets), two were found on Omega that would suffice. These were part numbers TRSS-10065/240V--a 6kW unit, 100" long-- (had a stainless steel sheath however) at $285 each, and TRSSN-7065/240V--a 4kW unit, 7-" long-- (also stainless steel sheath as opposed to the desired Incoloy) at $195 each (at the time of this writing, March 2010). These elements would have to be ordered as a straight section and bent ourselves into the desired configurations, and minimum bend radii were not specified, though discussion with the company may well find out such specifications. Furthermore, annealing would need to be specified so that these could be field-bent, possibly adding additional cost. In calling up Tempco, a number of options totaling 12kW were found, all in fully annealed Incoloy sheathes, meaning that they could be ordered and then bent, no special instructions for ordering would be needed. Minimum bend radii were specified for field bending (see the document "Tempco Tubular Heaters.pdf" in the Components folder on EDGE), and the option to have Tempco bend them was also possible. Unit sizes from 2kW each (6 would be needed) up to 6kW were available in stock. Due to the available 3-phase power in the lab which we initially intended to use, it was deemed simplest to use three equally-sized elements to balance the phases, and so THE04059 was selected, at a cost then of $131.05 each. Part numbers THE04056 (2kW), THE04058 (3kW), and THE04061 (6kW) were also available. These elements offered the highest current density, allowing for shorter lengths to attain the necessary power. Similar 13 elements are recommended, though the possibility of some sort of heater to wrap the vessel is possible. These elements were planned to be placed right in front of a blower in order to maintain uniform temperature within the vessel. Mounting the Heaters We also planned to order bulkhead connectors for each element from Tempco (at a cost of $34.95 per element) to facilitate easy connection to a mounting plate, though other possibilities exist which might be desirable for future teams. Crimping the elements onto a plate was proposed in the Tempco literature, but the connectors offer a simple thread-on connection through a plate, making for very simple installation. We also planned to order these elements with a standard stud for connection, which is simply a threaded stud at the end of each element with a couple of nuts. A ring terminal connector could then be sandwiched between these nuts to connect power cables. A simple bent plate was devised to mount the elements to which could then be attached to the internal liner or internal rails of the vessel, allowing for removal and maintenance of the elements. 14 Bending the Heating Elements The bend formation, shown below, was selected so as to ensure that the long (69” overall) heating elements would fit within the diameter of the vessel while still presenting the maximum surface area to the circulation fan. This would help to ensure maximum uniform heat distribution within the autoclave. Locating the elements near the rear of the vessel, as opposed to running them along the top of the vessel lengthwise, in addition to presenting the most surface area to the fan, does not impede on the working diameter of the vessel, and also removes a potential safety hazard of still-hot elements near where operators may be removing finished parts. 15 Heat Circulation Concept Overview The heat circulation system was also designed for this vessel, and consisted of an externally-mounted motor with a shaft passing through a shaft seal into the pressure vessel with a fan blade attached to the end. A fairly common method of circulation in autoclaves according to our research, this mechanism would sit on the very back of the vessel and would ensure an even distribution of the heat within the pressure vessel. The heating elements would be arranged in front of the blower so as to provide maximum effectiveness. The CAD models are also available in the CAD models folder (/public/CAD_Models/Matt D.-ProE) in Pro Engineer format. Needed Airflow - Blower Motor, Fan Blade Part numbers are listed in the BOM (/public/Team_Documents/BOM.xls - on the Sub-system Breakdown tab) for the chosen parts. According to research from several places, including the PDF file (/public/Reference_Materials/General_Reference/Autoclave Cure Systems.pdf) and Wikipedia (wikipedia:Autoclave_(industrial)), it is fairly standard for the linear rate of airflow within an autoclave to be between 250-500 fpm through the length of the vessel. For the 20” internal diameter of this autoclave (accounting for 2" of insulation around the inside), that amounts to between 785-1570 cfm of air flow. This is over the open area of the vessel, so we chose the approximate mid-point of 1000 cfm as the target for the blower/fan arrangement, knowing that parts, racks, and such would take up some of the volume of the vessel as well. The selected fan blade (from http://grainger.com) will generate this 1000 cfm when powered by a 1/50 hp motor rotating at 1550 rpm, which the selected motor will provide according to the listed specifications. Attempts were made to find blowers rated to operate within a heated environment of up to 400F, but no commercially available units were located (most were development units for various companies, and prohibitively expensive). Therefore the motor was to be mounted externally with a shaft seal in the vessel itself allowing the shaft to pass through and turn the blade. 16 Mounting the Circulation System The intent, for simplicity of future maintenance, was to mount the motor directly to a plug that would thread into a rear bulkhead pass-through port that RG&E would weld onto the vessel. Without any foreknowledge of the exact profile of the rear cap, the length of shaft needed to ensure that the fan blade would be removed from the walls an appropriate amount was indeterminable, and so the crosssectional CAD model is just an approximation of the lengths needed. Basically, the shaft seal would be placed into a properly machined groove in the plug, with a steel tube welded onto the end. A bearing in the end of the tube would provide a proper bearing surface for the shaft to rotate on, and the fan blade would be mounted to the shaft. Therefore, when the shaft seal needs replacement, the entire assembly (minus the blade, which would need to be removed beforehand from inside the vessel) can be removed and the plug/seal/shaft assembly replaced (the seal is by far the most expensive component of this assembly). For reference, the shaft seal selected is indeed rated to 400F (actually 450F) operating temperatures according to the specifications listed on http://mcmaster.com. Finding seals that can handle the high temperatures was in fact the toughest part, as most seals are not rated for high temperatures, merely high pressures. The pressure rating is not an issue with this seal, at 250 psi for air, compared to the maximum designed operating pressure of 150 psi. The blower motor was to be mounted onto the plug as well, through a bracket arrangement. This motor is an 115VAC motor, which would be simple to wire in, as it can run on a standard wall outlet if needed (incidentally drawing less than 1 Amp of current at full load), though integration into the main power feed to the vessel to limit connections to just the one plug would be desirable for ease of operation. While a different team may come up with a different concept for heat circulation, this one should be simple to implement and meet the needs of circulation within the vessel. Summary of Components The major components used for the initial design are listed below, other components such as metal for a mounting bracket are not listed here. Heating Elements (3) o Company: Tempco (tempco.com) o P/N: THE04061 Blower Motor o Supplier: Drill Spot (drillspot.com) o P/N: 58459 5/16" Shaft Seal o Supplier: McMaster-Carr (mcmaster.com) o P/N: 13125K76 Fan Blade o Supplier: Grainger (grainger.com) 17 o P/N: 2UJU3 Insulation (already purchased) o Supplier: ATS Acoustics (atsacoustics.com) Controls Recommendations Note (Before Continuing) One cannot build a useful or effective control system without understanding both user needs and system functionality, therefore anyone reading this document should start with the Heating & Electrical Recommendations as to understand what type of system they are designing. Please read the safety recommendations, which can be found later in this document, before performing any modifications. Control Recommendations (Introduction) Here you will find recommendations for the Controls design of the composites autoclave. While P10229 will not be implementing any control system, the conceptual designs are found below. Safety Recommendations can be found at the end of this document which reiterates many of the precautions we are taking in our design to reduce failures and maximize safety in the event of any failure. General Background Information This composite autoclave will ideally be capable of achieving 400 F at 150 psig. However, due to safety concerns, the system pressure should be limited to 15 PSI unless special permission is granted. It is also important to note that some items take this into account, and will not operate at the target 150 psig. A list of these items, as well as the max operating pressure, can be found in this document and should be verified by checking each items' specification sheet as provided by the company. Heating Overview This vessel requires substantial amounts (several kilowatts) of power to achieve the desired goal of 400F thus making it necessary to go beyond the standard 120V line, to a 3-phase 220V line (see electrical recommendations for more details on this decision). Using a 3-phase line with 3 heating elements means that each element can be placed on a different phase. A fan is used to maintain a relatively constant temperature throughout the vessel, and therefore this fan must remain on as long as the autoclave is operating. Heating Measurement The heating measurement can be done by using the existing thermistors. They should be placed throughout the autoclave to verify that both the heating system is working and the fan is maintaining a constant temperature throughout the vessel. Thermistors by definition are resistors which change 18 resistance as a function of temperature. Therefore one must simply measure the resistance and then compare that number to the table supplied by the manufacture to find the corresponding temperature. *( /public/Components/Thermistor Characteristics.pdf) -- Thermistor Spec Sheet Heating Control Simple Design Our design implements relays to control the heating. These offer a simple on/off and allow a single output to control all 3 relays (one relay for each heating element). This allows for extremely simple control system with relatively decent accuracy, however there are certainly improvements to be made as this is not the ideal design. Improvements While relays are simple and cheap, they are certainly not the most powerful option. Relays have a limited lifespan which is related to the number of times they are switched. This means that the more accurate you design the heating system, the shorter the lifespan of the relays since more accuracy means more cycling. This can be overcome by using power transistors, which are solid state devices and thus have no moving parts. They are designed to operate at high currents, and can easily be designed to act as relays. However being analog by nature, once can use power transistors to pull the exact amount of power 19 needed to offset the heating, or at least get close. This would improve efficiency by not overheating the system and increase lifetime of the transistors. Therefore, if budget allows, this is strongly recommended. Pressure Overview As previously mentioned, this vessel is capable of being pressurized up to 150 psig however the design is not capable of delivering and maintaining that pressure as a combination of cost savings and safety. Low Pressure Design A low pressure (20 psig) safety valve is already included in the existing autoclave. To run the Autoclave safely at a high pressure the aforementioned plumbing fittings must be replaced along with the blow-off valve. A valve with the appropriate pressure rating can be selected from a list under McMaster Carr part number 4673K71. Control System DAQ vs. PLC (Nomenclature) While industry experts divide hardware control systems into numerous sub divisions, these will be ignored for the remainder of this discussion. The hardware control system we recommend is referred to as a DAQ (Data Acquisition Unit) by NI (National Instruments). However it is quite similar in operation and capability to a PLC (Programmable Logic Controller) and therefore, we shall refer to this piece of hardware as a PLC throughout this discussion, since PLC is a broader term. Overview The control system is comprised of two parts, a PLC and a PC (Desktop Computer) as shown in this figure: 20 as well as in /public/Drawings/Block_Diagrams/Block_Diagram_PLC.vsd. While either part is single-handedly capable of acting as a control system, using both parts allows for a more stable and more user friendly control system. The DAQ is much more stable than a computer, and is easier to program & interface with hardware (such as the pressure transducer and thermistors) as the PLC we chose can be programmed using LABVIEW and has several I/O (Input & Output) ports. The computer offers permanent storage and an excellent HMI (Human Machine Interface) as one can use a keyboard, mouse, full size monitor, and any other of input devices with minimal effort. Therefore it is important to use both of these devices to complement each other and create a system which is more versatile, robust and easier to use than either device could produce alone. PLC Overview The PLC offers an extremely stable system and numerous I/O ports which are straightforward to interface with circuit elements such as a thermistor and pressure transducer. Each PLC has a different set of design tools which can be used to program the PLC, the easiest for this PLC is almost certainly LABVIEW. Software Design The software loaded onto the PLC should simply act as a control system, requesting instructions one at a time from the computer and running each instruction (consisting of target temperature, target pressure & desired runtime) the specified time before asking for the next instruction, running each instruction in order until the process (a set of instructions) is complete. During each instruction, the PLC should simply regulate the temperature and pressure using the hardware as described above. The software flowchart 21 (/public/Drawings/Block_Diagrams/Software Flowchart.vsd) shows a step by step list of each condition the PLC should evaluate. Computer Overview The computer offers several advantages over a standard DAQ or PLC. First of all, the computer has nonvolatile memory, offering the ability to save data without power. This is extremely useful if you want to run the same process multiple times, as one could easily save a number of different processes on the computer and easily retrieve them at a later date. Second the computer offers more control to the programmer, especially with respect to the GUI and overall appearance of the autoclave interface. This control can translate directly into both more power and easier use for the operator. It is difficult on a small touch screen, or even an LCD (Liquid Crystal Display) with push buttons, to design a processes with numerous steps or to load/save processes. Software Design Therefore one should create a program on the computer which simply acts as an interface to the PLC. This program should allow the user to easily design complex processes with a number of instructions as well as offer the ability to load/save these processes. However, to minimize damage from computer failure, the computer will only send the instructions to the PLC, and will not take any part in controlling/regulating the autoclave itself. Suggested Parts (Control System Only) Note: Please see the appropriate sections to find the required materials & parts for the Heating & Electrical components. Thermocouple o Company: Digikey (Digikey.com) o Part # 290-1911-ND o Company: Test Products International(tpi-thevalueleader.com) o Part # GK11M High Temperature High Pressure Transducer o Company: Omega (omega.com) o Part # PX91N0-10KSV 22 PLC/DAQ o Company: National Instruments (NI.com) o Part # NI USB-600 Relay for Heating Elements o Company: MPJA (MPJA.com) o Part # 501-00010 Upgrades to Higher Pressure Design Safety Warning As previously stated, this autoclave should not be run above 15 psig without special permission as well as knowledge of appropriate risks & safety precautions for pressure vessels. This vessel should NEVER be run above 150 psig. Please read the safety page (found below) before making any upgrades/alterations to any portion of the autoclave. Required Modifications 23 In order to safely use the autoclave at a pressure higher than 15psig several parts must be replaced. The pressure blow off valve should be replaced with one of similar design but with a higher blow-off pressure. The desired pressure can be selected from a list under McMaster-Carr part number 4673K71. In addition to this all external manifold black pipe and galvanized fittings should be replaced with pressure-rated versions. The braided stainless steel hoses, ball valves, and Mueller plugs and caps supplied with the Autoclave pass-throughs can be re-used at high pressures. Current Design The current design includes a safety valve which automatically releases at 20 psig. Obviously, this needs to be replaced with one that would allow up to 150 psig while simultaneously preventing unsafe pressure, such as a 175 psig valve. Safety Safety information can be found in the Safety Recommendations section. Electrical Recommendations Electrical Recommendations Introduction Here you will find recommendations for the Electrical design of the composites autoclave. While P10229 will not be implementing the electrical control, designs were still thought out and some pieces have been designed for certain components. Suggested Parts Electrical Supply Three-Phase 240V Safety Switch: McMaster Carr #7524K22 o 3 wire, 60A max switch o Fusable to desired value o $83.89 Electrical Components High current bulkhead connector: PAVE Technology Co. 2028 o 5-8AWG wires o Threaded Connector 24 o $270.00 Heating coil relay: Crouzet #GA312D45Z o 3-phase up to 660Vac at 45A output o 4-32Vdc control voltage o $132.29 General Information When reading through the following recommendations, please reference the Electrical Control Schematic: Temperature Reading Circuit Design Using a National Instruments DAQ as the basis for all circuit design, the input to the DAQ needs to be 02V for an acceptable Tolerance. Knowing that the thermistors in the chamber have a maximum ambient temperature of 10kOhms and a minimum resistance of 30Ohms. Using Ohms Law we find that the maximum current is: 25 Knowing that the current through the loop is 100mA, the voltage drop across the resistor can be found to be 2V. This is not the most efficient circuit, but was done so for cost savings. If a more efficient circuit is desired, a signal conditioner can be used. These are readily available and can be found for any desired conversion factor wanted. The thermistors will be run to the outside of the chamber through two PAVE 1588 connectors which consist of 9-22AWG wires. These have already been purchased and can be re-routed as necessary. For P10229's contribution to the autoclave, the thermistors will be connected directly to a temperature gauge, but when a control system is implemented in the future these can be reconnected to the DAQ for proper interfacing. Heating Control Circuit Design Using the Crouzet #GA312D45Z 3-phase relay to control the on/off state of the heating coils, the DAQ will send a signal to open or close the circuit depending on the feedback from the temperature reading circuit. Also hooked in series with the feed will be a thermal fuse which will cut the feed to the circuit if the vessel experiences overpressure. A suggested value for the thermal fuse is 450 degrees Fahrenheit which will allow for some fluctuation around the 400 degree Fahrenheit maximum temperature. Safety Recommendations Safety by Part Overview Safety equipment should be installed in hardware to prevent any unsafe conditions and automatically shut the autoclave down to a safe state in the event of an unsafe condition. PLC Software There should be no question that software can and should detect unsafe conditions such as overheating, over-pressurization, computer crashing. The PLC should also validate any and all data sent by the computer before any attempt to run is made. Computer As previously mentioned, computers are notoriously unstable and should not be assumed to be working properly until confirmed. Therefore one should periodically verify that the computer is still capable of communication via a simple request. This request can also be used to verify the operator is monitoring the system, as discussed below. 26 Hardware While we chose a PLC because of the relative stability, there is no assurance that the PLC will never have any glitches. Even if there were such a guarantee, one still cannot guarantee that hardware such as the pressure transducer and thermistors will not eventually wear out, or that there will never be power fluctuation/outages. Therefore one should take a number of precautions to prevent dangerous/undesired reactions to such problems. To prevent overheating, thermal fuses can be included in series with the heating elements. In the event of overheating, and failure of the controller to act, the thermal fuses will blow thereby stopping any and all power being delivered to the heating elements. Since thermal fuses will need to be replaced each time they blow they need to be modular, or one can design a circuit breaker type device using thermal circuit breakers. Standard fuses should also be used to prevent excess current draw for all devices, or at least a single fuse for the entire autoclave. As with thermal fuses, the standard fuses can be replaced with circuit breakers. A blow-off valve is already included in the autoclave to prevent over-pressurization. This will automatically open when the pressure exceeds a safety limit. Operator Like the computer, there is no guarantee that the operator is monitoring the process unless this can be confirmed. To help assure the operator is monitoring the autoclave system, one should implement a prompt on the computer which will verify that the operator is around. Such a message could be "press 'continue' to continue running the autoclave" with a timer which will shutdown the autoclave when the timer reaches 0 and the operator has not canceled the timer. This alert should give the operator ample time to respond while verifying supervision at all times, such as a 5 minute timer activated every 15 minutes. As mentioned above, this timer can double as verification that the computer is still communicating with the PLC. Safety by Default Introduction As should be clear by now, the safety is a primary concern for everyone in regards to this project. Therefore we have added this section, which contains the same information as the section above. The purpose of this section is to reorganize the same information in a different manner, namely by type of fault instead of by piece of equipment. This helps to show which faults are addressed by what equipment. 27 Loss of power (blackout/brownout) All relays/electrical switches should be set to 'safe' (generally this is Off or Normally Open). Also, when power is resumed, the PLC should maintain everything in the off state (aka: not attempt to resume operation) until otherwise specified. Hardware/Software Failure in PC During runtime the PC should be transmitting intermittently to the PLC, therefore one should expect a signal to: start and stop within a specified window (eg: 1 minute) repeat every so often (eg:15 minutes) Therefore one must assume the computer is not working properly if the signal (from PC to PLC): is maintained for longer than 1 minute is garbage (does not follow expected protocol) does not repeat within the expected timeframe, one can Hardware/Software Failure in PLC PLC failure is uncommon since a PLC was specifically chosen for reliability, but such failure is none-theless still possible. While there is no way the PLC can repair itself and little it can do to even monitor itself one should still assume the PLC will somehow fail. This is addressed in the sections below, each of which has a piece of hardware to specifically monitor this one point/aspect of safety within the autoclave. Since a full control system will, ideally, take care of all every point below, any and all hardware is simply an additional safety. Therefore if any safety hardware is activated, one should closely examine the PLC & PC to find out why the software failed to address the safety issue. Over Pressurization A safety valve has been added to the design to prevent the system from reaching a potentially unsafe level. However, certain parts may be set to a lower pressure than the safety valve, and therefore damage to the part may still occur before the safety valve is activated. This is the responsibility of the operator to be monitoring the pressure gauge to verify that the pressure is maintained at the correct level. Autoclave Overheats Thermal fuses were designed to prevent the autoclave from reaching potentially unsafe levels. These fuses will blow (just like a normal fuse will blow on too much current) if the temperature reaches a 28 critical point of 450F. This will stop all power flowing to the heating elements thus preventing the temperature from further increasing. Fails to Pressurize There is no hardware to specifically address this issue, instead it is the job of the operator to watch the pressure gauge. Testing should indicate the speed at which the vessel pressurizes and therefore the operator should have an approximate time for pressurization. Loss of Pressure As with failing to pressurize, there is no hardware to specifically monitor this (beyond the PLC controlling unit) therefore the operator should be monitoring the pressure gauge during the run, not just during the initial setup. Uneven Heating This is also the responsibility of the operator to be monitoring the various temperatures (displayed on the PC). Autoclave Fails to Reach Proper Temperature There is no hardware to specifically address this issue, instead it is the job of the operator to watch the pressure gauge. Testing should indicate the speed at which the vessel pressurizes and therefore the operator should have an approximate time for pressurization. Other Problems Any problems not specifically addressed above can be addressed by a stop button supplied to the operator. This should force everything into a 'safe' mode in which power is cut to the autoclave system. The PC & PLC should not lose power, especially if one is expecting them to record the event. 29