Next Generation Factory Layouts - Industrial and Systems Engineering
advertisement

Next Generation Factory Layouts: Research Challenges and Recent Progress
Author(s): Saif Benjaafar, Sunderesh S. Heragu, Shahrukh A. Irani
Source: Interfaces, Vol. 32, No. 6 (Nov. - Dec., 2002), pp. 58-76
Published by: INFORMS
Stable URL: http://www.jstor.org/stable/20141207 .
Accessed: 29/07/2011 09:03
Your use of the JSTOR archive indicates your acceptance of JSTOR's Terms and Conditions of Use, available at .
http://www.jstor.org/page/info/about/policies/terms.jsp. JSTOR's Terms and Conditions of Use provides, in part, that unless
you have obtained prior permission, you may not download an entire issue of a journal or multiple copies of articles, and you
may use content in the JSTOR archive only for your personal, non-commercial use.
Please contact the publisher regarding any further use of this work. Publisher contact information may be obtained at .
http://www.jstor.org/action/showPublisher?publisherCode=informs. .
Each copy of any part of a JSTOR transmission must contain the same copyright notice that appears on the screen or printed
page of such transmission.
JSTOR is a not-for-profit service that helps scholars, researchers, and students discover, use, and build upon a wide range of
content in a trusted digital archive. We use information technology and tools to increase productivity and facilitate new forms
of scholarship. For more information about JSTOR, please contact support@jstor.org.
INFORMS is collaborating with JSTOR to digitize, preserve and extend access to Interfaces.
http://www.jstor.org
Next
Research
Layouts:
Factory
and Recent
Progress
Generation
Challenges
Sunderesh
Saif Benjaafar
Department
Engineering,
Irani
ofMinnesota,
University
and Engineering Systems, Rensselaer Polytechnic Institute, Troy, New York 12180
Columbus, Ohio 43210
of Industrial and Systems Engineering, Ohio State University,
irani.4@osu.edu
herags@rpi.edu
saif@ie.umn.edu
of Decision
Department
ofMechanical
Engineering, Department
55455
Minnesota
Minneapolis,
in Industrial
Graduate Program
Shahrukh A.
S. Heragu
Sciences
This paper was
refereed.
the needs
do not meet
that existing
trends in industry suggest
layout configurations
a need for a new generation
of
is
and
that
there
of multiproduct
factory layouts
enterprises
most of the academic
literature
and easy to reconfigure. Although
that are flexible, modular,
assumes
on layout design
that
is based on a deterministic
requirements
production
paradigm
focuses
are known
of
research
far in advance or change very little over time, a growing
body
Recent
on designing
carried
being
environments.
and uncertain
layouts for dynamic
on Next
out by the newly
formed Consortium
universities
involves multiple
which
consortium,
(NGFL). The
alternative
veloping
ible and reconfigurable
(Facilities-equipment
is an emerging
There
out configurations
layouts, new
factories.
planning:
consensus
do not meet
performance
that existing
lay
the needs of multi
and there is a need for a new gen
product enterprises
eration of factory layouts that are more flexible, mod
to reconfigure
(Askin et al. 1997,
ular, and easy
and Huang 2000,
Irani
Sheikhzadeh
and
2000,
Benjaafar
Kochhar
Research
creased
and Heragu
1999, National
1999, Montreuil
in
Council
1998, Yang and Peters 1998). With
and
reconfigurability,
modularity,
flexibility,
their
each
could avoid
layouts
redesigning
time their production
changed. Creating
requirements
new layouts can be expensive
and disruptive,
especially
shut down. Because factories that
when
factories must
new
or introduce
in volatile
environments
operate
regularly cannot afford frequent disruptions,
products
factories
the inefficien
often prefer to live with
plant managers
suffer
than
cies of existing layouts rather
through costly
In our
obsolete.
become
which
may
quickly
redesigns,
work
with
over 20 companies
Interfaces,
Vol. 32, No. 6, November-December
in the last five years, we
?
2002
2002, pp. 58-76
and new methods
metrics,
layout. Manufacturing:
An example
is the research
Generation
Factory Layouts
is de
and several companies,
performance-productivity,
for designing
flex
strategy.)
frustration with
existing
in
that offer
companies
particularly
layout choices,
many products with variable demand and short life cy
value
cles. These companies
layouts that retain their
have
encountered
mounting
or can easily be
are
layouts that permit
Equally important
reconfigured.
and a greater de
lower
lead
shorter
inventories,
times,
gree of product customization.
usefulness
over many
product
mixes
as
product, process, and
layouts, such
meet
not
these
needs. They are typ
do
layouts,
a
for
specific product mix and produc
ically designed
to continue
for a suffi
that are assumed
tion volume
Conventional
cellular
ciently long period
criterion
evaluation
three to five years). The
(usually,
in
most
used
layout design proce
material-handling
dures?long-term
capture the priorities of the flexible
to
efficiency?fails
(for
example,
factory
than scale, responsiveness
is more
scope
important
more
is
than cost, and reconfigurability
is
important
more
than efficiency). Consequently,
layout
important
INFORMS
1526-551X
0092-2102/02/3206/0058$05.00
ISSN
electronic
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
(a) Functionallayout
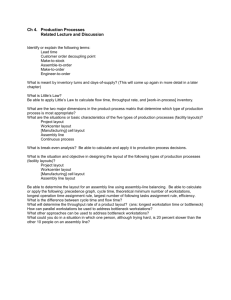
Figure
1: In a functional
layout,
resources
layout,
are partitioned
(b)Cellularlayout
resources
of the same
each
into cells,
as product volumes, mix, or
deteriorates
performance
(Afentakis et al. 1990, Braglia et al.
routings fluctuate
Lahmar
and Benjaafar 2002, Norman
and
forthcoming,
et al. 1992). A static measure
of
to
material-handling
capture the im
efficiency also fails
on
of
pact
layout configuration
aspects of operational
Smith
2001, Palekar
such
performance,
as
accumulation,
work-in-process
and through
queue times at processing
departments,
rates.
put
Consequently,
layouts that improve material
cause
often
in the
elsewhere
inefficiencies
handling
form of long lead times or large in-process
inventories
(Benjaafar 2002).
When
product
is high or production
vol
variety
are small, a functional
layout, with all resources
of the same type in one location,
to
is often thought
a
the
1).
However,
provide
greatest flexibility
(Figure
umes
functional
is notorious
layout
and
inefficiency
lead to long
tories,
Jacobs
and
for its material-handling
can
which
complexity,
scheduling
lead times, large work-in-process
inven
and inefficient material
handling
(Flynn and
and
Chames
1986, Shafer
1988, Montreuil
1999,
resources
and Greene
1993). While
grouping
Sarper
based on function
simplicity
provides
in allocating
some
economies
workloads,
Interfaces
Vol.
32, No.
6, November-December
2002
of scale
it makes
59
in the same
type are placed
to a family of products.
location, while
in a cellular
dedicated
the
to manufacturing
inefficiencies
layout
susceptible
when
in product mix or routings.
there are changes
Such changes
often require a costly redesign
of the
or
the
plant layout
system
material-handling
(Yang
and Peters
1998, Lahmar and Benjaafar 2002).
to a functional
An alternative
layout is a cellular con
in
which
the
is
into cells
figuration,
factory
partitioned
to a family of products with
(Figure 1), each dedicated
similar processing
1994). Al
requirements
(Heragu
can
cellular
factories
work
flow and
though
simplify
handling,
they are generally designed
a specific set of
to produce
demand
products whose
levels are assumed
to be stable and product
life cycles
are
In
cells
to
dedicated
fact,
sufficiently
long.
usually
reduce material
families with
single product
cell flows. Cellular
factories
little allowance
for inter
are inefficient when
de
or new products
for existing products fluctuates
are introduced
often (Benjaafar 1995, Askin et al. 1997,
mand
Irani et al. 1993, Suresh and Meredith
1994, Wemmerl?v
and Hyer 1989, Wemmerl?v
and Johnson 2000, Heragu
et al. 2000). Some authors
have proposed
alterna
structures
tive cellular
to overcome
these problems,
such
with
as
cells (Irani
overlapping
machine
sharing
(Benjaafar
et al.
1995,
1993),
Suresh
cells
and
BENJAAFAR, HERAGU, AND IRANI
Factory
1999, Ven
1994), and fractal cells (Montreuil
an improvement,
these
et al. 1997). Although
cellular
their
bounded
remain
alternatives
by
Meredith
katadri
structure.
for functional or
whether
Layout design procedures,
cellular layouts, have been largely based on a deter
as product
ministic
Such design parameters
paradigm.
and product
mix, product
demands,
routings are as
to be known with
(Meiler and Gau
certainty
and
Smith
Norman
2001, Benjaafar 2000, Kochhar
1996b,
and Heragu
1999). The design criterion is often a static
sumed
measure
of material-handling
total
score,
cency
(a total adja
efficiency
or
cost,
material-handling
a
combi
does not capture the need for
of both), which
and reconfigurability
(Benjaafar 2000, 2002;
flexibility
and Heragu
Kochhar
1999; Braglia et al. forthcoming).
nation
In fact, the relationship
and
layout flexibility
and analyt
understood
are lacking. The struc
between
is poorly
layout performance
for its evaluation
ical models
their flexibility
and Webster
(Bullington
and
Sethi
Sethi
1980,
1990, Tompkins
1987, Gupta 1986,
and Tyberghein
Webster
1980). Current design criteria
do not capture the effect of layout on such performance
tural properties
are also not well
of layouts
understood
that affect
as congestion,
cycle time, and throughput
rate. They also ignore the impact of such operational
as setup, batching,
and loading and un
parameters
measures
loading at work
sure only average
performance
under
effectiveness
guarantee
we
Clearly,
tion
criteria,
need
they mea
important,
and in so doing cannot
centers. More
a new
and
new
class
design
scenarios.
all operating
of
layouts,
models
new
and
evalua
solution
procedures.
Literature
Review
as an academic
Facility layout has been formally studied
area of research since the early 1950s. Balakrishnan
and
Heragu
papers
namic
and Gau (1996a), and Kusiak and
(1987) survey their vast literature. We focus on
to the design of layouts in dy
that are pertinent
(1998), Meiler
Cheng
environments.
the design of lay
authors have addressed
mix
vol
and demand
in settings where
product
it
to
these
In
vary from period
settings,
period.
the
to reconfigure
the layout when
be possible
Several
outs
ume
may
Layouts
there may be
changes are sufficiently
large, although
costs.
infor
demand
associated
Assuming
re-layout
for each period is available at the initial design
mation
stage, the objective
riod such that both
costs
is to identify a layout for each pe
and re-layout
the material
handling
are minimized
over
the planning
horizon.
This
the
facility-layout
dynamic
problem
the
Hicks
and Cowan
(1976) incorporated
problem.
a
in
costs of relocating
analyzing
single
departments
was first to develop
Rosenblatt
(1986)
period problem.
is often
a formal model
called
and an optimal
solution
for
procedure
for multiple
His
periods.
optimal
layouts
determining
cost as well as the
model
considers material-handling
cost of relocating departments
from one period to the
next. Since then, a number
of researchers,
including
Batta
(1992, 1998), and Balakrishnan
(1987), Urban
on Rosenblatt's
solution procedure.
improved
as
and
Venkatramanan
such
(1994),
Others,
Conway
and Enscore
Kochhar
and Heragu
(1999), Lacksonen
(1997),
(1993), Urban
(1993), and Kaku and Mazzola
et
al.
heuristics.
Balakrishnan
(1992),
proposed
(1993),
et al. (1990), and Kouvelis
and Kiran
of the basic dynamic
layout
lem. Montreuil
and Venkatadri
(1991) assumed
by the designer
goal for the last period is provided
a model
that uses this goal layout as
developed
intermediate
and
put
layouts for the
provides
Afentakis
studied
(1991)
variations
A
mediate
limitation
of
prob
that a
and
an in
inter
this
ap
planning
periods.
are
of departments
proach is that the relative positions
their
with
fixed over all the planning
only
periods,
to vary. Balakrishnan
sizes and shapes being allowed
a comprehensive
review of
and Cheng
(1998) provide
on
the
papers
facility-layout
dynamic
problem.
in product mix and
where
In environments
changes
are frequent or where
demand volumes
re-layout costs
a
are high, a plant manager
may prefer
layout that is
demand
robust under multiple
scenarios,
production
and most
for example,
likely.
pessimistic,
optimistic,
not
be
the
for any of the
optimal
layout may
Although
it is robust in the sense that it is suitable
scenarios,
the
and Lee (1987) introduced
under each. Rosenblatt
in analyzing
single period
elaborated
by Rosenblatt
work
and Lee
of
Rosenblatt
The
(1992).
Kropp
on that of Shore
builds
and Kropp
Rosenblatt
concept of robustness
outs.
It was
further
Tompkins
of layouts
lay
and
and
and
the design
(1980), who were first to consider
et al. (1992)
Kouvelis
under uncertainty.
Interfaces
60
Vol.
32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
present heuristic
outs for multiple
strategies
for developing
periods. Palekar
robust lay
et al. (1992)
planning
in determining
uncertainties
plant
explicitly
a
stochastic
layout
dynamic
layout. They formulate
are known:
the following
(1)mate
assuming
problem
for several periods, and
rial flows between departments
consider
(2) the probability
to another. They
of transitioning
solve the model
from one flow matrix
using dynamic pro
for large
and
heuristics
for
small
gramming
problems
ones. Kochhar and Heragu
(1999) describe an algorithm
for single- and multiple-period-dynamic-layout
prob
costs.
layout changeover
for devel
(1998) present a method
on the
are
based
Flexible
layouts.
layouts
lems that considers
and Peters
Yang
oping flexible
notion
that layouts neither remain static for multiple
In
planning
periods nor change during every period.
stead, a layout may remain static for a block of periods,
at the end
much
the production
layout is necessary.
of which
that a new
has
changed
The
so
de
layout
to
must
when
and
decide
how
change the lay
signer
out. Assuming
and their probability
the flow matrices
are known
of occurrence
the de
periods,
of
for
which
the block
periods
static. He or she then solves the
for multiple
signer first determines
a
layout is to remain
for each block of periods and combines
layout problem
a layout plan for multiple
the results to produce
pe
that
and LaForge
(1992) also assume
of oc
future production
scenarios and their probability
currence are known and propose
for
another method
riods. Montreuil
layouts. Like Montreuil
multiple-period
developing
a limitation of this
and Venkatadri's
(1991) approach,
are
of departments
is that the relative positions
method
and only their sizes and shapes
fixed for all periods
can
vary.
To address
the limitations
that come
from fixed de
that
proposed
stra
and
be
departments
duplicated
the plant. Duplication
throughout
tegically distributed
mean
ca
not necessarily
additional
would
acquiring
pacity but could be achieved
simply by disaggregating
partment
functional
locations,
several
authors
should
which may
consist of several
existing
departments,
et al.
into smaller ones. Montreuil
identical machines,
or
a
holo
(1991) suggested
distributed,
maximally
are
in
functional
which
departments
layout
graphic,
into
individual
which
machines,
fully disaggregated
are then
as far from each other as possible
placed
Interfaces
Vol.
32, No.
6, November-December
2002
61
to
Layouts
maximize
showed
coverage.
that, while
are desirable,
(2000)
Benjaafar and Sheikhzadeh
some disaggregation
and distri
full disaggregation
and distribu
bution
tion are rarely justified. In fact, the benefits of disag
diminish with most of the
and distribution
gregation
of each
benefits
achieved with only a few duplicates
also showed
department.
Benjaafar and Sheikhzadeh
about
that, even in the absence of reliable information
the simple fact of hav
the plant can signifi
ing duplicates
placed throughout
robustness.
Drolet
(1989)
improve
layout
cantly
can
to
form
used
be
showed how distributed
layouts
to particular
virtual cells temporarily dedicated
job or
and Benjaafar
ders. Lahmar
(2002) extend Benjaafar
and routings,
volumes
product
and Sheikhzadeh's
to problems with
(2000) approach
costs. Askin
and consider
relocation
multiple
periods
to compare the holographic
and
(1999) used simulation
et
fractal layouts proposed
Montreuil
respectively
by
et al. (1997).
al. (1991) and Venkatadri
of
have the shortcoming
Several of these approaches
data for future periods.
production
associate a probability
of occurrence
that
with each production
scenario
implicitly assume
resources
and
remain
the production
quantity)
(type
known
assuming
Even authors who
In
fixed.
today's
take place
environment,
drastic
production
equip
changes
frequently. Manufacturing
ment
is regularly
and new
decommissioned
ment
know
Plant
often
managers
deployed.
in product mix and demand
before a new production
cycle
changes
slightly
reasonable
equip
about
volumes
starts.
only
It seems
and facility designers not
for plant mangers
to look beyond
the next period and instead develop
layouts that can be reconfigured
quickly and without
cost to suit the upcoming
much
period's
production
and Kochhar
(1994) discussed
requirements.
Heragu
in materials
and
this idea and argued
that advances
as
such
processes,
lighter composite
manufacturing
with excellent vibration
materials
proper
absorption
ties and
tools
chines
lighter machine
ma
to
companies
reconfigure
Kochhar
and
Heragu
frequently.
laser cutting,
allow
that will
easily
(1999) present
ated dynamic
and
point
a genetic
towards
algorithm
to solve
the associ
layout problem.
Layout Classification
In view
of the above
proaches
to design
discussion,
of factory
we
can classify ap
for dynamic
layouts
BENJAAFAR, HERAGU, AND IRANI
Factory
into two categories:
(1) layouts that are
or scenarios,
for multiple
production
periods
to
and (2) layouts that are flexible or modular
enough
to
meet
with
minimal
effort
be reconfigured
changed
Layouts
(1997), who argued that the con
of average travel distances
is indeed
as mea
of operational
performance,
environments
includes
Fu and Kaku
robust
ventional
measure
assumes
The first approach
requirements.
is
the production
data for multiple
periods
so
at the initial design
that
available
itself
the
stage
can identify
a layout
that is robust
(and
designer
over
causes minimal
materials
handling
inefficiency
can de
all) over the multiple
periods; or the designer
production
that either
a layout with inherent features (for example, du
of key resources at strategic locations within
plication
ensure
material
the plant)
that will
reasonable
velop
handling
efficiency
through
riods. The first assumption
the various
suffers
pe
production
from the fact that
be available at the outset, which
in a dynamic
environment.
fea
Designing
tures that allow future flexibility
is more promising.
the research in this area remains limited.
However,
The second approach assumes
that layouts would be
production
is unlikely
reconfigured
to minimize
reasonable
data must
after each period
and should
be designed
reconfiguration
material-flow
efficiency
to evaluate
layouts. Most models
those that deal with dy
and the cost of revising
for future periods
can choose among
the layout, facility designers
four
A
of
useful
is
(Table
1).
types
layouts
dynamic
layout
in the production
when uncertainties
data are low and
cost of re-layout
A robust
is modest.
in production
able when
uncertainty
are
costs
high. A distributed
re-layout
able when
on measures
of expected
sum
of
weighted
et al. (1992), have used a robust
not on mean performance,
but on
to guarantee
for
each
performance
a layout's ability
or under
each scenario. Others
period
criterion
and variance
combined mean
layout is desir
cost are both
and
uncertainty
re-layout
a
high, while
layout is more appropri
reconfigurable
ate when
costs are low but uncertainty
is
re-layout
have
used
light
new
important
transform
it.We
trends are emerging
the
in industry that
or even
problem
layout design
focus on five of these
the interaction
new
between
and
technologies,
Contract
in Industry
Trends
Emerging
trends
business
to high
practices,
layout design.
Manufacturing
are
outside
industries,
suppliers
increasingly
most
of the manufacturing
and assembly
for
doing
manufacturers
(OEMs)
(Gibson
original
equipment
1999). Along with just-in-time deliveries,
2000, McHale
outsourcing
has
led to firms
reconfiguring
their final
Uncertaintyof FutureProductionRequirements
Cost of re-layout
Low
High
a
Low
Dynamic layout
Robust layout
High
to minimize
and
in performance,
for example, Norman
considered
A
authors
have
few
(2001).
opera
as an evaluation
criterion. This
performance
fluctuation
tional
layout is prefer
data is low, but
In many
efficiency?a
incurred by the material-handling
sys
and
Gau
candidate
(Meiler
layouts
evaluating
and Lee
such as Rosenblatt
Some authors,
(1987) and Kouvelis
ness criterion based,
Smith
those
degree
ume data
eliminate
As with
alternate
literature,
including
environments,
rely
material-handling
travel distances
1996b).
from
effort.
average material-handling
a practical point of view,
upon the
depending
in the production
mix and vol
of uncertainty
From
could
layouts is
and
2000).
(Heragu
Zijm
environ
Methods
for designing
layouts for dynamic
ments
could also be classified based on the design cri
tem?in
different
that minimize
Several
still limited
in the
be very
high.
guaranteeing
in each period. To
so that re-layout
costs are always minimal.
flexible
layouts, research on reconfigurable
namic
can sometimes
criterion
cost while
need knowl
carry out this balancing,
designers would
all
of
for
future
edge
production
periods. An alterna
tive is to design reconfigurable
features into the layout
teria used
a good
predictor
in process. Ben
sured, for example, by expected work
that this is not always
the case.
jaafar (2002) showed
as a
Layouts designed
using operational
performance
Reconfigurablelayout
Distributed layout
Table 1: The choice of a layout type depends on the uncertaintywith
respect
to future production
requirements
and the cost of re-layout.
Interfaces
62
Vol.
32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
facilities to accommodate
closer coupling be
assembly
tween suppliers
and OEMs. For example, many
auto
mobile manufacturers
to deliver com
allow suppliers
to points
ponents
directly
lines. They have designed
of use
on
their assembly
loading docks and
multiple
their
inventory
drop-off
points
throughout
The new Cadillac plant in Lansing, Michigan,
multiple
factories.
to maximize
for example,
is T-shaped
to the factory floor. Some automobile
supplier access
manufacturers,
such as Volkswagen
to
(VW), are allowing
suppliers
some
or
out
assem
all
of
the
and
carry
manufacturing
Brazil
bly on site. The new VW truck plant in Resende,
is a showcase
for this modular
To
sup
plant concept.
are using spine layouts
port modular
plants, designers
a main ar
the product moving
along
to
the
Linked
the spine
plant.
through
are mini-assembly
lines owned by the suppliers,
each
to the moving
its own module
attaching
product. The
Layouts
trucks and conveyors.
Facility planners had to choose
efficient not only
layouts that make material
handling
in each
individual
the complex.
plant but throughout
The picture that emerges
from the above cases is of
The
layouts with fixed cores and variable peripheries.
a
for
is
to
then
challenge
facility planners
develop
lay
out and a material-handling
system to permit high ef
and reconfigurability
ficiency at the core and flexibility
at the periphery.
The design metrics
should certainly
on the area of the
depending
plant, but the
a
should
also
design
support
variety of layout
same
we
within
the
The
modular
types
facility.
layouts
in
con
discuss
later address
of
part the challenges
be different
tools
structing
such hybrid
(Figure 2), with
tery, or spine,
hybrid layout has features of a flow
autonomous
cells. The configuration
to add
and
main
remove
suppliers
line and multiple,
allows
the plant
without
changing
accommodates
It also
the
the
layout.
gracefully
and
contraction
of
Trotter,
growth
supplier operations.
of exercise
has used
Inc., a manufacturer
treadmills,
in
similar
its plant
ideas
1995).
(Assembly Magazine
Other
have
chosen
to col?cate
in
companies
suppliers
a single large
complex. The GM Gravatai plant in Brazil,
for example, houses a final assembly plant and 16 sup
Lear,
plier plants,
including plants owned by Delphi,
and Goodyear,
which
to GM's line workers
are
within
through
deliver
modules
preassembled
17 plants
The
2000).
(Wheatley
are connected
distance
and
walking
a shared
material-handling
system
of forklift
Delayed
layouts.
Product Differentiation
product variety and the need for mass cus
has led many
to delay product
companies
differentiation
and
Lee
1997, Lee and Tang
(Feitzinger
the point
1997, Gupta and Benjaafar 2002), postponing
Increased
tomization
in the manufacturing
are as
process when
products
individual
features.
do
this, for ex
signed
Companies
a
common
to
all
ample, by building
platform
products
and differentiating
it by assigning
to it certain product
features
and
components
specific
only after actual de
mand
known.
create
becomes
facilities
They
hybrid
of flow-line-like
where
consisting
components
they
common
build the
com
and
platforms
job shop-like
the products.
If final
ponents where
they customize
are easily
into families, the job-shop
grouped
could be replaced by cells, each dedicated
to
one of the product
families
(Figure 3). Taken to the
can eliminate
differentiation
the
extreme,
delayed
products
structure
For example,
problem of designing
layouts altogether.
if customization
takes place at the point of sale or in
as is
distribution
the case for
warehouses,
increasingly
computers
(Lee and Tang
line.
single
high-volume,
has
Hewlett-Packard
production
low-variety
such a strategy by
implemented
carrying out the localization
steps for its computers
and printers in its overseas distribution
centers (for ex
its
distribution
warehouses
install
ample,
country
/77
Supplier's production line
Figure 2: Ina spine layout, productsmove along a main artery through
the plant. Linked to the spine are mini-assembly lines owned by inde
pendent supplierswho attach additionalmodules as needed.
Interfaces
Vol.
32, No.
6, November-December
a
1997), the factory becomes
2002
63
specific power
The blurring
manufacturing
supplies and power
of the lines between
raises
interesting
cords).
warehousing
questions. How
and
does
BENJAAFAR, HERAGU, AND IRANI
Factory
storage facilities
affect their de
light assembly
change to
sign? How should the layout of warehouses
both the needs of efficient storage and
accommodate
from pure
warehouses
transforming
to facilities that also do
efficient
Meiler
and
Klote
and assembly?
that introducing
value-adding
In indus
affects warehouse
design.
manufacturing
(2000) showed
operations
tries where
indeed
steps are carried out in
side the factory, there is clearly a need for design tools
that support hybrid layouts that may have the features
the differentiation
of product,
cellular, and functional
layouts all under
we
one roof. The modular
later could
discuss
layouts
be a step in that direction.
Layouts
describes
executive
lots moving
production
duction points
as "small
the production
process
to any of the standardized
pro
on the parallel production
lines, passing
to break bot
it is necessary
line to wherever
Sun
tlenecks and keep products
Microsystems
rolling/7
uses a similar concept for its line of desktop worksta
from one
facility has three identical
cell has two mirror
image sides,
turned on or off, giving Sun up to six
tions
Sun's
(Feare 1997).
lines or cells. Each
can be
which
lines. As
production
parallel
long as flow
and
patterns
parallel
routings do not change significantly,
product
and linear production
lines, similar to those at EFTC
or Sun, would
and reduce cycle
flexibility
provide
time.
Multichannel
Other
Manufacturing
on quick-response
manufac
emphasis
and
minimum
inventory has led
finished-goods
turing
to invest in addi
and suppliers
many manufacturers
The
increased
bility
uted
have
companies
transforming
by
achieved
multichannel
flexi
into distrib
functional
layouts
large functional
tional
depart
layouts, disaggregating
into two or more
distributed
subdepartments
in
the plant. Duplicating
departments
throughout
pagers
an efficient
of finding
path
of
for
each
Other
job.
examples
through
distributed
layouts include the fractal layout configu
et al. (1997) inwhich
rations introduced by Venkatadri
capacity, often by running parallel production
a
in Newark,
lines. For example,
Solectron,
California,
a
with
24
has
pro
plant
large contract manufacturer,
from
lines capable of assembling
duction
everything
to laser printers
1998). By having du
shared across prod
a seamless flow of ma
(Engardio
lines
production
flexible
plicate
ucts, companies
hope
terial.
Depending
to ensure
on
downstream
congestion,
can move
in and out of neighboring
produc
creating multiple
paths, or channels, mini
and congestion.
EFTC, a manufac
mizing
queueing
also uses
turer of electronic
goods and components,
An
EFTC
multichannel
1999).
(McHale
manufacturing
products
tion lines,
JZq_r~]_T~l_
Product
A
Undifferentiated
^HHH]
production
Product Px
HDHZHIhProduct p2
Q-CH>Product*
platformPH
stage
Product PA
ro-o-o
LQ?Q?Q_
<
Product customization
Product P5
the products
based
on actual
demand
undifferentiated
the plant makes
it customizes
In the second stage,
(make-to-order
creases
the
likelihood
the system
a plant
into several
is partitioned
can be allocated
which workloads
cells
identical
to
De
dynamically.
face
such
systems
challenges
signers
as determining
how many duplicate
paths to have and
on the plant
the resource duplicates
how to organize
of multichannel
floor.
Scalable Machines
effort
In the last few years, there has been a concerted
to
that
in the metal cutting industry
develop machines
are highly flexible and scalable and that can perform
functions and be adjusted for various capacities.
many
can
of the machines
and efficiency
functionality
in additional modules
by plugging
easily be upgraded
or acquiring
The multinational
software.
additional
The
on Intelligent Manufacturing
(http:
Systems
is leading such an effort, supported
//www.ims.org)
a
of Japanese, US, and European ma
by
conglomerate
Initiative
stage
Figure3: A plantwith delayed differentiationhas a hybrid layoutconsist
In the first stage,
ing of two stages.
a
fashion.
in
make-to-stock
products
ments
production).
chine
Science
(Ikegaya 2000). The National
on
Reconfi
Center
Research
Engineering
tool makers
Foundation
at the University
gurable Machines
of Michigan
(http:
Interfaces
64
Vol.
32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
is carrying out a parallel ef
//erc.engin.umich.edu/)
on
machines
that can be quickly
fort, focusing
building
in product mix or volumes,
for
for changes
adjusted
can
be
machines
by adding
example,
quickly upgraded
or controllers
(Koren et
spindles, axes, tool magazines,
al. 1999). If successful,
such efforts could lead to facili
ties that use one machine
for most processing with lit
a ma
movement.
and
Because
tle material
handling
for different mixes and
chine can be rapidly configured
in
would
volumes,
requirements
production
changes
have little effect on layout.
A commercial
that already
has some of
product
is the TRIFLEX machining
these capabilities
center,
marketed
by Turmatic
multaneous
units
with
Systems.
The
center
allows
si
using up to seven machining
machining
additional
the possibility
of retrofitting
un
loading and
can
into similar or
be integrated
loading systems and
unit
different machine
systems. A single machining
can be fitted to a long base slide, enabling
the sides of
ones.
It can accommodate
automatic
a workpiece
in one station and the
to be machined
front face in another. Therefore,
five-sided machining
even with only two machining
units fitted.
could transform
scalable machines
layout de
movement
If
material
became
minimal,
factory
sign.
and
would
their
be
design
greatly simplified
layouts
is possible,
Such
in factory design
less important. Emphasis
would
then likely shift from the detailed design of each
to the higher
level integration
processing
department
would
of
be
these
departments
with
assembly
chining
and packaging).
(for example,
or assembly
integrating ma
with
inspection
Layouts
that can be moved
with a pallet jack from any side.
is small enough to fit through most doors,
its rigid frame does not require releveling
after
are available for electrical
move. Quick disconnects
machine
and heavy
is a compact and mobile mill
westernindustries.com),
It
used for small-lot,
ing machine
job-shop machining.
can be located close to the primary machining
or turn
a family of parts that requires
producing
or
on other ma
operations
secondary
preliminary
of the machine
is a base casting
chines. The foundation
ing centers
Interfaces
32, No.
6, November-December
2002
65
are stationary
(that is,workpieces
is incurred by the machines).
Hence, fac
have to be laid out to facilitate the flow of
around
tories would
machines
of parts.
Telecom's
instead
In Northern
for manufacturing
neric,
in Calgary,
facility
business
modular,
ge
can
cells
work
from one
be moved
Canada
equipment,
telephone
conveyor-mounted
ily and quickly
eas
to another
location
cells can
1996). These independent
(Assembly Magazine
be unplugged
line and moved
from the main assembly
to accommodate
With
different
products.
frequent
in
the
the facility uses
design,
changes
product
to change tooling and
and assembly
production
cells
work
conveyor-mounted
to suit
layout
the new
requirements.
tools require storage and retrieval.
to allow
is being developed
technology
For ex
and retrieval of large equipment.
Portable machine
Fortunately,
easy
storage
ample, Robotic
Parking
(www.roboticparking.com/
a modular
automated
tech.html) markets
parking sys
tem (MAPS) that integrates
with
control
computer
lifts, pallets,
large equipment
facilities
Complete
carriers
parking garages,
inmanufacturing
to park
modular
can be constructed
as 60 by 60 feet, up
or underground.
to 20 stories,
"picked
in a MAPS-like
from
the shelves"
and
facturing facility.
The shift to lighter machines
vances
creasingly
on lots
warehouse
floor. Depending
manufacturing
and demand,
machine
tools would
mix
re
ware
and above
to the main
product
and
for
designed
Although
originally
is finding applications
the technology
and warehousing.
Portable machines
could be maintained
cent
and
in multilevel
as small
are marketing
and dynamically
por
equipment
de
that are easily
table machines
areas
as
in different
of the factory
production
ployed
TRAK
The
QuikCell
QCM-1,
requirements
change.
from Southwestern
Industries
available
(www.south
Vol.
tools for repairing turbines, paper machinery,
The portable machines
go to the
equipment.
on the workpieces?instead
of
and mount
workplace
the other way
and movement
houses.
manufacturers
each
sup
an
a
air
and
draw
bar,
sprayer,
power
ply,
Tools (www.cpmt.com)
hose. Climax Portable Machine
that have the capabilities of stationary
makes machines
trieve
Several
and
a coolant
mechanical
Portable Machines
The
machine
in materials.
inserted
adja
on
is also driven
by ad
are in
For example,
composites
choice for many
components.
the primary
be
in the manu
BENJAAFAR, HERAGU, AND IRANI
Factory
can now
composites
replace cast iron parts
are
aluminum
parts. These
phenolics
replacing
can also be engineered
to have excellent
light materials
as
such
heat resis
mechanical
hardness,
properties,
Aluminum
and
tensile
tance,
vances
and vibration
strength,
in nonabrasive
Ad
absorption.
such
processes,
manufacturing
are aid
as laser cutting and electron-beam
hardening,
of lightweight machining
ing the development
equip
ment.
is
also
permanent magnetic
Industry
developing
chucks that facilitate quick mounting
and dismounting
of tools, carry their own energy sources, and do not
in ma
With
these developments
obstruct machining.
we are moving
to
terials and processing
technology,
that
wards
processing
technologies
light
employ
weight
parts.
which
easily
with
can process
lightweight
in
and
Kochhar
(1994) foresee facilities
Heragu
on
is
mounted
wheels
equipment
lightweight
in
tracks
embedded
the
floor
moved
shop
along
universal
for support services,
such
plug points
tools
machine
and
as
and coolant,
gas, water,
compressed
dispersed
itmay be
With
the
such
throughout
plant.
technology,
feasible to change layouts several times per year. With
costs cut, the criterion
in designing
layouts
re-layout
then
shifts
from
long-term
material-handling
Firms would
responsiveness.
effi
Layouts
Distributed
Distributed
Layouts
layouts disaggregate
into subdepartments
partments
out the plant
floor
located
strategically
to hedge
de
large functional
distributed
through
4). Duplicate
departments
the factory allow the
throughout
(Figure
in job-flow
against future fluctuations
In turn, disaggregated
and volumes.
and dis
material-travel
dis
reduce
subdepartments
facility
patterns
tributed
tances for many production
flow sequences.
Planners
can easily find efficient flows for a wide
range of prod
uct mixes and volumes.
Such layouts are especially
ap
too
to
when
demand
fluctuates
pealing
frequently
the plant cost effective.
reconfiguring
a
fixed
settings,
layout that performs well
scenarios
is desirable.
demand
make
In these
for many
a distributed
layout, a firm faces several
create
it
should
and
How
subdepartments,
it have of each type? How much
should
In designing
challenges.
how many
it assign
to each subdepartment?
should
capacity
it place
the subdepartments?
How
Where
should
should it allocate workload
similar
among
subdepart
ments? How will department
and dis
disaggregation
maximize
affect operational
(for example,
performance
in
and
work
times,
process,
material-handling
should the firm manage mate
times)? How
queueing
rial flow, now that there is greater routing flexibility?
mand
How
to short-term
ciency
cus on operational
outs periodically
by reconfiguring
performance
to relieve short-term
congestion
fo
lay
and
for current products
and de
throughput
we
levels. The agile layout design methodology
vision.
describe
later is in part motivated
this
by
Next Generation
We
NSF
are carrying
Consortium
turing
plore
multiple
companies.
alternative
it coordinate
should
out research under
on Next Generation
the newly
formed
universities
and
several
manufac
is to ex
The goal of the consortium
and
alternative
layout configurations
metrics
for designing
performance
to layout design
Three approaches
tinct needs of the flexible
factory.
flexible
factories.
address
three dis
The
first
two ap
present novel layout configurations,
namely
proaches
In
the
third
and modular
distributed
ap
layouts.
a design
we use operational
as
performance
proach,
criterion to generate what we term agile layouts.
the competing
for ma
needs
terial handling
of similar
formance measure
should
What per
subdepartments?
the firm use when designing
it measure
Should
expected
distributed
Factory Layouts
Factory Layouts
is supported
(NGFL). The Consortium
by a major
Science Foundation
(NSF) and
grant from the National
involves
tribution
layouts?
scenar
cost over possible
demand
material-handling
a
or
measure
it
should
seek
of
that
robustness
ios,
guar
antees a minimum
level of performance
for all scenar
ios? More
to
layouts
though
bility,
of scale
must
sensitive
how
important,
the adopted
performance
are
the
final
measure?
Al
increase flexi
duplicating
departments
might
it could also increase and diminish
economies
be
(for example,
operators and auxiliary resources
The firm must
trade off the
duplicated).
benefits
and du
of disaggregation
in other areas.
increases
material-handling
against cost
Benjaafar and Sheikhzadeh
plication
Benjaafar
Benjaafar
(2002)
and
explored
Sheikhzadeh
(2000) and Lahmar and
some of these questions.
considered
situations
in
Interfaces
66
Vol.
32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
(a) Partiallydistributedlayout
(b)Maximallydistributedlayout
Figure4: Ina distributed layout,not all equipment of the same type (representedby a particularshape in the
figure) is placed inadjoining locations. Instead,equipmentof the same type is either grouped inmultiple clusters
(partialdistribution)or placed individuallythroughoutthe plant (maximaldistribution).
is characterized
for products
by finite
discrete distributions,
represented
by a finite number
of demand-realization
scenarios
and probabilities
of
allocation
of flow among subdepartments
of
optimal
the same type. Thus, we have a combined
layout and
flow-allocation
and
Sheikhzadeh
problem.
Benjaafar
occurrence
allocation
for this layout-flow
(2000) describe a model
as
as
an
well
effective decomposition
solu
problem,
tion procedure.
Lahmar and Benjaafar
(2002) extend
which
demand
for each
may be independent
scenarios consisting
scenario.
Demand
or correlated.
Both
for products
cases result in
com
of different product-demand
each with its own probability
of occurrence.
binations,
The distributions
data or
may be based on historical
on forecasts. When
the demand
distributions
are dif
one can assign equal likelihood
to characterize,
one
to all possible
demand
scenarios. Alternatively,
can aggregate
into a smaller subset that
the scenarios
ficult
the range of possible demand
scenarios.
represents
From
the distribution
of demand
the
scenarios,
unit
and
the
transfer
loads,
product
routings,
product
we
determine
amount
for each possible
demand
scenario
the
for each product
that will flow be
of material
tween
each pair of departments.
from-to flow matrix
tiproduct
This
results
in a mul
for each demand
sce
is to select a layout that minimizes
cost over the entire set of
material-handling
nario. The objective
expected
scenarios.
For each scenario, we
need
to determine
Interfaces
Vol.
32, No.
6, November-December
2002
67
the
to settings with
procedure
can
the
be
multiple
periods,
layout
reconfigured
at a cost at the beginning
of each period.
(2000) and Lahmar and
Benjaafar and Sheikhzadeh's
the model
and the solution
where
with distributed
(2002) experiments
Benjaafar's
lay
and
outs, using both randomly
generated
examples
data collected
from industry, showed firms could ben
efit
from disaggregating
and distributing
functional
in most
40
(over
departments
percent
improvement
the
cases). Distributed
greatest advan
layouts provide
is variable, particularly
for layouts
tage when demand
or
with
many
large departments
types. If
department
can be
a
the distribution
of flow patterns
categorized
at the design
priori, including flow information
stage
can improve
layouts. However,
material-handling
costs can be reduced even without
flow information
BENJAAFAR, HERAGU, AND IRANI
Factory
(for example,
by distributing
subdepartments
of distributed
the quality
Furthermore,
domly).
to inaccuracies
in the demand
outs is insensitive
ran
lay
dis
important, firms can obtain most of the
with
few rep
from duplicating
departments
to fully disaggregate
functional
rarely having
tribution. More
benefits
licates,
layout
that
distributes
department
replicates
can also help a firm to han
the plant floor
throughout
short runs or products with
dle products with
life cycles. It can do so, for example, by quickly
short
form
of adjoining
subde
cells, consisting
ing temporary
or job
a
to
line
dedicated
particular product
partments,
once
the prod
order (Figure 5). This cell is disbanded
out or once the customer
order is com
is phased
are then free to par
The
individual
replicates
pleted.
such
in new cells. Drolet
(1989) discussed
ticipate
virtual cells. Lahmar and Benjaafar
(2002) found that
uct
can be useful
in handling
configurations
contraction
For ex
and
gracefully.
growth
production
over several periods,
mature
when
products
ample,
its facility repeatedly
the firm can avoid redesigning
distributed
to accommodate
product
growth
machines
a distrib
by using
to the periphery
of
can then grow almost
layout and adding
the layout as needed. The facility
in a concentric
fashion, keeping
layout
uted
oboio
QOOE
^O^o
this
efficient material
and maintaining
handling. With
can modify
in
incre
firm
the
small
capacity
approach,
or removing
ments
takes
since introducing
capacity
core
at
with
the
the
remaining
factory
place
periphery
intact.
Modular
departments.
A
Layouts
space
compact
Modular
tions.
are hybrid
layouts for systems with
as
flows
that cannot be described
flow line, or cellular. Several of the emerg
in industry are leading to such configura
layouts
material
complex
functional,
ing trends
For
modular
the automobile
industry builds
example,
cores with
around
flow-line-like
factories
forms.
lines in various
supplier production
also use lay
that delay product differentiation
and cellular fea
that combine product,
process,
connected
Firms
outs
first to introduce
Irani and Huang
(2000) were
of basic modules.
the concept of layout as a network
at least in the short term, a known
They assumed,
mix
and
fairly stable demand. As the mix and
product
tures.
demand
others
some modules
change,
such modular
added. With
turers can scale
their
research
their activities
on modular
layouts,
In
up or down quickly.
Irani
and
Huang
layouts,
provide
a metastructure
for designing multi
in general? Would
facilities
cor
resources
into modules
manufacturing
and arranging
grouping
to specific traditional
responding
tal flow
Virtual
cells
and
manufac
to answer
the following
fundamental
sought
a
Could
questions.
layout other than the three tradi
flows of multi
tional layouts better fit the material
a combination
of the
manufacturers?
product
Perhaps
a network
of
Could
three traditional
layout
layouts?
product
O
o
are eliminated
(2000)
modules
^o
Layouts
distances
layouts minimize
to
or costs?
a modular
Irani and Huang
(2000) designed
layout
a
The
for Motorola
company wanted
facility (Figure 6).
to assess the feasibility
of changing
the layout in one
of their semiconductor
fabs from functional
to cellular.
seven bays (or process
layout comprises
im
film deposition,
diffusion,
etching,
departments):
and backend. Mo
metrology,
plant, photolithography,
The functional
Figure5: A distributed layoutcan be used to quickly form temporary(vir
tual) cells, consisting of adjoining subdepartments,dedicated to a partic
ular product line or job order. The cell is disbanded once the product is
phased
out or once
the customer
order
is completed.
four product
torola provided
routings
representative
found that a
of the fab's product flows. The authors
it would
not be viable because
cellular layout would
How
and processes.
equipment
require duplicating
the
of
ever, a visual string-matching
routings
analysis
Interfaces
68 Vol. 32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
Functional
Layout Module
Function
Process
with ETCH
Flowline
Process
1)
-O
-J?2.08
Module with
Function
ETCH
2.10 \
\?*/2.09
j?*(
Module
Flowline
with
PHOTO
Process
Function
/ 3.08
r>
6-04
v
y- )
j
Functional
Layout
Module with FILM
Function
Process
(z
V
(" )
-O
Cell Module
Functional
Flowline
Module
with DIFF Process
Layout Module
with
Flowline Module with
Process
Function
BACKEND
with ETCH,
ETCH,
IMPLANT and PHOTO
FILM and PHOTO
Process
Process
Functions
Functions
Funtion
Figure 6: The original functional layoutof theMotorola semiconductor fabwas decomposed intoa networkof
layout modules.
Each
layout module
consists
of several
dissimilar
machines
connected
by a particular
flow
pattern.
revealed that different pairs of routings had substrings
of operations
identical or had many opera
that were
common.
tions in
Based on this observation,
they de
Procedure
Design
for Modular
Layouts
the three
(Figure 6) that combines
consec
In
this
all
of
layouts.
layout,
pairs
are
in all the product
utive operations
per
routings
or in adjacent mod
formed in the same layout module
that material
flow in
(2000) showed
can
into a
be
any multiproduct
facility
decomposed
network of layout modules,
each module
representing
a
A
is
the
of
module
of machines
group
part
facility.
a
is a group of machines
ules, where
layout module
whose flow pattern is characteristic
of a traditional
lay
out. The authors have since studied samples of product
from published
data from industry
routings obtained
connected
signed a
traditional
and
new
found
substrings
layout
that product
of operations
routings often have common
into
that could be aggregated
Interfaces
32, No.
understood
6, November-December
2002
69
a well
a material-flow
network with
by
its
flow pattern and method
for designing
and cell
the flow-line
(Figure 7). For example,
have a part family focus. The flow-line mod
are identical, whereas
the
ule aggregates
routings that
layout
modules
cell module
chine
modules.
Vol.
Irani and Huang
aggregates
routings
In contrast,
sequences.
that have
the
similar ma
functional
layout
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
?.
AMIJr~
M1
M4
A M3 -H
M2
M5
-?fwn?{W?
~MT1?{M~0
(a) FlowlineModule
(b) Branched Flowline Module
(d)Machining Center Module
(c)CellModule
M2
M4
?*~
M1
M3
M M5
(f) Patterned FlowModule
(e) Functional Layout Module
Figure 7: Six types of layoutmodules based on flow patterns observed in traditional layoutconfigurationsand
various
graph structures.
is a group of machines
that do not process
the material
products with similar routings. However,
in its from-to chart could correspond
to
flow pattern
an
an assembly
as
or
in
acyclic digraph,
disassembly
module
line or,
in the worst
case,
a completely
extracted.
digraph.
In the ideal
pletely
would
connected
be com
each product would
solution,
on
a
flow line, but that
dedicated
processed
in equipment.
A
entail significant
investment
practical approach would
of consecutive
operations
be to maximize
the number
in a family of routings
that
are performed
in the same module.
To find such a
Irani and Huang
the
(2000) employed
structure,
in
and clustering
used
method
of string matching
ge
netics, molecular
of this approach
in a product
strings and residual substrings
routing. A
common substring consists
of consecutive
operations
that two or more
in com
have
sequences
operation
mon. Residual substrings are the
of
opera
substrings
are
tions that remain after all the common
substrings
and biology. At the core
chemistry,
are the concepts
of common
sub
For
in operation
example,
and Sb(1^2^5-6-7-8),
sequences
the com
Sa(l-?2-+3-+4^7^8)
mon
are l->2 and 7->8. The residual
sub
substrings
are
3->4
and
5->6
in
and
Sa
Sb, re
sequences
strings
Given
the
of
for products
spectively.
routings
sample
in the facility, Irani and Huang
(2000)
all
the common
between
substrings
pairs
of routings. Next,
the frequency with
they compute
which
each common
substring occurs in the routings.
manufactured
first extract
then aggregate
similar substrings
and
for
module
each
cluster
of
layout
substrings.
They
create
Finally,
Interfaces
70
Vol.
32, No.
6, November-December
2002
a
BENJAAFAR, HERAGU, AND IRANI
Factory
they eliminate
machine
modules
utilization
or
that do not meet
constraints
on machine
for
criteria
alloca
tion and duplication
modules.
The
among multiple
a
result
from
is
this
using
typical
approach
facility lay
out that is a network of dissimilar modules.
In the ex
cess batch
2000), the layout consists
ample (Irani and Huang
cell module
flow modules
(M2), two patterned
(Ml,
a
a
and
flowline
functional
module
module
M4),
(M3),
(M2) (Figure 8).
outs
could
formance
that permit frequent reconfiguration,
lay
to maximize
be designed
per
operational
rather than to minimize
material-handling
tween
measures
operational
performance
and cellular manufacturing
systems.
Procedure
capturing
layout
configuration
is difficult. Meiler
performance
over
viewed
times. The material-handling
server in moving material
arrival
ments.
ample,
automated
be
relationship
and
operational
system
forklift
transporters
(1996a) re
and found
figuration,
150 papers on factory layout
one
paper on the subject. Recently
only
Benjaafar
an analytical model
introduced
(2002)
capable of cap
Layouts
trucks,
material
human
devices
con
by the layout
In
and product demands.
travel-time
distribution,
product routings,
the transporter
for both empty and full trips made
transport devices.
the model,
he showed
Using
tion does indeed have a direct
in
often
performance,
unpredictable
by the
that layout configura
impact on operational
For
ways.
exam
can cause empty travel to
in turn, can increase congestion
and
in
lo
delays. Thus, placing departments
neighboring
even
no
material
flows
between
cations,
though
directly
them, may reduce empty travel enough to reduce over
ple, minimizing
increase, which,
1
operates
(for ex
and
operators,
distances material
of discrete
The
vehicles).
guided
travel are determined
system
among depart
that the material
assumes
determining
he accounts
between
turing the relationship
layout configuration
and operational
He
embedded
the model
performance.
Module
(2002)
consists
Benjaafar
handling
the
and Gau
of functional
for Agile
as a central
as cycle time,
(WIP) accu
work-in-process
and throughput
become
impor
especially
mulation,
tant. Unfortunately,
et al. (2000) expanded Benjaafar's
Heragu
to include set-up time, transfer, and pro
a method
size and developed
that can esti
To capture the effect of layout on operational
perfor
mance metrics,
such as cycle time, WIP, and through
the manufacturing
(2002) modeled
put rate, Benjaafar
a
as
central-server
network and each
facility
queueing
as
a
multiserver
queue with
processing
department
and inter
of product-processing
general distribution
cost. As production-planning
shrink, factories
periods
to short
shift their focus from long-run cost efficiency
term responsiveness
and agility.
Such performance
measures
the design cri
of operational
mate
Design
Layouts
In facilities
in a layout-design
in which
procedure
can
one
measures
terion
be
of several
performance.
(2002) model
of a
Agile
Layouts
all use
full travel
of the material-handling
system.
travel to and from departments
empty
those visited
ments
close
flows
between
most
together,
them,
For example,
is highest
for
these depart
Placing
there
may be no direct
although
could significantly
reduce empty
frequently.
travel. Likewise,
with high inter
placing departments
flows far apart may be beneficial
(Figure 9).
a
in
showed
(2002)
that,
Benjaafar
general,
design
material
Figure 8: The original layoutof the facility has been decomposed intoa
networkof different layoutmodules with minimum intermodular
material
flows.
Interfaces
Vol.
32, No.
6, November-December
2002
71
on average
is a poor
In fact, a layout
indicator of operational
performance.
that is optimal with respect to full travel could be op
infeasible
infinite
(that is, it could produce
erationally
criterion
based
travel distances
BENJAAFAR, HERAGU, AND IRANI
Factory
two layouts that are op
Similarly,
to full travel could have vastly dif
Because
conventional
approaches
WIP
accumulation).
timal with respect
ferent WIP values.
tend to optimize
Layouts
the average
traveled by the
not
account for the
do
system, they
material-handling
in these distances.
variance
Distance
how
variance,
a
how
much
determines
ever, partly
congestion
layout
exhibits. More important,
itwas shown that congestion
increase
overall
that
-^3
distance
-8+
is not necessarily
in the average distance
monotonie
traveled by the material-handling
system. A layout
that reduces average distances
but increases variance
could
-2+
-6
congestion.
Similarly,
even
if it increases
4+
1fr
^9
(a) Layout
=
/,: uempty
0.679,
?/M
=
(b) Layout
=
/2: ?ye/77^
0.542,
ufull
0.311,
WIP =
99.00
0.409,
W/P =
19.41
a layout
average
reduces
variance,
In practice,
travel distances,
could reduce congestion.
on the material
travel-time
often depends
variance
is auto
system when
handling
material-handling
to
mated. Therefore,
need
pay special atten
designers
tion tomaterial
that minimize
handling
configurations
not
only
(Figure
mean
but
also
variance
of travel
distances
10).
the importance
of these indirect effects,
Realizing
are
many
companies
designing
layouts that minimize
dimensional
and
reduce empty
travel.
asymmetries
For example, Volvo designed
its Kalmar plant in Swe
den as a collection
material
of hexagon-shaped
modules
where
in concentric
lines within
each module
flows
et al. 1996). Lucent
is experimenting
with
(Tompkins
are
in
which
lo
shared
processors
layouts
centrally
in functional
and are equidistant
departments
from multiple
dedicated
cells within
the plant. Varia
a
tions of the spine layout, with departments
along
common
in
indus
corridor, have been implemented
tries ranging
to auto
from electronic manufacturing
cated
motive
assembly
(Tompkins
et al. 1996, Smith et al.
that minimize
dimen
2000).
sional
configurations
and reduce
asymmetries
found
in nonmanufacturing
Layout
empty
travel
Several
tributed
sume
challenges
remain. In designing
of the current models
layouts, designers
of department
that the number
0-^1-^2-^3-*2-^3->4-^5->6^7-*8-^9-*8->9->10->11.
tion, as measured
by average
WIP,
Conges
in layout /, than in layout
is far worse
/2, even though layout/, minimizes full travel (Benjaafar2002). In layout
/2, departments
2, 3, 8, and 9, which
are more
frequently
visited
than
other departments,are placed inadjoining locations.Despite the fact that
there are no direct flows between the departmentpairs (2, 3) and (8,9),
the overall effect is a reduction in empty travel time, which is sufficient
to reduce
of the material-handling
the utilization
and
leads
to an overall
reduction inWIP. Emptytravel time is reduced since there are frequent
empty trips between (2, 3) and (8, 9) as both pairs of departments are
popular
(z/emp/yand ufull refer to the empty
destinations.
and full utilization
of thematerial handling system.)
are known.
of each duplicate
In practice,
before de
facility designers must make these decisions
a layout. Current models
not
account
for
do
veloping
the capacity
the cost
of disaggregating
and distributing
depart
nor do
of scale as
they capture the economies
sociated with
consolidated
operating
departments.
ments
dis
as
a
consolidated
typical of
single
a
com
in
department
job shop (for example, operators,
areas,
puter control systems,
loading and unloading
and
and waste-disposal
The
Challenges
research
Figure 9: A single product goes through the following sequence of de
partments
are also
For example,
applications.
both the spine and star layouts are common
configu
rations for airports. Spine and T-shaped
layouts are
ter
also popular designs
for freight and cross-docking
minals
(Gue 1999).
Research
=
duplicates
infrastructure
facilities)
must
be duplicated
in a
Interfaces
72
Vol.
32, No.
6, November-December
2002
BENJAAFAR,
O
O
O
O
^
D
AND
HERAGU,
Factory
O
IRANI
Layouts
same
order were
not
one would
synchronized.
need to capture
To address
this
problem,
setup minimiza
con
tion in the objective
function or place additional
to prevent order splitting.
straints on flow allocation
For modular
issues need
layouts, several important
to be
substrings,
substrings
duplication
(1) After
one would
need
similarity and a threshold value
lar substrings.
This
is related
tX X
Loop
all common
identifying
to aggregate
several of the
into a single module
to minimize
machine
costs based on a measure
of substring dis
addressed:
simi
for aggregating
to the problem
of
in the fi
the optimal number of modules
determining
nal layout. One idea is to develop measures
of connec
of the directed graph we obtain
tivity and transitivity
a set of common
from aggregating
(2)We
substrings.
need to establish
criteria
for
feasibility
allocating ma
layout
to several
chines
avail
subject to machine
for minimum
machine
utilization.
modules
ability and criteria
An iterative loop should be incorporated
in the design
to absorb any module
because
criteria.
of
these
rejected
treats each residual substring
(3) The current approach
as a sequence
on machines
of operations
performed
It seems logical to clus
located in process departments.
ter these substrings
and aggregate
their machines
on
cell modules
based
user-defined
thresholds
(4) We
Star layout
has a smaller variance
configuration
itself has a smaller variance
than the linear
10: The star-layout
Figure
loop layout, which
than the
layout.
distributed
all department
layout
duplicates.
and
distribu
Thus, while
department
disaggregation
tion may yield material-handling
benefits, a firm must
trade off these benefits against the advantages
of op
erating
model
consolidated
facilities. We
that combines
an integrated
and ca
duplication
need
department
with
and flow allo
pacity assignment
layout design
we as
In our initial flow-allocation
cation.
model,
in
sumed
full flexibility
workload
among
assigning
same
of
the
In
this
duplicates
department.
practice,
could mean
different
routing
and
dispatching
policies
could
system. These models
splitting
32, No.
Furthermore,
performance.
to evaluate and compare
model
Such
configurations
where
dedicated
2002
73
policies on layout
could use the queueing
the performance
of clas
that reduce distance variance
identifying configurations
can be valuable.
without
average distance
affecting
orders
6, November-December
the
sical layout configurations
under varying
conditions.
new
are
more ef
We might
that
identify
configurations
in
WIP
fective
small
levels. In particular,
achieving
smaller
Interfaces
Vol.
of
then be
of different
we
departments
the hub-and-spoke
of several equidistant
for a single product among
and longer and
batches,
duplicates,
more frequent setups. Order
splitting could also delay
because
orders
of the
batches
shipping
completed
several
for
must
the perfor
compare
string clustering.
mance
of this new layout with
those of flowline,
cel
same
and
functional
for
the
lular,
layouts
facility.
For agile layouts, we need models
that account for
material-handling
used to study the effects
across
into
include
the star layout,
might
are
from each other, or
equidistant
in
which
each hub consists
layout,
and is served by a
departments
In many
differen
applications,
transporter.
or differ
WIP at different departments
between
tiating
ent stages of the production
is
WIP
tends
useful.
process
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
uation
to appreciate
in value as it progresses
through the pro
duction process. We should favor layouts that reduce
the most
which
expensive
departments
WIP
of the material-handling
decide
simultaneously
first,
layout design with the design
system. For example, we could
between
capacity
capital
the trade-offs
tems.
lighting
in prod
postponement
and (3) the shift tomore flexible and
The first trend could change the na
ture of layout design from strategic to operational
(re
more
more
could
become
and
focused
layout
frequent
on supporting
operational
performance),
requiring
and
constrained
Batta,
with
industries
ample,
with
innovative
or
custom-made
For these firms, designing
products).
layouts that are
robust and able to sustain a wide
range of products
remain critical.
would
dynamic
57(2)
280-286.
R.
1987. The
in part upon work
supported
by the National
9908437. Any
Science
Foundation
under Grant no. DMII
opinions,
or recommendations
in this ma
and conclusions
findings,
expressed
and do not necessarily
reflect the views
terial are those of the authors
This material
is based
of the National
Science
Foundation.
Design,
Science
-.
strategies
duction Res.
Askin,
R. G.
28(2)
1999. An
Internat.
-,
M. M.
Salomon.
for flexible
layouts.
N. H. Lundgren,
manufacturing
311-323.
empirical
J. Production
F. Ciarallo.
evaluation
Res.
37(5)
1990. Dynamic
Internat.
systems.
of holonic
and
layout
J. Pro
fractal
961-978.
1997. A material
flow based
eval
Sei.
layout. Management
A
algorithms:
1992.
state
Solutions
of the
for the
Eur. J. Oper.
problem.
Res.
Sei. 33(8)
layout. Management
in cellular manufacturing
sys
sharing
H. R. Parasei, D. H. Liles, eds.
Planning,
of Cellular Manufacturing
Systems. Elsevier
and Analysis
B. V., Amsterdam,
The Netherlands.
L. McGinnis,
factory layouts. R. Graves,
eds. Progress
inMaterial
Research. Material
Handling
NC.
Institute, Charlotte,
-.
2002. Design
of plant
Sei. 48(5) 679-704.
with
layouts
B. Peters,
Handling
effects. Manage
queueing
ment
M.
-,
Sheikhzadeh.
Trans.
2000.
of flexible
Design
plant
layouts.
HE
309-322.
32(4)
L. Zavanella.
Braglia, M., S. Zanoni,
environments:
and
Strategies
Res. Forthcoming.
Production
2002. Layout
quantitative
in dynamic
Internat. ].
design
indices.
S. F., D. B. Webster.
1987. Evaluating
the flexibility
of
Bullington,
facilities
costs.
Proc.
In
estimated
IXth
layouts using
relayout
ternat. Conf. Production
Res. Birmingham,
U.K., 2230-2236.
D. G., M. A. Venkataramanan.
Conway,
the dynamic
layout problem.
facility
955-960.
Drolet,
virtual
J. R. 1989. Scheduling
School
of
dissertation,
1994. Genetic
Comput.
search
Oper.
cellular manufacturing
Industrial
IN.
West
University,
Lafayette,
P.
1998.
the
up
Souping
supply
Engardio,
Engineering,
chain.
Bus. Week
Res.
and
21(8)
systems.
Purdue
(August)
24-31,110-112.
Feare,
T.
1997.
Less
automation
means
more
Modern Materials
Microsystems.
Handling
customization
E., H. Lee. 1997. Mass
Feitzinger,
productivity
(November
at Hewlett
The
P., R. A. Millen,
2002
2,
June
2000. Flexible
References
Afentakis,
layout
of plant
dynamics
Ph.D.
Acknowledgments
of plant
facility
S. 1995. Machine
Benjaafar,
tems. A. K. Kamrani,
follow
differentiation,
ample,
products
delayed
a flow-line-like
the above
mostly
path). However,
not
to
trends would most
all
industries.
likely
apply
For many
forms, neither full process
reconfigurability
nor product
will be possible
standardization
(for ex
cut
workstations
Retrieved
1065.
the increased
tools and new design metrics.
In
layout-design
contrast, the second and third trends could lead to sim
(for ex
pler layouts and a reduced need for re-layout
J. 1993. The dynamics
C. H. Cheng.
1998. Dynamic
layout
art survey. Omega 26(4) 507-521.
F. R. Jacobs, M. A. Venkataramanan.
-,
uct differentiation,
scalable machines.
new
issue.
654-655.
39(5)
three main
trends
industry,
high
move
more
the
toward
and
(1)
again:
lighter
(2) the increased modularization
equipment,
portable
of products
1995. Flexible
on flexible
conveyor
sys
telephones
rely
Retrieved
June 2, 2002
(www.assembly
issue.
May
Balakrishnan,
are worth
From
Braun
71-90.
MI,
mag.com).
-,
and WIP.
Research.
Handling
J.
R. Wil
(www.assemblymag.com).
custom
1996. Norstart
-.
on
and
in Material
Progress
Ann Arbor,
(online edition).
Assembly Magazine
in process.
work
September
of transporters
(number
ity) and department
cost
both WIP-holding
minimizing
costs. We could then examine
investment
eds.
Brumfield,
capacity
material-handling
or transporter carrying capac
with
the objective of
placement,
R.
alternatives
for agile manufacturing.
layout
R. E. Ward, M.
L. F. McGinnis,
D. J.Medeiros,
helm,
for example,
those in
that carry out the last production
located. Another
important avenue
steps are centrally
of research is to integrate
of
Graves,
Flynn,
of postponement.
Harvard
Bus. Rev. 75(1)
power
B. B., F. R. Jacobs.
1986. A simulation
comparison
technology
Production
Fu, M. C,
with
Res.
traditional
24(5)
job shop manufacturing.
1171-1192.
at Sun
1) 22-25.
Packard:
116-121.
of group
Internat. J.
1997. Minimizing
and ma
work-in-process
in the facilities
HE
Trans.
29(1)
layout problem.
B. K. Kaku.
terial handling
29-36.
Interfaces
74
Vol.
32, No.
6, November-December
2002
BENJAAFAR, HERAGU, AND IRANI
Factory
P. 2000.
Gibson,
asset
The
Bus. Magazine
Electronic
paradox.
Layouts
26(4)
Lacksonen,
120-126
K.
Gue,
(www.eb-mag.com).
1999. The effect of trailer
on the
scheduling
layout
Sei. 33(4) 419-428.
Transportation
2002. Make-to-order,
D., S. Benjaafar.
make-to-stock,
of freight
common
A
differentiation:
product
and analysis. Working
MN.
neapolis,
paper,
R. M.
1986. Flexibility
Gupta,
Material
Flow 3(4) 243-250.
in
for modeling
Min
of Minnesota,
A
layouts:
simulation
Volume.
New
ASME,
for designing
Zijm. 2000. A framework
able facilities.
Technical
DSES
report,
Department,
Institute, Troy, NY.
Polytechnic
J. C. W.
-,-,
network
to
approach
Technical
Rensselaer
report, DSES Department,
Troy, NY.
P. E., T. E. Cowan.
1976. CRAFT-M
for layout
Hicks,
Indust. Engrg. 8(5) 30-35.
A.
-,
queuing
turing
(www.ims.org).
Irani, S. A., H. Huang.
2000.
Custom
facilities using
multi-product
botics Automation
16 259-267.
T. M. Cavalier,
P. H. Cohen.
sharing
Kaku, B. K.,
namic
value
2000.
The
design
Koren,
Institute,
Y.,
Brusel.
CIRP
Kouvelis,
1999.
Reconfigurable
48 527-539.
P., A.
models
52(3)
-,
T. Moriwaki,
S. Kiran.
for automated
1991.
G.
G. Ulsoy,
Pristchow,
systems.
manufacturing
H.
V.
Ann.
Single
manufacturing
A.
1991. Holographic
Report No. 91-76,
E. Smith.
in block
tainty
Industrial
and multiple
systems.
period
layout
Eur. J. Oper. Res.
layout
2001.
environ
layout
of manufacturing
uncer
production
Considering
of
paper, Department
Working
of
University
Pittsburgh,
Pittsburgh,
design.
Engineering,
S., R. Batta,
U.
Palekar,
in plant
certainties
R. M.
Bosch,
layout
un
1992. Modeling
Eur. J. Oper. Res. 63(2) 347
S. Elhence.
problems.
359.
J. 1986. The
M.
Rosenblatt,
Sei. 32(1)
dynamics
of plant
layout. Management
76-86.
D. H. Kropp.
1992. The single period
stochastic
plant
layout
HE Trans. 24(2) 169-176.
problem.
H. L. Lee. 1987. A robustness
to facilities
approach
design.
Internat. ]. Production
Res. 25(4) 479^86.
-,
-,
1993. Comparison
of equivalent
pure cellular
Sarper, H., T. J.Greene.
and functional
environments
In
simulation.
production
using
ternat. J. Comput. Integrated
6(4) 221-236.
Manufacturing
Interfaces
2002
75
in
1990. Flexibility
A
manufacturing:
Flexible
J.
Systems 2(4) 289-328.
Manufacturing
versus
1993. Cellular
functional
J.M. Chames.
Internat.
Shafer,
S. M.,
a
under
G. J. Gutierrez.
1992. Algorithms
for ro
and
for
single period
layout planning
period
multiple
Eur. ]. Oper. Res. 63(2) 287-303.
systems.
manufacturing
1987. The facility
Eur. ].
Kusiak,
A., S. S. Heragu.
layout problem.
Res.
229-251.
29(3)
Oper.
lay
PA.
of shop
operating
Tompkins.
200-205.
1980.
variety
conditions.
Decision
survey.
layout
Sei. 24(3)
665-681.
A. A. Kurawarwala,
6, November-December
B. A.,
Norman,
300-314.
32, No.
robust
Sethi, A. K., S. P. Sethi.
bust
Vol.
Systems
for job shop
organization
Res. 37(3) 501-521.
layout
]. Production
P. Lefran?ois.
added
F. Jovane,
Internat.
and
of Management,
systems.
Faculty
Laval University,
Canada.
Montreal,
Qu?bec,
National
Research
Council.
1998. Visionary Manufacturing
Challenges
DC.
Press, Washington,
for 2020. National
Academy
cells:
manufacturing
flows
for the machine
paper, Virginia
operations.
Working
Poly
VA.
Blacksburg,
1999. Facility
in a changing
Kochhar,
J. S., S. S. Heragu.
layout design
environment.
Internat. J. Production
Res. 37(11) 2429-2446.
technic
/. Manufacturing
perspectives.
B. 1999. Fractal
Technical
center
Recent
problem:
694.
arrangement.
of a distribution
layout
functions
and
layout objective
Facility
Res. 34(10) 2727-2742.
J. Production
Internat.
-,-,
layout design
Internat. ]. Production
Res. 31(4) 791-810.
problem.
1997. A tabu-search
heuristic
for the dy
J. B. Mazzola.
INFORMS
J. Comput. 9(4) 374-384.
plant layout problem.
J. F., R. D. Meiler.
with
intercell
facility
a scenario
A. LaForge.
1992. Dynamic
tree
layout design
given
of probable
futures. Eur. J. Oper. Res. 63(2) 271-286.
1991. Strategic
U. Venkatadri.
of dynamic
interpolative
design
Sei. 37(6)
682
systems
layout. Management
manufacturing
of facility
for
layouts
design
IEEE
modules.
Trans.
Ro
layout
1993. Virtual
and
Exploiting
Klote,
-,
layouts.
In
Polytechnic
2000. Highly
and reconfigurable
manufac
productive
Technical
Manufac
systems.
report,
project
Intelligent
Initiative.
Retrieved
2001
Systems
September
turing
-,
outs.
ments.
stitute,
Ikegaya,
1996b.
-,-.
reconfigur
Rensselaer
G. Meng.
2000. An open
cellular
and jobshop
evaluating
and
emerging
15(5) 351-366.
9
York,
van Ommeren,
1996a. The
trends
Montreuil,
H. M.
W.
-,
M.,
(www.eb-mag.com).
R., K. Y. Gau.
Meiler,
issues in adaptive manu
handling
The Materials
Division
Engineering
Handling
systems.
facturing
75th Anniversary
Commemorative
13.
assignment
algo
Internat. J. Production
McHale,
1994. Material
J. S. Kochhar.
problem.
differentiation.
Sei. 43(1) 40-53.
layed product
Management
T. 1999. Special
top 100 contract manufactur
report?The
ers. Electronic
Bus. Magazine
Retrieved
June 2, 2002
(August).
approach.
S. S. 1994. Group
and cellular manufacturing.
Heragu,
technology
IEEE Trans. Systems, Man, Cybernetics
24(2) 203-215.
-.
1997. Facilities Design.
PWS Publishing,
Boston, MA.
-,
layout
outs.
delay
framework
University
1993. Quadratic
2002. Design
S. Benjaafar.
of dynamic
distributed
lay
of Mechanical
paper, Department
Working
Engineering,
of Minnesota,
MN.
University
Minneapolis,
1997. Modeling
the costs and benefits
of de
Lee, H. L., C. S. Tang.
Lahmar,
or
for the dynamic
31(3) 503-517.
Res.
terminals.
Gupta,
E. E. Enscore.
T.A.,
rithms
Shore,
R. H.,
Trans.
Smith,
G.,
Ed.
J. A.
12(2)
J.Wheatley,
(October
J. Green.
23) 72-82.
Flexible
facilities
2000. Car power.
design.
ARE
Bus. Week-Inter,nat.
BENJAAFAR, HERAGU, AND IRANI
Factory
Layouts
1994. Coping
with
the loss of pooling
J.Meredith.
syn
Sei. 40(4)
ergy in cellular manufacturing
systems. Management
466-483.
Suresh,
Tompkins,
shock
J.A. 1980. Modularity
in facilities design.
Y. A. Bozer, E. H. Frazelle,
J. A. White,
2nd
Trevino.
1996. Facilities
Planning,
York.
-,
Urban,
T. L.
1992.
lower
-.
-.
with
and flexibility:
Dealing
Indust. Engrg. 22(9) 78-81.
Computational
bound
procedures
lem. Eur. J. Oper. Res. 57(2) 271-279.
1993. A heuristic
for the dynamic
25(4) 57-63.
1998. Solution
lem. Ann.
for the fractal
and
facility
future
shop
layouts.
for the dynamic
procedures
Oper. Res. 76 323-342.
problem.
of
D.
-,
prob
prob
2000.
Empirical
findings
Res. 38(3)
J. Production
Internat.
J. 2000.
super
factory?or
Super
of job
flexibility
21-29.
in the U.S.
Res.
27(9)
on manufacturing
481-507.
headache.
cell
Bus. Week
(July)
31, 66.
HE Trans.
layout
layout organization.
B. Tyberghein.
1980. Measuring
Internat. J. Production
Res. 18(1)
J. Johnson.
design.
Yang,
facility
1997. A design methodology
HE Trans. 29(10) 911-924.
1989. Cellular manufacturing
U., L. N. Hyer.
users.
A
of
Internat.
J. Production
survey
industry:
1511-1530.
Wheatley,
layout
B. Montreuil.
Wemmerl?v,
efficiency
layout
D. B., M.
Webster,
J.M. A. Tanchoco,
J.
ed. John Wiley,
New
performance
for the dynamic
U., R. Rardin,
Venkatadri,
N.,
T., B. A.
namic
Res.
and
108(1)
Peters.
1998. Flexible
uncertain
machine
production
layout
environments.
design
Eur.
for dy
J. Oper.
49-64.
Interfaces
76
Vol.
32, No.
6, November-December
2002