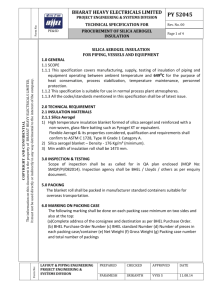
highly insulating and light transmitting aerogel glazing for window
advertisement

HIGHLY INSULATING AND LIGHT TRANSMITTING AEROGEL GLAZING FOR WINDOW (HILIT AEROGEL WINDOW) Karsten I. Jensen and Jørgen M. Schultz DEPARTMENT OF CIVIL ENGINEERING (BYGDTU) TECHNICAL UNIVERSITY OF DENMARK Contract JOR3-CT97-0187 PUBLISHABLE REPORT 1 November 1998 to 31 October 2001 Research funded in part by THE EUROPEAN COMMISSION in the framework of the Non Nuclear Energy Programme JOULE III HIGHLY INSULATING AND LIGHT TRANSMITTING AEROGEL GLAZING FOR WINDOW (HILIT AEROGEL WINDOW) Edited by Karsten I. Jensen and Jørgen M. Schultz Department of civil engineering (BYGDTU) Technical university of Denmark 2001 Contract JOR3-CT97-0187 Research funded in part by THE EUROPEAN COMMISSION in the framework of the Non Nuclear Energy Programme JOULE III ABSTRACT The HILIT AEROGEL WINDOW project with participants from Denmark (coordinator), France, Germany, Norway and Sweden, was formulated in order to develop a safe and clean production of monolithic silica aerogel based on supercritical CO2 drying of the gels, to study the process parameters and to transfer the results from lab- to mid- and finally to large-scale making of 60 by 60 cm2 in a pre-industrial plant. The large samples forms the basis for assembly of evacuated aerogel glazings optimised with respect to thermal and optical properties. The production process development and transfer to pre-industrial fabrication of aerogels has succeeded in all details. A pilot plant for precursor elaboration has been established and precursors of required amount and quality has been delivered to all partners. Studies at labscale have identified the important parameters for optimising the mixing of the chemicals, which is the mixing rate and the HF (catalyst) flow rate. A mixing reactor have been designed and successfully transferred to large-scale application. A wet gel strengthening process has been developed and optimised at laboratory-scale and transferred at mid-scale with success (concerning monolithicity). A direct supercritical CO2 drying loop has been developed at midscale, successfully transferred and re-adapted at large-scale. At large scale a complete CO2 loop has been build including CO2 regaining by separation of CO2 from the solvent. The CO2 has been reused for several batch runs. The up scaling required invention of several technical solutions related to moulding and handling of the large gels. Despite the efforts only aerogels with a thickness up to 15 mm have been produced with a good reproducibility. The thermal conductivity is approximately 0.015 W/mK at atmospheric pressure and 0.010 W/mK at 10 hPa. The optical properties have been improved compared to previous aerogels thanks to the process and the smooth surfaces obtained and a heat treatment of the dried aerogel. A rim seal solution that offers the required air and moisture tightness without leading to severe thermal bridge effects has been developed as well as an assembly process including heat treatment and evacuation in a vacuum chamber. The centre U-value is measured for several prototype glazings to 0.68 W/m2K, which is somewhat higher than the targeted value of 0.4 W/m2K due to the thinner aerogel sheets available. The overall U-value including the thermal bridge effect of the rim seal solution is measured to 0.74 W/m2K. The solar energy transmittance is measured to 76% thanks to the use of low-iron glass with an anti reflective coating. TABLE OF CONTENTS 1. PARTNERSHIP .......................................................................................................... 2 2. OBJECTIVES OF THE PROJECT .......................................................................... 3 3. 3.1 3.2 3.2.1 3.2.2 3.2.3 3.2.4 3.2.5 3.3 3.4 TECHNICAL DESCRIPTION .................................................................................. Introduction ................................................................................................................. The process operation ................................................................................................. Precursor synthesis ........................................................................................................ Solvent mixing studies .................................................................................................. Washing and ageing ...................................................................................................... Drying studies ................................................................................................................ Transfer to large scale ................................................................................................... Characterisation ......................................................................................................... The glazing ................................................................................................................... 4. 4.1 4.1.1 4.1.2 4.1.3 4.1.4 4.1.5 4.1.6 4.1.7 4.2 4.3 4.3.1 4.3.2 4.3.3 4.3.4 4.3.5 4.3.6 RESULTS AND CONCLUSIONS ............................................................................. 7 The material ................................................................................................................. 7 Precursor (PCAS) .......................................................................................................... 8 Strengthening washing and ageing (LACE + NTNU) .................................................. 8 Direct supercritical CO2 drying process (ARMINES) .................................................. 9 Large scale aerogels (AIRGLASS) ............................................................................. 10 CO2/ETAC separation and CO2 regaining loops (AL GAS) ....................................... 11 Post processing (AIRGLASS) ..................................................................................... 12 Future aspects to be improved ..................................................................................... 12 Characterisation of the optimum aerogel window (CSTB + FHG.ISE) ............... 13 Glazing ........................................................................................................................ 14 Rim seal solution (BYGDTU) ................................................................................... 14 Evacuation and assembly process (BYGDTU) ......................................................... 16 Glazing optimisation (BYGDTU) ............................................................................. 16 Measured performance (BYGDTU) .......................................................................... 16 Energetic interest analysis (ARMINES) ..................................................................... 17 Visual comfort analysis (FHG.ISE) ............................................................................ 18 5. EXPLOITATION PLANS AND ANTICIPATED BENEFITS ............................ 19 6. REFERENCES .......................................................................................................... 20 4 4 5 5 5 5 5 6 6 6 APPLICATION RELATED FIGURE ................................................................................ 21 1 1. PARTNERSHIP The following organisations have participated in the project: Contractors Department of Civil Engineering Technical University of Denmark Building 118, Brovej DK-2800 Kgs. Lyngby DENMARK Centre d’Energétique Ecole des Mines de Paris Sophia Antipolis. B.P. 207 F-06560 Valbonne FRANCE Produits Chimiques Auxiliaires et de Synthéses (PCAS) B.P. 111 F-91161 Longjumeau FRANCE CSTB 24, rue Joseph Fourier F-38400 Saint Martin d’Hères FRANCE Laboratoire d’Application de la Chimie à l’Enviromnement (LACE) Université Claude Bernard Lyon 1 (UCBL) 43, boulevard du 11 Novembre 1918 F-69622 Villeurbanne Cedex FRANCE Fraunhofer Institute for Solar Energy Systems (ISE) Heidenhofstr. 2 D-79110 Freiburg GERMANY Airglass AB Box 150 S-24522 Staffanstorp SWEDEN Air Liquide Gas AB Lundavegen 147 S-21224 Malmø SWEDEN Abbreviation Contact person Dr. K.I. Jensen Tel: (45) 45 25 18 90 BYGDTU Fax: (45) 45 88 32 82 E-mail: kij@byg.dtu.dk ARMINES Dr. P. Achard Tel: (33) 4 93 95 75 08 Fax: (33) 4 93 95 75 35 E-mail: patrick.achard@cenerg.cma.fr PCAS Dr. M. Durant Tel: (33) 1 69 09 77 85 Fax: (33) 1 64 48 23 19 E-mail: Marcel.Durant@pcas.fr CSTB Mr. B. Chevalier Tel: (33) 4 76 76 25 56 Fax: (33) 4 76 76 25 60 E-mail: br.chevalier@cstb.fr LACE Prof. G.M. Pajonk Tel: (33) 4 72 44 82 52 Fax: (33) 4 78 94 19 95 E-mail: pajonk@univ-lyon1.fr FHG-ISE Dr. P. Nitz Tel: (49) 761 45 88 5410 Fax: (49) 761 45 88 9410 E-mail: nitz@ise.fhg.de Dr. L. Gullberg Tel: (46) 46 25 52 00 AIRGLASS Fax: (46) 46 25 69 20 E-mail: info@airglass.se Mr. M. Rydén Tel: (46) 40 38 11 17 AL GAS Fax: (46) 40 93 19 77 E-mail: Mats.Ryden@AirLiquide.com 2 The project has been organised as shown below: Project Organisation and Task responsibilities HILIT AEROGEL WINDOW Project Coordination BYGDTU TASK 1 Process operation and evaluation ARMINES AL GAS LACE PCAS AIRGLASS 2. <=> TASK 2 Material characterisation CSTB FHG-ISE <=> TASK 3 The glazing <=> BYGDTU CSTB FHG-ISE ARMINES OBJECTIVES OF THE PROJECT The main project objectives are: 1) to make the pre-industrial elaboration process evaluation for the chemical part (aerogel process) and the glazing assembly process of aerogel window and 2) to estimate the energetic interest of such glazings. Other objectives are: Flat aerogel sheets of about 60 x 60 x 2 cm3 with a solar transmittance of 90 % or more and the lowest heat conductivity ever reported for such material. The aerogel material exhibits only negligible image blur ie the optical quality is at the same level as ordinary glass panes. Prototypes of 60 x 60 cm² evacuated aerogel glazing (aerogel thickness of 20 mm) made by the proposed process and having a centre heat loss coefficient (U-value) below 0.4 W/m² K, an overall U-value below 0.5 W/m² K and a solar energy transmittance (gvalue) above 75 %. Finally, the lifetime of the glazing with respect to maintaining the gas pressure below 50- 100 hPa will be at least 30 years. Feasibility study, which analyses the technical potential of aerogel windows. Technical and economic evaluation of an industrial production of aerogel glazings for windows. Analysis of market potential of aerogel windows taking an integrated design approach into account. 3 At the end of the project, it is expected that the following are developed: A supercritically CO2 based process with recovery, that can give flat aerogel tiles of 60 cm square as well as a glazing assembly process, suited for an industrial production, for the same size. And finally, a general scheme for demonstration of the new technology will be drafted. 3. TECHNICAL DESCRIPTION 3.1 Introduction Aerogels were first made by Kistler in the early thirties [Kistler, 1932]. To avoid dissolution of silica during the supercritical drying he exchanged the pore liquid (mainly water) with ethanol. This time consuming exchange of the pore liquid was later avoided by developing a procedure where alcogels directly prepared from alcoxides were supercritical dried from ethanol or methanol. [Teichner, 1972; Henning, 1986]. Due to the high supercritical temperature of alcohols, a new and safer route consisting of an exchange of the pore liquid with CO2 followed by a drying at the supercritical conditions of CO2 was developed [Tewari, 1986]. Later, direct supercritical CO2 washing was tested to improve the diffusion in the nanoporosity of the wet gel [Van Bommel, 1995]. Since then, few studies had been performed in the aerogel field with such an innovative process [Knez, 1998]. The obtained results are very promising, however, these processes have still not shown to be preferable for a production of large aerogel sheets. This is the reason why the direct supercritical CO2 drying combined with a patented gel preparation [Pajonk, 1998] and a wet gel-strengthening step [Einarsrud, 1994] was chosen for the work in this project. Aerogels not only offers a very low thermal conductivity but also a very high light and solar energy transmittance, that makes aerogel glazing superior to other super insulating glazing types on the market. The key points related to development of super insulating aerogel glazing are primarily to be able to evacuate the aerogel to approximately 1 hPa and to maintain the internal pressure in the glazing below 50 hPa within the targeted lifetime of more than 25 years. Aerogel has at atmospheric pressure a thermal conductivity of 15 – 20 mW/(m K) but evacuation to a pressure below 50 hPa eliminates the conductive heat transfer in the pores and the thermal conductivity becomes as low as 8 mW/(m K). Whit this low conductivity a centre U-value of 0.4 W/(m2 K) could be reached with an aerogel thickness of 20 mm along with a solar energy transmittance of approximately 75%. The aerogel should be encapsulated in an airtight shell in order to maintain the low internal pressure. On the outside and inside surface of the aerogel, glass panes can be used as a completely airtight cover, leaving the rim seal as the crucial part. The rim seal solution should both have the sufficient air tightness and a high thermal resistance that matches the very good performance of the evacuated aerogel. Finally, the rim seal solution need to be flexible as the aerogel is slightly compressed when evacuated due to the external atmospheric load. Tempered glass is expensive compared to non-tempered glass so a special point of interest is if tempered glass can be avoided. This requires completely flat aerogel sheets and the 4 development of new rim seal solutions that ends up with the same thickness as the evacuated aerogel. The goal is to optimise the different steps in the assembling process always focusing on achieving a fast, economic and reliable process. 3.2 The process operation 3.2.1 Precursor synthesis General synthesis of PCAS precursor is a sub-stoechiometric hydrolysis of tetraethoxysilane (TEOS) in ethanol under H2SO4 catalysis. The slow polycondensation mechanism in acidic conditions carries on for few weeks after synthesis. As the reaction proceeds, the polysilicates grow in molecular weight and chain length, until most of or all of the ethyl groups are driven off and a non-linear network of Si-O-Si remains. This chemical process of hydrolysis is the basis of Ethyl silicate products. Under careful conditions, a stable mixture of polysilicate “pre-polymers” can be obtained. Within this project the work on the precursor has been dedicated to be able to make the required amount of precursor for large-scale production and make sure that the precursor can withstand transportation and storage. 3.2.2 Solvent mixing studies To facilitate wet gel synthesis at large-scale (i.e. at AIRGLASS place), a specific sub-task has been created at laboratory scale (LACE). It aims at studying the evolution of gelation time with some of the main mixing parameters. 3.2.3 Washing and ageing During the direct supercritical drying process using CO2, the mechanical properties of both the wet and dried gels are of importance. Even if the direct supercritical CO2 drying reduces capillary stresses [Reid, 1987], it is interesting at large scale to increase both the modulus of rupture (MOR) and permeability (D) of the wet gel in order to diminish the impact of depressurisation stresses [Woignier, 1994]. The objective of this sub-task was to investigate the strengthening of wet gels to ensure success in obtaining large monolithic volumes through an acceptably fast process by including a washing and an aging step prior to the supercritical drying. 3.2.4 Drying studies A direct supercritical loop was implemented and operated at mid-scale (ARMINES) first to demonstrate the experimental feasibility of the direct supercritical drying process, then to facilitate scaling-up at large-scale and also to validate studies on precursor and lab-scale improvements. To improve the efficiency of the supercritical washing phase, the 5 measurement of the ETAC concentration in the autoclave, during this step, is of the utmost importance both for material (aerogel monolithicity,…) and process (reduction of the duration of the process, …) aspects. On-line measurements of the composition of the high-pressure media present in the autoclave are performed by Gaseous Phase Chromatography (CPG). They concern ETAC and CO2. The mixtures are injected in the CPG thanks to a Rapid On Line Small Injector apparatus (ROLSITM, technology developed by ARMINES [Armines, 1986], [Baba-Ahmed, 1998. Associated with prior investigated CO2 and ETAC sampling curves and analytical calculations these “on line” CPG measurements permit to estimate the evolution of the ETAC concentration in the autoclave during the drying process (CETAC(t)). 3.2.5 Transfer to large scale The main objective at large-scale consists in the development at AIRGLASS AB of a clean and safe production process of large, super-flat, monolithic aerogel sheets with a constant thickness, a smooth surface and good thermal and optical properties. The process comports four main steps concerning. wet gels elaboration, direct supercritical CO2 drying, CO2 regaining, solvent handling and recycling. The scaling-up process involves a lot of technical problems to overcome, which is not encountered at lab and mid-scale level. It mainly concerns safety problems and handling of the large gels. 3.3 Characterisation The success of the project relies on a close link between the material process experiments and the resulting material parameters in order to know which way to continue and optimise the process. So, a special task was dedicated to characterisation of the aerogel samples produced mainly with respect to optical and thermal parameters. Beside the characterisation it was attempted to identify the links between the aerogel structure and the thermal and optical properties in which way simulation models could be used for further improvements of the aerogel. 3.4 The glazing Achievement of the excellent thermal parameters of aerogel glazings requires a rough evacuation of the aerogel to a pressure below 50 hPa. In order to keep the vacuum the aerogel need to be enclosed in an airtight envelope. On the inner and outer surface glass panes offers the required airtightness leaving the edges as the remaining problem. A metal or glass profile could make the glazing completely airtight but the thermal bridge effect would completely destroy the good insulating properties of the aerogel. The main goal is to develop an airtight rim seal solution that only leads to an insignificant additional heat loss. 6 The rim seal solution should be designed so the final glazing becomes completely flat after evacuation. In this way no critical stress in the glass panes will occur and ordinary nontempered glass can be used, which considerably will lower the glazing costs. Finally the glazing should be optimised with respect to light and solar transmittance through investigation of available glazing types and thickness as well as enhancement of the transmittance by means of surface treatment of the glass panes. The targeted value for the total solar energy transmittance is 75%. The assembly will take place in a vacuum chamber made as part of a national Danish project [Jensen, 1999]. Optimisation should be performed concerning the required evacuation time in order to cut down the total assembly time. The most important parameter is foreseen to be the effective diffusion coefficient of the aerogel. However, the overall goal for the application task is to produce evacuated glazings based on the optimised rim seal and the optical improved glass covers and to prove the concept and reproducibility of the assembling process. The produced glazings is characterised with respect to overall U-value and solar energy transmittance and will serve as “promotion” samples towards architects and glazing manufacturers. The final optimised glazing forms the basis for an outline for demonstrating the possibilities with the present aerogel glazing quality, which seems as the only way to get the industry and in particular the architects interested. The measured thermal and optical parameters will form the input for a detailed building simulation program in order to quantify the energetic interest for aerogel windows in different climates (by comparisons with reference glazings) and to evaluate the influence on daylight and thermal comfort. 4. RESULTS AND CONCLUSIONS 4.1 The material The permanent collaboration between partners, and more particularly within the Task 1 frame, has permitted to converge in the vicinity of the general Task 1 objectives. Indeed, the two following points can be stressed. Large monolithic and flat silica aerogels, presenting thermal and optical properties close to those permitting to reach the expected aerogel glazing properties, have been elaborated. A clean and safe elaboration process including moulding, direct supercritical CO2 drying, CO2 recovery and ETAC handling has been developed at large-scale. Whatever the elaboration scale, the typical results are the following ones. The produced aerogels are light (0.150 g/cm3 0.1) and mesoporous materials. Their thermal conductivity at room temperature and atmospheric pressure of air is close to 0.016 W/m.K (while inferior 7 to 0.010 W/m.K at 10-1 mbar). 15 mm thick-aerogels present a normal-hemispherical percent of transmission and an extinction coefficient respectively close to 85 % and 15 m-1. From the process point of view, the following main results can be underlined. The main contractor is mentioned in parentheses after each result. 4.1.1 Precursor (PCAS) P750 precursor has been elaborated at a pilot scale (100 litres-batch) without significant reproducibility hardships. 4.1.2 Strengthening washing and ageing (LACE + NTNU) A specific strengthening washing and aging process has been developed close to room temperature, leading to a simultaneous increase of the permeability and the modulus of rupture. It has been successfully enlarged from small to mid scale (i.e. from cylinder with diameter and thickness respectively equal to 3.5 and 1 cm to 1061 cm3). Modulus of rupture, MOR (MPa) Permeability, D (nm2) 18 16 14 12 10 Washing Aging 8 6 0.229 0.25 Washing Aging 0.224 0.2 0.178 0.15 0.222 0.173 0.229 0.175 0.176 0.1 0.05 0.175 0 5 10 15 20 25 Washing time in 20 vol% H2O/EtOH at 60°C (h) Figure 2 Modulus of rupture (MOR), and permeability (D) of wet gels as a function of washing and aging time. Data for washed only gels are given as open symbols and data after aging as closed symbols. The numbers on the data points indicates the initial density of the gels. The shear modulus followed a similar behaviour as the MOR. 8 4.1.3 Direct supercritical CO2 drying process (ARMINES) A direct supercritical CO2 drying process process (including mass-flow rate and depressurisation control) has been developed at mid-scale, leading to perfectly monolithic 13131 cm3 aerogels (figure 3) with a high reproducibility ratio. It has been transmitted to large-scale (i.e. from 13131 to 55551.5 cm3). Figure 3 Aerogel obtained at ARMINES on NTNU wet gel (Washing in 20 vol% H2O/EtOH, 8 h 60°C; Aging in 20 vol% P750/EtOH, 7 h RT) A method based on the ROLSITM sampling apparatus and Gaseous Phase Chromatography has been implemented and tested at mid-scale to study the advancement of the supercritical washing phase in order to optimise the “end-of –drying” criteria (figure 4). It has been studied to be transferable for the control of large-scale drying process. In parallel, static Vapor Liquid Equilibrium curves of the CO2/ETAC system have also been measured at a supercritical (35°C) and two sub-critical temperatures (10 and 20°C) to facilitate drying and regaining studies at large-scale. ETAC pea k t =t112 min (0.2 h) t t2 = 108 min (1.8 h) Residual peak t =t31133 min (18.8 h) t =t42757 min (46 h) Figure 4 Evolution of the organic peaks during supercritical washing. 9 4.1.4 Large scale aerogels (AIRGLASS) A specific moulding process between two glass-sheets has been developed at large-scale, leading to ultra-flat, monolithic wet gels with an excellent surface structure and a high reproducibility ratio. When mixing the chemicals at large-scale, consideration has to be taken that hydrofluoric acid (HF) is one of the components. The safety of the personal has to be considered and the mixing equipment has to be resistant against HF. It is reminded that the recipe is 50 vol% P750, 48 vol% ETAC and 2% HF (21N). Because of large-scale requirements, HF is premixed with equal volume of EtOH (to increase solubility in ETAC). The chemicals are held at room temperature. The ETAC is poured into the mixing reactor, and the HF-EtOH mixture is added during vigorous stirring. After 5 min stirring the precursor is poured into the HF-EtOH-ETAC mixture. The mixing time is tried out and calculated for each precursor batch and HF quality. When the mixing is done, the sol is poured into the mould. At the same time the mould is lowered into a tank with tempered water (25°C). This is performed to equalize the pressure inside and outside the mould. Control of the gelation time is done. After gelation, syneresis phenomena (hydrolysis and condensation) occur during one whole day before any new manipulations of the wet gel are done. Moulding scheme at AIRGLASS Deforming scheme at AIRGLASS Storing scheme at AIRGLASS Figure 5 Moulding and storing at AIRGLASS. The wet gel-mould is placed in an ETAC bath. The ETAC level has to completely cover the mould to avoid evaporation and the appearance of cracks. With help of special but simple 10 equipment the upper glass sheet is carefully removed. After a few minutes the wet gel sheet will float, depending on that its density is slightly lower than the density of ETAC, because of presence of water and ethanol coming from the syneresis phenomena. After a while, some of the water and ethanol is washed out and replaced with ETAC by molecular diffusion. Then the density of the wet gels sheet increases and the sheet sinks onto the drying form. An alternative is to not remove the glass sheets until the wet gels has completely hydrolysed for about few days, depending on the concentration of HF vol% in the sol. The drying form with the wet gels is removed from the ETAC bath after typically two to three days and placed in a cassette, which is used in the diffusion reactor during drying. The cassette is stored in a container with tempered ETAC (20°C). The purpose of storing the wet gels in ETAC is to redraw as much water and ethanol as possible and replace it with ETAC before the sheets are processed in the autoclave The container is used for a safe transporting of the sheets from the moulding station to the autoclave. Because of continuation of syneresis reactions, the strength of the wet gels is also observed to increase. Handling the gels as described above has proven to result in 60601.5 cm3 wet gels without monoliticithy damage. Direct supercritical CO2 drying has been operated at large-scale with success. Whenever all the other required characteristics are obtained (wet gel monolithicity and purity, CO2 purity, suited drying forms, etc.) it leads to large monolithic aerogels. 4.1.5 Figure 6 CO2/ETAC separation and CO2 regaining loops (AL GAS) Sketch of the total plant at AIRGLASS. 11 4.1.6 Heat treatment (AIRGLASS) A heat treatment of the aerogels has been successfully achieved, leading to an improvement of the optical quality of the aerogel (figure 7). Figure 7 Evolution of the aerogel colour with temperature level of the heat-treatment 4.1.7 Future aspects to be improved Despite the large improvements obtained many different aspects still remain to be improved. They mainly concerns: Scaling-up of the strengthening process from mid to large-scale. Improvements of the monolithicity for aerogels of 20 mm thickness. Industrial adaptation of the production of wet gels and reduction of the total time for mixing, moulding, gelation and storing. Reduction of the duration of the whole drying process. Improvement of the (ETAC-Ethanol-Water)/CO2 separation process. ETAC recycling at large scale. Elimination of marks at the surface of the aerogel by performing vertical drying of the samples. The present studies have permitted to elaborate strategies for further improvements of each of these points. In particular, concerning time reduction, the following works must be investigated. Optimisation and concluding of the depressurisation and “end-of-drying” criteria studies and adaptation to large-scale. Studies and development concerning turbulent CO2 flux for drying of the wet gel. Continuous dynamic supercritical CO2 drying of the wet gels at large scale, followed by a systematic heat-treatment step of the aerogels. 12 4.2 Characterisation of the optimum aerogel window (CSTB and ISE.FHG) Characterisation of samples and prototypes has been performed throughout the project. Here is only shown a few examples of the measurement results. Figure 8 shows the measured visual and solar transmittance as function of angle of incidence as measured by FHG.ISE. Comparison of Aerogel glazing prototypes 0.8 0.7 transmittance 0.6 0.5 0.4 VIS Prototype No.8 0.3 SOL Prototype No.8 VIS unevac. glazing sheet 27 0.2 SOL unevac. glazing sheet 27 0.1 0.0 0 10 20 30 40 50 60 70 80 90 angle of incidence / deg Figure 8 Angular dependence of solar and visual transmittance for two aerogel glazing prototypes. Beside the optical and thermal characterisation CSTB also measured the sound reduction capabilities of aerogel glazings. Figure 9 shows the test glazing and table 1 shows the results compared to ordinary glazing types. Figure 9 Aerogel test glazing for acoustic characterisation. The valve in the centre is used to control the internal pressure. Table 1 Fading index R for aerogel glazing and 2 different commercial double-glazing. All glazings measures 0.5 0.5 m2. Glazing type Pink noise reduction Traffic noise reduction 4 mm glass, 12 mm air, 4 mm glass 48 43 4 mm glass, 6 mm air, 10 mm glass 51 46 13 4 mm glass, 12 mm aerogel, 4 mm glass 40 39 The sound reduction is not as good as sealed glazing units with a gas filled enclosure and it may be necessary to add a third layer of glass in combination with the aerogel glazing with an air layer in between. 4.3 The glazing The total process of making an evacuated aerogel glazing is shown in figure 11. The main results are described below. 4.3.1 Rim seal solution (BYGDTU) It has succeeded to develop a rim seal solution with a minimal thermal bridge effect based on a laminated 70 m thick foil developed by Dupont for vacuum insulation purposes. The foil is sealed against the glass covers with a very thin butyl layer compressed between the glass and a polystyrene spacer during the assembly and afterwards due to the external atmospheric pressure on the glass panes. The foil is applied in a protected position between the aerogel and Foil Foil 1 Polystyrene Butyl 2 3 3 Polystyrene 1 2 Aerogel Foil Foil Polystyrene Butyl the polystyrene spacer. Figure 10 Sketch of the rim seal assembling. The polystyrene spacer offers the required compression strength for the compression of the butyl sealant and by a careful choice of spacer height any bending of the glass covers has been avoided and non-tempered glass panes have been used for all prototypes without any difficulties. 14 The described solution is calculated to have a lifetime with respect to gas and moisture diffusion of more than 30 years. 15 1) Heat treatment at 425 °C. 2) Rim seal of foil and polystyrene spacer. 3) Lower glass + aerogel + rim seal. 4) Upper glass fixed to lid of vacuum chamber by means of electromagnets. Piston Weight 5) Lower glass + aerogel + rim seal in vacuum chamber. 6) Vacuum chamber closed and upper glass pressed against rim seal and aerogel by means of the piston. 7) Aerogel glazing in the chamber after evacuation. 8) Final aerogel glazing. Figure 11 Illustration of the different steps in the assembling process. 16 4.3.2 Evacuation and assembly process (BYGDTU) 75% of the evacuation time is due to the very small diffusion coefficient of the aerogel even that the evacuation takes place through the large surface of the aerogel. The diffusion coefficient have been measured to approximately 2.5 10-6 m2/s. Evacuation of a 15 mm thick aerogel sample takes about 30 minutes to reach a pressure of 5 hPa in the aerogel and is independent of the vacuum pump capacity. Six optimised aerogel glazings have been produced with the described rim seal and assembly procedure – all showing a good airtightness. 4.3.3 Glazing optimisation (BYGDTU) Beside the rim seal development, which also is a thermal optimisation of the glazing, use of low-iron glass and an anti reflective coating of the glass panes has resulted in aerogel glazings with a total solar energy transmittance above 75% for a 17 mm aerogel glazing. Furthermore, the heat treatment process developed by AIRGLASS has been implemented and scaled up at (BYGDTU) and shortened considerably thanks to a powerful oven. The total heat treatment only takes 60 minutes. The heat treatment also removes all water from the aerogel sample, which is crucial with respect to avoidance of internal condensation when the glazing is exposed to severe temperature gradients e.g. in the northern Scandinavia with –40 °C outside. 4.3.4 Measured performance (BYGDTU) The centre U-values of the optimised glazing prototypes have been measured by means of a hot plate apparatus. The average centre U-value is found to be 0.66 W/m2K, which with the average aerogel thickness of 14.8 mm correspond to an average thermal conductivity of 0.010 W/mK. This indirect determined thermal conductivity is in accordance with the measured material properties at a pressure level of 1-10 hPa. Figure 12 Four optimised aerogel prototypes joined in a test frame for hotbox measurements. 17 Four of the optimised prototypes have been used for a test window (figure 12) measuring 1.20 by 1.21 m2 designed for hotbox measurements of the overall U-value. The well-insulated framing system is made only for fixation of the four glazings and will not withstand exposure to real climate for longer periods. The measured overall U-value of the glazing is deduced from the measurements by subtracting the heat loss through the framing system. The result of an average total U-value of 0.74 W/m2K compared to the average centre value of 0.66 W/m2K confirms the very small thermal bridge effect of the developed rim seal solution. 4.3.5 Energetic interest analysis (ARMINES) Simulations of the energetic performance based on the measured U-values and the measured optical properties have been carried out for different climates. The general conclusion is that aerogel windows are most suited for northern climates with low temperatures and little sunshine during the heating season. In southern climates overheating and thus cooling needs diminish the advantage of the good insulating properties or even leads to a little higher energy consumption. North facing aerogel glazing shows excellent possibilities for achieving more daylight without increased energy consumption for heating Stockholm / Cooling/ South 40% Stockholm / Cooling/ South 20% Annual Energy needs - Stockholm - 40% Annual energy needs - Stockholm - 20% 3000 KWh 2500 2500 2000 KWh 2000 Reference40 1500 Reference20 1000 PRT12 Aerogel20 PRT12 1000 500 500 0 Wheating Wcooling Wlighting 0 Wtotal Wheating Stockholm /No cooling/ North 40% Wcooling Wlighting Wtotal Stockholm / No cooling/ North 20% Annual energy needs - office building facing North - Annual energy needs - office building facing North - 40% glazing aera- Stockholm - 20% glazing aera- Stockholm - 2500 3000 2500 2000 2000 Reference40 1500 KWh KWh 1500 Aerogel40 Aerogel40 1000 PRT12 Reference20 1500 Aerogel20 PRT12 1000 500 500 0 0 Wheating Wlighting Wtotal Wheating Wlighting Wtotal Figure 13 Comparison of annual energy needs with reference glazing and new aerogel glazing (Sample PRT12 elaborated with RUN9-ID56) The slight diffusing of the daylight passing through an aerogel glazing result in a better daylight distribution and quality with reduced glare. 18 4.3.6 Visual comfort analysis (FHG.ISE) The measured optical properties have been used for simulations with the program RADIANCE of the visual comfort with aerogel windows compared to common heat mirror glazed windows. The results are shown in figure 14. They clearly show the diffusion of direct light on the aerogel glazing. Figure 14 a) b) c) d) a) office room with a south facing facade equipped with double heat mirror glazing. On a clear day, direct sunlight is incident at an angle of 45° directly from the south. b) same situation as in a) but facade equipped with aerogel glazing. Bright sunlight on the glazing is a "worst case" situation concerning both color shifts and contrast reduction of the view outside. c) same office room as in a) for a day with a bright overcast sky. No direct sunlight is incident on the facade. d) same situation as in c) but facade equipped with aerogel glazing. The contrast reduction and colour effects are significantly weaker than in b) with direct sunlight on the facade. 19 5. EXPLOITATION PLANS AND ANTICIPATED BENEFITS The main focus within this project has been on achieving monolithic silica aerogel samples produced at large-scale in a safe and clean way with good insulating and optical properties. There is a strong interest from the community to achieve better insulating windows to reduce the energy consumption for space heating and reduce the emission of green house gasses. The performed work has lead to substantial improvement of the optical quality of the aerogel material removing the former image distortion when looking trough an aerogel glazing, but still aerogels will look hazy if exposed to direct light. This is seen as one of the most serious restrictions for a widespread dissemination of aerogel glazings, as it will not be accepted as a substitution of ordinary glazings. On the other hand the diffusion of the daylight offers a more pleasant daylight distribution with less glare, and the special appearance of the aerogel glazing could offer the architects new possibilities in creating exciting buildings. And not to forget, that the improved daylight utilisation can be achieved without raising the energy bill for heating. In fact even in a Danish climate, north-facing windows with aerogel glazing will contribute to the heating of the building seen over the heating season. From this point of view there should be an important market in daylighting components that could replace opaque building components lowering the use of artificial lighting and increase the quality of the indoor environment. The existing industrial plant at AIRGLASS is only capable of making aerogels of approximately 60 by 60 cm2, which also will be the final size of the individual glazing. More aerogel tiles could be joined into one glazing, but the joints between the aerogel samples will always be visible and need to be covered by some sort of framing system. This limited size of aerogel glazings is also a serious limitation that perhaps even plays a major role for the dissemination compared to the optical properties. Most of all because the large required framing area increase the costs dramatically. The making of aerogel glazing has now reached a level, where an up scaling of the production plant and decrease of the production time is the main problems to overcome for advancing to a real industrial production, which is required if the costs of silica aerogel should become compatible. In general the glazing manufacturers are not sure of the market potential and thus do not wish to invest in new large production facilities. If this should be changed it is necessary to create a demand. The most probable way for creating such a demand is to get the architects interested in the new possibilities that aerogel glazing offers with respect to enhanced use of daylight without bothering of increased energy consumption, down draughts and risk of condensation, which often is seen e.g. in combination with skylights etc. Based on the above discussion exploitation of the results from this project is foreseen to take place in a demonstration project suited for the limited capacity of the pre-industrial production plant at AIRGLASS, which also has been the intention when formulating the project. An industrial designer and architect has been working on outlining the most promising options for demonstration based on the present optical quality and size of the aerogel glazings. This work will be used as basis for trying to realise a demonstration project through contacts to possible customers. 20 6. REFERENCES [Kistler, 1932] S.S. Kistler, J. Phys. Chem. 63 (1932), 52 [Teichner, 192] G.A. Nicolaon, S.J. Teichner, US Patent 3 672 833 (1972) [Henning, 1986] S. Henning in Aerogels, Ed. J. Fricke (Springer-Verlag), N.Y. (1986), 38 [Tewari, 1986] P.H. Tewari, A.J. Hunt, K.D. Lofftus in Aerogels, Ed. J. Fricke (Springer-Verlag), N.Y. (1986), 31 [Van Bommel, 1995] M.J. Van Bommel, A.B. de Haan, JNCS 186 (1995) 78 [Knez, 1998] Z. Knez, Z. Novak, in Proceedings of the 5th Meeting on Supercritical Fluids Vol. 1 Nice (1998) 13 [Haereid, 1994] S. Haereid, M.A. Einarsrud, G.W. Scherer, J. Sol-Gel Sci. Tech 3 (1994) 199 [Smith, 1995] D.M. Smith, D. Stein, J.M. Anderson, W. Ackerman, JNCS 186 (1995) 104 [Kirkbir, 1998] F. Kirkbir, H. Murata, D. Meyers, S. Ray Chaudhuri, JNCS 225 (1998) 14 [Einarsrud, 1994] M.A. Einrarsud, S. Haereid, J. Sol-Gel Sci. Tech 2, (1994) 903 [Pajonk, 1998] G. Pajonk, E. Elaloui, R. Begag, M. Durant, B. Chevalier, J.L. Chevalier, P. Achard, US Patent n°5795557 (1998) [Reid, 1987] R.C. Reid, J.M. Praustnitz, B.E. Poling, The properties of gas and liquids, 4th Ed., MacGraw-Hill (1987). [Woignier, 1994] T.Woignier, G.W. Scherer, and A. Alaoui, J. Sol-Gel Sci. Tech. 3 (1994) 141. [Armines, 1986] Armines, US Patent, 4 488 436 (1986) [Baba-Ahmed, 1998] A. Baba-Ahmed, P. Guilbot, D. Richon, in Proceedings of the 15thIUPAC Conf. On Chemical Thermodynamics, Porto (1998) [Jensen, 1999] K. I. Jensen. Evacuation and assembly of aerogel glazing (in Danish). Department of Buildings and Energy, Technical University of Denmark. Technical report SR-9923. 1999 21 APPLICATION RELATED FIGURE 22