References
advertisement

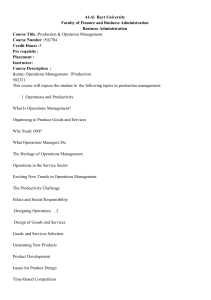
An Application of Genetic Simulation Approach to Layout Problem in Robot Arm Assembly Factory Zih-Ping Ho and Chyuan Perng The space of the assembly room in robot arm factory is the limited resource. This research aim at dynamic layout strategies by genetic algorithm (GA) simulation approach and database technique. It is validated that we try to solve the 4-Dimensions question of layout problem in one information system efficiently. 1. Introduction Facility layout problems (FLPs) have been investigated in depth by researchers in many engineering fields (Lee et al., 2005). The clean room space of robot arm assembly facility is the limited resource. Along with different radius of robot arm movable areas, we can make the different dynamic layout strategies. Genetic algorithm (GA) starts with an initial set of random solutions for the problem under consideration. This set of solutions is known as the population. The individuals of the population are called chromosomes. (El-Baz, 2004). The evaluation is according to a predefined fitness function. This research tries to apply a GA approach for dynamic layout design in above allocation problem. In our case, the layout problem is different from multiple criteria facility one (Islier,1998). The robot arm equipment orders change over per three months, and it should re-layout the maps of the factory. Each order of equipment is always different, thus the layout design is according to the updated lists. We obtain the true data from the robot arm assembly factory in Taiwan, and this research will make the contribution to the dynamic layout problem design. Beside this, the robot arm will move up and down in a semi-circle radius in 3D. For solving these problems, we have to make the maximum utilization of the clean room space, and consider the dynamics of robot arm. When we finish a group of robot arm assemble, we will release the space of floor to the next robot arm. The radius of robot arm movable areas is triple operations area than robot arm itself. In this study, a GA is proposed for solving above layout problems. It will compare the results of free spaces, occupied spaces, rotational spaces, due date and minimum processing time. 2. Literature Review In the previous research, layout problem is an important method of the business turning down of production cost. Most of the existing researches are focus on the stuck machines, and they do not consider the machine will make a large of temporary operations spaces. Azadivar and Wang (2000) used GA to optimize FLPs. In their research, they combined with a statistical comparison technique to reduce the simulation burden, and found that the results are near optimal solutions. Balakrishnan and Cheng (2000) proposed GA for dynamic layout problem. In their research, they used strings to represent one entire layout plan. They also employ a different crossover operator to increase the search space, mutation to increase population diversity, and generational replacement approach to increase population diversity. Conway (1994) said that GA can be applied into the non-linear and non-convex objective functions. Balakrishnan et al. (2003) illustrated that the dynamic plant layout problem (DPLP) deals with the design of multi-period layout plans. Although an optimal solution is available, it is not practical for large DPLPs. They used GA by creating a hybrid GA. They found that one of the weaknesses of the existing Gas in DPLP is that they have not exploited the structure of the DPLP very well. They investigated some procedures to do, such as used dynamic programming to produce crossover operator and fitness function was the total cost, sum of flow costs and shifting costs. Iqbal and Hashmi (2001) applied the CAD software to build two-dimensional (2D) view of the layout. Personnel can do re-layout of the existing factory until satisfactory result is obtained. Their fitness function was total flow cost (TFC) which is the cost per unit distance of all flows between work centres i and j. The far distance in flow, the more costs have to pay (Lin et al.,2004). Ho et al. (2004) applied Microsoft Visual Basic 6 software to build 2D view of the plant layout. Dunker et al. (2005) proposed a hybrid algorithm to do the dynamic programming for FLPs. In their research, TFC is the most important thing in the mathematical model. Braglia et al. (2003) said that most robust layout on the basis of the cost in distance. In their total penalty, that is the summation of the cost associated with layout. Li et al. (2003) used GA to solve the robust layout problem, too. But the robust layout problem is different from the robot arm dynamic layout problem. Yang and Peters (1998) proposed flexible machine layout design procedure formulates and solved a robust machine layout design problem over a rolling horizon planning time window. They said that a machine layout problem is different from a traditional layout problem in that there is an additional constraint on a shape of machine. A robust machine layout design problem is an NP-complete problem, most researchers use heuristic approaches. They assumed that a fixed cost for moving or rearranging a machine in the layout, the rearrangement cost does not depend on the distance. Instead, they are width of machine, length of machine and time window from a period to a period, to calculate the minimum cost. Perng and Ho (2004) used database technique to help the company to solve the orders due date problem. When production personnel open the dynamic layout system windows, he can see the menu about floor and date option. He can easily see entire year plant layout, and software will rearrange the layout by updated orders. 3. The Robot Arm Dynamic Layout Problem The robot arm dynamic layout problem involves the operation area. The robot arm movable areas is triple than itself. The set of robot arm is fixed to the floor, to see the figure 1. Figure 1 Robot Arm Movable Area When the engineer assembles the robot arm, he has to test the robot arm function. If all of the robot arms in the clean room space are disordered, the cost will raise to an unacceptable condition. TFC is not our fitness function, instead of free spaces, occupied spaces, rotational spaces, due date and minimum processing time. We let P is the processing time, A is the due date, O are occupied spaces, R are rotational spaces and S are free spaces. A mathematical formulation for the robot arm layout problem is shown below: k Min Z = Sj Aj Pj Oj Rj-1 (1) Sj > 0, (2) Oj > 0, (3) Rj > 0, (4) j 1 s.t. k j 1 k j 1 k j 1 k Pj > 0, (5) Aj > 0, (6) j 1 k j 1 where j is the jth robot arm, k are the total number of robot arms. Eq. (1) is the minimum sum of the free spaces, occupied spaces, inverse of rotational spaces, due date and processing time. Eqs. (2) to (6) are the subjects to the Eq. (1). 4. GA approach Solving the dynamic layout model is a NP-hard problem. A conventional optimization method is to reduce TFC. But the robot arm is set on the floor, the TFC as the fitness function is not suitable for this study. Therefore, this research model is proposed for solving the real world problem, and the GA has been successfully applied to many combinatorial optimization problems. The key issue in developing a GA-based approach are chromosome representation, the initialization of the population, evaluation measurement, crossover, mutation and selection strategy. In addition, the parameters of GA such as population size, the number of generations, the probability of a crossover and the probability of a mutation should be decided (Moon et al., 2004). 4.1 Solution representation and initialization In the beginning, we separate the map of layout into a lot of grids. We choose one grid as the initial operation, and add the representation structure by stochastic operation. We will stop the structure until that there are no robot arm needed to assemble. The robot arm occupied some of grids, and we calculate the moveable areas of each robot arm. The stretch out of robot arm can not touch on the others, especially in the base set areas of robot arm. A procedure to select operations and generate a feasible sequence that is described in figure 2. According to this kind of design, a chromosome contains some operations and the length of a chromosome is a dynamic value which is determined to the jobs. Procedure: A feasible solution generation Input: processing time, due date, length and width of robot arms, base set areas of robot arm, free spaces; While ( i < k ) do If there are no free spaces, then the sequence is finished: Stop. Else According to the due date, put the operation with the processing time. The array will remember those due dates, processing time and certain grids. If moveable area touch on the other base set areas of robot arm, then give up this operation. If when the operation is completed the processing and it goes within the due date, then we put a new time variable to represent it’s real processing time. If one job is finished, then to release the occupied and rotational spaces. Calculate free spaces; End while. Evaluate the S.A.P.O.R-1.; End procedure. Figure 2. Feasible solution generation 4.2 Selection and fitness evaluation Selection strategy is concerned with choosing chromosomes from the population spaces. It may create a new population for the next generation based on either parent and offspring, or part of them (Moon et al., 2004). For evaluating the fitness and reaching the objective, we calculate the summation of S.A.P.O.R-1. as a fitness function. 4.3 Crossover and mutation Due to create the next generation, crossover and mutation are methods of trying to find a global optimal. We set the default value is that mutation rate is 80%, crossover rate is 50% and each of generation is 1000 times. 5. System analysis and design This section contains three segments to discuss, 1.The system development process and structure; 2. The system development concept; 3.The special features of the system. 5.1 The system development process and structure The system development process takes the prototyping angle to design. The prototyping is changing gradually into the goal of systematic development. This system adopts the Visual Basic 6 as a tool to draw the visualized pictures, and it applies the Borland C++ as a tool to compile the GA core function. We also apply the MySQL database to record the S.A.P.O.R. information, main output, system suggestions and all of good chromosomes of GA approach. 5.2 The system development concept The system development concept (See the Figure 3) shows when order receives, system will check the production database. Next, system will do GA approach, and to find out the optimal solution. Last, system will output the results and record the information into the MySQL database. 5.3 The special features of the system Our system does the GA approach. It is a dynamic layout system. If a worker does a job early, we can change the processing time manually. When orders are changed, system will execute the GA approach again automatically. It applies the complexity database technique to consider robot arms movable areas and their environment. Order Receive Check the Production Database Find Out Optimal Solution with GA and Database as the Background Facilities Layout Figure 3 The System Development Concept 6. System Validation and GA results This section contains four segments to discuss, 1.Robot arm movable areas 2.Production database; 3.Set GA parameters; 4.The system main output 6.1 Robot arm movable areas The robot arm movable areas is triple than itself. When we receive order, we have raw data about radius. From the paper review, we know that if we consider radius of robot arm movable areas and join the collision avoidance concepts to the dynamic layout design, we will optimize the free space in factory. 6.2 Production database When production personnel open the dynamic layout system windows, he can see the menu about floor and date option. We can easily see entire year plant layout, and software rearrange the layout one according to updated orders. (See figure 4) Figure 4 Dynamic Layout System 6.3 Set GA parameters The system allows changing the parameters of GA module. If we set different parameters to database, the system will accord new parameters to operation. We set the default value is that mutation rate is 80%, crossover rate is 50% and each of generation is 1000 times. (See Figure 5) Figure 5 Set GA parameters 6.4 The system main output The system main output is shown as figure 6. It shows that layout of plant and each of order covers area. The ‘x’ in the central area of the figure are beams of the plant. The system will skillfully skip the beams by the Tabu searching algorithm. The alphabet, A, B, C,…etc. represents each of the robot arm movable areas. Because each of order is different, we see that alphabet, A, B,C, …etc. have different sizes. Through calculation of GA search, we get the optimal value, lost space, are 819 grids.It represents that we have 819 grids is not use yet. Each grid is 0.5 x 0.5 meter square. And finally, we could take use of the free space in factory to move the robot arm outside the plant. Entrance is in the right-hand side behind. The production personnel can see the output before the order of machine truly being layout. It will reduce the mistake which get used to by personnel. 7. Conclusion and Suggestion Layout on robot arm assembly factory is important to them. This research tries to take use of the genetic simulation approach and database technique to solve the dynamic layout problem of robot arm in assembly facilities. Our system adopts the Visual Basic 6 as a tool to draw the 2D pictures, it will read the data card which format we define, and then we take the Borland C++ as a tool to compile the software to implement the GA. We integrate MySQL database, PHP interpreter, and executable files which compile by C++ and VB6 into the same platform. Through the system validation , we design an intelligent system which contains GA ,Tabu Search and database technique. It will assign new orders to appropriate location of the floor and in the right date in facilities automatically. Production personnel can do the layout job, which is executed by expert in the past. Software would raise the utilities of the free space in factory and it take charge of production management progress effectively. Lower down the burden on factory personnel. All of data will be gather in database; it contains length, width, height, movable areas and assembly time in our model. We suggest further study that combines BOM and ERP software to our system, it will get more powerful in robot arm assembly factory layout automatically. 8. Acknowledgements The authors would like to acknowledge the financial support of the National Science Council of Taiwan. References Azadivar,F and J.Wang (2000) Facility layout optimization using simulation and genetic algorithms, Int.J.Prod.Res., 38(17):4369-4383. Balakrishnan,J. and C.H.Cheng (2000) Genetic search and the dynamic layout problem, Computers and Operations Res., 27:587-593. Balakrishnan,J., C.H.Cheng, D.G.Conway and C.M.Lau (2003) A hybrid genetic algorithm for the dynamic plant layout problem, Int.J.Production Economics, 86:107-120. Braglia,M., S.Zanoni and L.Zavanella (2003) Layout design in dynamic environments: strategies and quantitative indices, Int.J.Prod.Res., 41(5):995-1016. Conway,D.G. (1994) Genetic search and the dynamic facility layout problem, Computers and Operations Research, 21(8):955-960. Dunker,T., G.Radons and E.Westkamper (2005) Combining evolutionary computation and dynamic programming for solving a dynamic facility layout problem, European J.Operational Res., 165:55-69. El-Baz,M.A. (2004) A genetic algorithm for facility layout problems of different manufacturing environments, Computers and Industrial Engineering, 47:233-246. Ho,Z.P., C.Perng and M.Y.Chen (2004) An application of Monte-Carlo simulation approach to solve the clean room space allocation problem, The First Conference on Operations Research and 2004 Technology and Management on Taiwan, National Taipei U. Of Tech., Taipei City, Taiwan, Nov.12, pp.881-885. Iqbal,M. and M.S.J.Hashmi (2001) Design and analysis of a virtual factory layout, J.Materials Processing Tech., 118:403-410. Islier,A.A. (1998) A genetic algorithm approach for multiple criteria facility layout design, Int.J.Prod.Res., 36(6):1549-1569. Lee,K.Y., M.I.Roh and H.S.Jeong (2005) An improved genetic algorithm for multi-floor facility layout problems having inner structure walls and passages, Computers and Operations Research, 32:879-899. Li,S.G., Z.M.Wu and X.H.Pang (2003) Machine robust facility layout problem in the dynamic and flexible production environments, J. Shanghai Jiaotong, 37(5):762-765,769. Lin,S.S., R.H.Lee, C.Perng, W.C.Chiou and J.T.Tsai. (2004) A decision support model for selecting facility layout alternatives, Asia-Pacific Conference on Industrial Engineering and Management Systems, Queensland U. of Technology, Gold Coast, Australia, Dec.12-15. Moon,C., J.S.Kim and M.Gen (2004) Advanced planning and scheduling based on precedence and resource constraints for e-plant chains, Int.J.Prod.Res., 42(15):2941-2955. Perng,C. and Z.P.Ho (2004) Applying information technique to layout on semi-conductor equipments factory, The Third Conference on Innovation and Technology Management on Taiwan, Industrial Technology Research Institute on Taiwan, Xin-Zhu City, Taiwan, Sep.11, P.114. Yang,T. and B.A.Peters (1998) Flexible machine layout design for dynamic and uncertain production environments, European J. Operational Research, 108:49-64. Figure 6 The system main output