CONCEPT DEVELOPMENT, IMPLEMENTATION and TEST of an
advertisement

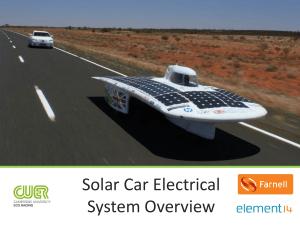
CONCEPT DEVELOPMENT, IMPLEMENTATION and TEST of an ELECTRIC PLATFORM on an ADJUSTABLE GO-KART André, OLIVEIRA, IST/UTL, Lisboa, PORTUGAL, andreoliveirainbox@gmail.com Abstract - The present paper addresses the Some other likely chosen batteries are nickel, cobalt and manganese type ones, known for its high discharge capacity. LiFePO4 batteries are also often chosen due to their high specific energy and power characteristics. Regarding to electric motors, there are a few options that must be compared. The selection is discussed in [4]. Adjustable features to the children growth are rarely available on go-kart rental companies. Further in this paper are described the options taken to make the longitudinal position of the brake and accelerator pedals customizable. Electric go-karts bring all sorts of advantages concerning simple and clean maintenance, no need of toxic gases extraction and low cost energy consumption. concept development of a new adjustable aluminum chassis for go-karts. The new chassis concept is designed based on an innovative production solution. An electric functional platform is chosen, implemented and assembled on a common go-kart chassis, using a DC motor and a LiFePO4 Lithium battery pack. All the holders needed for the electric components are designed, built and assembled, using aluminum 8 mm thick plates. The controller holder is welded using FSW and a T joint. To adapt the vehicle to the progressive growth of children, dynamic longitudinal adjustment systems are designed, built and assembled, for the brake and accelerator pedals. Real conditions tests are performed to ensure the correct working conditions of the prototype. The final product aims to promote the improvement of children driving skills and behaviors inside the track. 2. CHASSIS CONCEPT DEVELOPMENT The main target of this project is to develop a new chassis concept, built from an aluminum 5083-H111 alloy, 5 mm thick plate, in order to end up with a light, innovative, and totally recyclable structure. In order to accomplish high quality and homogeneous welded joints, the structure was designed to use friction stir welding technology, promoting the increase of the final product lifetime period. Due to the aluminum alloy characteristics, the weight reduction is an almost certain achievement, however, the need of keeping the structural rigidity of the chassis is imperative. Along the designing process different building aspects were considered, in order to make the building process easier and doable, such as: KEY-WORDS Electric Vehicle, Go-Kart Chassis, Aluminum Chassis, Friction Stir Welding, LiFePO4 Battery, DC Motor application 1. INTRODUCTION Go-kart racing is available to everyone, regardless the age and driving skills. There are different chassis sizes available, usually built with Cr-Mo steel. The aluminum alloy appliance is a new feature tested on this kind of vehicles. Most common go-karts have internal combustion engines. The power range for children up to 15 years old is limited to 7kW, considering leisure purposes. A few engine conversions, internal combustion engines to electric motors, have already been made, like in [1] and [2]. They were powered by 1,1kW and 3kW electric motors respectively. Some rental companies have already electric go-karts fleets especially for indoor purposes, using Lithium-polymer batteries. [3] In that case adult go-karts have a maximum 20 minutes autonomy. - Design to build attitude. As the aluminum plate would be cut, and some resulting components needed bending operations, whenever possible, the perpendicularity between the laminar and bending directions were ensured. - The peripheral components needed to be placed in strategic places within the chassis, to ensure 1 the best weight distribution possible, promoting one better dynamic behavior of the go-kart on track. - Anthropometric data was considered to design the pedals position adjustments correctly, and proper to the age range considered, from 6 to 14 years old users. [5] See Figure 1. Figure 3 – Example of bended components The chassis frame is made from two half parts junction, front and rear halves. On Figure 4 are shown some welded joints which would put together the two halves that are part of base chassis structure. Figure 1 - Dummies at the ages of 6, 10 and 14. Dimensions in mm. Figure 4 – Examples of Friction Stir Welded Chassis The designing process was very iterative, and as a result, many building options were considered, designed and their permanency for succeeding iterations analyzed. In this paper will be presented the last model, and described the main features of the solution reached, showing when needed some intermediate information. Along the iterative process, a new idea came along, and, to reduce the material waste, an aluminum AA5083-H111, 5mm thick plate used for designing was chosen. Some components like pedals, seat and steering column fixtures were converted into bended parts and an arrangement of those was made within the plate area. One of 2 the solutions ended up fitting a 1,5m area plate, like the example shown on the Figure 2. Joints The next step would consider the installation of the remaining structure parts, and setting-up the chassis to collect all the peripheral parts of the go-kart. As the kart is being designed to be an electrical vehicle, all the components belonging to that installation have been modeled with the exact same dimensions of those acquired. The Figure 5 shows the last stage of the designing. Figure 2 - Aluminum plate – Component arrangement After cutting the intended components from the plate, some would need bending operations before proceed to the welding stages. The next figure intends to show some of the components cut, after bending, and before being friction stir welded or attached to other kart components. Figure 5 – Aluminum go-kart chassis concept model 2 The battery pack and the electric motor are almost similar in their weight, so they were put on symmetric sides of the chassis to increase the weight distribution, and dynamic balance. The controller and the main and reverse contactors were put behind the pilot seat, to avoid damages coming from unpredictable external objects. The final product will include protection boxes for these components. Different dynamic adjustments to the children growth were modeled and its positions checked with the dummies models. The next picture shows some of the tests done, experiencing which adjustments were truly needed and helpful: Figure 7 – DC motor kit The kit included the DC motor and its controller, main and reverse contactors, two potentiometer types, one control box for preliminary tests, and current and voltage analog dials. I. Permanent Magnet DC Motor This DC motor is a permanent magnet brushed type motor, capable of 4,8kW continuous power, with 13 Nm rated torque. The folllowing table shows briefly some of the most relevant features about the electric motor, and compares them to an equivalent internal combustion engine used in leisure karting applications: Figure 6 – Dynamic adjustments to children growth overview Honda Motor DC Motor – ref. Mars 0708 To proceed with the building of the aluminum chassis, a new approach had to be made due to the complexity of the designing FSW needed fixtures process. Acquiring a used go-kart chassis allowed the electrical and electronic tests to be done on track, and also, it turned out an excellent starting point to initiate the structural revolution. 200cc – Gx200 Voltage 48 V Power 4,8 kW Continuous Current 100 A Max. Current 300 A ----- Efficiency 85 % N.a. ----4,8 kW ----- Speed 3200 RPM 3600 RPM Rated Torque 13,1 Nm 8~12,4 Nm Max. Torque 38 Nm 13,2 Nm Weight 13 kg 16,1 kg Specific power 0,37 kW/kg 0,26 kW/kg 3. ELECTRIC VEHICLE TECHNOLOGY As this go-kart is being designed for children, and for learning purposes its performance characteristics should be limited to a specific level. The Portuguese Karting Federation has established power levels depending on the age of the users, and so, for leisure karting activities, for children until 14 years old, the maximum power available must be below 7kW, with 90km/h of maximum vehicle speed. [6] A DC motor drive is chosen because it can be purchased at low price, and it is easier to be electronically controlled. [7] A complete motor kit was acquired, the one seen in the Figure 7: Table 1 - Comparison table between electric motor and internal combustion engine [8], [9] II. Battery LiFePO4 In order to reduce the battery pack weight, lithium type batteries were acquired. [10] The bought pack was built with 30 LiFePO4 individual cells, with 3.2V and 10Ah each, which were then connected between them, reaching the final values of 48V and 20Ah of capacity. For safety reasons, a battery management system was also included, to increase the fault-tolerance of the battery usage. The final specifications are shown on Table 2. 3 Parameters Cell Final Pack Capacity 10Ah 20Ah Voltage 3,2V 48V Charging Voltage 3,65V 58.4±0.05V Cut-off Discharge Voltage 2,0V 32V Max. Discharge Current 150A 100A Max. Charging Current 60A 20A Weight 307g this case, around 10A. This stage is the most important since it pushes de state of charge from 5% to 90% approximately. To finish the charging process, a constant voltage value is used, where a small current will fill the battery up to its maximum capacity. Acting this way, every cell is ensured to be with the same state of charge percentage. The discharge in this specific case is done at constant 10A, fact that lasts around 60 minutes as it would be expected due to battery capacity. The lifetime of the battery pack is around 2000 cycles, announced by the manufacturer. 12kg Energy Density 105Wh/kg Power Density 850W/kg Table 2 – Individual cell and final battery pack specifications The assembly of the battery pack, with battery management system included can be seen on the Figure 8. The blue tubes are the individual lithium battery cells. III. Controller The controller used was a Kelly KDZ PM Motor controller [7] with ref.KDZ48401. This programmable controller provides efficient and smooth controls for electric vehicles applications. This uses high power MOSFET and fast PWM to achieve high efficiencies and also allows users to set parameters, conduct tests, and obtain diagnostic information quickly and easily. It operates at a frequency of 16.6 kHz, and is capable of delivering a motor current of 160A continuous. Figure 8 – Battery pack assembly 4. IMPLEMENTATION AND TEST OF THE This type of battery has an specific charge and discharge cycle. To better understand that process, the Figure 9 shows the voltage and current timeline of one entire cycle. ELECTRICAL COMPONENTS A preliminary test stand was built to verify all the electrical components working conditions. The controller was programmed with a safe parameter configuration, limiting the motor current to 80A maximum; setting the cut-off voltage to a higher value than the one set on the battery management system; and the braking energy regeneration was turned-off. While choosing the wiring specifications, some regulations were followed as high currents can promote wiring heating due to Joule effect. A table of regulated electric conductors was consulted, leading to a recommended conductor section area 2 of 25mm , for a copper pvc coated cable, exposed to ambient air. The maximum current possible with such conductor is 126A. The cables acquired followed those specifications. In order to collect LED information about running or faulty operation, a small display was built and installed on the static steering wheel. Also, a small aluminum base was built to allocate the voltage and current dials. The Figure 10 shows final assembly of the preliminary workbench. Figure 9 – Performed charge and discharge cycle of an individual cell The charge-discharge cycle shown is a CC/CV type, constant current and constant voltage. There are four periods within one cycle. The first one refers to a discharged state, where a very small current to recover the voltage to its rated value. Then, a large current value is used, in 4 Estimated Weight [Kg] Go-Kart chassis 80 DC motor 13 Battery Pack 12 Controller 3 Total 108 Table 3 - Estimated Weight 5. AJUSTABLE FEATURES DEVELOPMENT Figure 10 – Final assembly of the preliminary test stand Regarding the adjustable features to the children growth, longitudinal adjustment systems were designed, built and implemented for both accelerator and brake pedals. A quick adjustment system was built from a thick aluminum plate and two fast clamping cams usually used on bycicles. Figure 13 shows the process from development system: All the components were in good working conditions, so the work proceeded to the next stage. A common go-kart chassis was acquired and all the electric components were then implemented on it. The Figure 11 shows the initial kart frame shape. Some usual components are already missing, like the combustion engine, the gas tank and the muffler. Figure 13 - Accelerator adjustment system For the brake pedal adjustment system, once it is a critical component during the regular use of a go-kart, a different system was developed. Although it requires more time to operate, it reduces the chances of failure when compared with other quick adjustment options. Figure 14 illustrates the stages of development of this system of adjustment. Figure 11 – Initial kart frame shape All the electric installation was implemented and tested before going to the track. The controller set-up was kept with the same safe configuration as the laboratory workbench tests, to minimize the chances of failure events to occur. The Figure 12 shows the final look of the prototype before performing the first track tests. Figure 14 – Brake pedal adjustment system The electric motor holder was built in steel once the dynamic loads are very demanding along track running conditions. Figure 15 show the development of this component. The final position of the battery pack also required the construction of a specific holder. After studying a few options, a final solution was worked out, meeting the fixture requirements of Figure 12 – Final look of the prototype before the first track tests 5 this particular battery pack. The Figure 16 shows the battery pack holder development. Figure 18 - Fixture structure for welding purposes Figure 15 - Electric Motor Holder The Figure 19 shows two simplified views of the T joint and used pin: Figure 16 - Battery pack holder While designing this holder, weight distribution and protection against unpredictable external objects were considered. Finally, the controller also needed a holder. The available space in the kart chassis to fix this component was somewhat limited, and because of this the development was more complex. The chosen place for setting this component was the backside of the driver’s seat. Therefore the electronic components are protected from external objects. Figure 17 shows the development done around this holder. Figure 19 - T joint illustration The following table summarizes the parameters of the welding process: Material: AA5083-H111, 8mm thick Welding Position 8,2 mm Tool Force 1300 Kg RPM 800 r.p.m. Dwell Time 4,0 s Plunge Speed 0,1 mm/s Welding Speed 10cm/min Table 4 - Welding Parameters The final look of this holder, after welded and bended, is shown by Figure 20. Figure 17 - Controller holder The designed shape of this holder would require a welding operation, using a T joint. The FSW process was chosen for this application. A strong structure for positioning and keeping the welding parts stuck, was needed to meet the requirements of running such a process. This structure has been developed and the weld has been accomplished, as shown in Figure 18. In order to reduce the need for penetration, and to avoid the use of a slender tool, a small 3mm cavity was created on the horizontal plate. The used pin was 8 mm height, with helical grooves. Figure 20 - Final controller holder look 6 Later on, the welded joint was checked through NDT techniques. After those tests no defects were found along the length of the weld. Finally, regarding the steering column, the adjustment on its length was not included due to the high demanding loads existing while running. However, the angular adjustment is available but only in two different positions. Specific positions are possible at 41 ° in the lower position or at 46.5 ° in the upper position. This adjustment is made with a threaded connection and requires auxiliary tools to perform the change. The mentioned angles are measured between the column axis and the horizontal plane of the chassis. The differences between these two positions can be seen in Figure 21. REFERENCES [1] C. Cardoso, J. Ferreira, V. Alves e R. E. Araújo, “The design and implementation of an electric go-kart for educational in motor control,” em International Symposium on Power Electronics, Electrical Drives, Automation and Motion, Taormina, 2006. [2] B. Heffernan, “A go-cart as an electric vehicle for undergraduate Universities teaching Power and assessment,” Engineering em Conference (AUPEC), 2010 20th , Australasian, 2010. [3] “OTL Italia Karts,” [Online]. http://www.kart1.us/electric.html. Available: [Acedido em Setembro 2012]. [4] K. W. E. C. a. N. C. C. X. D. Xue, “Selection of Electric Motor Drives for Electric Vehicles,” em Australasian Universities Power Engineering Conference, 2008. Figure 21 - Different angular positions of the steering column [5] 6. CONCLUSIONS A. R. Tilley e H. D. Associates, The Measure of Man and Woman: Human Factors in Design, Estados Unidos da América: John Wiley & Sons, 2002. The following conclusions can be drawn: [6] A prototype of an electric functional go-kart named eKidART, with adjustable pedals for different children’s sizes, was produced and is ready for testing; F. P. d. A. e. Karting, “FPAK - Recomendações para Karting de Lazer,” 2012. [Online]. Available: http://www.fpak.pt/REG2012/regulamentos_2012.htm. [Acedido em Setembro 2012]. The support for the electric controlling system was designed, and constructed in AA5083-H111, including the FSW process; [7] “Kelly Controls, LLC - Lead to clean the World,” [Online]. The T-joint produced with FSW was inspected using ultrasonic non-destructive technique. No defects were found; Available: www.kellycontroller.com . [Acedido em Março 2011]. [8] L. Streit, “Concept of electric kart with LiFeYPO4 batteries,” em 2011 International Conference on The final chassis was set on a conventional tubular steel structure assembling several components in aluminium alloy that were designed and produced with conventional technologies; Applied Electronics, Pilsen, República Checa, Setembro de 2011. [9] “Motores Honda - Manual do Proprietário - GX200,” [Online]. The electrical motorization solution adopted was designed and assembled in the eKidART based in components available in the market; Available: http://engines.honda.com/pdf/manuals/37Z4F603.pdf. [Acedido em Agosto 2012]. [10] “Headway,” A new concept for the chassis based on one 1000x1000x6 aluminium plate (dimensions in mm) was designed considering the application of FSW. [Online]. Available: http://www.chinaheadway.com/. [Acedido em Março 2011]. 7