6.10 Fact sheets
advertisement

DSS Handbook SOCOPSE
Authors:
Version:
Date:
Deliverable:
Ruud Baartmans, Willy van Tongeren, Jaap van der Vlies (TNO), Susanne
Ullrich (SOTON), Tuomas Mattila (SYKE), Anna Palm Cousins,
Mohammed Belhaj, John Munthe (IVL), Jozef Pacyna, Kyrre Sundseth
(NILU)
DRAFT 0.8 – applicable for use in the cases
16 May 2008
D4.1
Public comments:
Please contact Ruud Baartmans: ruud.baartmans@tno.nl
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Preface
The Water Framework Directive
The purpose of the Water Framework Directive (WFD; 2000/60/EC) is to establish a
framework for the protection of inland surface waters, transitional waters, coastal waters
and groundwater. The WFD aims at enhanced protection and improvement of the aquatic
environment, inter alia, through specific measures for the progressive reduction and
cessation or phasing-out of discharges, emissions and losses of the priority hazardous
substances. Therefore the WFD contains a number of directives and guidelines for the
future use, release and water quality concerning the priority substances. The WFD defines
environmental quality standards as concentrations of pollutants in water, sediment or
biota that should not be exceeded in order to protect human health and the environment.
The WFD has identified 33 priority substances for which environmental quality standards
and emission control measures have to be established (COM(2006)398 final). From this
list, a group of 11 substances were identified as priority hazardous. This group of 11 will
be subject to cessation or phasing out of discharges.
The WFD requires the identification of pressures to which water bodies are subjected; in
particular related to priority substances. Further, the member states are required to assess
the likelihood that surface water bodies will fail to meet the environmental quality
standards.
About the SOCOPSE project
With the new regulations, new strategies for control of releases of PSs are needed. For
decision making and implementation of the WFD, the industrial sector (including
agriculture, transport, recreation, water treatment organisations etc.), the local water
authorities and the EU policy makers need guidelines for introduction of cost-effective
measures. The project Source Control of Priority Substances, SOCOPSE, is a research
project focussed on development of tools for the implementation of the WFD with
regards to PSs. Within the project a Decision Support System (DSS) is developed for
management of PSs in order to assess the effectiveness and (possibly secondary) impacts
of various measures or combinations of measures and to make the right selection of
measures. These measures include water treatment technologies, management options,
and substitution as well as strategies for follow-up and monitoring and frameworks for
communication and dissemination of progress.
2/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Table of Contents
Preface................................................................................................................................. 2
Table of Contents ................................................................................................................ 3
1 Introduction ................................................................................................................... 6
1.1 About the SOCOPSE decision support system .................................................... 6
1.2 Related DSS’s ...................................................................................................... 7
2 Structure of the DSS: Step by Step Plan ....................................................................... 9
2.1 General structure .................................................................................................. 9
2.2 Step 0: System definition ................................................................................... 11
2.2.1
Framework of the step ............................................................................... 11
2.2.2
Instructions how to do it ............................................................................ 11
2.2.3
Sources of information ............................................................................... 12
2.2.4
Result of the step ........................................................................................ 12
2.3 Step 1: Problem Definition ................................................................................ 13
2.3.1
Framework of the step ............................................................................... 13
2.3.2
Instructions how to do it ............................................................................ 13
2.3.3
Sources of information ............................................................................... 17
2.3.4
Result of the step ........................................................................................ 17
2.4 Step 2: Inventory of sources .............................................................................. 17
2.4.1
Framework of the step ............................................................................... 17
2.4.2
Instructions how to do it ............................................................................ 18
2.4.3
Sources of information ............................................................................... 19
2.4.4
Result of the step ........................................................................................ 19
2.5 Step 3: Definition of the baseline scenario ........................................................ 20
2.5.1
Framework of the step ............................................................................... 20
2.5.2
Instructions how to do it ............................................................................ 21
2.5.3
Sources of information ............................................................................... 23
2.5.4
Result of the step ........................................................................................ 24
2.6 Step 4: Identification of possible measures ....................................................... 24
2.6.1
Framework of the step ............................................................................... 24
2.6.2
Instructions how to do it ............................................................................ 25
2.6.3
Sources of information ............................................................................... 28
2.6.4
Result of the step ........................................................................................ 28
2.7 Step 5: Assessment of the effects of the measures ............................................ 29
2.7.1
Framework of the step ............................................................................... 29
2.7.2
Instructions how to do it ............................................................................ 29
2.7.3
Sources of information ............................................................................... 30
2.7.4
Result of the step ........................................................................................ 30
2.8 Step 6: Selection of the best solutions ............................................................... 30
2.8.1
Framework of the step ............................................................................... 31
2.8.2
Instructions how to do it ............................................................................ 31
2.8.3
Sources of information ............................................................................... 33
2.8.4
Result of the step ........................................................................................ 33
3 Stakeholder Involvement ............................................................................................ 33
3.1 Introduction ........................................................................................................ 33
3.2 Stakeholders ....................................................................................................... 34
3.3 Why stakeholders should be involved ............................................................... 34
3/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
3.4 Stakeholder analysis........................................................................................... 35
3.4.1
Step 1: Convening ...................................................................................... 35
3.4.2
Step 2: Identify the Stakes ......................................................................... 36
3.4.3
Step 3: Make an inventory of relations between stakeholders ................... 36
3.5 How to involve stakeholders? ............................................................................ 36
3.5.1
Introductory remark: .................................................................................. 36
3.5.2
Step 1: Indentify the stake holders to be involved ..................................... 36
3.5.3
Step 2: Identify the stakes .......................................................................... 37
3.5.4
Step 3: Engage Stakeholders ...................................................................... 37
3.6 Tools, processes and instruments ....................................................................... 38
3.6.1
Case-study: dredging an artificial lake in Rotterdam, the Netherlands ..... 38
3.7 Risks and pitfalls ................................................................................................ 40
3.8 Conclusions ........................................................................................................ 42
4 Additional Tools/Relevant methodologies ................................................................. 43
4.1 Environmental fate modelling for water managers ............................................ 43
4.1.1
Introduction ................................................................................................ 43
4.1.2
What is an environmental fate model?....................................................... 43
4.1.3
How do I use an environmental fate model? ............................................. 44
4.1.4
What about time series and scenarios and stuff? ....................................... 49
4.1.5
Environmental properties collection sheet (necessary parameters) ........... 52
4.2 Cost calculation methods ................................................................................... 53
4.2.1
Costs ........................................................................................................... 54
4.2.2
Benefits ...................................................................................................... 55
4.3 Economic evaluation methods ........................................................................... 61
4.3.1
Cost effectiveness analysis ........................................................................ 61
4.3.2
Multi-criteria analysis ................................................................................ 64
4.3.3
Societal cost benefit analysis ..................................................................... 65
5 References ................................................................................................................... 76
5.1 Literature ............................................................................................................ 76
5.2 Other sources ..................................................................................................... 80
6 Annexes....................................................................................................................... 83
6.1 Role of priority substances in the Water Framework Directive ........................ 83
6.1.1
General ....................................................................................................... 83
6.1.2
Definition Priority Substances (PS) and the European quality standards
(EQS) 85
6.1.3
Measures in WFD ...................................................................................... 87
6.1.4
Other Legislation linked to the WFD and PS ............................................ 88
6.2 Glossary ............................................................................................................. 89
6.2.1
Abbreviations ............................................................................................. 89
6.2.2
Definitions from Article 2 of the Water Framework Directive ................. 89
6.3 EU-List of priority substances in the field of water policy ................................ 93
6.4 Environmental Quality Standards (EQS) for priority substances and certain other
pollutants ............................................................................................................ 95
6.5 List of substances subject to a review for identification as possible "priority
hazardous substances" or as possible "priority substances" (Amendment 65) 100
6.6 Phased-out PSs ................................................................................................. 101
6.7 Environmental fate models .............................................................................. 103
6.7.1
Principles of environmental fate modelling ............................................. 104
6.7.2
Available fate models and their use ......................................................... 110
4/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
6.7.3
Modelling metal transport and fate .......................................................... 113
6.7.4
Uncertainty and sensitivity analysis of models ........................................ 121
6.7.5
Selecting suitable models ......................................................................... 125
6.8 Example of an quantitative overview of the main sources of tributyltin (TBT)
.......................................................................................................................... 126
6.9 Mass Flow Analysis schemes for PSs in Europe ............................................. 128
6.10 Fact sheets ........................................................................................................ 132
6.10.1
Mercury (Hg) ........................................................................................... 132
6.10.2
Cadmium (Cd) ......................................................................................... 151
6.10.3
Hexachlorobenzene (HCB) ...................................................................... 167
6.10.4
Tributyltin ................................................................................................ 194
6.10.5
DEHP ....................................................................................................... 209
6.10.6
Atrazine .................................................................................................... 222
6.10.7
Isoproturon ............................................................................................... 230
6.10.8
Isoproturon SC-6: Information campaign ................................................ 237
6.10.9
Nonylphenol ............................................................................................. 255
6.10.10
Polycyclic Aromatic Hydrocarbons (PAHs) ........................................ 265
6.10.11
Polybrominated diphenyl ethers (PBDEs) ........................................... 282
5/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
1 Introduction
1.1 About the SOCOPSE decision support system
Support decision process
The SOCOPSE decision support system (DSS) is primarily intended to support water
authorities to make plans and make decisions for the control of PSs at both European and
national or river basin level (Article 11. sub 3k of the WFD). The plans are a part of the
river basin management plans (RBMPs) which the water authorities have to produce in
final version in 2009. Also in the future (2015), when the plans have to be updated, the
DSS will be helpful.
The DSS focuses on the chemical status of river basins.
The DSS is also suitable for other stakeholders to assess the effectiveness of various
management options.
Also applicable on other substances than PSs
Of course PSs are only one of the aspects of a RBMP. Although the DSS is developed for
the control of PSs it is applicable to any chemical substance where a limit value in the
form of a concentration has been set.
What is it?
The developed system fits in the framework suggested by the EC to implement the WFD
and to compile the RBMPs. It provides a format by which information, needed to prepare
and to make the decisions, can be gathered, stored, updated and evaluated. Therefore the
DSS serves as a structure to collect the inputs and as a structure to produce output in the
form of information needed for decisions. The DSS is not a software tool.
What is in it?
The DSS handbook includes descriptions of useful tools that allow the evaluation and
selection of alternative (clusters of) measures which are needed to lower the release of
PSs and/or the concentrations of PSs and to eliminate these from the surface waters. Just
as the DSS itself, these tools are proven and based on sound science. Eventually (sets of)
measures should be tuned to (all) other measures which are foreseen in the river basin
management plan and to the human activities in the area. For that, a social-economic
analysis (SEA) is a helpful tool.
About this handbook
This handbook is a paper version of the DSS. The handbook aims to support drafters of
river basin management plans and policy makers, at local, national and/or EU level and at
(transboundary) river basin level. With this handbook they can select measures to prevent
or reduce PSs in river basins. Therefore policy information and available reference data
on substances and measures are brought together in this document in a structured way.
6/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Web-based version of the DSS
In addition to the paper version a web-based version of the DSS handbook will be
available at the project website www.socopse.eu. This web-based version contains among
others actual data (e.g. on environmental quality standards) with can be downloaded and
used as input for the preparation of RBMPs.
Reader’s guide for this document
This chapter gives a general introduction. Chapter 2 describes the general structure of the
DSS and subsequently each step of the DSS is described in more detail. Chapter 3
provides information on stakeholder involvement and Chapter 4 provides information on
additional tools and relevant methodologies such as environmental fate models,
evaluation methods and cost calculation methods. This handbook contains a large annex
with further information on the theroretical background of environmental fate models, the
role of priority substances in the WFD, environmental quality standards, phased out
priority substances, mass flow analysis scheme for PSs in Europe, PS Fact sheets, etc.
1.2 Related DSS’s
In the framework of the SOCOPSE DSS other existing instruments should be mentioned:
WFD-Explorer
The WFD-Explorer (www.krwverkenner.nl) is a planning kit for the WFD for
assessment of the effectiveness of measures to improve the ecological quality of a
water bodies in a river system. The tool was developed by Deltares/Delft
Hydraulics, The Netherlands.
The WFD-Explorer supports water managers in making decisions on various
strategies to improve the ecological quality (of phytoplankton, macrophytes,
macro fauna and fishes). With the WFD-Explorer one can select a measure and
show in real-time its impact on the realization of ecological objectives and its
costs. WFD-Explorer was applied to a number of other pilot-areas in The
Netherlands.
Compared to the SOCOPSE DSS the WFD-Explorer is more focused on the
ecological status of a water body in stead of on the chemical status. The available
measures are aimed at improving ecological quality at local scale.
Basic Principles for selecting the most cost-effective combinations of
measures for inclusion in the program of measures as described in Article 11
of the Water Framework Directive – Handbook
Issued by the Federal Environment Agency of Germany. In this project, a
methodology for selecting the most cost-effective sets of measures as part of the
river basin management plans to be set up for each river basin by 2009 according
to article 11 of the Water Framework Directive (WFD) has been developed. Based
on a description of the relevant national and European guidelines for the
implementation of the WFD and a case study analysis of the prevailing pressures
on German water bodies, an exemplary catalogue of applicable measures and
instruments was compiled. The included measures and instruments are described
7/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
in greater detail in data sheets contained in the annex. The study differentiates
between concrete technical measures and administrative, economic and
informational instruments, which facilitate and support the implementation of the
measures. Starting point for the methodology developed in this project is the
analysis of pressures and impacts according to the WFD until December 2004.
Based on an inventory of the prevailing pressures and sources, potentially relevant
sets of measures and supporting instruments are selected. In the ensuing multi-step
evaluation process taking into consideration the ecological effectiveness of these
sets, the probability of reaching the WFD-objectives until 2015, the time frame
necessary for their implementation and a prioritization with respect to the direct
and indirect costs involved, the most cost-effective combination is identified.
While the derived method constitutes a preliminary recommendation to decisionmakers in water management, a further development and specification as well as
an adjustment of the proposed method to local conditions and experiences is
mandated. In addition to the practice-oriented handbook, a more extensive study,
featuring additional background material, has been prepared.
River Basin Manager's Toolbox
River Basin Manager's Toolbox (www.rbm-toolbox.net) provides information and
tools needed in the implementation of the Water Framework Directive (WFD) and
will assist the River Basin managers in various steps of the WFD implementation
process. Then River Basin manager's Toolbox has been developed by three
different research projects:
o Benchmark Models for the Water Framework Directive: BMW;
o Relationship between ecological and chemical status of surface waters:
REBECCA, and;
o Tools and systems to extend and harmonise spatial planning on water
courses in the Baltic Sea Region – WATERSKETCH.
Compared to the SOCOPSE DSS the River Basin Manager’s toolbox is indeed a
toolbox with various tools with a main focus on assessment and modelling of
substances and hydrology. The tools are not connected to a systematic approach
such as in the SOCOPSE DSS of REACH and the tools don’t include measures
and an assessment of the effects of measures. Some of the tools (e.g. the Public
Hearing Database from Watersketch) lack a translation to English. Nevertheless
some of the tools can be helpful.
Rule-based Decision Support System for the Morphological Rehabilitation of
Watercourses
In their article Sewilam et al(2007) describe a rule-based decision support system
that has been developed to assist decision makers in preparing the EU program of
measures. The DSS aims at rehabilitation of morphological structures of small and
medium-sized watercourses in Germany. Due to the lack of quantitative data and
knowledge on hydromorphology modelling the DSS manipulates the decision
making process in a qualitative way, based on the knowledge of experts.
Compared to the SOCOPSE DSS this DSS is focused on the hydromorphology of
watercourses (in stead of an entire river basin).
8/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
2 Structure of the DSS: Step by Step Plan
2.1 General structure
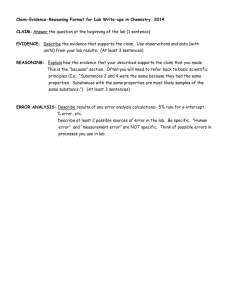
Seven steps to solutions
The basic structure of SOCOPSE DSS contains seven sequential steps (see Figure 1).
start
Step 0:
System definition
Step 1:
Problem definition
Step 2:
Inventory of sources
Step 3:
Definition of a baseline scenario
Step 4:
Inventory of possible measures
Step 5:
Assessment of the effects of the measures
Step 6:
Selection of the best solutions
end
Figure 1:
Overview of the decision support system
9/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Why do we suggest this general structure of the DSS?
The structure of the DSS is based on long standing international experiences with the
application of Economic Evaluation Methods in policy and decision making, notably in
the field of environment- and water management issues. The methodology that is used as
a general structure is referred to as Societal Cost Benefit Analysis (SCBA, see 4.3.3). The
proposed methodology is presently applied in the EC program REACH 1.
Step 0: System definition
In the System definition step the boundaries of the studied system are set and the
geographical, physical, chemical, biological and societal characteristics of the system are
described. The system definition is the background for all further assessments and thus as
detailed information as possible is desired.
Step 1: Problem definition
In Step 1 the problem around PS and WFD are envisaged. The WFD requires a ‘good
status’ for all waters by 2015. PS concentrations may not exceed the environmental
quality standards and they may not increase in time. The need is to comply with this
requirement and therefore non-compliance can be defined as problem. The result of this
step is a table or map with the areas of exceedance: locations where a good chemical
status is not met.
Step 2: Inventory of sources
In Step 2 an inventory of sources with effect on PS concentrations at river basin scale is
derived from the areas of exceedance table (result of Step 1), from a database with an EU
wide inventory of possible sources and from area specific information (e.g. from permits,
emission registration data etc.). Step 2 results in a list (table or map) with actual areas of
exceedance and their possible sources.
Step 3: Definition of a baseline scenario
In Step 3 a baseline scenario is defined. The step outlines an answer to the following
questions: ‘To what extent additional measures are necessary to improve the water
quality?’ and ‘Is there reason to assume that the present situation with respect to the water
quality will change of will be different in the future? If so why? Will the problem
definition change?’.
In some cases the main sources of pollution have been eliminated already and the system
is recovering towards good chemical status. In these cases it is important to identify the
possible threats to recovery, but there's no need to take any action except monitoring. Step
3 results in a list (table or map) with future areas of exceedance and their possible
sources.
Step 4: Inventory of possible measures
Step 4 is concerned with creating an inventory of possible management options for the
PSs. These management options include e.g. process-oriented options, end-of-pipe
techniques, product substitution (phase out) and other options e.g. at Community level.
1
Registration, Evaluation, Authorization of Chemical Substances: see
http://ec.europa.eu/environment/chemicals/reach/reach_intro.htm
10/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
First a scan on the need for measures to solve the actual and future areas of exceedance
and sources is performed. For each situation where ‘no action’ is not an option the
possible and for the area relevant measures are listed from the measure database. Since
measures could be applicable for more than one PS a check is performed on whether
measures can be combined. The result of Step 4 is a list of possible measures per
substance.
Step 5: Assessment of the effects of the measures
In Step 5 an assessment of the effects of the possible management options/measures takes
place. Once the possible alternative measures have been defined (the result of Step 4), it
is necessary to determine which categories of effects need to be taken into account in
order to decide on the most appropriate selection method (Step 6). The assessment of the
effects is at least a calculation/estimation of the Costs of Compliance and of the
performance of the measure: primarily the reduction in PS concentration, but also the
effect on other substances can be regarded.
Step 6: Selection of the best solutions
In Step 6 the selection of the best solution (sets of measures) takes place. In dialogue with
the main stakeholder groups (pointed out in Step 0; System definition) the most
applicable selection method is chosen based on the expected effects of the measure (sets).
With this method the measures and their effects are weighed (and ranked). For those
cases where only costs and concentration reduction are important Cost Effectiveness
Analysis (CEA) has to be performed. If besides costs and concentration reduction also
other effects are relevant a Societal Cost Benefit Analysis (SCBA) or a Multi-criteria
Analysis (MCA) has to be performed. From the result of these analyses the best solutions
are selected in dialogue with/or advice from the main stakeholder groups.
For the steps 2-6 there is a feedback loop to the preceding one in case completion of the
step requires new or other input from the previous step.
The steps are described in more detail in the next paragraphs.
2.2 Step 0: System definition
2.2.1 Framework of the step
The aim with this step is to set the physical boundaries of the studied system as well as to
characterise it with respect to geographical, physical, chemical, biological and societal
conditions, and to identify the key stakeholders, who are or should be involved in the
decision-making process. It should be mentioned that situations between countries and/or
scale levels can be different. The system definition is the background for all further
assessments and thus as detailed information as possible is desired.
2.2.2 Instructions how to do it
The WFD requires each member state to characterize each body of surface water with
respect to category (river, lake, transfer zone or coastal water), type (system A or B – see
WFD) and geographical location. The information that has to be gathered and the way
11/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
how it should be presented is specified in Annex II to the WFD. If the system is known to
be polluted by certain PS’s or other chemical substances, this should be given here, as
well as possible known pollution sources. In the ideal case, this information has already
been compiled and structured by the user, and will then work as system definition in the
DSS. If not, the information should be sought from national/regional/local data sources
depending on the nature of the system. The system definition is best presented with a
GIS-map (required by the WFD) and complemented with information on population,
main activities and a list of stakeholders. The list of stakeholders is required by the WFD
in the form of authorities (Annex I), including information on names, addresses,
responsibilities and legal status, memberships of associated authorities, geographical
coverage (adapted for GIS implementation) of the drainage basin, and international,
institutional connections. This list should be filled up with additional stakeholders, such
as NGO’s or local industry representatives. The information should be compiled in a
format according to the user’s choice, i.e. in table format or in text format.
2.2.3 Sources of information
The information required for system definition is specified in the Annex I, II and III to the
WFD. This information is best collected at local water management boards, where the
area specific knowledge is compiled. Information sources on pollution status could be
national, regional databases on monitoring data, if such exist.
2.2.4 Result of the step
The result of this step is primarily a detailed map of the water system to be studied, with
additional information on water flows, known pollution status, population density,
industrial and agricultural activities, and aquatic parameters such as sediment quality,
particle and organic carbon contents, temperature profile. A separate list of stakeholders
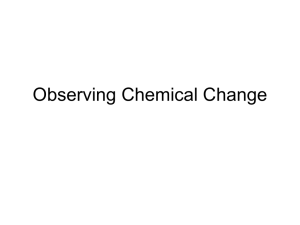
should also be part of the result. Figure 2 shows a simplified example of a system
definition of the river Vantaa in the Helsinki area. This example does not include the
more detailed information on stakeholders, pollution status and aquatic parameters.
12/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Finland
Vantaa River
Catchment area 1 686 km2
Population of 1 milj. inhabitants
Agriculture (24 % cultivated)
Industry (dairy, food, metal, paint, detergent)
Drinking water source (emergency) to
Helsinki Metropolitan area
Irr igation source
Recreation object
Cultural scenery and objects
Figure 2:
Simplified system definition of Vantaa River in the Helsinki area
2.3 Step 1: Problem Definition
2.3.1 Framework of the step
In Step 1 the Problem definition is set. The WFD requires a ‘good status’ for all waters by
2015 and phase out of PSs by 2020. PS concentrations may not exceed the EQSs and they
may not increase in time. The need is to comply with this requirement and therefore noncompliance is can be defined as problem. The result of this step is a table or map with
areas where PSs cause problems.
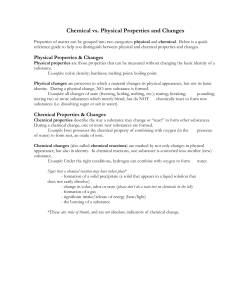
2.3.2 Instructions how to do it
Basically the work to be done in Step 1 follows Figure 3.
13/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Input from Step 0
#1
look at EAQC-Wise
outcome
define data needed
monitoring
data
available?
#2
yes
#3
no
other
information
available?
no
#4
yes
harmonized
protocols
available?
harmonize #10
protocols RB wide
yes / not
relevant
guidelines
for data
quality (input
EAQC-WISE )
#7
data
quality OK?
#9
get advise
from EU CMA (*
set up #5
monitoring plan
#8
look at
EAQC-WISE outcome
#6
measure actual
concentrations
no
yes
EQS or other
target values
no
#11
"sufficient
data?”
guidelines
for
monitoring
and
analysis
report lack #12
of data to
national level
no
yes
concentrations
#13 exceeding EQS or
#14
continue
monitoring
according to WFD
no
increasing?
yes
table/map of actual areas of exceedance
Input for Step 2
Figure 3:
#15
*EU Chemical Monitoring Advise Group
(or future bodies) on how to handle data quality
Step 1: Problem definition scheme
14/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
The sub-steps/parts in Figure 3 are numbered and described below:
1. Define data needed [#1]
Based on the system definition (i.e. the input from Step 0) the needed data are
defined. Common questions for the data definition are:
which PSs and other substances throughout the river basin should be assessed?
how and when are they supposed to be measured (time trends, protocols)?
how are the results of these measurements calculated?
how about the data reliability?
Since measuring an entire river basin is a very time consuming and expensive activity
measurement priorities have to be set. These can be based on the presence of
economic activities, flow patterns, river characteristics, etc. The outcome of EAQCWise project2 could provide useful additional information.
2. Monitoring data available [#2]
This decision checks the availability of monitoring data as defined in sub-step #1.
Decisions on data quality and data quantity are subsequently made in sub-steps #7 and
#11. If monitoring data is not available the water manager can decide to use other
information in sub-step #3 as an alternative data source.
3. Other information available [#3]
This decision checks (only) if other information is available. This ‘other information’
can be qualified as data which is not defined in sub-step #1 but which can be of
possible use and are allowed as an alternative. When no ‘other information’ is present
the process of gaining new data starts following sub-steps #4-6.
4. Harmonized protocols available [#4]
Gaining new monitoring data starts with a decision on the availability of harmonized
protocols for sampling and measuring. This is relevant for transboundary river basins.
5. Set up monitoring plan [#5]
When either monitoring data (sub-step #2) and other information (sub-step #3) are not
available a monitoring plan should be set up. For large, remote areas the water
manager can decide to measure reference areas. The monitoring plan should capture
data quality requirements. See WFD-CIS Guidance Document no. 7 Monitoring for
further information
(http://circa.europa.eu/Public/irc/env/wfd/library?l=/framework_directive/guidance_d
ocuments/).
6. Measure actual concentrations [#6]
In this activity the actions as described in the monitoring plan are carried out. The
results are measurements of actual concentrations.
7. Data quality OK? [#7]
This decision checks whether the provided monitoring data are adequate; it should
2
EAQC-Wise: FP6 project on European Analytical Quality Control in support of the Water Framework
Directive via the Water Information System for Europe. See: www.eaqc-wise.net
15/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
corresponds with the data quality as defined in the sub-step #1. Data with poor quality
cannot be trusted and should not be used. In that case new data is needed.
8. Look at EAQC-Wise outcome [#8]
The outcome of the EAQC-Wise project on data quality could be helpful in cases
where problems with data quality appear. More information can be found at
www.eaqc-wise.net
9. Get advise from EU CMA [#9]
In addition to sub-step #8 the water manager can gain advice on data quality issues
from the EU Chemical Monitoring Advise group or its successors. More information
can be found at
10. Harmonize protocols RB wide [#10]
River basin wide harmonized protocols (measuring and sampling methods) can be a
condition for setting up a monitoring plan. The harmonizing process can be a rather
time consuming activity.
11. Sufficient data [#11]
This decision checks if monitoring data quantity are as sufficient as defined in substep #1.
//Should we propose how to handle for the short time if we cannot wait until sufficient
data are available? For instance by a best (expert) guess??
12. Report lack of data to national level [#12]
Inform (and consult) the national level in case of lack of data. Subsequently the
measure the measurements of actual concentrations should be continued until the
sufficient data level is reached (sub-step #6).
13. Concentrations exceeding EQS or increasing? [#13]
The measurements of actual concentrations are mapped and compared to the EQS of
the PS for the specific type of water (see Annexes, 6.4). In general, data are sufficient
if they point out that there is or will be a persistent problem with the PSs. The
precautionary principle should be considered, there may be situations where it cannot
fully be stated that concentrations are increasing e.g. they may be increasing in one
matrix (fish), but decreasing in another (water) or vice versa.
At this moment standards are available for inland waters and other surface waters
only. For hexachlorobenzene, hexachlorobutadien and mercury EQS for biota still
needs to be specified. EQSs for PS in sediments are not available (see footnote 3,
page 10).
14. Continue monitoring according to WFD [#14]
Continue monitoring according to the monitoring plan to acquire more data.
15. Table/map of actual areas of exceedance [#15]
The sub-steps above lead to a table or map of the areas of exceedance at river basin
level: at those locations the PS concentration is exceeding EQS and/or is increasing in
time over the past years.
Depending on the size of the pollution situation the results can be presented in one or
16/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
more tables or maps for each PS alone or grouped. If an area of exceedance is related
to another WFD problem (e.g. hydromorphological) then add this to the table as a
remark.
2.3.3 Sources of information
For monitoring data: national/regional data bases (ICPDR for the Danube;
Naturvårdsverket.se and regional County Administrative Boards for Sweden);
scientific literature.
Models for prediction of trends – see 4.1
EQS: Eur-Lex
2.3.4 Result of the step
The result of Step 1 is a tables or map for each PS indicating the areas where EQS’s are
exceeded and/or where concentrations increase in time. An example table is given below.
Table 1:
Substances
Example of (partly filled-in) table of exceeding EQSs or changing concentrations per
location
1
2
3
…
Locations
1
No problem
Increasing
concentrations
Decreasing
concentrations
X% higher
than EQS
2
3
…
2.4 Step 2: Inventory of sources
2.4.1 Framework of the step
In Step 2 an inventory of sources with effect on PS concentrations at river basin scale is
derived from the problem location table (result of Step 1), the EU wide inventory of
possible sources and location specific information (e.g. from permits, emission
registration data etc.). Step 2 results in a list (table or map) with actual areas of
exceedance and their possible sources.
The EU wide inventory was obtained from information on major sources of emissions of
PSs to the atmosphere, water and soil, which affect PS concentrations in various aquatic
ecosystems. This information was needed in order to assess the importance of:
Emissions of PSs from individual sectors of economy and waste disposal to the
total emissions, in order to propose mitigation measures;
Emissions of PSs directly to the aquatic ecosystems compared to indirect releases
of PSs to these ecosystems through emissions to the atmosphere and then
17/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
atmospheric deposition and/ or emissions to the terrestrial ecosystems and then
leaching/ re-suspension processes to aquatic ecosystems, and;
Aquatic ecosystems as a source of contamination of the atmosphere and terrestrial
ecosystems.
2.4.2 Instructions how to do it
The key questions for the MFA to solve is the assessment of the PSs which are related to
the major pathways of PSs from their production and / or generation until release to the
natural compartments, in addition to what the direct and indirect (through atmosphere and
terrestrial ecosystems) contributions of PS releases to the aquatic ecosystems are in
Europe. This shall relieve the main emission sources affecting the concentrations of PSs
in aquatic ecosystems in Europe and the main emission amounts of PSs from these
sources. For instance, it has been found that atmospheric deposition is a major pathway
for some of the studied HMs and PAHs, while application of pesticides makes land as
their important pathway to the aquatic environment.
Step 2 follows Figure 4 where the table or map of actual areas of exceedance is the
starting point.
Input from Step 1
table/map of actual problem areas
emission
database
with EU
inventories
general
guidelines
to MFA
what are the possible sources?
which are relevant in the area of interest?
MFA
location
specific
information
compile emission factors and
site-specific activities
calculate emissions
table with sector/source specific emissions
Input for Step 3
Figure 4:
Step 2: Inventory of sources scheme
18/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
The sub-steps are:
1. What are possible sources?
The areas of exceedance at river basin scale (from Step 1) are matched with
possible sources for the emission database with EU inventories. This database
contains for each PS a quantitative overview of the main sources (see for an
example: Annexes, 6.8), along with a scheme of Mass Flow Analysis at European
level (see Annexes, 6.9).
Please note that focussing at only the main sources can be tricky since small but
relevant emissions at local scale can be overlooked easily.
2. Which are relevant in the area of interest?
Together with area specific information such as the presence of certain industrial
activity in the area from permits, emission registration data etc. Here potential role
of contaminated sites and sediments as emission buffers should not be neglected.
3. Compile emission factors and site-specific activities
Emission factors are compiled for the relevant sources in the areas of interest.
4. Calculate emissions
From the emission factors emissions are calculated.
5. Table with sector/source specific emissions
Relevant sources, i.e. sources that cause problems in the river basin, are collected
in a table/map of locations and their main possible sources.
2.4.3 Sources of information
In order to find or calculate the needed information, this may require:
Establishment of emission inventories, such as emission factors/rates for
individual PSs and different source categories;
Establish an inventory of goods and the PS concentration in these various goods;
An understanding of the partitioning of materials through processes as well as
statistical information on various uses of PSs in different economic sectors;
The content of PSs in raw materials in the case of PSs being by-products of
industrial and agriculture goods production;
See also 5.2.
2.4.4 Result of the step
The result of Step 2 is a with sector/source specific emissions. An example table is given
below.
Table 2:
Substance
Mercury
Mercury
Tributyltin
Example of (partly filled-in) table of exceeding EQSs or changing concentrations per
location
Locations
1
1 +2
1, 2, 3, 4
Source
Power plant
Diffuse air
Historical, ships
Remark
19/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Cadmium
1, 3
…
// PM: example results from the cases to be added later
2.5 Step 3: Definition of the baseline scenario
2.5.1 Framework of the step
This step outlines an answer to the following questions:
To what extent additional measures are necessary to improve the water quality
taking into account the measures already taken (autonomous development)?
Is there reason to assume that the present situation with respect to the water
quality will change or will be different in the future? If so why? Will the problem
definition change?
In some cases the main sources of pollution have been eliminated already or will be
eliminated in the near future and the system is recovering towards good chemical status.
In these cases it is important to identify the possible threats to recovery, but there's no
need to take any action except monitoring.
A key issue in answering the previous question is the definition of autonomous
development, which can be considered as development which is beyond our control. This
can include diverse things, such as:
Changes in industry (new plants under construction, others closing down);
Economic development (increase in consumption or production output);
Human population increase or decrease in the catchment area;
Development in agriculture, technology, legislation, etc.;
Environmental change (i.e. rainfall, flooding, temperature, eutrophication);
Policies.
Baseline scenarios will have to be developed anyway in the WFD.
It is important to identify that also environmental change can affect the behaviour and
levels of priority substances. For example, eutrophication can have a significant effect
through processes of sediment deposition, burial, advection of particles and changes in
the food web (see Koelmans et al. 2001 for a review). Another example would be the
effect of climate change on the annual rain pattern and subsequently on the
sedimentation-resuspension cycle of hydrophobic chemicals.
In order to interpret the importance of these human induced and environmental “drivers
of change”, some kind of simulation of their potential effects is necessary. Usually this
means making emission scenarios on future loading, defining the current state of the
water body and simulating future concentration levels based on the scenarios.
Environmental fate models (EFMs) can easily be applied to the simulation stage and their
use is reviewed in chapter 6.7 of the Annexes. The environmental fate models are
computer programs for simulating the concentrations, persistence, levels and transport of
chemicals in a model environment. They can be adjusted to local conditions to predict the
20/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
effects that changes in emissions will have on concentrations and to identify the
importance of various environmental processes in transporting the PSs. Because of
environmental variation, the behaviour of a given PS will depend on the local conditions
(sediment organic carbon, sedimentation,), which should be taken into account in
planning management options. The environmental fate models were developed for taking
into account the simultaneous and complex processes which together determine the
residence times and concentration/emission response of organic substances. Because
environmental fate models were developed for organic substances, their application to
metallic pollutants is a more complex issue. Chapter 4.1 gives an overview on
Environmental fate modelling for water managers. Examples of application and further
references are presented in chapter 6.7 of the Annexes.
It should be clear that there is considerable uncertainty included in the process of
identifying future drivers, creating emission scenarios and simulating the load-effect
relationship. In order to make good decisions in spite of uncertainty, uncertainty and
sensitivity analysis should be performed while depicting the autonomous development
scenarios. There are several techniques for performing an uncertainty analysis, many of
them can be found in chapter 6.7.1 of the Annexes.
2.5.2 Instructions how to do it
The process of defining a baseline scenario has been described as a flowchart in Figure 5.
21/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Input from Step 2
Checklist of
possible
drivers
of change
Is there reason
to assume that the future water
quality will be different from
the current status?
no
yes
Decide upon the time frame:
WHEN is the change happening?
What key-drivers are
affecting water quality?
Local data:
emission
factors
Make environmental trends
Make emission trends
Environmental
Fate Models
CALCULATE concentration trends
Concentrations
exceeding EQS
or increasing ?
no
no problem
yes
table/map of future areas of exceedance
and possible sources
Input for Step 4
Figure 5:
Step 3: Definition of the baseline scenario scheme
The sub-steps are:
1. Is there reason to presume that the future water quality will be different from
the current status?
This question needs to be answered first. The answer to this question can be found by
comparing the current knowledge on the water system and emission sources to a
checklist of possible drivers of change (industry, economy, population increase,
environmental change). In the later stages this DSS will include checklists for the
major PHSs analysed in the case studies, but in the current state the user has to make
22/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
her own checklists based on the results of the material flow assessment and common
sense (i.e. increase in the amount of fluorescent light bulbs will increase mercury
emissions from waste treatment of these products). If the current status is presumed to
be stable (answer = no), then the further stages of this step can be omitted and the
result delivered to Step 4 will be the same areas of exceedance that are present now.
However, if change is presumed (answer = yes), the next stages need to be performed:
decide the time frame, identify the drivers of change, make trends of emission level
and environmental change, calculate concentration trends and identify future areas of
exceedance.
2. Decide upon the time frame: WHEN is the change happening?
Concerning the time frame, the WFD sets out years 2015, 2021 and 2027 as periods
for the review of the achievement of objects as laid down in Article 4. These years
can be a good starting point for the analysis.
3. What are key-drivers that influence water quality?
The next task is to identify what are the key drivers of change for the levels of the
studied PSs. In this stage the results from the MFA-analysis and from environmental
fate modelling come to use. MFA can be used to identify possible emission sources
and EFMs can be used to identify, which environmental processes are the most
relevant for each priority substance. The results of grouping of PSs according to their
sensitivity to environmental processes are presented in 6.7.1 of the Annexes.
4. Make environmental trends, make emission trends, calculate concentration
trends, compare them to EQSs
After the decisions about the time-frame and the identification of key processes have
been made, the rest of this stage is straightforward. First emission scenarios are made
based on the predicted changes of key drivers. Then scenarios of environmental
change are assembled from literature and from international scenarios. This data is
used in environmental fate models to predict the concentration levels and trends that
can be expected in the chosen time frame, and finally these trends are compared to the
EQSs.
5. Tabel/map of future areas of exceedance and possible sources
The final outcome of this step is a description of the potential areas of exceedance that
can be expected in the near future.
2.5.3 Sources of information
Chapter 4.1 provides additional information on Environmental fate modelling for
water managers.
Chapter 6.7 of the Annexes provides additional information on Environmental fate
models
Other sources of information are:
Economic development scenarios (regional economic input-output tables)
Environmental permits for opening factors
Existing decisions (phase out, etc.)
23/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Environmental monitoring (universities, institutes)
IPPC, HELCOM …
Previous round Roof reports
Article-5 reports
2.5.4 Result of the step
Table 3 can be used as a format for presenting the future areas of exceedance and
substances.
Table 3:
Substance
Example of (empty) table of possible future areas of exceedance per substance
TBT
DEHP
Atrazine
…
Possible areas of exceedance 2015
1
2
3
x
x
x
Possible areas of exceedance 2021
1
2
3
Substance
Substance
…
TBT
DEHP
x
x
Atrazine
…
Possible areas of exceedance 2027
1
2
3
1
2
x
3
…
…
…
2.6 Step 4: Identification of possible measures
2.6.1 Framework of the step
Step 4 concerns the identification of all relevant and possible management options for the
priority substances for actual (Step 2) and future (Step 3) areas of exceedance. In the
future, this step could be expanded to cover also management options for contaminated
sediments3. In this step no further selection of measures is made; this will take place in
Step 5.
3
Management options for contaminated sediments
At present, due to the lack of reliable information on concentrations of priority substances in sediments and
biota at a Community level, EQS for the priority substances have only been set for surface waters (see
Annexes, 5.4). It is therefore up to Member States to set EQS for sediments or biota where necessary and
appropriate, to complement the surface water EQS set up on Community level. However, to assess longterm impacts and trends, Member States should ensure that existing levels of contamination in biota and
sediments do not increase.
24/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
In general the management options can be divided in4:
Measures for polluters:
o Process-oriented options
Available source control options in processes (both production of
substance and use in other processes), including product recovery, process
modification (e.g. use cleaner fuels or cleaner raw materials, better
maintanance), new processes, closed-circuit operation, use of other
components.
o End-of-pipe techniques
Techniques which can be used to remove the selected priority substances
from process water and wastewater of industrial sites and wastewater of
municipal wastewater treatment plants.
Policy instruments for government:
o Substitution of product (phase out)
Available other products (alternatives) which can be used (in products, in
applications, consumers, agriculture, etc.).
o Options for other (diffuse) sources (Community level options)
Management options focussed on measures which could be taken at the
community level, for example sewage sludge treatment, waste disposal,
sediment or soil removal and treatment, etc.
The step will produce an overview of relevant fact sheets and summary tables of possible
measures per source-substance combination (see Annexes, 6.10 Fact sheets). More
detailed information on the listed control options can be found in section 5 of the
Substance Reports. Information on measures at regulatory level is given in section 3.3 of
these reports.
2.6.2 Instructions how to do it
Basically the steps to be taken in Step 4 follow Figure 6.
4
See also: Reference Document on Economics and Cross-Media Effects (EC 2006), chapter 2
25/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Input from Step 3
measures
database
future areas of exceedance
and possible sources
measure
relevant for
source?
no
skip measure
yes
table of possible (single) measures
per source-substance combination
does measure
apply to more than 1 source
or substance?
no
yes
consider to apply measure for
more than 1 source or substance
table of possible measures
per substance-source combination
Input for Step 5
Figure 6:
Step 4: Inventory of possible measures scheme
The sub-steps are:
1. Based on the actual areas of exceedance and sources (result of Step 2) and the
future areas of exceedance and sources (result of Step 3) the necessity of taking
measures is checked: are measures really necessary?
2. For those locations where measures are necessary, the sources are matched with
the measures database (see also Annexes, 6.10). This database contains a
collection of fact sheets on possible measures per substance with as much as
possible detailed information on:
26/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Technical feasibility
For end-of-pipe techniques, information is provided on the type of pollution
and typical concentration range encountered the conditions (matrix, pH, cocontaminants – if available), limits and restrictions. For measures other than
end-of-pipe techniques, impacts on the total process, impacts in the total
factory and complexity are considered.
Performance / Environmental impact
This criterion takes into account the achievable reduction in contaminant
concentration/load (removal efficiency for the priority pollutant), the ability of
the technique to remove other (priority) substances, cross-media effects,
energy consumption (per kg removed substance), and wastes generation
(sludge, concentrates).5
Costs
Fixed investment costs as well as variable operational costs (labour, energy
consumption, chemicals, environmental rates, etc.) per unit are considered,
where possible6. However, it should be noted that due to a general scarcity of
cost data and large variations depending on plant size and location, the given
information is usually site-specific and serves as an example.
State of the art
This criterion distinguishes between BAT technologies, other existing
technologies and emerging technologies.
// PM: this database should include information on the scale level of applicability
Due to a general shortage of detailed quantitative information, different measures
may not be readily comparable. For this reason, a qualitative score is assigned for
each criterion, ranging from – – to ++.
In the first instance, summary fact sheets are produced for each measure/source
combination. An example of such a fact sheet is given in 6.10 of the Annexes.
This sub-step results in a list or table of possible (single) measures which are
relevant for the problem causing sources.
3. The next sub-step involves a check on whether single measures can control more
than one substance, or whether the measure is applicable for more than one source
or substance-source combination (synergy check). A first quick selection can be
made based on common understanding.
For this purpose there is a simple quick scan selection tool available at the
SOCOPSE website.
5
See also: Reference Document on Economics and Cross-Media Effects (EC 2006)
Please note that calculation of the Cost of Compliance takes place in Step 5, Assessment of the effects of
the measures. Cost information in the fact sheets in Step 4 is indicative.
6
27/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
2.6.3 Sources of information
The main sources of information for this step are the 10 Substance Reports7 produced in
WP 3 of the SOCOPSE project. These Substance Reports are summarized in the
factsheets in Annexes, 6.10. The factsheets can be used for the first selection of measures.
For additional information one can use the complete Substance reports. The Substance
Reports for atrazine, cadmium (Cd), di(2-ethylhexyl)phthalate (DEHP),
hexachlorobenzene (HCB), isoproturon, mercury (Hg), nonylphenol, polycyclic aromatic
hydrocarbons (PAH), polybrominated diphenyl ethers (PBDE), and tributyltin (TBT) are
available at www.socopse.eu. The information in the Substance Reports was to a large
extent compiled from reference documents and other guidance on Best Available
Techniques (BAT), as well as from additional sources such as technical reports and
published scientific literature.
BAT Reference documents (BREFs) are available from the European Integrated Pollution
Prevention and Control Bureau (EIPPCB). These reference documents are subject to
periodic revision. The current documents are available on the EIPPCB website
(http://eippcb.jrc.es). Additional sources of information on a wider range of substances
could be e.g. the central database developed by the European Chemicals Agency (ECHA)
in Helsinki under the REACH Regulation (http://echa.europa.eu/home_en.html).
2.6.4 Result of the step
The ultimate output from Step 4 is a table of possible measures per substance and source,
as illustrated below.
Table 4:
Example of a table of possible measures per substance and source
Substance
Source
Possible measures
1
2
1
2
3
…
…
3
Legend: Available measure
Emerging measure
Depending on the extent of synergies between different substances and/or sources, some
of these tables may then be combined in a subsequent step.
// for this step, examples from SOCOPSE case study experiences to be added after
completion
7
In the future substance reports and factsheets for all PS should be available.
28/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
2.7 Step 5: Assessment of the effects of the measures
2.7.1 Framework of the step
In Step 5 an assessment of the effects of the possible management options/measures takes
place. Once the possible alternative measures have been defined (the result of Step 4), it
is necessary to determine which categories of effects need to be taken into account in
order to decide on the most appropriate selection method (Step 6). The assessment of the
effects is at least a calculation/estimation of the Costs of Reduction and of the
performance of the measure: the reduction in PS concentration.
2.7.2 Instructions how to do it
Step 5 basically follows the figure below.
Input from Step 4
information
on use
of fate
models
table of possible measures per
source-substance combination
calculate/estimate concentration reduction
calculate/estimate
Cost of Reduction
Are there other
effects besides Cost of Reduction
and concentration reduction
to be considered?
no
yes
depict these
other effects
table of effects of measures, costs,
reduction, other effects
Input for Step 6
Figure 7:
Step 5: Assessment of the effects of measures
The sub-steps within the assessment of the effects of measures are:
29/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
1. Calculate/estimate concentration reduction
From the measures per source-substance combination (the result of Step 4) the
concentration reduction is calculated/estimated: what reduction in concentration
will be reached when applying a measure? One can make use of environmental
fate models.
2. Calculate/estimate concentration reduction
Subsequently, the Cost of Reduction are calculated/estimated expressed in total
(fixed and variable) costs as well as these costs per stakeholder group – the ‘costs
for whom’. See paragraph 4.2, Cost calculation methods.
3. Are there other effects besides Cost of Reduction and concentration
reduction to be considered?
If there are (in)direct economic or societal effects or effects not yet considered
those effects should be depicted.
Possible other effects are:
Toxicity of substitute towards the environment;
Increase of CO2 release due to higher energy consumption;
More costs due to higher use or use of other of raw materials;
Additional concentration reduction of other problem substances (e.g.
phosphates, nitrates, copper);
Production of more final waste;
Effect on regional employment due to industry or agriculture restrictions;
Increase of recreational values.
4. Table of effects of measures
The result of Step 5 is a table or list of the effect of measures, costs, concentration
reduction and (if applicable) other effects.
2.7.3 Sources of information
Reference Document on Economics and Cross-Media Effects (EC 2006)
2.7.4 Result of the step
An example of a table of effects of measures, costs, reduction and other effects is
provided in 4.2.1, Table 6.
// PM: an example (from case studies?)
2.8 Step 6: Selection of the best solutions
It is important to realize that water managers cannot demand management options from
the polluters. They have no force to require the means to reach a certain targets; they can
only demand the targets themselves: the EQSs to be reached. Therefore the selection of
best management options is an advice to apply by the polluters.
30/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
2.8.1 Framework of the step
In Step 6 tools and guidelines will be given to come to the selection of the best solution
(sets of measures). In dialogue with the main stakeholder groups (pointed out in Step 0;
System definition) the most applicable selection method is chosen based on the effects of
the measure (sets). This stakeholder involvement is very important as they have to agree
on the starting points the applied methods, weighing factors etc. (see also chapter 3).
For those cases where only costs and concentration reduction are considered to be
relevant Cost Effectiveness Analysis (CEA) has to be performed. If besides costs and
reduction of concentration also other effects are relevant a quick scan Societal Cost
Benefit Analysis (SCBA) or Multi-criteria Analysis (MCA) has to be performed. With
this method the measures and their effects are weighed.
From the result of these analyses the best solutions are selected in dialogue with/with
advice from the main stakeholder groups.
2.8.2 Instructions how to do it
Basically Step 6 is carried out as depicted in Figure 8.
Input from Step 5
table of effects of measures
Stakeholder involvement
Select the criteria to
evaluate the measures, either:
In case of:
Cost of Reduction
AND
Concentration Reduction
In case of:
Cost of Reduction
AND
Concentration Reduction
AND
other criteria/effects
Perform quick scan
SCBA or MCA
Perform CEA
Selection/ranking of
best options
end
31/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Figure 8:
Step 6: Selection of the best measure options
Once the alternative options are determined a decision has to be made which ones to
choose. Selection methods are applicable but will of course only be useful if a selection
has to be made between alternatives. So there must be more than one “solution” and the
measures must in principle be feasible in a technical, social, economic and juridical way.
The following situations may occur (Figure 8):
1. the option with the highest risk reduction (% reduction of concentration) per Euro
spent will be chosen: CEA is applicable (see 4.3.1 for a brief description)
2. it has been determined that there are other relevant effects besides the costs of
compliance and the reduction of the pollutant that have to be taken into account
when selecting the most attractive options: SCBA or MCA may be relevant
selection tools (see 4.3.3 and 4.3.2 for a brief description)
In whatever situation as a minimum requirement the reduction of concentrations and /or
the Costs of reduction have to be calculated / estimated.
The definition of costs and benefits may be different for economists, engineers, policy
makers and other stakeholders. In the further development and application of the DSS we
will try to develop a common vocabulary. Use will be made of earlier experiences, or
experiences else where (e.g. REACH etc).
The minimum that is needed are the costs of compliance: a private enterprise (e.g. a
manufacturer) will have to comply with standards, norms, regulations etc. In order to
comply, the enterprise will have to take measures and to make costs:
A. Fixed costs (e.g. investment costs: how much, how long will these last,
etc.);
B. Variable costs: costs that are dependent on the throughput (e.g. cost of
substitution of one agent by another in the production process).
There may be several sources of information. For a number of substances (Cd) this has
already been investigated. For other substances there may be handbooks or cost figures
(REACH) available.
Note that the Cost of compliance may also include the administrative costs. These may be
perceived as quite high in some instances (e.g. REACH).
The costs of compliance are needed when judging the cost effectiveness of alternative
measures to comply. If these costs are very low there should be not problem in
implementing the solutions no real choice will have to be made. If however there are
different paths leading to Rome and all of them may be expensive, it makes sense to
choose the most cost efficient way.
However: there may also be effects other than the reduction in the release in priority
substances, e.g. closure of the factory, change of one toxic agent by another, effects on
32/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
the costs of central / collective water cleaning agencies. In these cases we will have to
look for ways of trying to quantify these effects as they will have to be taken into account
in either an SCBA or an MCA (see paragraphs 4.3 and 4.2).
2.8.3 Sources of information
Paragraphs 4.2 and 4.3 provide information on Cost calculation methods and Economic
evaluation methods.
// some other sources of information should be added here.
2.8.4 Result of the step
Based on the results of the analysis with the applicable selection method the best
solutions (measure option or sets of measures options) are selected in dialogue with/with
advice from the main stakeholder groups. Section 4.2.2 provides a worked out example of
a result of Step 6.
// PM: an example (from case studies?)
3 Stakeholder Involvement
This paragraph is largely based on Slob (2008). More information on stakeholder
involvement can be found in WFD-CIS Guidance Document no.8 Public participation in
relation to the Water Framework Directive8.
3.1 Introduction
Stakeholder involvement is of increasing importance for environmental policy-making
such as water quality management, not only because European Union regulations demand
societal participation, but also because of the increasing complexity of environmental
policy issues in general. This complexity is caused by the many groups that have a role in
environmental problems, the competing interests of stakeholders and the involvement of
several policy levels (regional, national and international). There are many stakeholders
as well as policy levels that are involved within river basins and the interests of all these
groups are quite diverse. This chapter will focus on the basic questions concerning
stakeholder involvement in the decision-making processes and, consequently, on the
recommendations that can be derived from this.
The structure of this chapter is as follows. First, attention will be given to the question of
who the stakeholders are (paragraph 3.2) and why stakeholders should be involved
(paragraph 3.3). Stakeholder analysis is a method to make an inventory of all stakeholders
that have a role (a stake) in the issues and solutions. This is a necessary step to know
which stakeholders one should involve in sediment management and will be discussed in
paragraph 3.4. Stakeholders should not be considered as one, homogenous, group.
8
http://circa.europa.eu/Public/irc/env/wfd/library?l=/framework_directive/guidance_documents
33/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Stakeholders are diverse and heterogeneous and this is reflected in their perspectives.
This inevitably leads to discussion on how to involve stakeholders (paragraph 3.5) and the
tools and mechanisms to do this (paragraph 3.6). The last paragraph (3.7) deals with the
risks and pitfalls that are attached to stakeholder involvement, for which the policymakers should be warned.
3.2 Stakeholders
A distinction is to be made between three types of stakeholders:
Organizations and people that have a direct impact on water quality
management or are directly affected by the relevant policies.
This group includes: water authorities; industries using water and/or dumping
their wastewater; farmers; water cleaning companies; regulators on the local,
regional, national and international level dealing with water issues and subjects of
environment, agriculture and safety, or with conventions such as international
river committees; harbour authorities; shipping companies; dredging companies;
organizations maintaining natural defences; water managers; owners of nature
areas; and citizens that are directly affected by the measures planned or taken.
Organizations and people that have an impact on the relevant decision
making.
This group covers: citizens; landowners; homeowners; insurance companies;
NGOs such as Greenpeace and the WWF; scientists; and drinking-water
companies.
Those who have an indirect impact on or are indirectly affected by
implementation of the WFD
This group consists of all the other users of the waterways and fisheries, and
includes citizens.
The above mentioned WFD-CIS Guidance Document no.8 provides examples of public
participation in water management projects.
3.3 Why stakeholders should be involved
There are several arguments for stakeholder involvement with respect to the WFD. Apart
from the basic fact that stakeholders have an impact on the quality and quantity of the
water, the main arguments can be grouped into three themes: obstructive power;
enrichment; and fairness (Gerrits, 2004).
In modern society, parties other than governments have obstructive power. That is, they
have the ability to obstruct or even block a decision or the implementation of a certain
policy. The early involvement of stakeholders reduces the risk of the policy not being
carried out. Stakeholder involvement, therefore, can be regarded as counteracting
obstructive power (Renn, 1995; Healy, 1997). Such a choice will slow down the policy
process in the early phases, but will speed it up in a later phase.
34/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
The abovementioned reason for stakeholder involvement is sometimes regarded as a
negative one, born out of strategic considerations. However, there is a positive motive as
well. This considers enrichment. Policy makers do not possess all the resources, i.e.
knowledge, required for the design, planning and implementation of sophisticated policies
such as environmental policies. Relevant knowledge is in most cases distributed among
several stakeholders. This counts the more for sustainable management of River Basins, a
subject where knowledge is still fragmented and debated. From that point of view it is
wise to invite stakeholders from the relevant fields in order to obtain and apply
knowledge and information generated by them (Fisher, 2000).
The last argument for stakeholder involvement is fairness. It is fair to involve actors
affected by policy, and give them a say in the decision-making process. This raises
awareness and creates support for the issue and its solutions.
As a final remark on the motives for stakeholder involvement, we want to point out that
stakeholders, especially the organized ones, often will look for ways to get involved
themselves, as they are aware of their stake in the process.
3.4 Stakeholder analysis
Stakeholder analysis consists of 3 steps:
1. Convening
2. Identification of Stakes
3. Inventory of relations between stakeholders
3.4.1 Step 1: Convening
The first step in the process of involving stakeholders is often referred to as convening,
i.e. getting people to the table. This consists of four (sub) steps: assessing a situation
(convening assessment); identifying and inviting the stakeholders; locating the necessary
resources; and organizing and planning of the process (Susskind, 1999). We will focus
here on the identification and analysis of the stakeholders.
Stakeholder and network analysis starts with assembling a list of all relevant stakeholders.
This can be done with a small group of people belonging to the convening organization,
who know the issues and have an overview of possible stakeholders. This group should
be diverse, as this prevents a one-sided selection of stakeholders. The first step in the
process is to identify the different perspectives on the issue with a wide variety of people.
At this stage of the process, the goal is not to identify people or organizations who should
be involved. At this point, the way the different stakeholders look at the issues and
solutions is categorized. The second step is to see which sub-perspectives can be
identified. The third step is to identify different key persons or organizations within the
identified sub-perspectives. The result of the last step will be a list of stakeholders.
//PM: add example stakeholder analysis from one of the SOCOPSE cases.
35/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
3.4.2 Step 2: Identify the Stakes
The list of stakeholders is the steppingstone for the next phase of the stakeholder analysis:
to identify the interests and goals of these stakeholders in the process.
For each stakeholder the following questions should be addressed (Pröpper, 1999):
What will the stakeholders contribute to the process?
What kind of knowledge do they possess?
What are the relevant interests and goals of the stakeholders?
How do the stakeholders interpret the issue at hand?
How well-informed are the stakeholders about the issue?
What are the (possible) motives for these stakeholders to participate, or not to
participate?
The majority of these questions can be answered based on experience or policy
documents. However, it will always be necessary to do a number of interviews with
stakeholders to get more background information. The benefit of this is that the
interviews will create a means for people to voice their concerns about the issue, which
they might be reluctant to do when confronted with other stakeholders (Susskind, 1999).
3.4.3 Step 3: Make an inventory of relations between stakeholders
The final phase in the stakeholder analysis is to make an inventory of the relations
between the different stakeholders. This is necessary to understand certain attitudes or
actions of stakeholders. Relations can be identified by desk research, but also by asking
the stakeholders themselves. It is usually very helpful to visualize relations between
stakeholders and to identify them as positive or negative for the process. By making this
transparent, it is possible to deal with negative relations and to use positive relations to
improve the quality of the process.
3.5 How to involve stakeholders?
3.5.1 Introductory remark:
The process of stakeholder involvement should require an independent chairperson or
process manager. Such a person should not be attached to the involved parties and should
be as independent as possible. The arrangement for their payment, for instance, should
reflect that. They should be paid by a mixture of stakeholders in order to avoid the
appearance of a conflict of interests.
3.5.2 Step 1: Indentify the stake holders to be involved
The first step for the process manager in the organization of stakeholder involvement is to
find out which stakeholders should be involved. For the stakeholder selection the
following questions should be answered: Will the stakeholders be affected by the policy?
Are they the target group of the policy? Do they have the power to obstruct or the means
to enrich? The questions that should be posed differ with the aim of the process
(Edelenbos, 2000). A crucial requirement here is variety. Although, at first glance, it
seems to make more sense to focus on representativeness, variety should be the guiding
36/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
thread. This triggers the enrichment of the process and serves as a safety valve against
overlooking stakeholders. A good way of assembling a stakeholder’s panel is to ask other
stakeholders who they regard as vital for the process. Through this so-called snowball
method, other stakeholders who might have been overlooked initially can be invited to the
process.
3.5.3 Step 2: Identify the stakes
Next, it is important to collect information about the goals, ambitions and problem
definitions (from the various perspectives) of the stakeholders. The process manager
should ensure that all these interests are heard and acknowledged in the course of the
process. If not, stakeholders might pull out, which could damage the process (see also
paragraph 3.6). In order to guarantee that all interests are present in the process, the
manager should be sure to know them. One must be aware of the difficulties of acquiring
the desired information, whereas stakeholders can show strategic behaviour. The
stakeholders might want to shield their real interests, as they prefer to hide their agenda.
Their real interests can sometimes be obtained better through asking other parties.
3.5.4 Step 3: Engage Stakeholders
The mobilization of the stakeholders is an important issue. Too often, decision-makers
feel that the majority of the potential stakeholders lack interest, whereas some with strong
but specific interests dominate the agenda. So it is the duty of the manager to let
stakeholders realize what is in it for them. Why should they join the process? A sound
and deliberate consideration of interests might persuade less-interested parties to join and
will be a signal to dominant forces not to overact. Furthermore, awareness and urgency
should be created. This can be done by pointing out the drivers behind the Water Frame
Work Directive. These include the regulations issued by the European Commission such
as the ‘polluter pays principle’ in the Environmental Liability Directive. Finally, the fairly
technical nature of Water quality problems such as contamination needs translation.
Laymen and the public cannot be expected to fully understand the technical backgrounds
of the problem and, therefore, communication must be clear and free of jargon.
The processes of involvement can be arranged at different levels (Gerrits, 2004):
Information: providing information to the stakeholders.
Consultation: consulting what stakeholders think must be done.
Advising: letting stakeholders advise on the policy and taking their
recommendations into account.
Co-producing: stakeholders are regarded as equal policy-makers but decisionmaking remains in the political domain.
Co-deciding: decision-making power is handed over to stakeholders.
Every situation is unique and, therefore, the level should be chosen that fits the specific
situation. It is most important that, once a level is chosen, this is communicated to
stakeholders and that the level is not abandoned in the course of the process. Doing so
will create uncertainty and distrust. It should also be understood that not every
stakeholder has to be involved at the same level. Some just want to stay informed,
whereas others want to be heavily involved. A common feature of processes that bear
37/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
some kind of uncertainty is that they are often made resistant against unforeseen events.
This should not lead to a process of stakeholder involvement where stakeholders cannot
enter the process in later stages. A certain amount of openness is required, and openness
has two dimensions. The first is openness with respect to new stakeholders. Once the
process is on its way, new stakeholders should still be able to participate. At the same
time, this should not mean that the process restarts over and over again. The second
dimension of openness concerns the results. In rational processes, often a timeframe is
set. Processes of stakeholder involvement have their own dynamics, which makes it fairly
difficult to predict what results will be delivered at a certain moment. When the process is
fixed in time, the results that will be delivered should be indicated and not defined in
terms that are too exact. To create more certainty, the process requires ‘rules of the game’
that contain rules for entering the process in later stages, how decisions are made, how
information is brought into the process, etc. These ‘rules of the game’ should be discussed
and should be approved by the stakeholders involved.
3.6 Tools, processes and instruments
As described in the previous paragraph, the scientific literature usually distinguishes
between five levels of stakeholder involvement, ranging from informing the stakeholders
to making the stakeholders co-deciders. With these different levels of stakeholder
involvement come different approaches in actually involving them. It would be
impossible within the context of this paragraph to describe all these different
methodologies of stakeholder involvement. In Table1 an overview is presented of
possible tools, processes and instruments that can be used in the different levels of
stakeholder involvement. Some methods are left out from Table 5 because they are not
specific for the degree of influence of the stakeholders. These methods can be used in any
process with some form of stakeholder participation: surveys, interviews, panel-research,
idea- and complain-feedback forms, observations and hearings. For an overview, see the
Consensus Building Handbook (Susskind, 1999).
3.6.1 Case-study: dredging an artificial lake in Rotterdam, the
Netherlands
// PM: later on this example can be replaced by a SOCOPSE case
Because of the need for sediment remediation and the improvement of water quality, a
large lake near the city centre of Rotterdam had to be dredged. This meant that 175,000
m3 of sediment had to be taken out and 100,000 m3 of clean sand was needed to replace it.
The total costs were 18 million Euros. The area surrounding the lake is densely populated
and, therefore, there was a requirement that the work should not become too much of a
nuisance for the local citizens. Therefore, the project organization looked upon a number
of challenges if they wanted to succeed. The areas that had to be used by the dredging
company, such as islands and the shores of the lake, are owned by a diversity of residents,
associations and companies. A possible threat to the success of the project could be the
non-cooperation or even the obstructive power of these stakeholders.
The communication with the stakeholders was, therefore, taken very seriously. In the
preparation phase of the project, clear communication with the stakeholders was
organized. This consisted of the distribution of newsletters and the organization of
38/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
information meetings, where the project approach was presented and the stakeholders
could give input to improve and adjust the presented plans based on site-specific
knowledge. The fact that they were taken seriously by the project organization also gave a
firm support to the project, according to the representatives of a stakeholder group. In
addition, because the project organization was clear and honest in their communication, it
contributed to the support of the stakeholders. When the project actually started, the
communication continued and a special ‘question and complain’ phone line was created,
together with so-called ‘walk in’ mornings at the dredging site itself. According to
stakeholders, they saw the clear and serious communication as the main reason why they
were so supportive of the project. The project is generally seen as a success, which is
partly due to good communication, the involvement of the stakeholders and the
minimization of nuisance caused by the project to the stakeholders (Hermans, 2005).
Table 5:
Stakeholder involvement and tools (source: adapted from Edelenbos, 2000; Gerrits,
2004; Pröpper, 1999)
Degrees of
influence
according to
the scale
1. Stakeholders
are informed –
they remain
passive
Role of the
stakeholder
Role of the
expert
Role of the
policy-maker
Stakeholders
receive
information but
do not deliver
input to the
process
Delivers
information to
the
stakeholders
on demand of
the policymakers
Policy-makers
determine policy;
information is
issued to the
stakeholders
Delivers
information to
the participants
on demand of
all parties;
experts provide
another flow of
information to
the process,
next to the
flow
of the
stakeholders
Delivers
information to
all parties on
demand of all
parties and
investigate
suggestions
Policy-makers
determine the
policy and opens
the process to
input by
stakeholders, but
is not obliged to
adopt their
recommendations
2. Stakeholders Stakeholders
are consulted
are consulted,
act as
interlocutors
3. Stakeholders Stakeholders
give advice
become
advisors to the
process
Policy process is
open to input
(other ideas,
suggestions, etc.)
by stakeholders;
they take the
input into
Possible tools,
processes and
instruments to
be used
Folders,
brochures,
leaflets,
newsletters,
advertisements,
commercials,
reports,
exhibitions
Creative group
sessions, study
groups, focus
groups
Creative group
sessions,
advisory
boards
consisting of
stakeholders,
Internet
39/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Degrees of
influence
according to
the scale
Role of the
stakeholder
4. Stakeholders Co-decision
become comakers
producers
within
the set of
preconditions
Policy-partners
on the basis of
equivalence
5. Stakeholders
not only
produce
solutions but
also decide
about them
Taking
initiatives,
making
decisions
Role of the
expert
Role of the
policy-maker
from
participants on
demand of the
policy-makers
Experts treat
policy-makers
and
stakeholders as
equal clients;
advice and
knowledge
provision to
both actors
Experts treat
stakeholders as
equal
knowledge
providers; they
need approval
of the
stakeholders
Experts
support
stakeholders
with
knowledge;
experts treat
stakeholders as
their clients,
need no
approval of the
policy-makers
account, but have
the right to
deviate from it in
their decisions
Policy-makers
take the input of
stakeholders
into account,
and honour it if
it fits into the
set of
preconditions
Policy-makers
interact with
stakeholders on
the basis of
equivalence
Joint role of
policy-makers
and actors: offer
support (money,
time of civil
servants, etc.)
and leaves the
production of
solutions and
decisions to the
participants
Possible tools,
processes and
instruments to
be used
Discussion
Creative group
sessions, project
group where
stakeholders
also take part in
producing
solutions,
Internet
discussions
Organizing
workshops,
create a
common ground
for discussion,
for example by
joint fact
finding
Joint groups
that
decide about
implementation
of solutions
3.7 Risks and pitfalls
For stakeholder involvement, several risks and pitfalls are attached to these kinds of
processes. Asymmetry in stakeholder involvement exists when some parties have an
advantage over other parties. With asymmetry, there is a risk that the party who does not
share a certain advantage may be overruled. At the same time, all parties usually have
some kind of advantage, but not in the same area. Therefore, the challenge is to design the
process in such a way that the different advantages are mixed and a mutual advantage will
rise. This is something different than the rash conclusion that all parties should be equal
in the process, as the process would not benefit from it. Some research on negotiation
even points out that asymmetry is vital for the progress of the process. Perfect symmetry
40/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
could result in a deadlock. The existing asymmetries are an important factor for the
design of the process, as they could be an important driving force, and therefore should be
known when designing the process.
Asymmetries in stakeholder involvement not only include existing advantages, but also
lack of representation of stakeholders, the knowledge gap (as not all stakeholders have the
same level of knowledge), different interests and the lack of communication Gerrits,
2004). Lack of representation means that stakeholders are not representing the target
group. In some cases this leads to ‘extreme views’ that are not representative of the
opinion of the target group. The full range of perspectives and interests are not taken into
account.
The knowledge gap or information asymmetry follows from the observation that not all
stakeholders are equal and poses different information and knowledge. The knowledge
gap is of particular concern with the issue of sediment. Water quality issues are highly
specific, and often require sophisticated knowledge to understand them. Even among
experts there may be considerable debate. At the same time, experts may lack knowledge
as well. This is not a disqualification; it just follows from the fact that not all participants
are equal. Too often, the knowledge gap is regarded as the lack of knowledge with
laymen. This indeed is often the case and calls for a flow of information to the other
participants and the development of a common ground of knowledge. But at the same
time, laymen have other knowledge (i.e. ‘lay-knowledge’, information about the local
situation, etc.) at their disposal. This is as valuable as scientific knowledge and should not
be ignored. A final remark on the knowledge gap is that knowledge can be used as a
weapon to get one’s point of view accepted.
Connected to this is the pitfall of lack of communication. The language used by experts is
very different and often incomprehensible to laymen. This can create confusion and
distrust as other participants might feel that the party concerned holds back information.
Another type of pitfall that comes under the heading of ‘asymmetry’ is the different
interests and needs of participants. Stakeholders all have different agendas and a pitfall is
ignoring some of them or assuming that everyone is aiming at the same goal. This not
only applies to individuals but also to countries. Western Europe might be concerned
about the environmental impact of pollution, whereas developing countries are usually
more concerned about financial considerations.
Clashing expectations often exist as participants have different expectations and
consequently expect different outcomes. ‘For example, a governing body of a river can
invite people living near a dredged material dumpsite to come up with new ideas about
how to address the dumping of contaminated sediments. They are consulted and asked to
give a recommendation. However, should this not be properly communicated, then the
invitees might believe that they are expected to take part in the decision-making. The
result will be that their expectations rise too high, and thus cannot be met, resulting in
distrust, downright pessimism and obstruction of the process’ (Gerrits, 2000).
Stakeholder out-of-sight situations often exist in the formal decision-making process.
Unfortunately, a sharp separation is made between the stakeholder process and the actual
decision-making. The process of stakeholder involvement is then regarded as a way to
41/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
pacify the opposition, where the actual decision mainly serves the interests of the formal
decision-maker. Decision-makers should commit themselves to the process, whatever the
outcomes.
Cross-boundary cooperation presents a whole range of pitfalls and challenges. The
management at the river basin scale will often be cross-boundary and, therefore, attention
must be paid to the characteristics of international cooperation in stakeholder processes,
especially where the cultural differences deserve attention. Cultural differences are
closely connected to parties and determine their way of thinking and behaving (Hall,
1976). The interpretation of different cultures is not easy and requires time (Sperber,
1996). Apart from that, different countries have different institutions. Although countries
may be adjacent to each other, they still can differ a lot which can create confusion and
fragmentation of the decision-making process (De Jong, 1999). Legislation is also part of
the institutional dimension. In both national and international legislation, laws and
regulations concerning river basin management are fragmented (Palmer, 2000). For the
process of stakeholder involvement, this means that the participants should be given time
to frame the process into their own legislation. Otherwise, the proposals rising from the
process will be lost in the misfit of legislation.
3.8 Conclusions
This chapter provided an introduction to the subject of stakeholder involvement with
respect to River Basin management. The relevant themes have been grouped around the
basic questions, namely who, what, why and how? Furthermore, the pitfalls of
stakeholder involvement were mentioned as the process of stakeholder involvement is not
as simple as it may seem at first glance. The need for stakeholder involvement is a clear
one. Dealing with management at the river basin scale is a complex policy issue with a
wide variety of different policy levels and stakeholders involved, with different interests
and perspectives. Future management– whether at specific sites or at the river basin scale
– will have to incorporate the views, interests and perspectives of the various
stakeholders. This is not an easy task, because of the lack of a ‘common language’ and
mutual understanding is not simple. The stakeholder process, therefore, deserves a lot of
attention and it should be done in a serious way, whereas people that are not taken
seriously will be disappointed and pull out of the process. The general unawareness of the
general public and the complexity of the issues are important hurdles to overcome. This
subject deserves much attention in the policy process and stakeholder involvement.
Experts should focus on making their expert knowledge available to the general public
and take time to explain the issue. For further information on the role of stakeholders in
sediment management at the river basin scale, including specific examples, see Joziasse
(2007) and Ellen (2007).
42/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
4 Additional Tools/Relevant methodologies
4.1 Environmental fate modelling for water managers
4.1.1 Introduction
The chemical behaviour of priority substances in the environment is complex. After
release the chemicals can be transported through evaporation, diffusion, sorption to solids
and advection with water and air currents. The bad news is that the transport processes are
different for each of the 33 priority substances, but the good news are that you can use
environmental fate models to cope with most of this complexity without really
understanding it.
The models have been developed since the 1960s and currently they are in wide use in
remediation planning, licensing of new chemicals and identification of emission sources.
They are a good starting point for getting a grip of the processes that affect the chemical
concentrations in your waterbody.
A word of warning before we start: there are a few pitfalls in using these models. If the
main problem is metals (cadmium, nickel or mercury) or PAH substances bound to soot
(black carbon particles) you are going to need some technical assistance. The transport
processes of these substances can be very local (depending on the water quality) so we
recommend that you consult the local university or a consultant specialized in these
substances. However for the remaining 29 priority substances, environmental fate
modelling is deceptively simple.
4.1.2 What is an environmental fate model?
From an environmental chemists' point of view, environmental fate model is a scientific
instrument for studying the relative importance of environmental processes. But from
your point of view as a water manager, environmental fate models are best thought of as
black boxes. You put information in and get an estimate (or a guess) about the PS
concentrations in your water-body and about the timescales of change (Figure 9). For
many cases this is enough, but if you want to get the most out of modelling find an
environmental chemist specialized in modelling. If you want to understand how an
environmental fate model works, consult the DSS handbook and look at the references.
This simple manual will skip all the science and will just show how to use the models and
what to look for in the results.
43/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
A guess about the emissions
Environmental
properties
Chemical
properties
Figure 9:
Environmental
Fate Model
Concentrations
and timescales
Environmental fate model as a black box. If you want details about the insides of that
box, look at the DSS. Otherwise, read on.
4.1.3 How do I use an environmental fate model?
Here is an example on using environmental fate models. We apply the QWASI
(quantitative water air sediment interaction) model developed by Mackay et al. (1986).
The model has been widely applied in the scientific literature, but it is simple to use
nevertheless.
4.1.3.1 Installing and setting up the model
1. Download the model from Trent University website9. You have to register to get
the model, but the registering is free and I have not noticed any adverse effects
from doing it.
2. Install the model to the directory you prefer. Write the directory down, you will
need it in the next step.
3. Download the chemical properties database (Chemicals.mdb) from the SOCOPSE
website at www.socopse.eu and copy the file to the subfolder databases in the
directory where you installed QWASI. This database contains physical chemical
information about all the priority substances.
(Note: this dataset will be updated during the SOCOPSE project).
4. Change the separator from comma (“,”) to dot (“.”) from your “Control panel Regional settings”. QWASI is an American model, so it does not understand
commas.
Now you are ready to start modelling. Start the QWASI model and let's look at an
example.
9
Direct link: http://www.trentu.ca/academic/aminss/envmodel/models/QWASI310.html
44/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
4.1.3.2 Modelling PS transportation with QWASI
Figure 10 shows a screenshot of the QWASI model. Model usage is straightforward: you
go through the boxes in the left by clicking at them one at a time, fill in the data, click
“compute” and look at the results. That's it.
Chemicals Environment Guess about emissions
Concentrations
& timescales
Figure 10:
The main view of the QWASI model software. You get the items of interest (presented
in Figure 9) from the places marked with the little arrows.
Start with simulation ID, where you can just leave the fields empty. You inserted the
chemical properties in the database already when you set up the model (Step 3 of the
DSS) so in the Chemical properties menu you just need to select the chemical you want to
model from the drop down menu10. In this example we will look at nonylphenol. The next
stage is to define your water body to the model. Click “Environmental properties”. What
you should see is a window (Figure 11) with three tabs: “Lake Properties”, “Flows” and
“Transfer coefficients”.
There are quite many parameters that you need to define, but don't panic. Some of these
parameters are only important for some chemicals. Consult the sensitivity segment
diagram in the DSS if you are uncertain about where it is okay to take some shortcuts in
parameterization. You will find a form for gathering all the necessary parameters at the
end of this paragraph. Either print it, fill it and get back to modelling afterwards or select
one of the default environments.
10
If you are modelling metals, it might be a good idea to change the partitioning coefficients based on local
measurements. The coefficients are very site specific and depend on pH, sulphides etc. The easiest way to
get a good estimate is to measure both dissolved and total water concentrations (with and without a filter).
45/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Figure 11:
The input-windows for defining the water body. In the “transfer coefficients” tab it is
only necessary to change one value (Rain rate), the default values are usually good for
the other parameters.
46/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
With the chemical and environmental parameters set in there is just the last stage left:
emission estimation. But how do you get a realistic estimate? Now here is the clever part:
you do not need one, the QWASI model is linear in relation to emissions. An emission of
1000 kg will result in concentrations 1000 times larger than the ones from 1 kg emissions.
For this reason, it is OK to use an imaginary emission to calculate the
concentration/emission slope. The menu of emission input is shown in a screenshot below
(Figure 12). Defining the emissions as 100 kg/year allows you to read the results directly
as percentages of emissions. If you have information about the atmospheric
concentrations or the inflow water concentrations they can either: (a) be included in this
step separately or (b) you can think that deposition and inflow are included in the
emission estimate.
Figure 12:
Menu for defining the emissions to the water body. The emissions are divided into
three categories: direct discharges, inflow and deposition from air.
After you have entered the chemical, environment and emissions, click “Calculate” and
the modelling is done.
4.1.3.3 Interpreting results
The most convenient way of looking at the results is through a mass flow diagram (click
the “Diagram” button). A result for nonylphenol is shown for a bay area in the case study
of Vantaa, Finland (Figure 13). There is a lot of information in the mass flow diagram,
but you only need to focus on a few things:
Q: What is the concentration/emission relationship?
A: 138 ng/l/100 kg/year = 1.38 (ng/l)/(kg/year)
Q: What kind of emissions result in exceeding the EQS?
A: For nonylphenol the EQS is 300 ng/l, so based on the concentration/emission
relationship, you would need 218 kg/year of emissions.
Q: What is the overall residence time?
A: 404 hours. Not that much.
Q: What are the main transport processes?
A: Here outflow 74 kg and evaporation 21 kg play the main role, so the problem
is transported downstream.
Q: Where is the most of the chemical found?
A: Sediments store 75% of total mass.
47/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Figure 13:
Mass flow diagram of nonylphenol transport in the bay of Vanhankaupunginlahti
outside Helsinki. (Note that the emission amount is illustrative.)
Based on the overall residence times the system responds quite quickly (404 h = 17 days)
to changes in emissions. However the overall residence time is only part of the whole
picture. In order to figure out the timescales you have to look at the “Results”. Click the
“Mass balances” tab behind the “Results” button (Figure 14).
Figure 14:
In the mass balance diagram one of the most revealing figures is the residence time of
the chemical in the compartment where most of the substance is found. In this case it
is the sediments, where the residence time is 0.775 years.
48/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
The residence time can be applied to calculate the time series of recovery of that
compartment when emissions cease with the following equation:
M = M0*exp(-t/t_res)
Where t is the time (years) for calculating the mass M based on the initial mass M0 and
t_res is the residence time. You can put this to work in your favourite spreadsheet in less
than 5 minutes.
In our example in order to get the amount to drop to 10 % in sediments:
M/M0 = 10% = exp(-t/0.775y)
-t/0.775 y = ln(0.1) = -2.3
t = 2.3 * 0.775 y = 1.78 years
One would have to wait for 1.78 years for the concentrations to drop to 10% after all
emissions have ceased.
Based on this simple example we know that it is unlikely that nonylphenol would cause
problems in the bay area. First of all, the emissions would have to be quite large (200
kg/year to a 6 km2 bay). Secondly the outflow is so strong that most of the chemical is
rapidly transported to the sea. Finally the system will probably respond very quickly to
reductions in the emissions (concentration reduction to 10% in less than 2 years).
4.1.4 What about time series and scenarios and stuff?
If by now, you have the feeling that this is all too simple and not really realistic, please
continue reading. Otherwise, put the model results to use. The time dependant models are
useful in situations where you have an estimate about the emission trends in the near
future (20-30 years) and the emissions are changing very rapidly (e.g. after the banning of
TBT).
In the previous paragraph we applied the QWASI model to water management. The
model is easy to use, but it has two limitations: (a) it does not consider what happens after
the chemical has been emitted and (b) it cannot be used for simulating responses to
changing emission scenarios. In this paragraph we will look at a slightly more complex
model, the CozmoPOP 2.0 model11, which does not have these limitations.
The only change in chemical input data is the need for a degradation rate in soil and
temperature dependencies of the physical chemical properties. The first one is simple, but
the second is not. For most cases you can estimate that the physico-chemical properties
remain constant, in others you might want to consult a chemist.
The environmental properties required by the CozmoPOP model are lot more detailed
than in the QWASI model (water balance, organic carbon concentrations in soil, forest
growth). You should allocate 1-3 weeks for gathering this data or try to check if the local
meteorological/hydrological institute or local university has gathered this data already.
11
Downloadable at www.scar.utoronto.ca/~wania/downloads2.html
49/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Below (Figure 15 and Figure 16) are shown the relation between emission scenarios and
concentrations for alpha-HCH and the instantaneous mass balance in the Baltic catchment
area. These time series are a good way of understanding the time scales. It is also
worthwhile to note that the chemical concentrations vary within the year as much as 3050% because of meteorological conditions. This stresses the importance of monitoring the
water phase more often than once a year (in sediments the fluctuation is much smaller).
As you can see from the figures, for alpha-HCH the time required for the concentrations
to reach a level of 10% of the peak is 15-20 years. And the main processes in governing
the environmental fate are emissions, evaporation from forests, deposition to fresh water,
evaporation from water surface and advection to the sea. Sediment burial is meaningless
for alpha-HCH (but important for many of the more hydrophobic substances).
50/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Figure 15:
An example of CozmoPOP output for alpha-HCH in the Baltic proper catchment
area. As you can see, the concentrations fluctuate within years because of weather
conditions.
51/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Figure 16:
An instantaneous mass balance of alpha-HCH in the Baltic catchment area. The
instantaneous mass balances are useful when the sediments and soils have stored
substantial amounts of pollutants and the emissions have ended. Then the system is
not in equilibrium.
4.1.5 Environmental properties collection sheet (necessary
parameters)
Lake properties
Property
Value
Water surface area (m2)
Water volume (m3)
Sediment active
layer depth (m)
Concentration of solids
- in water column (mg/L)
- in inflow water (mg/L)
- of aerosols in air (µg/m3)
- in sediment (m3/m3)
Density of solids (kg/m3)
- in water
- in sediment
- in aerosols
Organic carbon fraction of solids
- in water column
- in sediment
- in inflow water
- in resuspended sediment
Flows
Property
River water inflow (m3/h)
Water outflow rate (m3/h)
Sediment (g/m2/day)
- Solids deposition
- Solids burial
- Solids resuspension
Transfer coefficients
Property
Aerosol dry deposition velocity
(m/h)
Scavenging ratio (air/rain)
0.05
2400
2400
1500
Value
How
uncertain?
Model
sensitivity
**
** for
chemicals with
affinity to
solids
*
*
**
*
*
*
How
uncertain?
Model
sensitivity
**
**
***
***
***
Value
7.2
200000
How
uncertain?
*
Model
sensitivity
*
**
*
52/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Rain rate (m/year)
Mass transfer coefficients (MTC)
m/h
- volatilization (air)
- volatilization (water)
- sediment-water diffusion
*
1
0.01
0.0004
*
*
**
Stars (*) in the ‘How uncertain’ column indicate a qualitative estimate of the amount of
uncertainty/variability in the given default values. In the ‘Model sensitivity’ column the
stars indicate how much the model results will be affected by inaccuracies in the
estimated values.
4.2 Cost calculation methods
This paragraph contains information on cost calculation methods12. The application of
(economic) Evaluation methods is an essential part of any Decision Support System.
Weighing the costs and benefits makes the decision making process about the advantages
and disadvantages of possible measures more explicit and transparent.
What are exactly these costs and benefits and how can they be measured?
An extensive body of literature and guidelines has been developed in the last decades
order to carry out an evaluation and to conduct (Societal) Cost-Benefit Analysis, also in
the field of environmental issues, water- and sediment policy (references). As this
paragraph is meant to help water management we will not go into much of the details of
this literature and rather adopt a more simple and straightforward approach. It will
however be useful to bear in mind that:
1. no simple answers may be given to complicated questions; in this case it may be
worthwhile to be assisted by experienced economists with considerable
knowledge in this field and/or
2. to look for experiences and literature elsewhere and to check to which extent these
can be applicable (NB: cases).
One also has to bear in mind that economic analysis has to be performed anyhow as
consequence of the legislation concerning the water framework directive. For example:
when evaluating the different options for source control of priority substances one has to
take into account all the information that will /has been gathered when compiling the river
basin management plan, including the (socio-) economic analysis that may have been (or
has to be) conducted13.
In most instances this will imply that the evaluation of different options to control-, and
ultimately phase out priority substances must not be carried out in “splendid isolation”
but are part of the “larger system”: the river basin management plans and the water
framework directive.
12
Another source of information is the Reference Document on Economics and Cross-Media effects (EC
2006).
13
In this article we will take priority substances as an example. But the observations also apply to other
fields such as sediments (Riskbase, SedNet) and REACH.
53/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
4.2.1 Costs
The measures that may be taken in order to control the release of priority substances into
the water may consist of technical measures, such as using filters and other end of pipe
solutions and/or more integrated management options, such as rearranging the production
process (e.g. by substitution of the priority substance). More complex options may
include dredging and to stop the production and/or use of the substances. Regardless of
the complexity of the measure two basic cost categories always have to be taken into
account for deriving the total costs of the option:
1. Fixed costs: usually capital investment costs (how much, how long will these last)
2. Variable costs: costs that depend on the throughput (e.g. costs of substitution of
one agent by another in the production process, extra man power, electricity, other
resources)
In order to make the fixed- and variable costs comparable and to put these under one
denominator either (a) the fixed costs have to be put in annual terms or (b) the net present
value of variable costs has to be calculated. For option (a) the depreciation time of the
capital investment is needed. For option (b) – which is used more often – a discount rate
has to be applied to calculate the present value of future expenditures.
In North- Western Europe (e.g. the Netherlands) a discount rate of 4 % is in vigor.14
Example: using a discount rate of 4 % on a sum of 100 Euros means that the value after
one year (in year 2) has fallen to 96 Euros. The same 100 Euros will be worth 70 Euros in
year 10. Summing up annual expenditures of 100 Euros during 10 years, by using a
discount rate of 4%, a total present value of 840 Euros results.15
Suppose that there are 3 options for a factory with a throughput of 100 Units and a
discount rate of 4 %
1. Capital costs : 1000 Euros, (linear) depreciation time: 10 years, rest value: none
Variable costs: 10 cent per Unit
2. Capital costs: 200 Euros, depreciation time 10 years , rest value: none
Variable costs: 80 cent per unit
3. Capital costs: 500 Euros , depreciation time 10 years, rest value none
Variable costs : 40 cent per unit
Annual costs
option:
1. 100 + 10
2. 20 + 80
3. 50 + 4
= 110 Euros
= 100 Euros
= 90 Euros
Present Value
option:
1. 1000 + 84
2. 200 + 674
3. 500 + 337
= 1084 Euros
= 875 Euros
= 837 Euros
14
But other discount rates may be applied elsewhere.
A lower discount rate means a higher present value vice versa (e.g. using a discount rate of 2% will result
in a present value of 910 Euros, a discount rate of 10 % will result in 670 Euros)
15
54/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
According to both calculation methods option 3 has the lowest costs16.
Of course it should be borne in mind that possibly more than one source of priority
substances is at stake, so total costs will equal the sum of all sources in the river basin.
A second remark regards the possibility that the measures taken will have a larger effect
within the firm or the measure taking actor group than reducing the release of priority
substances. This may be the case if, for example, the measures not only have an effect on
priority substances but also on other substances, product quality, energy efficiency etc. In
such cases an analysis will have to be made of such effects that have to be taken into
account. Depending on the amplitude and the nature of these effects they have to be put in
monetary terms and added / subtracted to the costs of measures. If for example option 2
also induces the use of energy by 20 Euros / year, the total annual costs of option 2 would
be 80 Euros and the present value 704 Euros. Option 2 would gain over options 1 and 3.
So when talking about costs we’d look at all NET costs for and within the firms /actors
that implements the measures.
4.2.2 Benefits
Of course the first benefit is the reduction of the release of priority substances.
If the decision making process is limited to this benefit it suffices to choose the waste
reduction options on the basis of the lowest costs to obtain the desired reduction (in the
case of priority substances: a complete phase out by the year 2020).
It gets more complicated if the benefits are to be measured in terms of reduction of
concentrations. In this case an analysis has to be carried out in the preceding steps of the
DSS to investigate the relation between the reduction of the release of priority substances
and the concentrations. Nevertheless a Cost Effectiveness Analysis (CEA) is the
evaluation method to be used in order to select the (packages of) measures with the
highest reduction at the lowest costs.17
If other effects besides the costs of compliance and/or the reduction of priority substances
are relevant, they should be taken into account as well in the decision making process.
The first step then to be taken is making an inventory of these effects in a so called effect
matrix in which for each of the alternatives (packages of measures) these effects are
depicted.
In Table 6 five different options to reduce the priority substances are mentioned18.
Selecting on basis of the lowest costs criterion option nr 1 would be the most favorite one.
Obviously, this option is most attractive for the actors that have to pay for the costs.
Selecting on basis of the lowest risk (highest reduction of PS) option nr 5 would be
chosen. This option is often the most popular for policy makers that do not have to pay
for the costs but who see the highest reduction as their policy yield.
However if one were to select on the basis of direct cost effectiveness option 2 would be
chosen. According to the direct Cost Benefit ratio, option nr 2 has the lowest ratio (1.14)
and therefore ranks nr one. Option 5 has the highest ratio (1.50) and ranks fifth and last.
16
Note however that if the discount rate rises the option with the higher variable costs will be more
favourable vice versa. Usually a sensitivity analysis is carried out to see if the ranking of the options
changes if other discount rates are used.
17
Obviously only the (packages of) measures that meet the minimum standards are to be taken into account.
18
In reality the options will most probably be combinations of different measures.
55/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
However: most of the options, all except option nr 1, have other effects than the costs of
compliance and the reduction % of PS. If these other effects are to be taken into
consideration the ranking of the options may change19.
We see in Table 6 that option nr 2 has a negative side effect: use of the substitute causes
pollution, not by PS but, for example, by CO2. An analysis has to be made in order to
quantify the amount of extra CO2 that will be emitted. Next a “price tag” may be put on
this amount to put this negative effect in monetary terms thus make it comparable with
the initial costs of substitution.
In the example this can be done in two different ways:
1. In order to avoid the extra emissions of CO2 measures have to be taken (e.g. by
capturing CO2 in the factories or by using another technology): the (shadow) costs
there of are (for instance) 75 which should be added to the 800, bringing the total
to 875.20
2. It may prove to be cheaper to buy trade able CO2 emission rights for, say 50. In
this case a market exists and total costs are 850. Assuming that the factories at
hand are rational actors and that the market for CO2 permits reflects the scarcity of
CO2 free air, the factory will chose to buy the emission rights.
However the Cost Benefit ratio of option nr 2 has risen to 1.21, which makes it
less attractive than option nr one which has a ratio of 1.19.
Table 6:
Costs and benefits of 5 different (hypothetical) options
Option
1. Filters to
capture priority
substances
2. Substitution of
priority
substances
3. Dredging of
polluted
sediments
4. Ceasing
production of
goods and
services for
which the PS
are needed
Capitalized
Costs of
compliance
775
800
900
1200
(being the
net present
value of the
added
value21 of
the
Direct
effects
Reduction
of PS by
65 %
Reduction
of PS by
70 %
Reduction
of PS by
75 %
Reduction
of PS by
90 %
Cost
Benefit
ratio
1.19
Other effects
1.14
Pollution caused by substitute
1.20
Improved Recreation possibilities
for tourists
1.33
Improved Recreation possibilities
for tourists
None
+Rise in house value
+Increased Harvests
+Possible indirect multiplier
effects in rest of the economy
19
In reality many more effects may be generated than in these hypothetical examples
For the sake of simplicity we add the 75 extra costs to the initial costs of 800. In a Societal Cost Benefit
Analysis the 75 extra costs should be regarded as a negative benefit.
21
Added value equals the sum of the remuneration of the production factors (labour, capital) and roughly
equals the turnover minus taxes, depreciation, gross wages incl. social insurance premiums, costs of inputs
and other supplies.
20
56/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Option
Capitalized
Costs of
compliance
abandoned
products )
Direct
effects
Cost
Benefit
ratio
Other effects
5. Closing down
factories
1500
(Net present
value of all
production
taking into
account
accelerated
Depreciation
)
Reduction
of PS by
100 %
1.50
Improved Recreation possibilities
Rise in house value
Increased Harvests
Possible indirect multiplier effects
in rest of the economy
+Better Health
+Savings on collective water
treatment
Option nr 3 has a ratio of 1.20, but the reduction of PS is such that a number of extra
recreation activities will be possible such as boating, swimming etc. This will lead to an
increase of tourism in the region. An analysis will have to be made in order to estimate
the increase in tourism (as with the CO2 in option 2 mentioned above). The effects on
tourism have to be put in the effect matrix. If one wants to put a “price tag” (the
“translation “of the numbers of tourists into monetary terms ) a number of economic
effects have to be discerned:
a. Extra tourists will spend money in the market: the direct effects of the
(extra) expenditures e.g. in hotels, restaurants will lead to a rise in the
added value which will be generated in these sectors. The added value
(and not the turn over!!22) is to be considered as a direct economic welfare
effect.
b. Indirect economic welfare effects will be generated in the economic
sectors that deliver goods and services to the tourism industry (e.g.
bakeries, beer producers etc.) In their turn these sectors are also supplied
by again other sectors (e.g. agriculture). Economists call these indirect
economic effects “multiplier effects”23
c. Besides the (a) direct- and (b) indirect economic effects that are generated
through the market system another type of welfare effects exists that has
no real market price. Tourist enjoyment of the (“new” or regained)
recreation possibilities in the river basin has a higher value than their
22
23
Touristic expenditure creates turnover. In order to provide services to the tourists - and to generate
the turnover- costs are inflicted that have to be subtracted. (see footnote 16)
Usually the multiplier effects vary between 1.0 and 3.0, depending on the structure of the economy
and the sector where the initial impulse (touristic spending) was given to. A multiplier effect of 2
means that besides the original effect of 1, for example on added value, or employment (NOT
both!), an extra indirect effect in the rest of the economy is generated. These multiplier effects can
be calculated on the basis of the International system of National Accounts, notably the so called
Input – Output matrix of intermediary deliveries.
57/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
expenditures. This extra value over the price they pay for is called
consumer surplus.
If one decides to take these effects into account and to put a monetary
value on the consumer surplus24 a difficulty arises as no “real” market
exists and nobody cashes this value. Hence economists have developed a
number of methods to calculate the consumer surplus in monetary terms.
Two of the most well known methods are:
1. The “travel cost method”: an analysis is made of the travel costs that the
tourists make in order to travel and stay in the recreation area. On the basis
of this analysis a so called “demand curve” is constructed that depicts the
relation between the demand (the number of tourists) and the travel costs.
Obviously, demand decreases with rising travel costs vice versa. Tourists
paying the highest travel costs have no consumer surplus. But the tourists
who pay less than these highest costs do enjoy consumer surplus, which
can be quantified in monetary terms on basis of the demand curve. The
curve can only be constructed on basis of an ex post analysis of touristic
statistical data that depict the revealed preferences. This makes the method
less suitable for an ex ante valuation for “new” touristic areas (unless
empirical data for other “comparable” areas can be used).
For this reason so called “stated preferences” methods are developed,
such as:
2. The “contingent valuation method”. Basically this methods entails
asking people what they would be willing to pay for a good or service that
has no real market price (such as a walk on a beach or angling). This
method, which is also called the “willingness to pay method”, is widely
used in environmental economics and the water frame work directive. It
should however be noted that the values obtained through this method may
be somewhat questionable as there may be a large difference between
statements and actual behavior of people. Furthermore it must be stressed
that the “willingness to pay” only reflects a modest part in the total value
of improvements of the water quality. A good ecological status of the
Rhine may for example be reflected in the return of the Salmon. But it
would be a very large under estimation of the total benefits of the good
ecological status by asking anglers how much they would be willing to pay
for catching one and to put this as a proxy of the good ecological status.
Let’s suppose that the direct effects of recreation, mentioned under (a) have a value of 50
and that the multiplier for indirect effects is 2, so that the multiplier effects also are 50.
The consumer surplus is, for example, 30. Total beneficial effects of tourism / recreation
equal 130. In a societal evaluation these effects have to be taken into account, although
the benefits are enjoyed by other actors than the parties that have to bear the costs.
In a Societal Cost Benefit Analysis the total initial costs of option 3 are 900. Benefits
equal a 75 % reduction of PS plus 130 recreational value. For the sake of simplicity we
will subtract the 130 of the initial costs of dredging so we can make an easier comparison
of the different options. The 770 (net) costs will then generate a 75% of PS and the Cost
Benefit ratio, which was originally 1.20 is lowered to 1.03
24
Often only the extra number of tourists is mentioned.
58/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Option 4 also features improved recreational possibilities for tourists, as in option nr 3.
Moreover: the strong reduction of PS by 90% leads to better harvests, for instance of
wood and to a rise in value of the houses built on the riverbanks.
The economic effects on agriculture, in this case wood production, can be easily
measured, provided that it is known how much extra wood can be harvested. The added
value of the extra production can be calculated through the market system, using the
market prices for wood, subtracted by the marginal costs of the extra wood production.
The rise in house prices creates an extra value for the house owners. This value can be
calculated by using estimates (house brokers / owners can be a valuable source of
information), and/or by the “hedonic price method”. With the latter method (which was
applied in the analysis of the third London airport and other regional economic studies),
the actual changes in house value is analyzed by using statistics on the subject. The
estimation method bears resemblance with the “stated preferences methods” mentioned
earlier when discussing the economic effects of recreation/tourism. The Hedonic price
method falls into the category of “Revealed preferences”.
In option 4 the production of PS related goods is abandoned. If there are no viable
alternatives for these goods, the indirect (multiplier) effects can be very substantial and
this option will possibly not even be taken into consideration in the short to medium term.
The amplitude of these negative effects depends very much on the function of the good
(e.g. intermediary or final good), the availability of alternatives (also the possibilities for
importing) and the time horizon needed for the possible transition and technological
innovation.
Suppose that the effects of option 4 are:
1. recreation/ tourism: + 130 (as in option 3)
2. wood production: + 100
3. house value: + 150
4. multiplier effects: - 600
Total extra benefits equal 380, but in this example the extra benefits are
overshadowed by negative multiplier effects of 600. The initial costs were 1200. After
correction, total costs now equal 1420, leading to a Costs /Benefit ratio of 1.58
One can see in this case the importance of the indirect economic multiplier effects and
therefore also the necessity of technological innovation (compare: car industry, cease
of ozone layer destructing substances, use of cadmium in coloring of plastics, solvents
in paints, use of chlorine etc). The (hypothetical) figures also show that a thorough
analysis is needed of the possible indirect multiplier effects. In this case they amount
to – 600. This figure has been randomly chosen. However, it is also possible that the
effects are very small. This was the case when ozone depleting substances were no
longer used in for instance spray cans and cooling units, or when mercury was no
longer used in thermometers and batteries. Technological innovation has lead to
viable alternatives in these cases25. A recent study carried out by TNO26 shows that
the “phase out” of Liquefied Petroleum Gas (LPG) as car fuel can even lead to
positive effects as the technology has been developed to produce cleaner, “next
generation”, diesel fuel. On the other hand, phasing out Chlorine from all products
25
Technological innovation may also have drawbacks that have to be taken into account; for instance: low
energy lamps containing mercury and cooling units using Ammonia, or option 2 : increase of CO2
26
Societal Cost Benefit Analysis / Chain studies LPG, Chlorine and Ammonia (TNO cs, 2005)
59/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
will lead to devastating effects for the economy and the society as a whole, because it
is used in so many different ways (production of plastics, salt etc). Despite the toxicity
of Chlorine it is unthinkable not to use it any longer in a broad spectrum27.
Option nr 5 assumes that all use of PS will be abandoned: a complete shut down of all
factories using - or producing PS with no possibility of substitution or importation.
This option is more drastic than option 4, but bears similarities in the fields of recreation
/tourism, wood production, rise in house values and multiplier effects. Possibly these
effects will be larger in option 5 than in option 4, but in this example we will assume that
the effects in these fields will be the same.
For illustrating purposes we assume that option 5 will generate 2 other different effects
that were not present in the other options:
1. Better Health: assume that (x) less people get sick and (y) less people a year die.
Health effects are particular difficult to put monetary values on. Usually in a
Societal Cost Benefit Analysis the effects are only partially put in financial terms,
if at all.
Provided it is possible to estimate the reduction of the number of people getting
sick or the number of deaths, it may be possible to estimate the reduction in the
costs of medical treatment, burial costs, loss of labor hours etc.
Let’s assume that these effects are valued at 200. However, this value does not
include human suffering, pain etc. Again, there are methods that also quantify
these effects, mostly using the “willingness to pay” concept, but there is a
substantial debate on the outcomes, also from an ethical point of view. In this
example we will not try to quantify these effects, but not forget that these should
be noted.
2. Avoided costs of collective water purification: as the reduction of PS in this
example is supposed to be 100 % it may be possible that it is no longer necessary
to purify the water for these substances in collective treatment plants. This will
possibly lead to a cost reduction of, say 50.
Additional effects of option 5 are:
recreation/ tourism: + 130 (as in option 3 and 4)
wood production: + 100 (as in option 4)
house value: + 150 (as in option 4)
multiplier effects: - 600 (as in option 4)
health effects: + 200 avoided costs (+ x reduction in sickness and y
reduction in deaths)
Avoided costs of collective water sanitation: + 50
Original costs: 1500, which are lowered to 1470, bringing the Cost Benefit
ratio to 1.47
(excluding x reduction in sickness and y reduction in deaths)
27
Of course alternatives for specific uses can and have been developed.
60/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Table 7:
Original and new Ranking of the options
Option
Cost -Benefit
Ratio
(Table 6)
Rank
Adjusted
Cost Benefit
Ratio
1.19
Adjusted
Rank
1. Filters to capture priority
substances
2. Substitution of priority
substances
3. Dredging of PS polluted
sediments
4. Ceasing production of goods and
services for which the PS are
needed
1.19
2
2
1.14
1
1.21
3
1.20
3
1.03
1
1.33
4
1.58
5
5. Closing down factories
1.50
5
1.47
4
In Table 7 we show the ranking of the five different options on basis of the original direct
Cost Benefit Ratio (Table 6) and on basis of the “new” Cost Benefit ratio that takes the
other societal effects into account. The hypothetical examples show that taking into
account societal effects such as recreation, harvests, house values etc leads to changes in
the preferential ranking order of the options. Option nr 3 ranks first instead of third.
Option nr 2 now ranks third instead of first. Option nr 5 was least cost effective but now
ranks higher than option nr 4.
Table 7 illustrates that looking at the problem from a wider policy perspective than
merely the direct costs and percentages of reduction of PS may lead to the selection of
other types of solutions / measures. This may require more effort as the “system” analysis
is broader too. The extra costs of such broader analyses will however most certainly be
amply outweighed by the benefits of the right choices. This is the reason why in a number
of countries, including the Netherlands, a Societal Cost Benefit Analysis (SCBA) is
obliged to be carried out when larger projects are planned. The mandatory socioeconomic analysis of the functions of river(basins) and “REACH” are other examples.
4.3 Economic evaluation methods
4.3.1 Cost effectiveness analysis
Cost effectiveness analysis (CEA) is a technique for comparing the relative value of
various strategies. In its most common form, a new strategy is compared with current
practice (the “low-cost alternative”) in the calculation of the cost-effectiveness ratio (CE
ratio):
61/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
CEratio
Costnew _ strategy Costcurrent _ practice
Effectnew _ strategy Effectcurrent practice
The result might be considered as the "price" of the additional outcome purchased by
switching from current practice to the new strategy. If the price is low enough, the new
strategy is considered cost-effective. Thus, this approach assesses the most efficient way
to meet targets for human health improvement, ecological protection etc.
In the development of European air pollution strategies cost-effectiveness has been the
main concept used. The tool used for the calculation of the most cost-effective solutions
has been the RAINS model (Regional Air Pollution INformation and Simulation). In this
model the costs have been attributed to various control measures on a country basis. The
effectiveness is considered not in relation to emissions but rather in relation to
environmental impact.
In the RAINS model cost effectiveness to evaluate costs of emission reduction follows
the concept of marginal costs (MC). MC relates to the extra costs for an additional
measure to the marginal abatement of that measure (compared to the abatement of the less
effective option. RAINS uses the concept of marginal costs for ranking the available
abatement options according of their cost effectiveness (into so called “national cost
curves”). 28
The general functional form for the calculation of the MC used in the RAINS model takes
the following form:
MCm
Where
cm m cm 1 m 1
m m 1
cm is unit costs for option m and
ηm is removal efficiency of option m.
Based on the RAINS model figures in Table 8 are used to calculate the marginal cost of
different technologies to be used to abate emissions of sulphur in Sweden according to the
NOC (Non Control Strategy) scenario.
Table 8:
Activity-specific abatement costs and removed emissions / category for the
hypothetical NOC scenario sulphur emissions in Sweden. For details about the
acronyms see IIASA and the RAINS model (Source: www.iiasa.ac.at)
Activity
Sector
Technology
NOF*
NOF
PR_SINT
PR_OT_NF
ME
SO2PR1
SO2PR1
28
Unit cost
(€ / ton)
420
423.5
Removed emissions
(kton)
0.58
8.4
http://www.iiasa.ac.at/~rains/index-old.html?sb=30
62/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Activity
Sector
Technology
NOF
NOF
NOF
HC1
HC1
PR_SUAC
PR_REF
PR_LIME
IN_BO
IN_OC
SO2PR1
SO2PR1
SO2PR1
LSCO
LSCO
Unit cost
(€ / ton)
424
466.67
473.68
513.52
513.52
Removed emissions
(kton)
4.49
3.18
0.18
0.26
2.55
To estimate cost effective measures that can be implemented to reach optimal emission
reductions the RAINS model uses optimization procedure. The optimization approach of
the RAINS model reflects the overall environmental policy objectives by specifying
constraints on the maximum deposition at each grid cell. A cost effective cooperative
solution is then obtained by finding a pattern of emissions that minimize total emission
control costs, measured in a common currency (Euro) for the countries involved that meet
the specified constraints on deposition. Thereby, spatial environmental standards (targets)
are formulated as constraints of the optimization problem:
The theoretical formulation of the optimization procedure is as follows (Forsund (2000)).
Min c (e 0 e , e 0 )
i i
i i
Subject
to :
eimin (e 0 ) e e 0 , i 1,...N
i
i
i
N
*
a e b d , j 1,...R
ij i
j
j
i 1
Where
Ci
ei0
ei
aij
bj
dj*
cost function of country i
initial emission of country i
optimal emission
atmospheric transportation coefficient from country i (i=1,..., N) to
receptor j (j=1,...R) i.e., the EMEP grids.
background deposition.
relates to environmental objectives specified as emission targets
For the EU countries the functional form of the objective function is:
Total cos t
MC
iEU pP
MC:
X:
i I:
p P:
rRi , p
i ,r , p
xi ,r , p
marginal cost
emission reduction
the set of emitter countries
the set of relevant pollutants: SO2, NOx, NH3, PM2.5, VOC
63/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
r Rip:
reduction measures/elements of the approximate cost curve in country i for
pollutant p
The optimization procedure in RAINS consists of the following steps:
set target values for the environmental impacts
minimize costs for achieving these targets
read off the optimal emission levels, costs and control strategies for all pollutants
and countries.
Since the objective function and all constraints are linear functions in the decision
variables, the problem can be solved using linear programming (LP) methods.
A linear programming problem may be defined as the problem of maximizing or
minimizing a linear function subject to linear constraints. The constraints may be
equalities or inequalities.29 Here is a simple example.
Find numbers x1 and x2 that maximize the sum x1 + x2 subject to the constraints:
x1 ≥ 0, x2 ≥ 0, and
x1 + 2x2 ≤ 4
4x1 + 2x2 ≤ 12
−x1 + x2 ≤ 1
In this problem there are two unknowns, and five constraints. All the constraints are
inequalities and they are all linear in the sense that each involves an inequality in some
linear function of the variables. The first two constraints, x1 ≥ 0 and x2 ≥ 0, are special.
These are called non-negativity constraints and are often found in linear programming
problems. The other constraints are then called the main constraints. The function to be
maximized (or minimized) is called the objective function. Here, the objective function is
x1 + x2.
4.3.2 Multi-criteria analysis
Another possibility is the application of multi criteria analysis (MCA). Basically the
MCA is based on a matrix in which the different alternative (clusters of) measures are the
columns and the different criteria that are used to evaluate the alternative measures are in
the rows. One may vary the weights of the different criteria, (via desk research but also
interactively in workshops with stakeholders), and see what happens with the preferential
sequence of the alternatives. MCA is a method that does not require a full quantification
of all effects but it makes transparent which alternatives are to be preferred when using
certain criteria. Of course there has to be agreement between the decision makers on the
criteria and the weights that will be used.
In all cases it is imperative to gain insight in the system that has to be influenced, not only
from a technical point of view but also from a societal (socio-economic point of view)
29
http://www.math.ucla.edu/~tom/LP.pdf
64/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Measures with respect to priority substances will often be part of the WFD and bear
relations with other substances, stakeholders etc. That is why it is very important to look
at the system as a whole and to treat the problem of priority substances as part of a wider
problem field, including its stake holders and decision makers.
Selection methods will of course only be useful if a selection has to be made between
alternatives. So there must be more than one “solution” and the measures must in
principle be feasible in a technical, social, economic and juridical way.
In whatever situation as a minimum requirement the reduction of concentrations and the
costs of compliance have to be calculated / estimated.
The definition of costs and benefits may be different for economists, engineers, policy
makers and other stakeholders. In the further development and application of the DSS we
will try to develop a common vocabulary. Use will be made of earlier experiences, or
experiences else where (e.g. REACH etc).
4.3.3 Societal cost benefit analysis
The broad purpose of SCBA is to help decision making to make the decision that is
beneficial to society. More specifically, the objective is to facilitate the more efficient
allocation of society’s resources. Societal Cost Benefit Analysis is not a new gimmick. It
is a tool with a long international history , specifically with respect to project appraisal in
developing countries, the evaluation of infrastructural works in the US and Europe, and
more recently with respect to more qualitative issues and themes such as environmental
issues, sediment- and water quality issues30. The method contributes, at least potentially,
to transparent and better decision making processes. This implies however a good
understanding of the relevant system, the definition of the problems and the specification
of the alternative solutions to these problems.
As policy and decision making with respect to the Water Frame work Directive (WFD)
including priority substances is within the public realm, SCBA provides the appropriate
structure for the Decision Support System (DSS).
Steps to be taken in an SCBA:
In general the SCBA includes several steps. In order to ease application of the SCBA
each step is discussed and examples (models, methods and data) are included based on a
Swedish SCBA related to acidification as well as the pollutants impacts on health,
biodiversity, base cation and corrosion.
30
See: Guide to practical project appraisal, social cost benefit analysis in developing countries, United
Nations, 1978; Guidelines for project appraisal , A. Kuyvenhoven, L.B.M. Mennes, Directorate General for
International Co-operation, Ministry of Foreign Affairs, Netherlands, 1985; Kosten Baten Analyse
Afsluiting Grevelingen bekken, J. van der Vlies, EUR, 1977 ; Evaluating The Eastern Electric Grid in
Sudan, J. van der Vlies, H. Hof, NEI/KEMA, 1986; Guidelines for the evaluation of Economic effects, OEI,
Ministry of Finance, Netherlands, 2001; Cost- Benefit Analysis and the Environment, Recent
Developments, D. Pearce, G. Atkinson, S. Mourato; OECD, 2006
65/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Step 1: Analyze the system and define the problem
A starting point in the SCBA is a system and a problem definition to base the analysis
upon. In the case of Swedish example the analysis relates to the socioeconomic and
environmental effects of the emissions of acidifying pollutants such as sulphur dioxide
and nitrogen oxides following the implementation of the CAFE (Clean Air For Europe)
programme’s Climate Protocol Current Legislation Baseline scenario
(CP_CLE_Aug04(Nov04)), developed by IIASA using RAINS.
Boundaries: To start with the derived effects of NOx via ozone formation are not included
in the analysis. The studied effects are health and the environmental impacts related to the
emissions of SO2, NOx, NH3 as well as secondary sulphate and nitrate particles. Since air
pollution is transboundary the cost side is about all Source Contributors to emissions i.e.
European countries and the benefits are estimated for the Swedish population during the
period 2000-2020.
Step 2: Make an analysis of the evolution of the problem if no actions are taken (the
so called 0 – alternative or baseline scenario)
In this step identification of the project’s impacts is a prerequisite for the analysis. A
distinction is to be made between a base line scenario and a scenario including other
measures to be taken.
Table 9 presents a series of scenarios i.e. Current Legislation (CL), A (low), B (medium)
and C (high) as well as the Maximum Feasible Reduction scenario for the period 2020
compared to 2000 for ecosystems area with nitrogen deposition above the critical loads
for eutrophication. As shown, compliance with current legislation using different
measures would lead in the case of Sweden to 16% of ecosystem areas with nitrogen
deposition above the critical load for eutrophication.
Table 9:
Percent of ecosystems area with nitrogen deposition above the critical loads for
eutrophication. Results calculated for 1997 meteorology, using grid-average
deposition. Critical loads data base of 2004. The shading highlights countries where
the area subject to exceedance is 50% or more than total ecosystem area (black) or
between 25% and 49% of total ecosystem area (grey).
2000
Ecosystems
area (km2)
1)
Sweden
EU25
1
)
)
2
184369
1285046
26%
57%
Current
legislati
on
16%
46%
Case
“A”
2020
Case
“B”
Case
“C”
MTFR
8%
33%
7%
29%
5%
27%
1%
15%
2)
Ecosystems area for which critical loads data have been supplied
Maximum technically feasible emission reductions assumed for all European countries (including
non-EU countries). Source: Holland et al (2005)
Furthermore, Table 10 depicts kton pollutants emission and deposition in Sweden where
contribution from other countries constitutes the lion share of the depositions. Hence an
66/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
important part of the measures to be taken to reduce deposition in Sweden are to be taken
elsewhere in Europe.
Table 10:
Pollutants emission and deposition in Sweden year 2000 (kton)
Swedish emissions
Deposition
Domestic contribution to deposition
S
28
157
11
N(ox)
64
159
12
N(red)
47
101
20
Source: Swedish EPA, www.naturvardsverket.se
Step 3: Specify the alternative actions that may be taken to solve the problem
(one may use selection criteria such as: the alternatives should not be in conflict with
(inter) national laws, should be formulated together with stakeholders, should be
realized within 5 years etc)
Table 11 summarizes the legislation considered in the CLE scenario assuming that
countries fulfil their Kyoto obligations and carry on implementing greenhouse gas
reduction policies through to 2020.
Table 11:
Legislation considered in the Current Legislation (CLE) scenario (source:
IIASA/EMEP, 2004).
for SO2 emissions
Large combustion
plant directive
Directive on the
sulphur content in
liquid fuels
Directives on quality
of petrol and diesel
fuels
IPPC legislation on
process sources
for NOX emissions
Large combustion
plant directive
Auto/Oil EURO
standards
Emission standards
for motorcycles and
mopeds
Legislation on nonroad mobile
machinery
National legislation
Implementation
and national practices failure of EURO-II
(if stricter)
and Euro-III for
heavy duty vehicles
IPPC legislation for
industrial processes
National legislation
and national practices
(if stricter)
for VOC emissions
Stage I directive
Directive 91/441
(carbon canisters)
Auto/Oil EURO
standards
for NH3 emissions
No EU-wide
legislation
National legislation
Current practice
Fuel directive (RVP
of fuels)
Solvents directive
Product directive
(paints)
National legislation,
e.g., Stage II
67/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Source: Holland et al (2005)
Step 4: Analyze and specify the possible effects of these actions in terms of changes
(compared to the 0- alternative).
The effects include possible substitution effects (e g the problem at hand may be
relocated!)
The starting point in this step is to identify which impacts are economically relevant. In
the case of ecosystem and the biodiversity question, the discussion is about the
ecosystem/biodiversity services and if these services are economically relevant. In the
Swedish SCBA ecosystem services taking the form of fish availability is identified to
have economic relevance.
When it comes to the effects of the actions the analysis are taken in the following way:
Although the relation sulphur deposition and water pH is dependent on a number of
variable ecosystem specific factors, regression analysis are used in this case to give an
idea of the impact of air pollution on acidification in the case of the north and the south of
Sweden, respectively. The data is for the period 1984-2003 where the water pH level is
measured during the four seasons of the year. The dependent variable is pH levels while
the independent is sulphur deposition in logarithmic form.
Table 12:
Regression estimates
Variable
Intercept
North
9.23
(8.79)*
-1.38
(2.86)
49
S deposition
Number of observations
*= t-statistics
South
5.76
(27.93)
-0.50
(5.38)
78
As shown in Table 12 all estimated coefficients are highly significant but vary depending
on the region in question. There is however a negative correlation between S deposition
and pH in both cases. In the case of northern Sweden, a decrease in S deposition would
induce a rather large increase in pH, while a corresponding decrease in S deposition
would have a smaller impact in the south of Sweden.
On the other hand, except the correlation between air pollution and pH values, a further
correlation is identified between pH values in water and fish stock such as:
Table 13:
Fish stock %
pH
Relation between fish stock and pH values in Sweden
20
4.64
25
4.80
50
5.61
80
6.58
90
7.15
95
7.64
As shown in the table, when the pH value is 4.64 only 20 percent of the fish stock would
not be affected by acidification. When the pH value is equal to 7.64, almost all fish
population would be unaffected.
68/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Step 5: Indicate the level of uncertainty when predicting these effects (needed for
sensitivity analysis)
Although the effects of acidification on freshwater ecosystems are better understood than
impacts on terrestrial ecosystems the uncertainty issue cannot be underestimated. The
uncertainties may be based on several factors such as the models used and the available
data etc. In the case of the results based on regression analysis although the coefficients
are highly significant, uncertainty may be the result of using linear models instead of non
linear ones. Therefore a sensitivity analysis is required to highlight the ranges of
variations in the results in the case for example when other models are used for the
estimation.
Step 6: Quantify the effects of the actions and valuate them (NOT weighing)
Table 7 shows the effects of the actions related to different scenarios (Holland et al, 2005)
where reductions of acidifying emissions are showing benefits in the case of Swedish
ecosystem related to catchments area with acid deposition bellow the critical loads.
Improvements are not uniform, however, and recovery will take some time, first for water
chemistry to stabilize and improve, and then for biological recovery (WGE, 2004). As
shown, comparison of the CLE scenario to the other ones and especially the MTFR
scenario highlights the importance of stringent measures to achieve maximum
acidification reduction.
Table 14:
Percent of catchments area with acid deposition above the critical loads for
acidification. Results calculated for 1997 meteorology, using grid-average deposition.
Critical loads data base of 2004.
Ecosystems
area (km2) 1)
Sweden
1
)
)
2
204069
2000
14.9%
Current
legislation
10.5%
Case
“A”
9.0%
2020
Case
“B”
8.4%
Case
“C”
8.1%
MTFR
2)
5.2%
Ecosystems area for which critical loads data have been supplied
Maximum technically feasible emission reductions assumed for all European countries (including
non-EU countries)
Step 7: Welfare valuation should be made of all effects irrespective of their nature
and irrespective of the place where they occur. Always in physical entities, (less
sediments, more water for irrigation, more nature etc) and wherever possible (also)
in monetary values. A whole range of different methods exists.
In order for physical measures of impacts to be commonly measurable, they must be
valued in monetary units. The monetary valuation of different effects is not a
straightforward procedure since many of the effects have no market value. In general we
often talk about the total value of something. As shown in Figure 17, this total value is
often composed of both use and non-use values. The use value is the value derived from
actual use of a good or service. The non-use values, also referred to as “passive use”
69/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
values, are values that are not associated with actual use, or even the option to use a good
or service.
The use value includes direct, non-direct and option values. The direct use value is the
value attributed to direct utilisation of ecosystem services. Non-direct-use values or
"functional" values relate to the ecological functions performed for example by forests,
such as the protection of soils and the regulation of watersheds. Option value is the value
that people place on having the option to enjoy something in the future, although they
may not currently use it. On the other hand, the non-use values include both bequest and
existence value. Bequest value is the value that people place on knowing that future
generations will have the option to enjoy something. Existence value is the value that
people place on simply knowing that something exists, even if they will never see it or
use it. In order to assess these values, environmental economics uses several methods.
These methods may be based on stated preferences involving studies including
questionnaires asking respondents for their willingness to pay such as in the case of
contingent valuation method (CVM) and choice experiment method. Other methods are
based on revealed preferences that are often based on consumers´ or producers' behaviour
or actions such as: The hedonic price method is used to estimate the value of
environmental effects on properties such as the effect of noise or air pollution on house
prices; the production function method is used to estimate the value of the environmental
effects on production such as the effect of ground-level ozone on the production of wheat
or timber.
Total economic value
Use value
Non use value
Direct
value
Indirect
Option
value
Bequest
value
Existence
value
Benefits
consumed
directly
Functional
benefits
enjoyed
indirectly
Future
direct
and
indirect
value
Value of
living use
and nonuse value
to offspring
Value from
knowledge
of continued
existence
e.g.,
-food
-health
e.g.,
-water regulation
- wind protection
e.g.,
-biodiversity
- habitats
e.g.,
- loss of
environ. values
e.g.,
- endangered
species
-Revealed preference methods
-Stated preference methods
Figure 17:
-Stated preference methods
The total economic value
70/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
In the case of health effects other methods than stated or revealed preference ones can be
used to estimate the impact of externalities. These methods may be HALY, DALY or
QALY. The HALY is a Health Adjusted Life Year i.e. a generic term that includes the
two most popular measures, the QALY or Quality Adjusted Life Year and the DALY or
Disability Adjusted Life Year. The QALY is simpler. A value of quality of life is
assigned from 0 (dead) to 1 (perfect health). The DALY is different in that the reference
states are 0 for perfect health and 1 for dead, and it is estimated for particular diseases,
instead of as a health state (for more details related to these methods see ENGRI (2004)).
Further, other valuations of health effects are based on the value of statistical life or
(VSL) or the value of lost years (VOLY) where the relation between the two is as
follows:
The willingness to pay for Δs (the change in the risk to die) leads to the value of statistical
life such as:
VSL WTPi / sN
i
where N is the population at risk. Within the ExternE (Externalities of Energy - a research
project of the European Commission) for instance, VSL is supposed to be equal to the
discounted value of VOLY (discounting is defined in the next section). Hence
T
VSL VOLY aPi / (1 r )i a
i a
where aPi is the conditional probability to live until year i for a person at age a. T is the
maximum expected life length and r is the discount rate. When it comes to discounting
that is very crucial in SCBA there is in principle no theory to guide for the choice of the
discounting rate to be used.31 In the Swedish SCBA related to acidification a 4% rate has
been used such as in many SCBA at the EU level.
In both the cost case and the benefit case it is sometimes difficult to find values.
One way to solve the problem is to calculate them. However, this solution may be very
costly. If there are not enough resources, published values may be adapted to the problem
being studied. The method is called benefit transfer and it is well known and used in
many studies.
In the case of acidification and biodiversity the benefit transfer method has been used. In
the Nordic countries and especially Sweden many studies have been conducted in order to
31
The real rate of interest is the appropriate discount rate for benefit cost analysis. Market interest rates
should be used for discounting because they reflect the rate at which those in the economy are willing to
trade present for future consumption. Market rates reflect social preferences. Nominal market interest rates
are equal to the sum of the real rate of interest (i.e., the rate of return on capital) and inflationary
expectations. Most variations in nominal rates are due to changes in inflationary expectations since the rate
of return on capital (e.g., factories, equipment) is fairly stable over time. The real rate of interest is equal to
the market interest rate minus inflationary expectations.
http://www.env-econ.net/2005/08/discount_rates_.html
71/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
estimate the benefits derived from conservation and/or recovery of aquatic biodiversity
which can be achieved through reduction of acidification in the ecosystems.
Table 15 is a review of some studies conducted in order to estimate the Swedish
willingness to pay related to biodiversity. Common to these studies is the use of CVM to
estimate the total value or the marginal values of benefits. In Toivonen et al. (2000)
where the CVM was conducted in all Nordic countries, the WTP to preserve fish stock in
Sweden is estimated to 408 SEK (1999 prices). In both Laitila et al. (2002) and Paulrud et
al. (2003) CVM studies emphasized the marginal WTP to increase fish stock in Swedish
lakes. For doubling the number of fish in Swedish lakes the estimate values by Paulrud et
al (2003) range between SEK 24 and SEK 160.
Table 15:
Valuation studies
Reference
Toivonen et al (2000)
Laitila et al (2002)
Paulrud et al (2003)
Value
408 SEK to preserve fish stock
46.61 for an extra fish caught
(24-160) SEK for doubling the # of fish
Method
CVM
CVM
CVM
For the estimation of benefits derived to bring down acidification and to double the
number of fish in Swedish lakes SEK 92 has been used (in the SCBA-acidification) being
the average value based on Paulrud et al (2003).
On the other hand there are extreme cases where it is not possible to even make a benefit
transfer depending on the fact that no valuation studies have been conducted.
The reasons for the low number of studies may be several such as the general public low
awareness of the effects of some pollutants on health and especially on the environment.
Depending on the scarcity of these studies, alternative methods may be used to estimate
proxies for the damage cost. There are especially two methods that may be used:
The first method is called the standard price method (Vermoote and De Nocker (2003)
and the second one is called the Ecotax method (Johansson (1999) and Finnveden et al
(2006).
The standard price approach estimates the revealed preferences of policy makers. It
calculates the benefits of emission reduction – as perceived by policy makers - based on
the abatement costs to reach a well-defined emission reduction target (Vermoote and De
Nocker (2003). These costs are a proxy for the benefits that policy makers attribute to
these reductions, as we assume that policy makers act as rational decision makers who
carefully balance (their perception of) abatement costs of emission reductions with (their
perception of) the benefits of these emissions. However, as the standard price approach is
based on the current preferences of policy makers it cannot be used for cost-benefit
analysis or policy advices.
The ecotax method also called the valuation weighting method is a monetarisation
method based on a tax system. This method has its origin in Life Cycle Analysis where in
order to create a valuation method different existing environmental taxes and fees are
connected to the appropriate impact category. The method relies on two basic
assumptions. The first is that the members of parliament represent the will of the people,
72/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
and the second is that the environmental tax system represents the priorities of the
parliament.
Furthermore, there are other effects related to the implementation of measures (and
compliance with policy instruments) that are relevant to a SCBA. These effects may take
the form of product price increase as well as the effect on employment. The product price
increase due to the implementation of some measures are to be found in all sectors i.e.
energy, transport, industry and agriculture. Compliance of these sectors with the policy
instruments e.g. taxes is not cost free and some of these costs may be passed on to
consumers. Unfortunately, depending both on lack of data and on limited resources to
analyze this issue, these cost are often not captured in SCBA analysis. When it comes to
employment for instance, changes may be based on policies, projects or programmes and
should be included into a SCBA. Since the effect measures would have some impacts on
cost and thereby on prices, it is probable that it will imply some effect on employment. In
order to analyze these hypotheses a general equilibrium model should be used. A general
equilibrium model (also called CGE (Computed General Equilibrium) model) gives an
understanding of the whole economy, a whole market system where the prices and
production of all goods, including the prices of money and interest are related.
Step 8: Some effects may occur during a length of time. Discounting rules should be
applied to calculate the NPV (net present value; it may be useful to use more than
one discounting rate)
Once all relevant cost and benefit flows that can be expressed in monetary amounts have
been defined, it is necessary to convert them all into present value (PV) terms. This
necessity arises out of the time value of money, or time preference. The question arises
how the time effect can be taken into account, and how future cost and benefit flows
made comparable regardless of when they occur. The answer is that all cost and benefit
flows are discounted using a discount rate. For example, discounting (of natural assets) is
a process of determining the present value (net worth) of assets by applying a discount
rate to the expected net benefits from future uses of those assets (OECD (2007)). Hence
the PV of a cost or benefit (x) received in time t using the discount rate r is calculated as
follows:
PV ( xt ) xt (1 r ) t
Table 16 and Table 17 show the PV of costs and benefits related to the Swedish scenario
for the abatement of SO2, NOx and NH3. In Table 16 the present value of the costs
(including abatement costs in EU25) is estimated at 172.8 million (€2000 i.e. the value of
money of this sum in 2000) and the costs of abating NOx related to stationary sources is
the highest.
Table 16:
Present value (PV) of Costs for the Source Contributors (million € 2000).
SO2 abatement
NOx- abatement, stationary sources
NH3 abatement
Total
PV
49.9
118.4
4.4
172.8
73/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
In the same way as for abatement costs, benefits should be discounted to the present
value. In Table 17 this is performed for the effects considered in the SCBA-acidification
and the Table shows that the benefits for the abatement scenario are dominated by health
effects.
Table 17:
Present value (PV) of benefits for the Swedish SC scenario (million €2000).
Biodiversity – fish occurrence concerning 14%
of the Swedish population
Biodiversity – fish occurrence concerning 55%
of the Swedish population
Reduced base cation depletion
Health benefits
Corrosion
PV
19.02
74.71
14.86
121.01
32.01
Note: In the case of biodiversity the benefits are a result of aggregation over both 14 and
55 percent of the Swedish population. The 14% fraction represents the part of the
population that is active when it comes to fishing according to the Swedish
National Board of Fisheries. In the case of 55 percent, this is the potential fishing
population of the whole country.
Step 9: Select and decide (with the relevant stakeholders) what the most appropriate
actions are to be taken.
Compile a SCBA balance sheet with costs on one side and benefits on the other.
The main purpose of the CBA is to assist the selection of policies that are efficient in
terms of their use of resources. The criterion applied is the Net Present Value (NPV) test.
This simply asks whether the sum of discounted gains exceeds the sum of discounted
costs. If so the project can be said to be efficient given the data used in the SCBA. In
other words, the NPV of a project is:
NPV Bt (1 r )t Ct (1 r )t
where B is benefit, C is cost and r is the discount rate assumed to be 4% and t is the time
span until 2020. The difference between the PV of benefits and the one for costs i.e. the
NPV is estimated at approximately 70 million €. However, this NPV test is about the
relative efficiency of the project, given the data input to the calculations. If the input data
changes (see next paragraph), the results of the NPV changes as well.
Furthermore, except the NPV test a sensitivity analysis is also recommended. The main
reason for conducting a sensitivity analysis is to check whether or not the results change
and what is the magnitude of that change when the values of some key parameters have
changed. These key parameters may be the discount rate and the chosen scenario as
shown in Table 18. Of course the value of other key parameters may also change. These
parameters may be physical quantities and qualities of input as well as outputs and the
time span.
74/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Table 18:
Net present value (NPV) test when varying the discount rate
Discount Rate %
NPV of SC scenario
(million €)
0%
262
2%
139.3
4%
69.8
6%
29.2
8%
4.9
10 %
-10.1
As shown in Table 18, varying the discount rate leads to different magnitudes of NPV.
These NPV range from around 262 million € where the discount rate is assumed to be
zero (percent) and around minus 10 million € when the discount rate is 10%.
Step 10: Decide on extra research questions that have to be answered, a monitoring
system and a possible re evaluation later on.
The reader may have noticed the strong resemblance with the basic structure of the DSS.
Once it comes to the selection of alternative (clusters of) measures that may be taken to
improve the water quality by lowering concentrations of priority substances step 2.6
explicitly deals with the specific methodology to be used
In contrast with REACH the guidelines of the EC do not imply (yet?) that a Social Cost
Benefit Analysis (SCBA) has to be carried out in the implementation of the WFD.
It may very well be possible that the problem – and solution framing is very
straightforward and no SCBA may be needed. For example if there are no other effects of
the measures than the costs of compliance and the reduction in concentrations. In this
case more simple selection methods can be applied and the work that has to be done in
steps 5 and 6 may then be relatively simple. In other words: only from step 5 on it will be
decided whether or not to conduct a SCBA. However, steps 1 through 4 always have to be
taken, regardless of the of the selection methods that may follow from the analysis in
step5. The work that has to be done in step 1 through 4 is not carried out in vain and is
consistent with the guidelines of the WFD.
As the priority substances have to be dealt with in relation with the WFD, they will be
part of the River Basin Management Plans that have to be compiled. This implies that the
PSs should not be dealt with in isolation but in relation with the RBMPs and that a lot of
information that is needed to make decisions about the PSs will have to be gathered any
way.
75/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
5 References
5.1 Literature
Bodek, I.B., Lyman, W.J., Reehl, W.F., Rosenblatt, D.H. (1988): Environmental
inorganic chemistry: properties, processes, and estimation methods. SETAC
Spec.Publ.Ser. New York, NY: Pergamon press. According to EPA 2007.
Breivik, K., Wania, F. (2003): Expanding the applicability of multimedia fate models
to polar organic chemicals. Environ.Sci.Technol. 37 (21) 4934-4943.
Bucheli, T. D. and Gustafsson, O. (2000): Quantification of the soot-water distribution
coefficient of PAHs provides mechanistic basis for enhanced sorption
observations. Environ. Sci. Technol. 34, 5144-5151.
De Jong M (1999): Institutional Transplantation. How to Adopt Good Transport
Infrastructure Decision-Making Ideas from Other Countries? Eburon, Delft.
Di Toro, D.M. (2001): Sediment flux modelling. John Wiley, New York, NY, USA.
Diamond, M.L., Mackay, D., Welbourn, P.M. (1992): Models of multimedia
partitioning of multispecies chemicals: the fugacity/aquivalence approach.
Chemosphere 25 1907-1921.
EC (2005): Informal background document related to the commission documents on
priority substances (COM (2006) 397 final and COM (2006) 398 final).
Source identification and emission controls. Concept paper on the control of
emissions, discharges and losses of priority substances and priority hazardous
substances in the framework of article 16 of Directive 2000/60/EC (Water
Framework Directive). August 2005.
EC (2006): Reference Document on Economics and Cross-Media Effects. Integrated
Pollution Prevention and Control. EC, Joint Research Center, Seville, Spain. July
2006.
Ecolas (2005): Socio-Economic Impacts of the Identification of Priority Hazardous
Substances under the Water Framework Directive. 03/07767/DL. July 2005.
Edelenbos J (2000): Process in Shape. Lemma, Utrecht.
Ellen GJ, Gerrits L, Slob AFL (2007): Risk perception and risk communication. In:
Heise S (Ed.), Sustainable Management of Sediment Resources: Sediment Risk
Management and Communication. Elsevier, Amsterdam, pp. 233–247.
Fenner, K., MacLeod, M.J., Stroebe, M., Beyer, A., Scheringer, M. (2004): Relative
importance of model and parameter uncertainty in models used for
76/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
prediction of persistence and long-range transport potential of chemical
pollutants. Proceedings of the International Environmental Modelling and
Software Society Conference 2004.
Fischer F (2000): Citizens, Experts and the Environment. The Politics of Local
Knowledge. Duke University Press, Durham, NC.
Gerrits L, Edelenbos J (2004): Management of sediments through stakeholder
involvement. Journal of Soils and Sediments, 4: 239–246.
Ghosh U., Zimmerman J.R. and Luthy R.G. (2003): PCB and PAH speciation among
particle types in contaminated harbor sediments and effects on PAH
bioavailability. Environ. Sci. Technol. 37, 2209-2217.
Hall ET, Hall E (1976): How cultures collide. Psychology Today, 10: 66–74.
Healey P (1997): Collaborative Planning. Shaping Places in Fragmented Societies.
Macmillan, London.
Joziasse J, Heise S, Oen A, Ellen GJ, Gerrits L (2007): Sediment management
objectives and risks indicators. In: Heise S (Ed.), Sustainable Management of
Sediment Resources: Sediment Risk Management and Communication. Elsevier,
Amsterdam, pp. 9–75.
Koelmans, A.A.,Van der Heijde, A., Knijff, L.M., Aalderink, R.H. (2001): Integrated
modelling of eutrophication and organic contaminant fate & effects in
aquatic ecosystems. A review. Water research 35 (15) 3517-3536.
Lei, Y.D., Wania, F. (2004): Is rain or snow a more efficient scavenger of organic
chemicals? Atmos.Environ. 38 3557-3571.
Loux, N.T., (2005): Modelling monomethylmercury and tributyltin speciation with
EPA’s geochemical speciation model MINTEQA2. EPA/600/R-05/063/May
2005.
Mackay, D. (1979): Finding fugacity feasible. Environ.Sci.Technol. 13: 1218.
Mackay, D., 2001. Multimedia environmental models. The fugacity approach. 2nd
edition. CRC Press, Boca Raton, Florida 2001.
Mackay, D., Diamond, M. (1989): Application of the QWASI fugacity model to the
dynamics of organic and inorganic chemicals in lakes. Chemosphere 18 13431363.
Mackay, D., Wania, F., Schroeder, W.H. (1995): Prospects for modelling the behaviour
and fate of mercury, globally and in aquatic systems. Wat.Air.Soil Poll. 80
941-950.
77/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Macleod, M., Fraser, A.J., Mackay, D. (2002): Evaluating and expressing the
propagation of uncertainty in chemical fate and bioaccumulation models.
Env.Tox.Chem. 21 (4) 700-709.
Macleod, M., McKone, T.E. and Mackay, D. (2005): Mass balance for mercury in the
San Francisco Bay Area. Environ.Sci.Technol. 39 (17) 6721-6729.
Malve, O. (2007): Water quality prediction for river basin management. Doctoral
dissertation. Helsinki University of Technology, TKK Dissertations 67. Espoo,
2007.
McLachlan, M.S., Czub, G., Wania, F. (2002): The influence of vertical sorbed phase
transport on the fate of organic chemicals in surface soils. Environ. Sci.
Technol. 38 4860-4867.
MERAG (2007a): Metals environmental risk assessment guidance. Fact sheet 02:
exposure assessment. (Available from www.metalsriskassessment.org, accessed
20.7.2007.)
MERAG (2007b): Metals environmental risk assessment guidance. Fact sheet 07:
uncertainty analysis. (Available from www.metalsriskassessment.org, accessed
20.7.2007.)
Meyer, T., Wania, F., Breivik, K. (2005): Illustrating sensitivity and uncertainty in
environmental fate models using partitioning maps. Environ.Sci.Technol. 39
(9) 3186-3196.
National Research Council (2001): A Risk-Management Strategy for PCBContaminated Sediments. National Academy Press, Washington, DC.
OECD (2000): Framework for integrating socio-economic analysis in chemical risk
management decision making. Paris, April 2000.
OECD (2006): Cost-Benefit Analysis and the Environment. Recent developments.
Paris, February 2006.
Prevedouros K., Palm Cousins A., Gustafsson Ö., Cousins I. T. (2007): Development of
a black carbon-inclusive multi-media model: Application for PAHs in
Stockholm. Chemosphere, Web-published 21 August 2007
Pröpper IMAM, Steenbeek D (1999): De Aanpak van Interactief Beleid: Elke Situatie
is Anders. Coutinho, Bussum.
Refsgaard, J.C.,van der Sluijs, J.P., Brown, J., van der Keur, P. (2006): A framework for
dealing with uncertainty due to model structure error. Advances in Water
Resources 29 2006 1586-1597.
78/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Refsgaard, J.C.,van der Sluijs, J.P., Hojberg, A.L., Vanrolleghem, P.A. (2007):
Uncertainty in the environmental modelling process – a framework and
guidance. Environmental Modelling and Software 22 (2007) 1543-1556.
Renn O, Webler T, Wiedemann P (1995): Fairness and Competence in Citizen
Participation. Evaluating Models for Environmental Discourse. Kluwer
Academic, Dordrecht.
Roig, B., Allan, I.J. and Greenwood, R. (2003): A toolbox of existing and emerging
methods for water monitoring under the WFD. Draft 2. SWIFT-WFD. May
2005.
RPA (2000): Socio-Economic Impacts of the Identification of Priority Hazardous
Substances under the Water Framework Directive. Final Report. December
2000.
Saloranta (2006): Highlighting the model code selection and application process in
policy-relevant water quality modelling. Ecological modelling 194 316-327.
Saloranta, T.M., Kämäri, J., Rekolainen, S., Malve, O. (2003): Benchmark criteria: a
tool for selecting appropriate models in the field of water management.
Environ. Management 32 (3) 322-333.
Saltelli, A.(2006): The critique of modelling and sensitivity analysis in the scientific
discourse. An overview of good practices. EU Joint Research Centre. Institute
for the protection and security of the citizen. European Comission, 2006,
Luxemburg.
Schecher, W.D., McAvoy, D.C. (1998): MINEQL+ - A chemical equilibrium
modelling system, ver 4.0., Environmental Research Software, Hallowell, ME,
USA.
Sewilam, H., Bartusseck S. and Nacken H. (2007): Rule-based Decision Support
System for the Morphological Rehabilitation of Watercourses. Water Resour
Manage (2007) 21:2037-2047. Spinger Science, April 2007.
Slob AFL, G.J. Ellen and L. Gerrits (2007): Sediment Management and stakeholder
involvement in Sustainable Management of sediment resources: Sediment
Management at the River Basin Scale, P. N. Owens , Elsevier, Amsterdam 2008,
pp. 199 – 216
Sperber D (1996): Explaining Culture: A Naturalistic Approach. Blackwell, Oxford.
Susskind L (Ed.) (1999): The Consensus Building Handbook: A Comprehensive
Guide to Reaching Agreement. Sage, Thousand Oaks, CA.
Toose, L.K., Mackay, D. (2004): Adaptation of fugacity models to treat speciating
chemicals with constant species concentration ratios. Environ. Sci. Technol. 38
(17) 4619-4626.
79/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
UNEP (2002: Assessment of major pathways of contaminants transport In:
Regionally based assessment of persistent toxic substances. Europe Regional
Report, UNEP Chemicals, GEF, Switzerland, December 2002.
http://www.chem.unep.ch/Pts/regreports/Europe%20full%20report.pdf
US EPA (1997): Guiding principles for Monte Carlo analysis.
US EPA (2007): Framework for metals risk assessment.
Van der Sluijs, J.P. (2002): A way out of the credibility crisis of models used in
integrated environmental assessment, Futures 34, 133-146.
Van der Sluijs, J.P. (2007): Post Normal Science, working deliberatively within
imperfections. Presentation in the Wageningen University. 21.3.2007 Available
online from: http://www.chem.uu.nl/nws/www/general/personal/sluijs_a.htm
Vangheluwe, M., Van Sprang, P., Verdonck, F., Heijerick, D., Versonnen, B.,
Vandenbroele, M., Van Hyfte, A. (2007): MERAG Metals risk assessment
guidance, 84 p. (available from http://www.metalsriskassessment.org, accessed
20.7.2007).
Warren, C., Mackay, D., Whelan, M., Fox, K. (2007): Mass balance modelling of
contaminants in river basins: Application of the flexible matrix approach.
Chemosphere 68 1232-1244.
Webster, E. and Mackay, D. (2003). Defining uncertainty and variablility in
environmental fate models. CEMC Report 200301.
Webster, E., Mackay, D., Di Guardo, A., Kane, D., Woodfine, D. (2004): Regional
differences in chemical fate outcome. Chemosphere 55 1361-1376.
Woodfine, D.G., Set, R., Mackay, D., Havas, M. (2000): Simulating the response of
metal contaminated lakes to reductions in atmospheric loading using a
modified QWASI model. Chemosphere 41 1377-1388.
5.2 Other sources
WFD-CIS Guidance Documents
http://circa.europa.eu/Public/irc/env/wfd/library?l=/framework_directive/guidance_docu
ments/
Substance source screening sheets
http://forum.europa.eu.int/Public/irc/env/wfd/library?l=/framework_directive/ipriority_substances/supporting_background/substance_screening&vm=detailed&sb=Title
Substance measures sheets
80/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
http://forum.europa.eu.int/Public/irc/env/wfd/library?l=/framework_directive/ipriority_substances/supporting_background/substance_measures&vm=detailed&sb=Title
Substance EQS data sheets
http://forum.europa.eu.int/Public/irc/env/wfd/library?l=/framework_directive/ipriority_substances/supporting_background/substance_sheets&vm=detailed&sb=Title
Danube Basin Analysis (WFD Roof Report 2004)
The Danube River Basin District. River basin characteristics, impact of human activities
and economic analysis required under Article 5, Annex II and Annex III, and inventory of
protected areas required under Article 6, Annex IV of the EU Water Framework Directive
(2000/60/EC).
http://www.icpdr.org
Meuse Roof Report (2005)
Characteristics, Review of the Environmental Impact of Human Activity, Economic
Analysis of Water Use. Roof report on the international coordination pursuant to Article 3
(4) of the analysis required by Article 5 of Directive 2000/60/EC establishing a
framework for Community action in the field of water policy (Water Framework
Directive). Liège, 23 March 2005
http://www.cipm-icbm.be
Additional sources of information for the inventory of sources may be:
Information on emissions to the air, releases to the aquatic systems, and
discharges to land as available from national authorities, international
organizations and programs, and national and international emission data
collection sources, such as EPER for emission data: www.eper.cec.eu.int, or;
SOCOPSE WP2 estimates on the basis on data on emission factors, release rates,
and discharge rates for PSs emitted to the atmosphere, water and land available
from the WP2 database and statistical information from national and international
(e.g. EUROSTAT) statistical yearbooks;
EU wide inventory database is available on the SOCOPSE website:
www.socopse.eu;
Overviews of the main sources per PS which can be found in Annexes, 6.8;
Mass Flow Analysis schemes per PS at European level can be found in Annexes,
6.9;
IPPC BREFs;
Emission database for the UN ECE LRTAP Convention (www.emep.int);
Data from industrial research organizations, NGOs, and trade associations;
Reports from various EU projects, including ESPREME, MERCYMS,
EUROCAT, and ELOISE’;
Reports available from member states, e.g. Royal Haskoning report;
Reports / investigations carried out by Environmental Protection Agencies in the
different Member States;
Eurostat;
Reports from projects carried out for DG Environment;
81/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Reports from projects carried out in the United States on the subject of
Constructing Comprehensive Natural and Anthropogenic Cycles for Metal
Resources, e.g. the Yale University STAF project data.
82/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
6 Annexes
6.1 Role of priority substances in the Water Framework
Directive
6.1.1 General
The Water Framework Directive (WFD), officially titled as ‘Directive 2000/60/EC of the
European Parliament and the Council of 23 October 2000, establishing a framework for
Community action in the field of water policy’, aims to protects and enhances the status
of aquatic ecosystems and, with regard to their water needs, terrestrial ecosystems and
wetlands directly depending on the aquatic ecosystems. The WFD involves all waters, but
on certain points specific attention is given to ground waters.
In different articles all relevant issues are described: objectives, the river basin approach,
analyses and monitoring of the status of the system, combined approach of point sources
and diffuse sources, program of measures, economic aspects, river basin management
plans, reporting, strategies against water pollution, regulations and execution. Also the
relation with earlier legislation is mentioned.
The WFD of course involves all water quality aspects but in a number of articles specific
attention is given to the priority substances. Mostly this is only limited and within the
broader framework of the subject discussed, but in a few parts, like article 16 the focus is
more at the PS. These specific issues most are dealing with the definition of the priority
(hazardous) substances and the measures to be taken. These aspects are further elaborated
in a proposal of the Commission (COM(2006) 397 and discussed and amended in the
Parliament. Besides different background documents, under several about the
methodology for EQS and pollution control measures are available.
A number of relevant aspects, where PS are mentioned within the broader framework, are
discussed below, the more PS specific parts will be discussed in the next paragraphs.
In Article 1 in relation to protection and improvement of the aquatic environment specific
measure are demanded for the progressive reduction of discharges, emissions and losses
of priority substances and the cessation or phasing-out of discharges, emissions and losses
of the priority hazardous substances.
In Article 2, definitions, in general the polluting substances are mentioned, referring to
annex VIII of the WFD, an indicative list of relevant pollutants. For the priority
substances, the Commission should make a proposal, corresponding to the earlier
mentioned Article 16 and annex X.
The environmental objectives are described in Article 4, requiring programmes of
measures to
prevent deterioration of the status;
achieving good surface water status, both chemical and ecological;
83/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
reduce pollution from priority substances and ceasing and phasing out emissions
of priority hazardous substances.
The coordination has to be carried out at a river basin level (Article 3), just like the
analyses of the system (5), including the identification of pressures and the assessment of
impact and the way of monitoring of the system (8), both status and trends.
The combined approach for point and diffuse sources (Article 10) is also of relevance for
PS, applying the best available techniques and practice and if necessary more stringent
emission controls will be set.
The general basic and supplementary measures mentioned in article 11 can also be taken
for PS.
In the river basin management plans (Article 13) that have to be made specific attention is
asked for measure programs for the PS, referring to Article 16, that will be discussed
later.
Finally in Article 22 a number of Directive are mentioned that will be repealed, 7 or 13
years after the date of entry into force of the Directive
The text of the Directive 2000/60/EC and all other related legislation can be found at
www.eur-lex.europa.eu.
Important to mention are also the different background documents, dealing with different
subjects in relation to PS:
1. The methodology to establish EQS and substance specific datasheets.
2. A concept paper on pollution controls, including source screening sheets and
tables of existing Community measures for each substance32.
3. A report of the Expert Group on Analysis and Monitoring.
4. A report on the Identification of Priority Hazardous Substances.
5. A study report on potential economic impacts of the pollution control measures.
6. A study report on environmental quality standards - their compliance rate and the
benefits from achieving them.
Planning of WFD
According to the WFD planning (Figure 18) draft river basins management plans must be
completed in 2008 and the final river basin management plan should be ready in 2009.
The actual application of this DSS is foreseen for the time period after 2009: the first
steps of river basin planning are already finished.
32
Of specific importance for source screening (WP 2) and measures (WP4)
84/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Achieve Objectives
Update RBMP
Implement
Programme of
Measures
Characterisation
2004
2015
Plan of Action
2012
2006
Public
Participation
Monitoring Programma
Significant Water Issues
Environmental Objectives
Programme of Measures
2008
2009
Draft RBMP
Final RBMP
Figure 18:
River basin planning process (adapted form CSI WFD (2003), Best practices in river
basin management planning, guidance in the planning process,
www.sepa.org.uk/wfd)
6.1.2 Definition Priority Substances (PS) and the European quality
standards (EQS)
Article 16
In Article 16 of Directive 2000/60/EC most attention is paid to PS, both in relation to the
definition of the PS and the Quality standards and also giving a direction to measures.
In this article is stated that the Commission shall submit a proposal setting out a list of
priority substances selected amongst those which present a significant risk to or via the
aquatic environment. Substances shall be prioritized for action on the basis of risk to or
via the aquatic environment, identified by:
1. Risk assessment carried out under Council Regulation (EEC) No 793/93(22),
Directive 91/414/EEG and 98/8/EG, or
2. Targeted risk-based assessment (following the methodology of Regulation
(EEC) No 793/93) focusing solely on aquatic ecotoxicity and on human
toxicity via the aquatic environment.
Also the priority hazardous substances have to be identified. If necessary, in order to meet
the timetable, prioritizing substances will be carried out by simplified risk-based
assessment procedures, using existing information about intrinsic hazards, evidence from
monitoring or other proven factors.
The Commission shall review the adopted list every 4 years.
The Commission shall also submit proposals for quality standards applicable to the
concentrations of the priority substances in surface water, sediments or biota. If there is
no agreement at Community level within 6 years about these quality standards, the
member states shall establish standards for these substances for all affected surface
waters.
85/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
In preparing its proposals, the Commission shall also review all the Directives listed in
Annex IX of the WFD, inter alia for Mercury, Cadmium and HCH-discharges.
Follow-up
A first list of 33 priority substances is established in November 2001 (decision
2455/2001/EC), of which 11 as possible hazardous and 14 subject to review. This list is
based at the COMMPS-procedure (Combined Monitoring-based and Modelling based
Priority Setting) replaces the earlier list published in 1982.
In the next period the Commission consulted a lot of experts and stakeholders, resulting
in a proposal on environmental quality standards in the field of water policy and
amending Directive 200/60/EC also further classification of the 14 substances in review,
mentioned in decision 2455/2001/EC. The list of standards and definition of the
(hazardous) substances is given in 6.3.
This proposal (2006)0397 is approved by the European Parliament with a number of
amendments in May 2007. Most important points of the proposal and the amendments in
relation to the defining of the priority substances and submission of quality standards are
given below.
Of the by the Commission proposed list of priority substances, 11 substances were
additionally identified as hazardous. The 8 substances of the list in part B of other
polluting substances were also identified as hazardous priority substances. The part B as
such is removed.
Finally a list of 28 substances are added to the priority substances list (see annex 2), most
of them are subject to a review for identification as a possible hazardous substance.
Natural background concentrations for metals shall be added to the EQS value. At the
determination of the natural background concentrations for metals the soil and natural
washing out in river basins will be taken into account.
No later than 31 January 2008 Dioxins and PCB’s will be added to the list of PS,
including EQS for these substances
Consequently, the provisions concerning current environmental quality objectives, laid
down in Council Directive 82/176/EEC of 22 March 1982 on limit values and quality
objectives for mercury discharges by the chlor-alkali electrolysis industry, Council
Directive 83/513/EEC of 26 September 1983 on limit values and quality objectives for
cadmium discharges,, Council Directive 84/156/EEC of 8 March 1984 on limit values and
quality objectives for mercury discharges by sectors other than the chlor-alkali
electrolysis industry33, Council Directive 84/491/EEC of 9 October 1984 on limit values
and quality objectives for discharges of hexachlorocyclohexane 1 and Directive
86/280/EEC, will become superfluous and should be deleted.
In the absence of extensive and reliable information on concentrations of priority
substances in biota and sediments at a Community level and in view of the fact that
information on surface water seems to provide a sufficient basis to ensure comprehensive
protection and effective pollution control, establishment of EQS values should be, at this
stage, limited to surface water only. However, as regards hexachlorobenzene,
hexachlorobutadien and mercury, it is not possible to ensure protection against indirect
effects and secondary poisoning by mere EQS for surface water on Community level.
Therefore in those cases, EQS for biota should be set up. In order to allow Member States
flexibility depending on their monitoring strategy they should be able either to monitor
33
All these Directives are amended by Directive 91/692/EEC.
86/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
those EQS and check compliance with them in biota, or convert them into EQS for
surface water. Furthermore, it is for Member States to set up EQS for sediment or biota
where it is necessary and appropriate to complement the EQS set up on Community level.
Moreover, as sediment and biota remain important matrices for monitoring of certain
substances by Member States in order to assess long term impacts of anthropogenic
activity and trends the Member States should ensure that existing levels of contamination
in biota and sediments will not increase.
On the basis of the information collected in accordance with Articles 5 and 8 of Directive
2000/60/EC or other available data, and under Regulation (EC) No 166/2006, Member
States shall establish an inventory, including maps where applicable , of emissions,
discharges and losses and of their sources, of all the original sources of priority
substances (both point and diffuse sources of pollution) and pollutants listed in Annexes,
6.3 or in Parts A and B of 6.4 for each river basin or its part within their territory,
including their concentrations in sediment and biota. Priority substances and pollutants
released from sediments as the result of shipping, dredging or natural phenomena shall
not be regarded as losses.
The commission shall, no later than 12 months after the submission of the inventories of
the Member states make a proposal concerning quality standards applicable to the
concentrations of the priority substances in sediments and biota.
The directive allows Member states to make use of mixing zones for regions in the
vicinity of discharges from point sources
The reference period for the measurement of pollutant values is one year between 2007
and 2009; for PS covered by Directive 91/414/EEC the average of 2007, 2008 and 2009
can be applied.
6.1.3 Measures in WFD
In article 1 of the WFD, concerning the purpose, specific attention is paid to priority
substances, mentioning ‘specific measures for the progressive reduction of discharges,
emissions and losses of priority substances and the cessation or phasing-out of discharges,
emissions and losses of the priority hazardous substances’.
In article 16 this is further elaborated: The Commission shall submit proposals of control
for:
the progressive reduction of discharges, emissions and losses of the substances
concerned, and, in particular
the cessation or phasing-out of discharges, emissions and losses of the hazardous
substances, including an appropriate timetable for doing so.
The timetable shall not exceed 20 years after the adoption of these proposals by the
European Parliament and the Council in accordance with the provisions of this Article
In doing so it shall identify the appropriate cost-effective and proportionate level and
combination of product and process controls for both point and diffuse sources and take
account of Community-wide uniform emission limit values for process controls. Where
appropriate, action at Community level for process controls may be established on a
sector-by-sector basis.
If there is no agreement on Community level within 6 years Member states will do
proposals their selves.
87/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
For substances subsequently included in the list of priority substances, in the absence of
agreement at Community level, Member States shall take such action five years after the
date of inclusion in the list.
In the proposal of the Commission and the amendments of the Parliament this is further
elaborated. Basis is the source approach in the economically and environmentally most
effective way, using the precaution principle. The best available production and waste
water treatment techniques should be applied.
1. To achieve the objectives of Article 1, Member States shall establish integrated plans
for emission control and phase-out measures for priority and priority hazardous
substances in the framework of the programme of measures provided for in Article 11 of
Directive 2000/60/EC. The plans shall contain at least:
a) the results of the investigations according to Article 4 of this Directive;
b) objectives for substances including for volumes and mass balances
c) sectoral strategies concerning the main pollution sources (particularly for industry,
agriculture, forestry, households, health systems, transport); Specific for lead the
fishing sector is asked to look for less hazardous alternatives.
d) measures for reduction of diffuse pollution due to losses of substances of products
e) measures for substitution of priority hazardous substances;
f) instruments, including economic measures, in accordance with Article 9 of
Directive 2000/60/EC
g) emission standards additional to existing Community legislation;
h) measures for information, advice and training.
2. The plans should be drafted according to transparent criteria and revised in the
framework of the revision of the programmes of measures. The Member States shall
report to the Commission and the public every three years on the progress of the
implementation and on how the measures have contributed to achieve the objectives of
this Directive
6.1.4 Other Legislation linked to the WFD and PS
In relation to Repeals and transitional provisions, Article 22, a number of the directives
are related to PS, like 80/68/EEG, that will be repealed in 2013.
The list of priority substances adopted under Article 16 of Directive 2000/60/EC shall
replace the list of substances mentioned in Directive 76/464/EEG and prioritized in the
Commission communication to the Council of 22 June 1982;
In the 6th Environmental Action Plan measures for priority substances are identified as
key actions. In this plan also other Community Legislation is mentioned, like REACH,
the Pesticides Directive, the IPPC Directive and the Thematic Strategies, namely those on
marine policy and sustainable use of pesticides.
In Directive 2006/11/EC additional to the list of substances in Directive 200/60/EC two
lists of substances are given. List 1 are substances selected on the basis of their toxicity,
persistence and bioaccumulation. List 2, contains substances which have a deleterious
effect on the aquatic environment, which can however be confined to a given location.
The priority (hazardous) substances are member of the families and groups of substances
of List 1.
88/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
The Directive applies to surface water, territorial waters and internal coast waters.
In Directive 2006,118/EC additional directives are given for the protection of ground
water, focussing at criteria for assessing ground water chemical status and identification
of significant and sustained upward trends.
6.2 Glossary
6.2.1 Abbreviations
AA
BAT
BREF
CEA
CBA
CoC
CVM
DSS
EFM
EQS
GIS
IPPC
MAC
MC
MCA
NGO
NPV
PAH
PHS
PS
RAINS
RBMP
REACH
SCBA
SEA
WFD
WWTP
Annual Average concentration (µg/l)
Best Available Technology Technique
BAT Reference Document
Cost Effectiveness Analysis
Cost Benefit Analysis
Cost of Compliance: costs to meet the standards
Contingent Valuation Method
Decision Support System
Environmental fate model
Environmental Quality Standard
Geographic Information System
Integrated Pollution Prevention and Control
Maximum Allowable Concentration (µg/l)
Marginal costs
Multi Criteria Analysis
Non-governmental Governmental Organisation
Net Present Value
Polycyclic aromatic hydrocarbon(s)
Priority Hazardous Substance
Priority Substance
Regional Air Pollution INformation and Simulation
River Basin Management Plan
Registration, Evaluation, Authorization of Chemical Substances)
Societal Cost Benefit Analysis
Socio – Economic Analysis`
Water Framework Directive
Waste Water Treatment Plant
6.2.2 Definitions from Article 2 of the Water Framework Directive
Aquifer: subsurface layer or layers of rock or other geological strata of sufficient porosity
and permeability to allow either a significant flow of groundwater or the abstraction of
significant quantities of groundwater.
Artificial water body: body of surface water created by human activity.
89/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Available groundwater resource: long-term annual average rate of overall recharge of
the body of groundwater less the long-term annual rate of flow required to achieve the
ecological quality objectives for associated surface waters specified under Article 4, to
avoid any significant diminution in the ecological status of such waters and to avoid any
significant damage to associated terrestrial ecosystems.
Body of groundwater: a distinct volume of groundwater within an aquifer or aquifers.
Body of surface water: discrete and significant element of surface water such as a lake, a
reservoir, a stream, river or canal, part of a stream, river or canal, a transitional water or a
stretch of coastal water.
Coastal water: surface water on the landward side of a line, every point of which is at a
distance of one nautical mile on the seaward side from the nearest point of the baseline
from which the breadth of territorial waters is measured, extending where appropriate up
to the outer limit of transitional waters.
Combined approach: control of discharges and emissions into surface waters according
to the approach set out in Article 10.
Direct discharge to groundwater: discharge of pollutants into groundwater without
percolation throughout the soil or subsoil.
Ecological status: expression of the quality of the structure and functioning of aquatic
ecosystems associated with surface waters, classified in accordance with Annex V.
Emission controls: controls requiring a specific emission limitation, for instance an
emission limit value, or otherwise specifying limits or conditions on the effects, nature or
other characteristics of an emission or operating conditions which affect emissions. Use
of the term emission control in this Directive in respect of the provisions of any other
Directive shall not be held as reinterpreting those provisions in any respect.
Emission limit values: mass, expressed in terms of certain specific parameters,
concentration and/or level of an emission, which may not be exceeded during any one or
more periods of time. Emission limit values may also be laid down for certain groups,
families or categories of substances, in particular for those identified under Article 16.
The emission limit values for substances shall normally apply at the point where the
emissions leave the installation, dilution being disregarded when determining them. With
regard to indirect releases into water, the effect of a waste-water treatment plant may be
taken into account when determining the emission limit values of the installations
involved, provided that an equivalent level is guaranteed for protection of the
environment as a whole and provided that this does not lead to higher levels of pollution
in the environment.
Environmental objectives: the objectives set out in Article 4.
Environmental quality standard: concentration of a particular pollutant or group of
pollutants in water, sediment or biota which should not be exceeded in order to protect
human health and the environment.
90/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Good ecological potential: the status of a heavily modified or an artificial body of water,
so classified in accordance with the relevant provisions of Annex V.
Good ecological status: the status of a body of surface water, so classified in accordance
with Annex V.
Good groundwater chemical status: the chemical status of a body of groundwater,
which meets all the conditions set out in table 2.3.2 of Annex V.
Good groundwater status: the status achieved by a groundwater body when both its
quantitative status and its chemical status are at least good.
Good quantitative status: the status defined in table 2.1.2 of Annex V.
Good surface water chemical status: the chemical status required to meet the
environmental objectives for surface waters established in Article 4(1)(a), that is the
chemical status achieved by a body of surface water in which concentrations of pollutants
do not exceed the environmental quality standards established in Annex IX and under
Article 16(7), and under other relevant Community legislation setting environmental
quality standards at Community level.
Groundwater: all water which is below the surface of the ground in the saturation zone
and in direct contact with the ground or subsoil.
Groundwater status: general expression of the status of a body of groundwater,
determined by the poorer of its quantitative status and its chemical status.
Hazardous substances: substances or groups of substances that are toxic, persistent and
liable to bio-accumulate, and other substances or groups of substances which give rise to
an equivalent level of concern.
Heavily modified water body: body of surface water which as a result of physical
alterations by human activity is substantially changed in character, as designated by the
Member State in accordance wth the provisions of Annex II.
Inland water: all standing or flowing water on the surface of the land, and all
groundwater on the landward side of the baseline from which the breadth of territorial
waters is measured.
Lake: body of standing inland surface water.
Pollutant: any substance liable to cause pollution, in particular those listed in Annex
VIII.
Pollution: the direct or indirect introduction, as a result of human activity, of substances
or heat into the air, water or land which may be harmful to human health or the quality of
aquatic ecosystems or terrestrial ecosystems directly depending on aquatic ecosystems,
91/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
which result in damage to material property, or which impair or interfere with amenities
and other legitimate uses of the environment.
Priority substances: substances identified in accordance with Article 16(2) and listed in
Annex X. Among these substances there are priority hazardous substances which means
substances identified in accordance with Article 16(3) and (6) for which measures have to
be taken in accordance with Article 16(1) and (8).
Quantitative status: expression of the degree to which a body of groundwater is affected
by direct and indirect abstractions.
River basin district: area of land and sea, made up of one or more neighbouring river
basins together with their associated groundwaters and coastal waters, which is identified
under Article 3(1) as the main unit for management of river basins. 16. Competent
Authority means an authority or authorities identified under Article 3(2) or 3(3).
River basin: area of land from which all surface run-off flows through a sequence of
streams, rivers and, possibly, lakes into the sea at a single river mouth, estuary or delta.
River: body of inland water flowing for the most part on the surface of the land but which
may flow underground for part of its course.
Sub-basin: area of land from which all surface run-off flows through a series of streams,
rivers and, possibly, lakes to a particular point in a water course (normally a lake or a
river confluence).
Surface water: inland waters, except groundwater; transitional waters and coastal waters,
except in respect of chemical status for which it shall also include territorial waters.
Surface water status: general expression of the status of a body of surface water,
determined by the poorer of its ecological status and its chemical status. Good surface
water status means the status achieved by a surface water body when both its ecological
status and its chemical status are at least good.
Transitional waters: bodies of surface water in the vicinity of river mouths which are
partly saline in character as a result of their proximity to coastal waters but which are
substantially influenced by freshwater flows.
Water intended for human consumption: the same meaning as under Directive
80/778/EEC, as amended by Directive 98/83/EC.
Water services: all services which provide, for households, public institutions or any
economic activity:
(a) abstraction, impoundment, storage, treatment and distribution of surface water
or groundwater,
(b) waste-water collection and treatment facilities which subsequently discharge
into surface water.
92/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
Water use: water services together with any other activity identified under Article 5 and
Annex II having a significant impact on the status of water. This concept applies for the
purposes of Article 1 and of the economic analysis carried out according to Article 5 and
Annex III, point (b).
6.3 EU-List of priority substances in the field of water policy
The Commission proposal (COM(2006)397 final) setting environmental quality standards
for surface waters of 41 dangerous chemical substances includes the 33 priority
substances and 8 other pollutants.
Priority Substances
33 substances or group of substances are on the list of priority substances including
selected existing chemicals, plant protection products, biocides, metals and other groups
like Polycyclic aromatic Hydrocarbons (PAH) that are mainly incineration by-products
and Polybrominated Diphenylethers (PBDE) that are used as flame retardants. The
complete list is given below34.
A list of substances subject to a review for identification as possible "priority hazardous
substances" or as possible "priority substances" is given in 6.5.
Table 19:
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
34
EU-List of priority substances (*)
CAS number
EU number
Name of priority substance
15972-60-8
120-12-7
1912-24-9
71-43-2
n.a.
7440-43-9
85535-84-8
470-90-6
2921-88-2
107-06-2
75-09-2
117-81-7
330-54-1
115-29-7
959-98-8
206-44-0
240-110-8
204-371-1
217-617-8
200-753-7
n.a.
231-152-8
287-476-5
207-432-0
220-864-4
203-458-1
200-838-9
204-211-0
206-354-4
204-079-4
n.a.
205-912-4
Alachlor
Anthracene
Atrazine
Benzene
Brominated diphenylethers (**)
Cadmium and its compounds
C10-13-chloroalkanes (**)
Chlorfenvinphos
Chlorpyrifos
1,2-Dichloroethane
Dichloromethane
Di(2-ethylhexyl)phthalate (DEHP)
Diuron
Endosulfan
(alpha-endosulfan)
Fluoranthene (****)
Identified as
priority
hazardous
substance
X
X(***)
X
X
X
Source: http://ec.europa.eu/environment/water/water-framework/priority_substances.htm
93/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
CAS number
EU number
Name of priority substance
118-74-1
87-68-3
608-73-1
58-89-9
34123-59-6
7439-92-1
7439-97-6
91-20-3
7440-02-0
25154-52-3
104-40-5
1806-26-4
140-66-9
608-93-5
87-86-5
n.a.
50-32-8
205-99-2
191-24-2
207-08-9
193-39-5
122-34-9
688-73-3
36643-28-4
12002-48-1
120-82-1
67-66-3
1582-09-8
204-273-9
201-765-5
210-158-9
200-401-2
251-835-4
231-100-4
231-106-7
202-049-5
231-111-4
246-672-0
203-199-4
217-302-5
n.a.
210-172-5
201-778-6
n.a.
200-028-5
205-911-9
205-883-8
205-916-6
205-893-2
204-535-2
211-704-4
n.a.
234-413-4
204-428-0
200-663-8
216-428-8
Hexachlorobenzene
Hexachlorobutadiene
Hexachlorocyclohexane
(gamma-isomer, Lindane)
Isoproturon
Lead and its compounds
Mercury and its compounds
Naphthalene
Nickel and its compounds
Nonylphenols
(4-(para)-nonylphenol)
Octylphenols
(para-tert-octylphenol)
Pentachlorobenzene
Pentachlorophenol
Polycyclic aromatic hydrocarbons
(Benzo(a)pyrene),
(Benzo(b)fluoranthene),
(Benzo(g,h,i)perylene),
(Benzo(k)fluoranthene),
(Indeno(1,2,3-cd)pyrene)
Simazine
Tributyltin compounds
(Tributyltin-cation)
Trichlorobenzenes
(1,2,4-Trichlorobenzene)
Trichloromethane (Chloroform)
Trifluralin
Identified as
priority
hazardous
substance
X
X
X
X
X
X
X
X
*
Where groups of substances have been selected, typical individual representatives
are listed as indicative parameters (in brackets and without number).
**
These groups of substances normally include a considerable number of individual
compounds. At present, appropriate indicative parameters cannot be given.
*** Only Pentabromobiphenylether (CAS number 32534-81-9)
**** Fluoranthene is on the list as an indicator of other, more dangerous polycyclic
aromatic Hydrocarbons
94/296
6.4 Environmental Quality Standards (EQS) for priority substances and certain other pollutants
PART A: Environmental Quality Standards (EQS) for Priority Substances in surface water
AA: annual average;
MAC: maximum allowable concentration.
Unit: [µg/l].
N°
Name of substance
CAS number
1
2
3
4
5
Alachlor
Anthracene
Atrazine
Benzene
Pentabromodiphenylether37
15972-60-8
120-12-7
1912-24-9
71-43-2
32534-81-9
6
Cadmium and its compounds
7440-43-9
(depending on water hardness
classes38)
7
C10-13 Chloroalkanes
85535-84-8
AA-EQS35
Inland surface waters
0.3
0.1
0.6
10
0.0005
≤ 0.08 (Class 1)
0.08 (Class 2)
0.09 (Class 3)
0.15 (Class 4)
0.25 (Class 5)
0.4
AA-EQS35
Other
surface
waters
0.3
0.1
0.6
8
0.0002
MAC- EQS 36
Inland surface waters
0.2
≤ 0.45 (Class 1)
0.45 (Class 2)
0.6 (Class 3)
0.9 (Class 4)
1.5 (Class 5)
1.4
0.4
0.7
0.4
2.0
50
n. a..
MAC-EQS36
Other surface waters
0.7
0.4
2.0
50
n. a.
1.4
n.a.: not applicable
35
36
37
38
This parameter is the Environmental Quality Standard expressed as an annual average value (EQS-AA).
This parameter is the Environmental Quality Standard expressed as a maximum allowable concentration (EQS-MAC). Where the MAC-EQS are marked as "not
applicable", the AA-EQS values are also protective against short-term pollution peaks since they are significantly lower than the values derived on the basis of acute
toxicity.
For the group of priority substances covered by brominated diphenylethers (No. 5) listed in Decision 2455/2001/EC, an EQS is established only for
pentabromodiphenylether.
For Cadmium and its compounds (No. 6) the EQS values vary dependent upon the hardness of the water as specified in five class categories (Class 1: <40 mg
CaCO3/l, Class 2: 40 to <50 mg CaCO3/l, Class 3: 50 to <100 mg CaCO3/l, Class 4: 100 to <200 mg CaCO3/l and Class 5: ≥200 mg CaCO3/l).
DRAFT 0.8 – applicable for use in the cases
16 May 2008
N°
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
39
Name of substance
Chlorfenvinphos
Chlorpyrifos
1,2-Dichloroethane
Dichloromethane
Di(2-ethylhexyl )phthalate
(DEHP)
Diuron
Endosulfan
Fluoranthene
Hexachlorobenzene
Hexachlorobutadiene
Hexachlorocyclohexane
Isoproturon
Lead and its compounds
Mercury and its compounds
Naphthalene
Nickel and its compounds
Nonylphenol
Octylphenol
Pentachlorobenzene
Pentachlorophenol
Polycyclic aromatic
hydrocarbons (PAH)39
Benzo(a)pyrene
Benzo(b)fluoranthene
Benzo(k)fluoranthene
Benzo(g,h,i)perylene
Indeno(1,2,3-cd)pyrene
470-90-6
2921-88-2
107-06-2
75-09-2
117-81-7
0.1
0.03
10
20
1.3
AA-EQS35
Other
surface
waters
0.1
0.03
10
20
1.3
330-54-1
115-29-7
206-44-0
118-74-1
87-68-3
608-73-1
34123-59-6
7439-92-1
7439-97-6
91-20-3
7440-02-0
25154-52-3
1806-26-4
608-93-5
87-86-5
n. a.
0.2
0.005
0.1
0.01
0.1
0.02
0.3
7.2
0.05
2.4
20
0.3
0.1
0.007
0.4
n. a.
50-32-8
205-99-2
207-08-9
191-24-2
193-39-5
CAS number
AA-EQS35
Inland surface waters
MAC- EQS 36
Inland surface waters
MAC-EQS36
Other surface waters
0.3
0.1
n. a.
n. a.
n. a.
0.3
0.1
n. a.
n. a.
n. a.
0.2
0.0005
0.1
0.01
0.1
0.002
0.3
7.2
0.05
1.2
20
0.3
0.01
0.0007
0.4
n. a.
1.8
0.01
1
0.05
0.6
0.04
1.0
n. a.
0.07
n. a.
n. a.
2.0
n. a.
n. a.
1
n. a.
1.8
0.004
1
0.05
0.6
0.02
1.0
n. a.
0.07
n. a.
n. a.
2.0
n. a.
0.05
Σ=0.03
0.05
Σ=0.03
0.1
n. a.
0.1
n. a.
Σ=0.002
Σ=0.002
n. a.
n. a.
1
n. a.
For the group of priority substances of polycyclic aromatic hydrocarbons (PAH) (No. 28), each individual EQS shall be complied with, i.e., the EQS for
Benzo(a)pyrene and the EQS for the sum of Benzo(b)fluoranthene and Benzo(k)fluoranthene and the EQS for the sum of Benzo(g,h,i)perylene and Indeno(1,2,3cd)pyrene must be met.
96/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
N°
29
30
31
32
33
Name of substance
Simazine
Tributyltin compounds
Trichlorobenzenes
(all isomers)
Trichloromethane
Trifluralin
122-34-9
688-73-3
12002-48-1
1
0.0002
0.4
AA-EQS35
Other
surface
waters
1
0.0002
0.4
67-66-3
1582-09-8
2.5
0.03
2.5
0.03
CAS number
AA-EQS35
Inland surface waters
MAC- EQS 36
Inland surface waters
MAC-EQS36
Other surface waters
4
0.0015
n. a.
4
0.0015
n. a.
n. a.
n. a.
n. a.
n. a.
97/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
PART B: Environmental Quality Standards (EQS) for other Pollutants
AA: annual average;
MAC: maximum allowable concentration.
Unit: [µg/l].
(1)
N°
(2)
Name of substance
(1)
DDT total40
(2)
(3)
(4)
(5)
(6)
(7)
(8)
para-para-DDT
Aldrin
Dieldrin
Endrin
Isodrin
Carbontetrachloride
Tetrachloroethylene
Trichloroethylene
(3)
CAS
number
not
applicable
50-29-3
309-00-2
60-57-1
72-20-8
465-73-6
56-23-5
127-18-4
79-01-6
(4)
AA-EQS35
Inland surface
waters
(5)
AA-EQS35
(7)
MAC-EQS36
Other surface
waters
0.025
(6)
MACEQS36
Inland
surface
waters
not applicable
0.025
0.01
Σ=0.010
0.01
Σ=0.005
not applicable
not applicable
not applicable
not applicable
12
10
10
12
10
10
not applicable
not applicable
not applicable
not applicable
not applicable
not applicable
Other surface
waters
not applicable
PART C: Compliance with Environmental Quality Standards
1.
Column 4 and 5: For any given surface water body, compliance with EQS-AA requires that for each representative monitoring point
within the water body, the arithmetic mean of the concentrations measured at different times during the year is below the standard.
2.
Column 6 and 7: For any given surface water body compliance with EQS-MAC means that the measured concentration at any
representative monitoring point within the water body must not exceed the standard.
40
DDT total comprises the sum of the isomers 1,1,1-trichloro-2,2 bis (p-chlorophenyl) ethane (CAS number 50-29-3); 1,1,1-trichloro-2 (o-chlorophenyl)-2-(pchlorophenyl) ethane (CAS number 789-02-6); 1,1-dichloro-2,2 bis (p-chlorophenyl) ethylene (CAS number 72-55-9); and 1,1-dichloro-2,2 bis (p-chlorophenyl)
ethane (CAS number 72-54-8).
98/296
DRAFT 0.8 – applicable for use in the cases
16 May 2008
3.
With the exception of cadmium, lead, mercury and nickel (hereinafter “metals”) the Environmental Quality Standards (EQS) set up in
this Annex are expressed as total concentrations in the whole water sample. In the case of metals the EQS refers to the dissolved
concentration, i.e. the dissolved phase of a water sample obtained by filtration through a 0.45 µm filter or any equivalent pre-treatment.
If natural background concentrations for metals are higher than the EQS value or if hardness, pH or other water quality parameters
affect the bioavailability of metals, Member States may take this into account when assessing the monitoring results against the EQS. If
they choose to do so, the use of calculation methods set up pursuant to Article 2(5) is compulsory.
99/296
6.5 List of substances subject to a review for identification as
possible "priority hazardous substances" or as possible
"priority substances" (Amendment 65)
No
CAS number
EU number
Name of priority
substance
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(16)
(17)
(18)
(19)
131-49-7
1066-51-9
25057-89-0
80-05-7
92-88-6
298-46-4
23593-75-1
84-74-2
15307-86-5
115-32-2
67-43-6
60-00-4
637-92-3
57-12-5
1071-83-6
1222-05-5
60166-93-0
7085-19-0
36861-47-9
205-024-7
-246-585-8
(20)
(21)
(22)
(23)
81-14-1
81-15-2
1634-04-4
81-04-9
201-328-9
201-329-4
16-653-1
201-317-9
(24)
(25)
5466-77-3
1763-23-1
226-775-7
217-179-8
Amidotrizoate
AMPA
Bentazon
Bisphenol A
4 4'-Biphenol
Carbamazepine
Clotrimazole
dibutylphthalat (DBP)
Diclofenac
Dicofol
DTPA
EDTA
ETBE
Free Cyanide
Glyphosate
HHCB
Iopamidol
Mecoprop (MCPP)
4-Methylbenzylidene
camphor
Musk ketone
Musk xylene
MTBE
Naphthalene-1,5disulfonate
Octyl-Methoxycinnamate
Perfluorinated Compounds
(PFCs)
2795-39-3
220-527-1
202-200-5
06-062-7
245-764-8
201-557-4
204-082-0
200-652-8
200-449-4
211-309-7
213-997-4
214-946-9
262-093-6
230-386-8
253-242-6
29081-56-9
249-415-0
Perfluorooctane sulphonic
acid (PFOS)
29457-72-5
249-644-6
Potassium salt
70225-39-5
-
Ammonium salt
335-67-1
206-397-9
Lithium salt
3825-26-1
223-320-4
Diethanolamine (DEA) salt
Priority
Hazardous
substances
(******)
X(*****)
X(*****)
X(*****)
X(*****)
(******)
X(*****)
X(*****)
(******)
X(*****)
X(*****)
X(*****)
X(*****)
(******)
X(*****)
X(*****)
(******)
X(*****)
X(*****)
X(*****)
X(*****)
X(*****)
X(*****)
X(*****)
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
No
CAS number
EU number
Name of priority
substance
Priority
Hazardous
substances
Perfluorooctanoic acid
(PFOA)
(26)
124495-18-7
--
(27)
79-94-7
201-236-9
(28)
21145-77-7
244-240-6
Ammonium
perfluorooctanoate (APFO)
Quinoxyfen (5,7-dichloro- X(*****)
4-(pfluorophenoxy)quinoline)
Tetrabromobisphenol A
X(*****)
(TBBP-A)
Tonalid (AHTN)
X(*****)
(*****) This priority substance is subject to a review for identification as a possible "priority
hazardous substance". The Commission will make a proposal to the Parliament and the Council
for its final classification by 12 months after the entry into force of this Directive, without
prejudice to the timetable laid down in Article 16 of Directive 2000/60/EC for the Commission's
proposals for controls.
(******) This substance is subject to identification as a possible "priority substance". The
Commission will make a proposal to the Parliament and the Council for its final classification by
12 months after the entry into force of this, without prejudice to the timetable laid down in Article
16 of Directive 2000/60/EC for the Commission's proposals for controls.
6.6 Phased-out PSs
Table 20:
Substances for which pesticide/agricultural use has been banned (From: EC (2005))
Pesticide
(2) Anthracene
Instrument with which the use has been banned
Use of anthracene oil in agriculture banned by 2004 under
regulation 2076/2002 of Directive 91/414 – some exceptions
until 2007.
(8) Chlorfenvinphos
Use banned by 2004 under regulation 2076/2002 of
Directive 91/414. Some exceptions for DK, D, Ire, Fr, NL
and ES until 2007.
(11) Dichloromethane
Use already banned under Directive 79/117/EEC prohibiting
the placing on the market and use of plant protection
products containing certain active substances.
(16) Hexachlorobenzene
Use already banned under Directive 79/117/EEC prohibiting
the placing on the market and use of plant protection
products containing certain active substances.
(18) HexachlorocycloUse banned by June 2002 under Commission Decision
hexane (including lindane) 2000/801/EC under Directive 91/414.
(21) Mercury
Use already banned under Directive 79/117/EEC prohibiting
the placing on the market and use of plant protection
101/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Pesticide
(24) Nonylphenols
(26) Pentachlorobenzene
(30) Tributyltin
Instrument with which the use has been banned
products containing certain active substances including
mercury oxide, mercurous chloride, other inorganic mercury
compounds, alky mercury and alkoxylalkyl and aryl
mercury compounds.
Use as ingredient of plant protection products banned by
2004 by regulation 2076/2002 under Directive 91/414.
Directive 76/769 > Directive 2003/53/EC (annex I, issue
46): nonyl and nonylphenol ethoxylates may not be placed
on the market or used as a substance or constituent of
preparations in concentrations equal or higher than 0.1% by
mass for the purpose of co-formulation in pesticides and
biocides and emulsifier in agricultural teat dips.
Pentachlorobenzene could be present as an impurity in
quintozene (as it is used as an intermediate in the production
of quintozene) and as an impurity in hexachlorobenzene.
However, both the use of quintozene as a pesticide
(Directive 2000/816/EC under Directive 91/414, not
allowed on the market since June 2002) and the use of
hexachlorobenzene (Directive 79/117/EEC) have been
banned
Use banned by 2004 by regulation 2076/2002 under
Directive 91/414
102/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.7 Environmental fate models
Environmental fate models are by no means compulsory for managing priority
substances. Efficient source control can be done without them, i.e. by reducing emissions
gradually and monitoring the environment to track changes. However we propose the use
of environmental fate models for two reasons:
1. because the quantitative models can improve our understanding of the managed
system, and
2. because the models can be used to predict long term impacts of planned actions.
Since the residence times of some of the priority substances are very long (e.g. 50 years
for mercury in water column, Macleod et al. 2005), monitoring alone can be too slow to
detect if the taken measures are enough to reach the good ecological status.
The use of environmental fate models in decision making is not a new concept. It is
routinely used in the framework of environmental risk assessment. Emissions are
translated into concentrations in environmental media and organism tissue, and finally to
risks using (modelled) toxicity estimates. Since our focus in strictly in emission reduction,
the above mentioned framework can be simplified by ignoring the models associated with
exposure and ecotoxicological effects (Figure 19).
Environmental
fate models
Loadings
to media
Distribution
in media
Bioaccumulation
models
Exposure
to chemical
mg/kg/d
Distribution
in tissues
Risk
Distribution
in diet
Figure 19:
The generic modelling framework of risk assessment applied to SOCOPSE (redrawn
from US EPA 2007). The dotted stages have been taken into account in the definition
of the environmental quality standards (EQS). In our suggested approach,
environmental fate models are used to find the site-specific relation between
emissions and concentrations. Bioaccumulation models are applied only when the
EQS is defined as a biotic concentration.
In our proposed methodology, environmental fate models are used to determine the
autonomous development of the water body if no management actions are taken (Step 3)
and to simulate the environmental effect of the selected measures in the long term (Step
5). The obvious goal of the management operations is to reduce the environmental
concentrations below the given EQS in a reasonable time. The role of the environmental
fate models is to give guidance on whether the measures are enough to have the desired
action. The output of environmental fate models can be expressed as time series of
predicted concentrations (Figure 20). The costs and benefits of different management
options (including autonomous development) can then be weighed for decision making.
103/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Percentage of initial concentration
100
Autonomous
50
EQS
Managed
0
2007
2009
2011
2013
2015
2017
2019
2021
2023
Year
Figure 20:
Model output for decision making: simulated time trends with managed option and
with autonomous development. This example depicts contaminated site recovery and
the time required to reach the EQS is set as the benefit of management. Dotted lines
depict simulation uncertainties.
There are regional differences in the fate of chemicals due to differences in the
environmental properties (volatilization, temperature, sedimentation, etc.). The
differences between regions are usually smaller than those between chemicals but
nevertheless no generalizations about the chemical fate in local environments can be
made (Webster et al., 2004). This means that management options should not be copied
from other geographical locations, but that making intelligent management decisions
requires a thorough understanding of the chemical fate in the given system. In many
cases, this understanding can be expressed quantitatively as a model and several models
are readily available for application. In the following chapters we give a broad description
of the principles of environmental fate modelling, outline some of the special issues
encountered when applying these models (metal chemistry and uncertainty) and finally
give our recommendation on applying these models to specific water bodies and chemical
groups.
6.7.1 Principles of environmental fate modelling
The principles behind fate modelling are fairly straightforward, and have been excellently
described by Mackay (2001). This section will present a brief summary of some of the
most basic principles and assumptions made, in order to clarify how these models apply
as instruments in the management of priority substances. For further details, the reader is
referred to the “blue book” (Mackay, 2001).
104/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.7.1.1 Description of the environment
The first basic assumption made when constructing an environmental fate model is that
the world is a box, i.e. that the target ecosystem can be described as a set of individual
boxes, or compartments, each representing a separate environmental matrix, e.g. water,
air, biota etc. Each box is assumed to be well-mixed and unchanging with time, and they
are parameterised according to the user’s knowledge with parameters such as total
volumes, particle and organic carbon content and water content. For example, a lake
would be regarded according to Figure 21.
Figure 21:
An example of a simple conceptual box model of a lake.
If desired, more compartments can be added, e.g. if you wish to explore the uptake of a
certain chemical through the food-chain, several biotic components may be added such as
different fish species, plankton and maybe seabirds. If you are about to dredge, you may
want to include several sediment layers in order to find the desired dredging depth etc. If
you want to address the above-lying air compartment you can add a box representing that
compartment and so on. However, each added compartment increases the model
complexity, and the complexity in the mathematical expressions needed to calculate
concentrations. It also increases the number of parameters needed, which in many cases
are uncertain and thus will introduce additional uncertainty in the model. Therefore,
increased complexity may not always lead to more reliable results, but may well
introduce more uncertainty and interpretation difficulty. As William of Occam expressed
it, as cited in Mackay (2001): Essentia non sunt multiplicanda praeter necessitatem –
“What can be done with fewer is done in vain with more” or in our case: “Don’t make
models more complex than necessary”.
6.7.1.2 Mass balance equations
Fundamental in all environmental fate models, is Lavoisier’s law of conservation of mass,
which forms the basis for the mass balance equations used in the models. Despite the
existence of nuclear decay processes, they are so rare, and are generally not relevant for
105/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
the chemicals treated in environmental modelling and the law is treated as axiomatic.
Once the environment has been defined and parameterised, it is possible to write down
mass balance equations describing the movement processes of a chemical. Treating your
model as a steady-state, equilibrated, closed system, and neglecting transformation
processes such as degradation gives the following basic equation:
Total amount of chemical = sum of amounts in each compartment (mol)
Thus, if you release 10 mol of chemical A into the lake with given volumes VW, VS, VB
and VP (as in Figure 22):
10 = CW×VW + CS×VS + CB×VB + CP×VP mol
where C stands for the molar concentration in the different phases (mol/m3). This
equation is solved easily if you know the volumes and the relationship between CW, CS,
CB and CP at chemical equilibrium i.e. the partition coefficients KWB = CW/CB, KWS =
CW/CS, KWP = CW/CP. Solving it will give you the resulting concentrations in each phase.
The above described equation is the most simple mass balance equation and it will give
you a rough idea of the partitioning tendency of the chemical. In the case of managing
priority pollutants you probably desire a more complex model, as you are likely to have
continuous emissions as well as in- and outflows to the lake. You may also wish to
include factors such as degradation and sediment burial. All this is possible by opening
the system, perhaps adding some boxes and transport parameters, assuming that the
environmental conditions are constant and that flow rates are continuous but constant.
The mass balance assumptions are that the total chemical input equals the total chemical
output and includes aspects such as non-equilibrium, degradation, sediment burial and
volatilisation to the atmosphere. Naturally, each added transport process requires a new
set of transport parameters that have to be determined.
106/296
DRAFT 0.8 –
16 May 2008
Figure 22:
applicable for use in the cases
Example of model where atmosphere has been added to the lake model and
transport and degradation processes have been included.
All chemicals strive to obtain equilibrium, thus the partition coefficients tell you what the
concentration ratio between two phases will be when equilibrium is reached. Equilibrium
does not mean that the concentration in two phases are the same, only that their
relationship agrees with the partition coefficient, and thus no net transfer of chemical
occurs between the phases.
The next step of complexity is to assume a non-steady state system, which is required if
you need to predict system response time, i.e. if ceasing the emissions or other input
sources, how long will it take for the concentrations to decrease and reach background
levels? In this case you need a time-resolved or dynamic model and the mass balance
equations are expressed as differential equations:
d(contents)/dt = total input rate – total output rate
Again, a time-resolved model requires additional input data such as time-resolved
emission rates, but also allows the user to include other time-dependent or seasonal
parameters such as temperature, precipitation, leaf coverage on vegetation etc.
6.7.1.3 Concentration versus fugacity
An additional note to make is the selection of parameters when writing the mathematical
expressions. Above, concentration (C, mol/m3), has been used to describe the chemical
content in an environmental phase. This is perceptually convenient as contaminant
contents are generally reported in concentrations. In environmental fate models,
concentrations or partition coefficients may be used in the equilibrium partitioning
107/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
calculations. However, many modellers of organic contaminants today prefer to use
another parameter, termed fugacity. The application of fugacity in chemical equilibrium
calculations is old, but adopting it in large-scale to environmental modelling was initially
done by Mackay (1979), who developed a large number of evaluative and site-specific
models often referred to as “fugacity models” or “Mackay models”. The principles are the
same, only that another parameter is used in the mathematical expressions.
Fugacity was established as an equilibrium criterion in 1901 by the scientist G N Lewis. It
is logarithmically related to chemical potential and has units of Pascal. In short, the
fugacity of a chemical in a particular medium is the partial pressure that the chemical
exerts when it tries to leave that medium, its ‘escaping tendency’. Fugacity is also related
to concentration through the equation
C = Z f,
where C = concentration (mol/m3), Z = the fugacity capacity of the medium for the
chemical of interest (mol/Pam3) and f is the fugacity of the chemical in that medium
(Pa). The Z-value can be calculated for each medium and is dependent on the medium
itself and on the chemical of interest. The fugacity ultimately drives the transport of a
chemical in a phase as well as between phases, and at equilibrium between two phases,
the fugacity is the same in both.
It is optional to use concentration/partition coefficients or fugacity in mass balance
equations, but as models and mathematical expressions become more complex, it is often
algebraically more convenient to use fugacity. An additional advantage is that the
fugacity ratio between two phases instantly reveals the direction of the chemical transport
and the proximity to equilibrium.
6.7.1.4 Physical-chemical properties and partitioning
In the above, we have touched the subject of environmental partitioning, and it has been
stated that different chemicals have different partitioning tendencies. More specifically,
hydrophobic (water-repellent) substances tend to partition to media containing organic
material such as soils, sediment, organic tissues (animals, humans and plants), whereas
water-soluble substances tend to prefer the water phase. Some substances are very
volatile and are mainly found in air and easily transported, whereas others are more
“sticky” to their nature and remain close to the source. In environmental modelling,
octanol is commonly used as “fat-surrogate” and thus partitioning to organic media is
described as partitioning to octanol. Three partition coefficients are therefore used as key
coefficients: the partition coefficient between air and water, KAW, the partition coefficient
between octanol and air, KOA and the partition coefficient between octanol and water,
KOW. A high KOW-value implies high tendency to partition to organic carbon containing
media and lower tendency to partition to water. Similarly, a high KAW-value indicates that
the substance volatilises from water to air and a high KOA-value implies preference of the
aerosol rather than the air phase. The partitioning coefficients are normally obtained
through measurements, i.e. by measuring the concentration of a substance in two phases
when equilibrium is reached. If two partition coefficients are known, it is possible to
determine the third, e.g. KAW = KOA/KOW etc.
108/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
One way of illustrating the partitioning properties of chemicals, is by plotting them
against each other, resulting in a so-called chemical space diagram, which indicates which
environmental media that are most likely to host the chemicals of interest. This is done in
Figure X for the organic priority substances in the water framework directive.
Distinguishing the phases from each other is done by running fate model simulations, and
thus the phase borders vary slightly depending on the model used. Chemicals that place
themselves within the phase borders can be regarded as “multi-compartmental”, i.e. then
can be expected to be found in similar levels in many environmental phases, whereas
others are more likely to mainly reside in one. However, it should be noted that even
substances mainly residing in e.g. sediment may be volatile enough to allow for existence
of small amounts in air, thus enabling long-range transport, which is especially relevant
for very persistent substances. Also the partitioning properties of chemicals change with
temperature, so the actual partitioning is always dependent on the local ambient
temperature.
Figure 23:
The organic priority chemicals presented in a chemical space diagram. The logKAW
(air-water partitioning) describes volatility/solubility and logKOW (octanol-water
partitioning) describes hydrophobicity. The three contour lines indicate areas where
over 90% of the chemical mass is found in one environmental compartment (water,
air, sediment). The contour lines depend on the fate model and environment. Here
they were calculated with the evaluative environment of the EQC model and
assuming equilibrium partitioning (Level I). The colours describe the inverse of the
EQS-norm (1/EQS): red-hazardous, green-less hazardous, blue intermediate hazard.
The graph shown in Figure 23 can be used to classify substances by their main
environmental compartment. In this case, the classification would be as follows:
1. Atmosphere: Naphthalene, Dichloromethane, benzene, trichloromethane,
tricholorbenzenes, hexachlorobutadiene
2. Water: alachlor, diuron, simazine, atrazine, isoproturon, pentachlorophenol
109/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
3. Sediment: Benzo(a)pyrene, PentaBDE, OctaBDE, DecaBDE
4. Multi-media: DEHP, HCB, Pentachlorobenzene, C10-C13-chloroalkanes,
Chlorpyrifos, Octylphenol, Fluoranthene, Endosulfan, Chlorfenvinphos, TBT,
Lindane, Nonylphenol, Anthracene, Trifluralin
It should be noted that the classic fugacity methodology applies best to nonpolar organic
chemicals. The methodology may be customized to take into account the specifics of
metal and inorganic chemistry, the details of this procedure are given in a later chapter.
Polar compounds can be included by taking into account the pH dependency of their
chemical properties. Of the polar priority substances (nonylphenol, atrazine, simazine and
pentachlorophenol) only pentachlorophenol has both ionized and non-ionized forms
present in environmentally relevant pH-ranges. For the other polar compounds the
chemical properties of the dominant form can be used.
6.7.2 Available fate models and their use
In the section above, we have briefly described the principles of fate modelling and
introduced the fugacity concept and its use in fate modelling. This section aims to
describe and review existing current models and their applicability to the priority
chemicals and small European water bodies.
Numerous models have been developed in the scope of assessing the environmental fate
of organic chemicals. An overview of existing modelling programmes and projects was
done by a UNEP expert group in 2002 (UNEP, 2002). This UNEP programme was
focussed on long-range transport of chemicals and not primarily their aquatic fate or
transport into the aquatic environment. Nevertheless an extensive list of available models
was produced within this project. From this list, we have selected a number of models
particularly dealing with the aquatic environment, and added some additional models that
have been developed and published more recently (Table 21)
110/296
Table 21:
A number of models particularly dealing with the aquatic environment
Model name
Description
Media included
Level I,I,III
models
Initial fate
assessment, e.g.
for comparative
reasons,
modifiable
Fate assessment
of polar, ionizing
compounds
EU risk
assessment tool
Air/water/soil/
sediment/fish
EQC model
EQC multispecies
model
SimpleBox
CoZMo-POP
POPCYCLI
NG-Baltic
QWASI
GREAT-ER
Steady state/
dynamic
Steady state
Reference
Examples of application
Mackay et al.,
1992;
Mackay et al.,
1996a,b,c
Extensively used for screening-level chemical
assessment
Air/water/soil/
sediment/fish
Steady state
Cahill et al.,
Applied to PCP, Chlorpyrifos, perfluorooctane
sulfonate
Air/water/soil/
sediment/
vegetation
Air/water/soil/
sediment/
vegetation
Air/water/soil/
sediment/
vegetation
Steady state
Van de Meent
1993; EC 1996
Used for risk assessment on regional scales
Dynamic
Wania et al., 2000b Applied to a coastal bay to estimate emissions
Dynamic
Wania et al., 2000a Applied to PCBs, PBDEs, pesticides in the Baltic
area. Future scenarios
Steady state
Mackay et al.
(1983)
Dynamic
e.g. Feijtel et al.
1997
www.great-er.org
Warren et al. 2007
Generic coastal
zone model,
modifiable
85 compartment
model, used for
fate assessment
in the Baltic Sea
drainage basin
Generic model
Air/Water/sediment
applicable to
river or lake
system
GIS based riverine Air/water/soil/sedim
catchment model ent/vegetation
QWASI-river A network model Air/water/sediment
Dynamic
Applied in several European river systems for
several organic chemicals
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Model name
Description
Media included
Steady state/
dynamic
Reference
for complex
rivers
112/296
Examples of application
As mentioned previously, there is no point in adding complexity unless it is necessary.
You should apply a model which is complex enough to answer the questions asked from
it, but not a bit more complex. This being said, there are some situations where it would
appear that the abovementioned models are not complex enough, i.e. some additional
processes needs to be included when modelling certain chemicals in certain
environments. For example:
Sorption to black carbon is important for very hydrophobic substances
(benzo(a)pyrene, fluoranthene, DEHP, PBDE) especially PAH substances
(Bucheli & Gustafsson, 2000; Ghosh et al., 2003). Modelling approaches
including soot-carbon have recently been performed by Prevedouros et al. (2007)
and Houck et al. (2007)
Chemicals which are sorbed to particles are effectively scavenged by snow (Lei
and Wania, 2004)
If leaching from soil is an issue (e.g. for hydrophobic substances, pesticides and
metals), vertical transport processes should be included (Cousins... McLachlan et
al. 2002)
If environmental temperatures deviate much from 20 C (e.g. in mountains,
Northern Europe), the partitioning coefficients can be corrected for temperature
using phase change enthalpies. This feature is included in the models
POPCYCLING_Baltic and CozMo-POP
Metals and some organic compounds are sorbed to dissolved organic carbon,
which can be a significant reservoir in humic waterbodies (especially in North
Europe).
6.7.3 Modelling metal transport and fate
The environmental fate modelling methodology as presented in Mackay (2001) cannot be
directly applied to the metallic and organometallic priority substances (nickel, lead,
cadmium mercury and tributyltin). Currently there is no metal fate modelling software
available (since the Unit World Model is still under development), which means that new
models have to be programmed for cases where metal transport is an issue. Due to this
limitation, in order to aid in implementing these principles, this chapter is more technical
than the other chapters. From a modelling point of view, there are two major challenges
in applying the fugacity approach to metals: (1) metals are not volatile and (2) metals are
sorbed to other solids than organic carbon. In this chapter we give a review of the
methods applied to model metal chemistry in environmental fate models.
For involatile substances like metal ions, the atmospheric concentration is zero, which
means that the partitioning coefficients (Kaw, Koa) in reference to air would be infinite.
Mackay and Diamond (1989) worked around this computational problem by choosing
another reference state: pure water. The calculation units are changed from fugacities to
water-equivalent concentrations or aquivalences. This popular aquivalence approach has
been successfully applied to mercury, arsenic, nickel, zinc and copper in Canadian lakes
by Miriam Diamond and co-workers (Diamond et al. 1992). Details on the aquivalence
formulation can be found in Mackay (2001). The aquivalence approach is incorporated in
many of the model softwares that can be downloaded for free from the CEMC website
(www.trentu.ca/academic/aminss/envmodel/welcome.html). Since the algorithms in those
models are visible, they provide a good starting point for customization to specific
modelling scenarios treating metal transport and fate.
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
While the problem of non-volatile metal ions can be solved by simply changing the
reference state, the sorption affinity of metals to non-organic surfaces is a more complex
issue. As mentioned above, the sorption of organic compounds to solids can be predicted
by the octanol-water partitioning coefficient (logKow). In contrast, metal sorption is
controlled by the complex chemistry of complexation, precipitation, colloid formation
and biofixation processes and properties such as salinity, pH, competing ions, redoxpotential, surface site densities and nature of sorbent phases (US EPA, 2007). As an
example Figure 24 shows the speciation behaviour of cadmium in a range of pH values
using Finnish water chemistry values (VAHTI surface water monitoring). Since the
environmental conditions affecting the sorption processes show considerable temporal
and spatial variability, averaged partitioning coefficients (Kp) can only give approximate
values. The differences in partitioning coefficients may be over an order of magnitude
even in a single water body (Woodfine et al. 2000). Accurate modelling of the
partitioning properties of metals requires a quantitative understanding of the metal
sorption processes, i.e. the use of speciation models.
Fraction of free Cd-ion
80 %
DOC 2 mg/L
70 %
60 %
DOC 5.6 mg/L
50 %
40 %
30 %
DOC 14 mg/L
20 %
10 %
0%
4.5
5
5.5
6
6.5
7
7.5
8
8.5
pH
Figure 24:
The speciation of cadmium in Finnish surface waters in a range of pH values,
calculated with the biotic ligand models (Di Toro et al. 2001).
6.7.3.1 Applying speciation models to calculate local partitioning
coefficients
"Speciation refers to the occurrence of a metal in a variety of chemical forms. These
forms may include free metal ions, metal complexes dissolved in solution and sorbed on
solid surfaces, and metal species that have been coprecipitated in major metal solids or
that occur in their own solids. The speciation of a metal affects not only its toxicity but
also its volatilization, photolysis, sorption, atmospheric deposition, acid/base equilibria,
polymerization, complexation, electron-transfer reactions, solubility and precipitation
equilibria, microbial transformations, and diffusivity." (Bodek et al., 1988)
114/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Modelling the speciation of metals is a key issue in ecotoxicology, since metal species
have differing toxicities (US EPA 2007). A common assumption is that only the ionic
form is bioavailable (MERAG 2007a). The recent developments of ecotoxicological
speciation models (biotic ligand models, Di Toro et al. 2001) are outside the scope of this
work, since our focus is on mass balance modelling. However, the WFD has the option of
adjusting the EQSs based on the bioavailable fraction of metals. The speciation models
described in the following chapters can be applied to that task, but here we outline their
use in predicting the partitioning behaviour and concentration ratios of metal compounds
in water and in sediment.
The use of speciation models is by no means compulsory for modelling the transport of
metals. Measured values or model fits to data can be used to deduce the ratios and
partitioning coefficients. This approach has been successfully used by Macleod et al.
(2005). Compared to measured species concentrations, models have the advantage of
predicting metal behaviour in rapidly changing environmental conditions, which are hard
to capture by measurements (e.g. pulses of humic substances in the autumn, development
of anoxia). Figure 25 depicts the annual variation of zinc compounds in Ross Lake
(modelled using the aquivalence approach by Bhavsar et al. 2004b). Achieving similar
results with experimental species ratios would require extensive monitoring to make sure
that the long term dynamics are correctly captured.
Jan
Figure 25:
Dec
The annual variation in the concentrations of zinc compounds in Ross Lake in the
year 1999 (Bhavsar et al. 2004b). The modelled rise of concentrations in the water
column during summer and autumn is caused by increased sediment resuspension
and oxidation of sediments resulting in larger diffusion of Zn2+ ions.
Metal speciation models are thermodynamic databases used to calculate the species
concentrations in a given mixture when it has reached equilibrium. Input comprises of the
main chemical ions (substrates) and output is usually the concentration (activity) of
possible species in sorbed and dissolved phases. When applying such models, care should
be taken to make sure that all relevant substrates are included in the input (MERAG 2007
Factsheet 02). The hard acid-soft base concept (EPA 2007) may help in choosing the
relevant ions for each metal. Cations and anions are divided into soft and hard ligands,
which couple which each other (hard acid-hard base, soft acid-soft base). (The hardness
or softness refers to the deformability of the electron cloud.) Table X shows the hard-soft
division for most of the acids and bases present in water. The information in the table can
115/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
be used to assess which components to take into account in the quantitative speciation
modelling step. For example methyl mercury is a soft acid, coupling with sulfides and
organic molecules which can also be verified with quantitative calculations (Loux 2005).
Table 22:
The hard acid-soft base conceptual model may help in getting a qualitative picture of
the relevant complexation processes. Hard acids (cations) form strong ionic bonds
with hard bases (ligands) while soft acids form strong covalent bonds with soft bases
(US EPA 2007).
Hard acids
Borderline acids (between hard and soft)
Soft acids
Hard bases
Borderline bases (between hard and soft)
Soft bases
Al3+, Ba2+, Be2+, Co3+, Cr3+, Fe3+, Mn2+, Sr2+, U4+,
UO22+, VO2+
Co2+, Cu2+, Fe2+, Ni2+, Pb2+, Zn2+
Ag+, Cd2+, Cu+, Hg2+, Hg+, Ch3Hg+, Tl3+, Tl+
F-, H2O, oxyanions: OH-, SO42-, CO32-, HCO3-,
C2O42-, CrO42-, MoO42-, HnPO4n-3, HnAsO4n-3,
SeO42-, H2VO4-, NH3, RNH2, N2H4, ROH, RO-,
R2O, Ch3COO-, etc.
Cl-, Br-, NO2-, SO32-, HnAsO3n-3, C6H5NH2, C5H5N,
N3-, N2
I-, HS-, S2-, CN-, SCN-, Se2-, S2O32-, -SH, -SCH3,
-NH2, R-, C2H4, C6H6, RNC, CO, R3P, (RO)3P,
R3As, R2S, RSH, RS-
“R” refers to an organic molecule.
Bhavsar et al. (2004a) applied the MINEQL+ (Schecher and McAvoy, 1998) model to
yield the solid-water and colloidal-water partitioning coefficients for each metal species.
However several model codes exist for calculating speciation and some of them are free
of charge, for example MINTEQ2 (US EPA 2006) and PHREEQ2 (USGS 2007).
Examples of commercial software are the Windermere Humic Acid Model (WHAM) and
the previously mentioned MINEQL+. Of these speciation models MINTEQ2 is of special
interest, since it has been applied to nickel and copper (Woodfine et al. 2000) as well as
to methylmercury and tributyltin (Loux 2005)
In principle the speciation models can be used to predict speciation in sediment pore
waters, however the local redox-conditions and microbial activity may not be properly
described in the models and rules-of-thumb may have to be used to fine-tune the results
(no diffusion if sulfides are present, etc.) (Woodfine et al. 2000; Bhavsar et al. 2004a).
6.7.3.2 Modelling metal concentration as the sum of interconverting
metal species
The environmental quality standards (EQS) for metals are defined as dissolved
concentrations of the metal and its compounds (e.g. ∑Hg or ∑Pb). Focusing on dissolved
concentrations, the particle bound fraction can be ignored, but in mass balances that
fraction must be accurately assessed. The problem is complicated by several
interconverting metal species with different partitioning properties. In order to calculate
the dissolved concentration of e.g. "mercury and compounds", the dissolved concentration
116/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
must be calculated separately for elemental, ionic and methyl mercury and the results
added to get to the total dissolved concentration.
However one of the challenges of interconverting metal compounds is that their fate has
to be solved simultaneously for each species. Organic degradation chains can be solved
step-wise by looping the degradation products of one compound as the emissions of
another. In contrast reversible interconversion of metal species requires that the model
equations are solved for all of the chemical species simultaneously - otherwise key
chemical cycles may be missed. Focusing on total metal concentrations and ignoring
speciation would be a work-around solution, but the partitioning coefficients would be
difficult to calculate for the total metal.
A detailed mechanistic model can be used to model the interactions between
interconverting species in a transparent way. Transport and interspecies conversion rateequations are solved for a time-dependent solution of chemical species concentrations. Di
Toro (2001) has applied this approach to Ni, Mn and Cd in freshwater and marine
sediments. However the problem with sophisticated transport models is that they are data
intensive: the interconversion rates should be known for all species. Since some of the
conversion processes are microbiological (e.g. methylation of mercury) the rates depend
on the local conditions in sediment and water column. The use of detailed mechanistic
models will thus require plenty of field data for calibration of submodules. However the
process of calibration and data acquisition may prove too costly, when empirical models
can be used to get similar results (Malve, 2007). In data-rich situations, mechanistic
models provide a thorough analysis fluxes in the system. In most situations the
interconversion rates are unknown, but the concentration ratios between species are
known and simpler modelling approaches may be more suitable.
Toose and Mackay (2004) developed a method for applying multimedia models to
interconverting multispecies substances. It comprised of a few steps:
1. Obtaining the physicochemical properties and calculating the D and Z values for
each species in the specified environment
2. Obtaining species concentration ratios (measured or modelled) and using these to
weight the D-values into a D-value of the total metal transport
3. Total metal D-values are used to solve the fugacity of one of the species (key
species) and other fugacities are calculated using the concentration ratios
4. Original species-specific D-values are used to calculate the mass balance for each
of the species.
The approach has been applied to model the recovery of San Francisco Bay from
historical pollution of mercury (Macleod et al. 2005). Model results were in the same
order of magnitude with measured ones from soil, air, water and sediment, suggesting that
the mass balances were not completely out of order.
117/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.7.3.3 Example on implementation: applying fugacity models to
mercury species
In order to clarify the principles outlined above, this example applies the methodology of
Toose and Mackay (2004) to an evaluative lake environment polluted by mercury.
Species concentration ratios were defined from a Finnish case study (Hg:MeHg:Hg-ion;
water 1:6:93 ; sediments 1:70:1000), environmental parameters were set to represent the
Baltic Sea (parameters from Meyer et al. 2005). Physicochemical properties of mercury
were adopted from Mackay et al. (1995). The methodology of Toose and Mackay (2004)
was applied to the system using the QWASI model of the CEMC (available from the
CEMC website). The background concentrations were chosen to be 2 ng/m3 in the
atmosphere (Macleod et al. 2005) and inflow water concentrations were arbitrarily chosen
to be equal to the EQS (50 ng/l), representing that the model-region is cut-off from a
larger water body with similar loading intensity. The task is to determine the emission
intensity (kg Hg/km2/a) which will result to water dissolved Hg concentrations exceeding
the EQS.
Step 1: Calculating the D- and Z-values
Using the physicochemical properties of elemental mercury, ionic mercury and methylmercury the following D-values were calculated.
Table 23:
mercury
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Calculated D-values of elemental mercury, ionic mercury and methyl-
Transport process
Sediment burial
Sediment transformation
Sediment resuspension
Water-sediment diffusion
Sediment-water diffusion
Sediment deposition
Water transformation
Volatilization
Absorption
Water outflow
Particle outflow
Rain dissolution
Wet particle deposition
Dry particle deposition
Water inflow
Water particle inflow
Hg2+
Hg
3.0
0.0
10.5
200.0
200.0
15.0
0.0
500.0
500.0
24.0
9.4
0.7
4.5
3.5
24.0
9.4
MeHg
15.0
0.0
70.0
200.0
200.0
100.0
0.0
0.0
0.0
24.0
62.4
0.7
45.1
34.7
24.0
62.4
0.8
0.0
3.5
200.0
200.0
5.0
0.0
0.8
0.8
24.0
3.1
0.7
13.5
10.4
24.0
3.1
Step 2: Calculation of fugacity ratios and total D-values
In addition the Z-values were calculated and combined with experimental concentration
ratios to yield fugacity ratios.
118/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Table 24:
mercury
Calculated Z-values of elemental mercury, ionic mercury and methyl-
Concentration ratio
Bulk Z-values
Fugacity ratio
Species
Hg
Hg2+
MeHg
Hg
Air
1.0
0.0
0.0
0.3
Water
1.0
84.0
15.0
1.1
Sediment
1.0
500.0
70.0
7 800.0
Hg2+
MeHg
Hg
Hg2+
MeHg
0.0
0.0
1.0
0.0
0.0
1.9
1.0
1.0
51.3
16.3
39 000.0
1 950.0
1.0
100.0
280.0
Combining the Di/DHg and fugacity ratios, weighting factors Ri are obtained:
Table 25:
mercury
Sediment burial
Sediment
transformation
Sediment
resuspension
Water-sediment
diffusion
Sediment-water
diffusion
Sediment deposition
Water transformation
Volatilization
Absorption
Water outflow
Particle outflow
Rain dissolution
Wet particle
deposition
Dry particle
deposition
Water inflow
Water particle inflow
Weighting factors Ri of elemental mercury, ionic mercury and methyl-
Hg(0)
R1
1.0
1.0
Hg2+
MeHg
Hg
R2
R3
RT
500.1
70.0
571.0
500.0 70.0
571.0
Dtotal
1.71E+03
3.09E-02
1.0
666.7
93.3
761.0
7.99E+03
1.0
32.4
18.5
51.9
1.04E+04
1.0
100.0
279.9
380.9
7.62E+04
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
216.2
86.6
0.0
0.0
32.4
216.2
32.4
324.4
6.2
27.8
0.0
0.0
18.5
6.2
18.5
55.4
223.4
115.4
1.0
1.0
51.9
223.4
51.9
380.8
3.35E+03
5.54E-05
5.14E+02
5.00E+02
1.25E+03
2.09E+03
3.37E+01
1.72E+03
1.0
0.0
0.0
1.0
3.50E+00
1.0
1.0
32.4
216.2
18.5
6.2
51.9
223.4
1.25E+03
2.09E+03
Step 3: Aquivalence of key species and other species
119/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
The weighted total D-values allow the calculation of total fluxes based on the aquivalence
of the key species – in our case elemental mercury. The steady state aquivalence can be
solved with linear algebra in a similar fashion than for organic single species substances.
Using the D-values, a dissolved concentration of 50 ng/L (corresponding to 137 ng/L
whole water concentration), would require emissions of 25 g Hg/km2/a. The solved
aquivalences concentrations and amounts are shown below.
Table 26:
Solved aquivalences concentrations and amounts of Hg, Hg 2+ and MeHg
Aquivalence * 10-9
Total concentration
(ng/l)
Amount (g)
Hg
Hg2+
MeHg
Hg
Hg2+
MeHg
Hg
Hg2+
MeHg
Water
4.9
160
91
1.4
115
20
0.07
6
1
Sediment
0.8
80
220
1500
756 000
106 000
2.3
1 100
160
Step 4: Mass balance for all species
Using the D-values from step 1 and the aquivalences from step 3, contaminant fluxes can
be calculated for all metal species. The mass balances are shown in the following table for
each species and in the flowchart for methyl mercury. It is noteworthy that there is a cycle
of mercury in the sediment water interface: ionic mercury is deposited to sediments where
it is transformed into methyl mercury which is resuspended back to the water column.
This cycle would be ignored if the species were treated separately.
Figure 26:
Mass balance for all species
120/296
DRAFT 0.8 –
16 May 2008
Table 27:
applicable for use in the cases
Mass balance for each species for Hg, Hg2+ and MeHg
Mass balance for each species
1
2
3
4
5
6
7
8
9
10
11
12-14
15-16
Sediment burial
Sediment transformation
Sediment resuspension
Water-sediment diffusion
Sediment-water diffusion
Sediment deposition
Water transformation
Volatilization
Absorption
Water outflow
Particle outflow
Deposition
Water inflow
Direct emission
g/a
Hg0
0.0
0.0
0.0
1.7
0.3
0.1
0.0
4.3
0.0
0.2
0.1
0.0
10.5
0.3
Sediment
Input
Output
Hg0
Water
Input
Output
Hg0
Hg2+
MeHg sumHg
2.1
0.3
2.4
0.0
0.0
0.0
9.7
1.4
11.0
56.0
31.9
89.6
27.6
77.3
105.1
28.0
0.8
28.9
0.0
0.0
0.0
0.0
0.1
4.4
0.0
0.0
0.0
6.7
3.8
10.8
17.5
0.5
18.1
0.0
0.0
0.0
8.8
1.6
10.5
21.0
3.8
25.0
Hg2+
2
0
-2
MeHg sumHg
84
33
119
39
79
119
-45
46
0
Hg2+
11
6
-5
MeHg sumHg
67
84
152
108
37
152
41
-47
0
Finally the mass balance allows the calculation of compartment specific residence times
or recovery times by using net transfer rates and chemical amounts. In our case the
recovery times are 16 days for water and 11 years for sediment. If the effect of sediment
deposition-resuspension is not taken into account, the residence time for water will
increase tenfold i.e. to half a year.
6.7.4 Uncertainty and sensitivity analysis of models
Why perform an uncertainty analysis – isn’t model result interpretation hard enough
already?
The purpose of uncertainty and sensitivity analysis is to:
increase communication between the decision maker and the model
builder make result interpretation easier and more transparent
improve understanding about the modelled environmental system
It is easy to criticize the use of models in decision making: “You can get any kind of
result you want.” “There are so many unknown factors, how can you say anything about
121/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
the situation.” Much of this criticism is warranted. Models have been used in decision
making in a deterministic manner, resulting in decisions being made based on suspicious
assumptions. For example, Refsgaard et al. (2006) cite a groundwater modelling study,
where five different consultants were asked to model the most sensitive regions in the
County of Copenhagen to prioritize for protection. All consultants used the same datasets
for model construction and calibration, but obtained five completely different
prioritizations. Naturally future groundwater quality could not be measured, so the
models could not be validated experimentally. Since none of the prioritizations included
uncertainty analysis, the reliability of the results could not be assessed. As a result, no
management decisions could be made based on the five (costly) modelling studies.
Similar problems with model validation and transparency have resulted in the modelling
credibility crisis experienced in the RIVM Laboratories’ in the Netherlands (Van der
Sluijs, 2002).
Not performing uncertainty analysis moves responsibility away from the decision maker
and to the modeller. If the assumptions made during modelling are not expressed clearly,
they become a “black box” to the decision maker. He has to accept or reject them at face
value. Instead of making a fair judgement, the decision maker has to trust the modellers
expertise about the subject, i.e. decisions are not based on scientific facts but on personal
trust between modeller and manager (Van der Sluijs, 2007). In contrast, keeping
uncertainty analysis in the modelling process informs the decision maker about the
scientific acceptability of the assumptions made during the modelling process (Refsgaard
et al. 2007). Accordingly the JRC recommends that uncertainty and sensitivity analyses
should be included in every modelling study meant to serve decision making or public
debate (Saltelli, 2006).
6.7.4.1 Variability and uncertainty in parameters
One of the pitfalls of using sophisticated models is that their input data contains
variability and uncertainty (variability is a property of nature, it can't be reduced by
further studies, in contrast uncertainty can). Unless the effect of this uncertainty in input
parameters can be determined, it is difficult to trust the obtained results. The phenomenon
of using inaccurate input data with an accurate model has been labelled as "garbage-ingarbage-out". The problem of determining the effects of input variability and prioritizing
the most sensitive parameters is usually solved by applying methods of technical
uncertainty and sensitivity analysis. The output of such an analysis is usually a confidence
interval of possible outputs and an explanation on which factors cause the variability
(Figure 27).
122/296
DRAFT 0.8 –
16 May 2008
Figure 27
applicable for use in the cases
Cumulative probability distributions of exposure and effects/toxicity with grey
bands describing 90 % uncertainty. The dotted lines describe different ways of
making risk estimates. (Merag Fact sheet 07, 2007).
Because uncertain input parameters are so common in modelling, there are several
standard methods for assessing their effects. Monte Carlo simulation is usually the
method of choice for environmental fate models (Webster and Mackay, 2003) because of
its simplicity and applicability to all kinds of models (linear/nonlinear, complex/simple).
US EPA (1997) has a good guidance document on implementing the method and
examples of application to environmental fate models can be found from e.g. GokcozKilic and Aral (2007) and Macleod et al. 2005. Although Monte Carlo analysis has
become a standard method of uncertainty analysis, several other methods can be applied
(e.g. the analytical method of Macleod et al. 2002 or Bayesian reasoning as applied by
Malve, 2007). From a decision making point-of-view, the method is not important – what
is important is that some kind of uncertainty analysis is performed.
Much can be learned from previous uncertainty analyses of environmental fate models.
Webster and Mackay (2003) concluded that the major sources of uncertainty in
environmental fate modelling are chemical data, environmental data and emission
inventories. Of these sources, models are the most sensitive to inaccuracies in the
chemical data, but variability of environmental factors usually has the most effect on
results.
Meyer et al. (2005) discovered that the sensitivity of fate models to uncertain parameters
is determined to a large extent by the properties of the chemical modelled. They
illustrated their discovery with the aid of chemical space diagrams labelled as uncertainty
maps. The concept has been applied to the fate of priority substances in the Baltic Sea
(Figure 28). Using the map, substances can be divided in to distinct groups which have
differing sources of uncertainty. Very hydrophobic and volatile compounds (Group 1) are
sensitive to suspended solid dynamics in water and sediment; Hydrophobic and volatile
compounds (Group 2) are sensitive to the amount of particulate organic matter and
volatilization mass transfer (water-side); Chemicals in Group 3 are sensitive to the
amount of particulate organic matter; Volatile compounds (Group 4) are sensitive to
water surface area and mass transfer (water-side); Group 5 is sensitive to air-side mass
transfer; and finally low volatility- low hydrophobicity (Group 6) substances are sensitive
mainly to water flow.
123/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
4
4
2
2
Naphtalene
1
DEHP
Hexachlorobutadiene
0
Dichloromethane
Benzene
Pentachlorobenzene
Trichlorobenzenes
log Kaw
Trichloromethane
-2
HCB
C10-13 Chloroalkanes
Nonylphenol
Dichloroethane
Trifluralin
Anthracene
5
-4
Pentachlorophenol
Endosulfan
Lindane
Chlorpyrifos
Octylphenol
Fluoranthrene
3
PentaBDE
OctaBDE
DecaBDE
Benzo(a)pyrene
Chlorfenvinphos
Alachlor
-6
Atrazine
Simazine
6
-8
TBT
Diuron
Isoproturon
-10
0
1
2
3
4
5
6
7
8
9
10
log Kow
Figure 28
The chemical space segmented according to the most sensitive parameters in a level
III fugacity model of the Baltic Sea (adapted from Meyer et al. 2005). The modelled
variable is bulk concentration in water phase. The numbered grouping is explained
in the text.
Based on the sensitivity segments outlined above, most of the priority substances fall to
segments (4), (5) and (6). This indicates that their simulated behaviour is sensitive mainly
to parameter values dealing with volatilization mass-transfer and water flow. In most
systems mass-transfer coefficients are uncertain (because of unknown diffusivities) and
water flow is highly variable (because of weather conditions), so the modelling results
may be highly uncertain.
Some of the priority substances are near contour borders (e.g. DEHP, PBDEs,
benzo(a)pyrene, nonylphenol, chloroalkanes, lindane and PCP), indicating that the
chemical properties of these substances should be determined as accurately as possible.
For these substances small deviations in chemical properties will result in large changes
in the relative sensitivity of parameters. However since it is difficult to get an accurate
estimate of the partitioning coefficients in environmental conditions, uncertainty and
sensitivity analysis should be done simultaneously for chemical and environmental
parameters.
6.7.4.2 Limited knowledge – model structure uncertainty
In many cases the structural uncertainty is greater than the one associated with parameter
variability (Fenner et al. 2004 on long-range transport of pollutants, Refsgaard et al. 2006
more generally). The previous treatment assumes that there is only one correct description
of the system, and that the uncertainties lie in the variation of individual parameters.
However in most cases, several models can be formulated, which all fit the experimental
data sufficiently well (Refsgaard et al. 2006; Saltelli 2006). It could also be argued that
the previous approach depends on the assumption that uncertainty is something that can
124/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
be controlled technically by quantifying and reducing it through measurements (Van der
Sluijs, 2007). Uncertainty can be reduced to a certain extent through analysis and
refinement of information. Assessment of structural uncertainty however requires either
plenty of experimental work to validate and improve the models, or expert judgement on
the differences between models (MERAG, 2007b; Refsgaard et al., 2007 for examples of
application).
Webster and Mackay (2003) found that the process equations in different environmental
fate models are similar, showing a common understanding of the key transport processes
in the scientific community (i.e. there are no competing theories or schools of thought).
However some process equations are still uncertain estimates of reality. In particular
processes such as chemical uptake by plants, photodegradation, ice and snow dynamics,
bioaccumulation and microbial transformation are still highly uncertain. For example,
microbial biodegradation rates have uncertainty factors of 1/10 to 10 (e.g. one log-unit).
In cases where any of these processes is detected as the key process governing chemical
fate, caution should be taken in interpreting the results.
Currently there are no standard methods for assessing structural uncertainty and it is
questionable whether there are resources in a modelling case to estimate the structural
uncertainties of environmental fate models. In many cases, it however is informative to
do a qualitative uncertainty analysis at the beginning of the modelling study. This can
take the form of a literature search on contrasting opinions or an uncertainty matrix (see
Refsgaard et al. 2007; Refsgaard et al. 2006 for details). This stage is best applied at the
problem formulation stage (step 1) both to increase understanding about what can be
feasibly be answered and to pinpoint key issues for further investigations.
6.7.5 Selecting suitable models
Modelling is not cheap: information costs, etc. It is rational only if not modelling
will be even more expensive. Because of this, it is of utmost importance to make
sure that the model will give answers to the right questions.
Moreover, sediment and biota remain important matrices for the monitoring of
substances with significant accumulation potential and against whose indirect
effect EQS for surface water currently offer no protection. Such monitoring
should be carried out in order to advance the future technical and scientific work
on EQS in sediment and biota for the monitored substances, where this is proven
necessary. (Amendment of the Parliament, A6-0125/2007 of 22 May 2007) at the
proposal for a - the set of questions presented in the benchmark criteria for water
management models (Saloranta et al. 2003). Main focus in determining the
question that the model should answer.
A good example for applying those questions to a model can be found from
Saloranta 2006
Does the model describe all the key processes? can the model variables explain
the behaviour of the "real world system"
In the context of SOCOPSE, there are two separate questions that need to be answered by
the model:
125/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
What will happen to priority substance concentrations in the water body if noaction is taken (autonomous development)?
What effect will the available emission reduction methods have on the priority
substance concentrations?
Obviously the answers to those questions depend on both the source of the problem
(chemical emission) and the nature of the local environment.
Modelling approach must suit the chemical type:
Table 28:
Which models apply to which chemicals?
Chemical type
PSs in this
group
Volatile
Water soluble
Non-polar hydrophobics
Key issues in
modelling
Available models
Hydrodynamics
Fugacity approach
applies well.
Modified fugacity
approach
(Breivik and Wania
2003)
Local water and
sediment chemistry,
rate kinetics in
rapidly flowing
systems
Polar compounds
(Nonylphenol, atrazine,
simazine,
pentachlorophenol)
Metals
(Cd, Pb, Hg, Ni, Sn)
6.8 Example of an quantitative overview of the main sources of
tributyltin (TBT)
//PM: this type of table is required for all 11 PSs.
To
type
Description
Air
Production
and use
Production
and use
Emission of organotin production plants
in EU and EEA to air
Emission of organotin production plants
in EU and EEA to waste water
Emission of organotin production plants
in EU and EEA to surface water
Water
Metal industry and metal ore roasting or
sintering installations, installations for
the production of ferrous and non-ferrous
metals, release of organotin compounds
(TBT not specified) to WWTP
Amount
(tonnes/year)
0.0155
0.018
7.5 ng/L TBT
0.054
0.1-2000 ng/L
TBT
0.274
126/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
To
type
Diffuse
Waste
Terrestrial
environment
Secondary
sources (e.g.
cooling water,
waste water)
Waste
disposal
diffuse
Description
Amount
(tonnes/year)
Production of cement clinker, lime, glass, 0.106
ceramic products release of organotin
compounds (TBT not specified) to
WWTP
Basic organic chemicals, release of
2.56
organotin compounds (TBT not
specified) to WWTP
Industrial plants for pulp from timer or
0.333
other fibrous materials and paper or
board production, release of organotin
compounds
Construction and demolition of preserved ?
wood, additives in paints and stain
Dockyards, emissions of TBT to runoff
?
water and waste water ( more than 3 mg
TBT/l have been measured)
Historical pollution (contaminated
?
harbour sediments, old dockyards)
Shipyards and navigation- emissions to
2-4
surface water, release from antifouling
coatings.
Consumer products –
?
Installation for surface treatment or
0.285
products using organic solvents, release
of organotin compounds (TBT not
specified) to WWTP
Landfill leachate (may occur)
?
Municipal sewage sludge application,
amount based on Swedish levels in
sludge, 2005, and EU data on sludge
application
0.041
127/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.9 Mass Flow Analysis schemes for PSs in Europe
Priority substance
Annual emissions for Europe
(tonnes/year)
To air
To water
To land
To air
To water
To land
To air
To water
To land
Cement (21.3)
Residential comb. (13.4)
Waste disposal (8.1)
Power plants (6)
Waste disposal (6)
Other sources (6)
Waste disposal (100)
Other sources (50)
Power plants (10)
Combustion installations (366)
Cement production (64.5)
Manufacturing processes (52)
Manufacturing processes (125)
Non-ferrous metal prod. (100)
Waste treatment and disposal (100)
Waste treatment and disposal (825)
Agriculture (165)
Manuf. Processes (75)
Solvent and other products (9.0)
Agriculture (6.3)
Waste treatment and disposal (0.9)
Agriculture (1.35)
Solvent and other products (0.9)
Waste treatment and disposal (0.45)
Agriculture (10)
Land filling, agricultural waste (2.5)
128/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Priority substance
Annual emissions for Europe
(tonnes/year)
To water
Ships and navigation (2-4)
Pulp and paper industry (0.3)
To land
Sludge from WWTPs (0.04)
To air
To water
Polymer processing (197)
Non-polymer processing (129)
Remaining waste in the environment (9)
Remaining waste in the environment
(2413)
PVC outdoor use (642)
WWTPs (194)
To land
Remaining waste (7240)
Sludge application (1082)
PVC outdoor use (642)
To air
Field application (6.1)
To water
Field application (1109)
To land
Field application (401)
To air
Field application (24)
To water
Field application (9352)
To land
Field application / sewage (2614)
129/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Priority substance
Annual emissions for Europe
(tonnes/year)
To air
To water
To land
To air
To water
To land
To air
To water
To land
To air
To water
To land
Various sources (345.3)
Production of various materials (982)
Production of NPEs (60.3)
Waste water from prod. Use (29.4)
Sewage sludge (7658)
Metals production (433)
Transport (426)
Other products use (280)
Other production by-products (37)
Waste management (32)
Metals production (17)
Anthracene oil (995)
Waste management (69)
Agriculture, forestry (2)
Urban areas, residential units (3241)
Agriculture, forestry (915)
Transport (277)
Metals production (17)
Energy production (11)
Urban areas, residential units (4)
Anthracene oil (99)
Creosote (49)
Waste management (28)
Fires of electronic waste (0.001-0.36)
Indoor air and urban surfaces (0.002-0.024)
Incineration (0.0016-0.0025)
WWTPs (0.02-0.1)
Sludge application (0.4-1.5)
130/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Priority substance
Annual emissions for Europe
(tonnes/year)
To air
To water
To land
Dismantling and crushing (0.00005-0.034)
Fires of electric waste (0.001-0.03)
Indoor air surfaces (0.015)
STPs (0.05-0.32)
Various waste treatment (0.9-1.5)
131/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10 Fact sheets
6.10.1
Mercury (Hg)
Overview of measure/source combinations
Source control
SC-1 Recycling and reuse (ferrous and non-ferrous industries, LCP)
SC-2 Pre-treatment of waste water from technological processes
SC-3 Run-off management
SC-4 Mercury-cell substitution in chlor-alkali industry
SC-5 Dentistry materials substitution
SC-6 Crematoria - Emission reduction techniques
SC-7 Electrical products substitution
SC-8 Separated collection, recycling and safe disposal
SC-9 Good management practices
End-of-pipe
EoP-1 Basic waste water treatment
EoP-2 Ion exchange
EoP-3 Membrane filtration
EoP-4 Electrochemical techniques
EoP-5 Activated carbon adsorption
EoP-6 Low-cost sorbents
EoP-7 Biological Hg remediation
EoP-8 Dental wastewater treatment
132/296
DRAFT 0.8 –
16 May 2008
Overview of available and emerging measures per source for mercury
SC-7
SC-8
SC-9
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
EoP-7
EoP-8
Available measure
Emerging measure
? ? ?
? ? ?
?
?
?
Dental sector
133/296
Crematoria
Pharmaceuticals
Electrical products
Chlor-alkali industry
SC-5
SC-6
Non-ferrous metals industry
SC-3
SC-4
Recycling and reuse
Pre-treatment of waste water
from technological processes
Run-off management
Mercury-cell substitution in
chlor-alkali industry
Dentistry materials substitution
Crematoria - Emission
reduction techniques
Electrical products substitution
Separated collection, recycling
and safe disposal
Good management practices
Basic waste water treatment
Ion exchange
Membrane filtration
Electrochemical techniques
Activated carbon adsorption
Low-cost sorbents
Biological Hg remediation
Dental wastewater treatment
Iron & Steel Production
SC-1
SC-2
Source
Large Combustion Plants
Possible measures
Measuring & control equipment
Table 29:
applicable for use in the cases
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.1
Mercury SC-1: Recycling and reuse (ferrous and nonferrous industries, LCP)
Fact Sheet for Mercury (Hg)
Measure/source combination Recycling and reuse (ferrous and
SC-1
non-ferrous industries, LCP)
Technical Feasibility
Type of pollution
Matrix
Remarks
Total
score
Total score:
Application range
point source
process water, cooling water, FGD
effluents
wide
Limits and restrictions
some
Complexity of implementation
Impact on the process / factory
high
low
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
low
low
low
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
+
e.g. LCP, iron & steel production, nonferrous metals industry
Implementation depends on process
characteristics.
Total score:
Reduces the likelihood of Hgcontaminated wastewater discharges.
Effectiveness depends on the
process and particular situation at the
plant. The estimated overall
emission reduction potential of the
measure is low.
++
Total score:
Costs depend on the particular
situation at the plant.
++
Total score:
LCP, ferrous and non-ferrous
industries?
++
134/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.2
Mercury SC-2: Pre-treatment of waste water from
technological processes
Fact Sheet for Mercury (Hg)
Measure/source combination Pre-treatment of waste water from Remarks
SC-2
technological processes
Technical Feasibility
Type of pollution
Matrix
Total
score
Total score:
point source
process wastewater, technological
water
++
Process wastewater: Simple
treatment units (sedimentation,
precipitation, filtration, neutralisation)
and advanced techniques such as
reverse osmosis. Technological
water: Elimination of Hg-based
biocides, decarbonisation process.
Application range
wide
e.g. LCP, iron & steel production, nonferrous metals industry, chlor-alkali
industry
Pre-treatment of technological water
is commonly applied. Pre-treatment
of process waste water is generally
good practice.
Improvements require new additional
technological unit or process.
Limits and restrictions
low
Complexity of implementation
high
Impact on the process / factory
medium
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
medium
medium
medium
Costs
Investment costs
high
Operational costs
medium
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
Total score:
Substitution of Hg-containing biocides
in cooling systems. Effectiveness
depends on the process and the
current technological status of the
plant. The estimated overall
emission reduction potential is high
on a regional or local level, and for
older plants.
++
Total score:
Costs depend on the particular
situation at the plant.
+?
Total score:
LCP, ferrous and non-ferrous
industries?
++
135/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.3
Mercury SC-3: Run-off management
Fact Sheet for Mercury (Hg)
Measure/source combination
Run-off management
SC-3
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
diffuse
surface runoff
Total score:
Application range
wide
Limits and restrictions
No
Complexity of implementation
Impact on the process / factory
medium
low
Performance / Env. impact
Concentration reduction
medium
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
high
Operational costs
low
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
+
Paved areas around installations with
drainage system.
e.g. LCP, iron & steel production, nonferrous metals industry, chlor-alkali
industry
Run-off control is relatively easy
technically. Requires appropriate
design of the surface sealing and
drainage system (generally regarded
as good practice).
Total score:
Effectiveness depends on the
particular situation at the plant. The
estimated overall emission reduction
potential is moderate on a regional or
local level.
++
Total score:
Costs depend on the particular
situation at the plant.
+
Total score:
LCP, ferrous and non-ferrous
industries?
++
136/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.4
tMercury SC-4: Mercury-cell substitution in chlor-alkali
industry
Fact Sheet for Mercury (Hg)
Measure/source combination Mercury-cell substitution in chlorRemarks
SC-4
alkali industry
Technical Feasibility
Type of pollution
Matrix
point source
technological process substitution
Application range
industry-specific
Limits and restrictions
Complexity of implementation
Impact on the process / factory
No
high
low
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
low
Costs
Investment costs
high
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Total score:
++
Conversion to membrane technology.
Applicable to the chlor-alkali industry
only.
Total score:
The estimated overall emission
reduction potential is high on a
regional or local level.
++
reduction of energy
Total score:
Reported capital costs range from
200 to 700 € per tonne of chlorine
capacity. A typical conversion cost
according to Euro Chlor is around
530 € per tonne chlorine capacity.
This cost includes engineering,
equipment and construction as well
as dismantling and cleaning of the old
mercury cells and piping. It does not
include new buildings, additional
services or site remediation.
+
Total score:
++
Yes
medium?
Progressive voluntary phase-out in
EU. At present around 30% of the
plants operate by the membrane
technology, with eight conversions
between 1999 and 2004.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
137/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.5
Mercury SC-5: Dentistry materials substitution
Fact Sheet for Mercury (Hg)
Measure/source combination
Dentistry materials substitution
SC-5
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
dental amalgam
sector-specific
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
No
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
No
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
++
Various possible substitutes.
Available measure for the dental
sector.
Replacing amalgam fillings and
removal after death can be restricted
for cultural reasons.
Total score:
The estimated overall emission
reduction potential is moderate on a
global and regional scale, and high
on a local scale?
++
Total score:
Costs for the installation of amalgam
separators are estimated at 33 000 –
1 300 000 US $/kg Hg removed.
++
Costs are connected with the price of
the substitute and are generally
transferred to the patient. Replacing
the amalgam filling at dentists is
estimated at 129 000 US$/kg of Hg.
Replacement or removal of the filling
at death at 400 US$/kg of Hg
(Sweden).
Total score:
++
Yes
common
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
138/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.6
Mercury SC-6: Crematoria - Emission reduction techniques
Fact Sheet for Mercury (Hg)
Measure/source combination Crematoria - Emission reduction Remarks
SC-6
techniques
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
+
Total score:
The estimated overall emission
reduction potential is moderate on a
regional level.
+
Total score:
Costs of abatement techniques for
crematoria are high and will most
likely be passed on to the public. The
total investment cost for installing flue
gas treatment at ~110 Dutch
crematoria was estimated at € 37 - €
55 million. The cost of mercury
filtering equipment in Britain is
thought to be in the order of £ 250
000.
Flue gas cleaning with carbon in
crematoria is estimated at 29 000 340 000 US$/kg Hg (Sweden, UK).
In the Netherlands, the cost range
from € 27270 to € 48180 per year for
cold start furnaces and from € 45460
to € 74550 for hot start furnaces.
These costs comprise technical
installation, which includes the cost of
additional emission monitors,
transport, assembly and engineering
costs (for renovations). Additional
costs amount to € 18 180 per furnace
per year. It is therefore estimated that
the cost of cremations due to
mercury removal would increase by
15-20%, depending on the type of
furnace, and would be even higher
for cold start furnaces.
+
Total score:
Although there is currently no EU
legislation regarding Hg emissions
from crematoria, several Member
States have national legislation.
There is also an OSPAR
recommendation. Several countries
have BAT provisions for crematoria,
such as the presence of afterburners, temperature, residence time
and oxygen content of flue gases,
cleaning of exhaust gases and
furnace operation (which countries?)
++
point source / diffuse
flue gas
low
medium
low
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
No
low
Yes
Costs
Investment costs
medium (high?)
Operational costs
low (medium?)
State of the art
BAT
(Yes)
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
few
Abatement techniques for crematoria
are in use at a number of installations
in Europe (e.g. in Germany, Austria,
Sweden, Switzerland).
139/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.7
Mercury SC-7: Electrical products substitution
Fact Sheet for Mercury (Hg)
Measure/source combination
Electrical products substitution
SC-7
Technical Feasibility
Type of pollution
Matrix
Total score:
diffuse / point source
wiring devices and switching
equipment
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
wide
low
high
medium
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
No
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
++
Feasible with exemptions. There are
no technical obstacles to replacing
electrical components, conventional
relays and other contacts.
Electrical products.
Restrictions for some applications.
Total score:
The estimated overall emission
reduction potential is low/moderate
on a regional/local scale.
++
energy reduction
Total score:
+
Operation costs of mercury
containing devices removal and
substitutes. Moderate costs of waste
segregation at the facilities.
Total score:
++
regulation?
Yes
widely applied
Substitution of Hg was applied
successfully in many cases.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
140/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.8
Mercury SC-8: Separated collection, recycling and safe
disposal
Fact Sheet for Mercury (Hg)
Measure/source combination Separated collection, recycling Remarks
SC-8
and safe disposal
Technical Feasibility
Type of pollution
Matrix
Application range
Total score:
++
diffuse
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
high (medium?)
medium
Performance / Env. impact
Concentration reduction
50-95%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
low
No
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Measuring and control equipment,
electrical products, lighting, laboratory
equipment, hospitals,
paints/pigments, batteries.
Total score:
Depends on product. The estimated
overall emission reduction potential is
low/moderate on a regional/local
scale.
++
positive other aspect?
no additional
Total score:
++
Moderate costs of waste segregation
at the facilities.
Total score:
++
regulation?
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
141/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.9
Mercury SC-9: Good management practices
Fact Sheet for Mercury (Hg)
Measure/source combination
Good management practices
SC-9
Technical Feasibility
Type of pollution
Matrix
Application range
Total score:
++
diffuse / point source
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
No
No
No
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
Operational costs
very low
none
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Yes
Chlor-alkali industry, production of
measuring and control equipment,
electrical products, hospitals,
pharmaceuticals, dental sector.
Total score:
The estimated overall emission
reduction potential is low, important
for older plants.
++
Total score:
+
Total score:
++
standards, regulation
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
142/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.10
Mercury EoP-1: Basic waste water treatment
Fact Sheet for Mercury (Hg)
Measure/source combination
Basic waste water treatment
EoP-1
Remarks
Total
score
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
No
low
low
Performance / Env. impact
Concentration reduction
>95%
Removal of other substances
Cross-media effects
Yes
Yes
Energy consumption
Production of waste
medium
medium
Costs
Investment costs
Operational costs
Total score:
depend on particular situation
depend on chosen treatment
technology
+
high
low
Total score:
++
Yes
which industries?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
++
Commonly used treatment
technologies comprise neutralisation,
flocculation / flotation, precipitation,
sedimentation and filtration.
e.g. LCP, non-ferrous and ferrous
industry, chemical industry
Total score:
Sulphide precipitation (+ filtration)
typically achieves Hg effluent
concentrations of 10-100 µg/L. 5-20
µg/L are achieved with starch
xanthate, and 0.5-5.0 µg/L by coprecipitation. In the ferrous industry,
Hg concentrations were below 0.1
mg/l following treatment by
precipitation, neutralisation and sand
filtration. Neutralisation, sulphide
precipitation and carbon filtration
achieves Hg concentrations below 50
µg/L. The overall reduction potential
of basic wastewater treatment is
estimated to be moderate.
Improvements are mainly
implemented at older plants. Higher
Hg removal efficiencies can be
achieved by multi-stage treatment
processes (combination of basic and
advanced techniques).
e.g. cadmium
Addition of large amounts of
chemicals is required (e.g.
hydroxides, sulphides, organic
polymers). Sludge generation.
+
Sludge (or filter cake) may require
treatment / safe disposal.
widely used
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
143/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.11
Mercury EoP-2: Ion exchange
Fact Sheet for Mercury (Hg)
Measure/source combination
Ion exchange
EoP-2
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
Limits and restrictions
Yes
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
possible
low
medium
medium
Costs
Investment costs
Operational costs
medium
low?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
e.g. non-ferrous and ferrous industry,
chemical industry
Depends on effluent quality. Needs
pre-treatment (e.g. removal of
suspended solids).
Total score:
The overall reduction potential of this
method is estimated to be high on a
local scale and in specific situations.
Typical Hg effluent concentrations
achieved range from 0.5-5.0 µg/L.
+
e.g. cadmium
Total score:
++
The costs of Ion Exchange Treatment at the
DOE Savannah River site were estimated at
around 260 $/m3. Replacement of resin can
be expensive?
Total score:
Yes
++
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
144/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.12
Mercury EoP-3: Membrane filtration
Fact Sheet for Mercury (Hg)
Measure/source combination
Membrane filtration
EoP-3
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide (potentially)
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
low
low
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
possible
low
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Yes
++
Treatment technologies comprise
e.g. ultrafiltration (UF), nanofiltration
(NF), reverse osmosis (RO).
UF/NF is used by LCP, non-ferrous
and ferrous industry, chemical
industry. RO is currently used by
LCP, but not by the non-ferrous,
ferrous and chemical industry
(although possible).
depends on effluent quality
Total score:
The reduction potential of this
method is estimated to be high on a
local scale and in specific situations.
Membrane technology typically
achieves 80-90% rejection.
+
Total score:
++
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
145/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.13
Mercury EoP-4: Electrochemical techniques
Fact Sheet for Mercury (Hg)
Measure/source combination
Electrochemical techniques
EoP-4
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
applicable but not in common use
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
No
No
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
low
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Yes
++
Electrochemical techniques are not
currently used by the non-ferrous,
ferrous and chemical industry
(although potentially applicable).
depends on effluent quality
Total score:
The overall emission reduction
potential of this method is estimated
to be low. Achievable Hg effluent
concentrations for electrochemical?
reduction range from 10 to almost
100%.
+
Total score:
++
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
146/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.14
Mercury EoP-5: Activated carbon adsorption
Fact Sheet for Mercury (Hg)
Measure/source combination
Activated carbon adsorption
EoP-5
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
No
No
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
low
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Yes
++
e.g. LCP, non-ferrous and ferrous
industry, chemical industry
depends on effluent quality
Total score:
Typical Hg effluent concentrations
achieved range from 0.5-20 µg/L. In
the chlor-alkali industry, 77-99% of
Hg was removed from the waste
water by activated carbon.
e.g. cadmium, organics
+
Spent carbon needs to be treated or
disposed of.
Total score:
++
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
147/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.15
Mercury EoP-6: Low-cost sorbents
Fact Sheet for Mercury (Hg)
Measure/source combination
Low-cost sorbents
EoP-6
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
medium - high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
No
low
low
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
e.g. biopolymers, natural zeolites,
clays, natural oxides, carbonaceous
wastes, nanoparticles
low volume?
Total score:
Removal efficiency >98% for
titanosilicates at 50 µg Hg /L (low
volume only).
Total score:
Total score:
No
No
Yes
pilot scale?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
148/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.16
Mercury EoP-7: Biological Hg remediation
Fact Sheet for Mercury (Hg)
Measure/source combination
Biological Hg remediation
EoP-7
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
point source
waste water
Hg in mg/L range
Yes
Complexity of implementation
Impact on the process / factory
low
none
Performance / Env. impact
Concentration reduction
high (>90%)
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
low
low
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Existing technology
No
Yes
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
+
e.g. from chlor-alkali industry
Hg must be in dissolved (ionic) form.
Not applicable for elemental Hg.
Total score:
Reduces effluent Hg concentrations
to below 50 µg/L.
++
Produces small amounts of a Hgcontaminated sludge that requires
disposal (alternatively, metallic Hg
may be recovered by distillation).
Total score:
Initial investment costs are estimated
at € 0.5 million.
Low maintenance. The packed bed
material needs replacement approx.
every 2 years. Based on the
treatment of 8 m3 d-1 (70,000 m3 a-1)
of wastewater with an average
mercury concentration of 4 mg/L, the
total costs for consumption of
materials and electricity for the pretreatment unit and bioreactor are in
the order of € 72,500. Annual
operating costs including labour are
about € 90,000. Another source
quotes treatment costs of about 25
US $/m3.
++
Total score:
Not assessed yet.
The technology has already been
successfully demonstrated at two
chlor-alkali plants in Germany and
the Czech Republic.
Yes
Modifications of the technology for
application to other types of waste
water are under development.
Yes
Applied at pilot scale.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
+
149/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.1.17
Mercury EoP-8: Dental wastewater treatment
Fact Sheet for Mercury (Hg)
Measure/source combination
Dental wastewater treatment
EoP-8
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total score:
point source
waste water from dental facilities
simple
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
low
low
Costs
Investment costs
Operational costs
low?
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Calculated removal efficiencies for
chairside filtration systems ranged
from 93 to >99%. Currently marketed
commercial amalgam separation
units can remove >99% of particulate
Hg.
Total score:
requires minimal maintenance
Total score:
Yes
amalgam separators
Yes
Yes
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
150/296
DRAFT 0.8 –
16 May 2008
6.10.2
applicable for use in the cases
Cadmium (Cd)
Overview of measure/source combinations
Source control
SC-1 Recycling and reuse (ferrous and non-ferrous industries)
SC-2 Pre-treatment of waste water from technological processes
SC-3 Run-off management
SC-4 Low-Cd phosphate rock
SC-5 Cd removal from phosphate
SC-6 Cd substitution in electroplating
SC-7 Battery and cells substitution
End-of-pipe
EoP-1 Basic waste water treatment
EoP-2 Ion exchange
EoP-3 Membrane filtration
EoP-4 Electrochemical techniques
EoP-5 Activated carbon adsorption
EoP-6 Low-cost sorbents
EoP-7 Thioteq process (off-line biogenic sulphide production)
Table 30:
Overview of available and emerging measures per source for cadmium
151/296
Possible measures
Cadmium (Cd)
Source
Iron & Steel Production
Non-ferrous metals industry
Phosphate fertiliser production
Chemical industry
Electroplating industry
Battery & cells production
Legend:
Available measure
Emerging measure
SC-1
SC-2
SC-3
Recycling and reuse
Pre-treatment of
waste water from
technological
processes
Run-off management Low-Cd phosphate
rock
SC-4
SC-5
SC-6
SC-7
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
EoP-7
Cd removal from
phosphate
Cd substitution in
electroplating
Battery and cells
substitution
Basic waste water
treatment
Ion exchange
Membrane filtration
Electrochemical
techniques
Activated carbon
adsorption
Low-cost sorbents
Thioteq process (offline biogenic sulphide
production)
?
?
?
?
?
?
?
?
?
?
?
?
?
?
6.10.2.1
Cadmium SC-1: Recycling and reuse (ferrous and nonferrous industries)
Fact Sheet for Cadmium (Cd)
Measure/source combination Recycling and reuse (ferrous and
SC-1
non-ferrous industries)
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
some
Complexity of implementation
Impact on the process / factory
high
low
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
low
low
low
Costs
Investment costs
medium
Operational costs
medium
References
Table last updated on
Total
score
Total score:
point source
process water, cooling water, run-off
water, FGD effluents
wide
State of the art
BAT
Existing technology
Emerging technology
Applications
Remarks
Yes
widely applied
+
e.g. iron & steel production, nonferrous metals industry, phosphate
fertilisers, chemical industry, uses
Implementation depends on process
characteristics.
Total score:
The primary effect of these measures
is the reduction in discharged water
volume and retention of cadmium in
the closed loop / reduced Cd content
in the wastewater discharged. The
effectiveness depends on the
process and particular situation at the
plant. The Cd concentration in
effluents also depends on the initial
Cd content in raw materials. Around
10% of the water should be
replenished. The estimated overall
emission reduction potential of the
measure is low.
++
Total score:
Costs depend on the particular
situation at the plant.
++
Total score:
ferrous and non-ferrous industries
++
Techniques and methods for the
reuse of water are already
successfully applied in the nonferrous metals industry to minimise
the amount of liquid effluent that has
to be discharged as wastewater.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.2
Cadmium SC-2: Pre-treatment of waste water from
technological processes
Fact Sheet for Cadmium (Cd)
Measure/source combination Pre-treatment of waste water from Remarks
SC-2
technological processes
Technical Feasibility
Type of pollution
Matrix
Total score:
point source
process wastewater, technological
water
Application range
wide
Limits and restrictions
low
Complexity of implementation
high
Impact on the process / factory
medium
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
medium
medium
medium
Costs
Investment costs
high
Operational costs
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Yes
++
In many plants the effluents are
treated by precipitation, neutralisation
and sand filtration.
e.g. iron & steel production, nonferrous metals industry, phosphate
fertilisers, chemical industry
Pre-treatment of technological water
is commonly applied. Pre-treatment
of process waste water is generally
good practice.
Improvements require new additional
technological unit or process.
Total score:
Performance depends on the
technology and production type, e.g.
copper production 0.004 – 0.1 mg
Cd/L depending on the technological
process. The estimated overall
emission reduction potential is
moderate on a global scale, in some
cases high at a local level.
++
Total score:
Costs depend on the particular
situation at the plant.
+?
Total score:
ferrous and non-ferrous industries
++
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
154/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.3
Cadmium SC-3: Run-off management
Fact Sheet for Cadmium (Cd)
Measure/source combination
Run-off management
SC-3
Technical Feasibility
Type of pollution
Matrix
diffuse
surface runoff
Application range
wide
Limits and restrictions
No
Complexity of implementation
Impact on the process / factory
medium
low
Performance / Env. impact
Concentration reduction
medium
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
high
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Yes
+
Paved areas around installations with
drainage system.
e.g. iron & steel production, nonferrous metals industry, phosphate
fertilisers, chemical industry, uses
Run-off control is relatively easy
technically. Requires appropriate
design of the surface sealing and
drainage system (generally regarded
as good practice).
Total score:
Effectiveness depends on the
particular situation at the plant. The
estimated overall emission reduction
potential is moderate on a local level.
++
Total score:
Additional investment costs. Costs
depend on the particular situation at
the plant.
+
Total score:
ferrous and non-ferrous industries
++
widely applied
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
155/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.4
Cadmium SC-4: Low-Cd phosphate rock
Fact Sheet for Cadmium (Cd)
Measure/source combination
Low-Cd phosphate rock
SC-4
Technical Feasibility
Type of pollution
Matrix
point source / diffuse
phosphate rock
Application range
Limits and restrictions
possible
high
Complexity of implementation
Impact on the process / factory
No
No
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
+
Low-Cd phosphate rock is usually of
magmatic origin.
applied with limitations
It is argued that using low-Cd
phosphate rock is not applicable on a
large scale and is restricted by the
capacity and reserves of low-Cd
phosphate rock.
Total score:
The Cd content varies from 0.25 up
to 250 mg Cd per kg of P2O3 (is this
the range for low and high-Cd
phosphate rock?). The estimated
overall emission reduction potential is
low on a global scale and moderate
on a local/regional scale.
+
No
transport issue
No
No
Total score:
+
none
depends on market limitation
Total score:
–
Yes
few
Using low-Cd rock has been the
dominant strategy in countries where
cadmium reduction policies are being
pursued. In Sweden a cadmium
charge was introduced. The charge
rate is SEK 30 (€ 3.3) per gram of
cadmium if the Cd content exceeds 5
mg/kg. As a result, the Cd content in
fertiliser has gradually fallen from 3540 mg Cd/kg P to about 16 mg Cd/kg
P.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
156/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.5
Cadmium SC-5: Cd removal from phosphate
Fact Sheet for Cadmium (Cd)
Measure/source combination
Cd removal from phosphate
SC-5
Total
score
Remarks
point source / diffuse
phosphate rock / phosphoric acid?
Application range
not applied yet
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
high
high
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Yes
high
Production of waste
medium
air pollution
High energy consumption for
calcination.
wastewater and solid? wastes
Costs
Investment costs
Operational costs
Total score:
Too expensive. Not reasonable for
high quantities of product.
–
high
medium
Total score:
–
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
–
Technical Feasibility
Type of pollution
Matrix
Cd removal from phosphate rock by
calcination or co-crystallisation,
precipitation with sulphide.
Several processes are currently
under development, but none of them
are commercially operational at the
industrial level (except for food grade
phosphoric acid).
technical limitations
Total score:
100% removal? The estimated
overall emission reduction potential is
low moderate on a local/regional
scale.
–
Yes
few
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
157/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.6
Cadmium SC-6: Cd substitution in electroplating
Fact Sheet for Cadmium (Cd)
Measure/source combination
Cd substitution in electroplating
SC-6
Technical Feasibility
Type of pollution
Matrix
Total score:
Application range
point source
conductive agents, electroplating
agents
various
Limits and restrictions
depends on product
Complexity of implementation
Impact on the process / factory
medium
high
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
No
Costs
Investment costs
Operational costs
high
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
+
Coatings of zinc or vapour-deposited
aluminium can substitute for
cadmium in many plating
applications.
some exceptions (e.g. fasteners for
aircraft)
Total score:
Potential additional effects of Cd
substitution in electroplating on Cd
emissions are regarded as low
(locally high).
+
other pollutant
Total score:
+
Cd-substitution in electroplating is
thought to be cost-efficient.
Total score:
In the text (p. 25) you say that it is
BAT and widely applied??
–
Yes
a few?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
158/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.7
Cadmium SC-7: Battery and cells substitution
Fact Sheet for Cadmium (Cd)
Measure/source combination
Battery and cells substitution
SC-7
Technical Feasibility
Type of pollution
Matrix
Total score:
point source
batteries and cells (consumer and
industrial)
Application range
Limits and restrictions
restrictions for industrial products
Complexity of implementation
Impact on the process / factory
No
No
Performance / Env. impact
Concentration reduction
medium
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
low
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
++
Consumer batteries/cells: Various
possibilities (Li-ion, Liopolymers, NiMetal Hydride) and possible in wide
range of applications, pilot phase for
electric vehicles. Industrial
batteries/cells: Possible with
exceptions.
For consumer batteries/cells,
substitution is feasible and is used by
producers. For industrial
batteries/cells, substitution is very
limited due to performance
requirements.
Total score:
Potential additional effects of Cd
substitution in batteries/cells on Cd
emissions are regarded as low (high
only for large municipal landfill sites).
+
other pollutant?
Total score:
Consumer batteries/cells:
Substitution is cost-efficient for some
battery applications. Additional
annual costs for consumers of
between € 825 and 1,995 million
(Europe), equivalent to a rough
annual additional cost per consumer
between € 2 and € 5. Industrial
batteries/cells: Substitution costs are
high for selected applications.
+
Total score:
required in common goods?
++
widely applied
Has successfully been applied in
many cases.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
159/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.8
Cadmium EoP-1: Basic waste water treatment
Fact Sheet for Cadmium (Cd)
Measure/source combination
Basic waste water treatment
EoP-1
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
No
low
low
Performance / Env. impact
Concentration reduction
>95%
Total
score
Remarks
Total score:
++
Commonly used treatment
technologies comprise neutralisation,
flocculation / flotation, precipitation,
sedimentation and filtration.
e.g. non-ferrous and ferrous industry,
phosphate fertiliser production,
chemical industry
Total score:
+
At pH 11, sulphide precipitation and
calcium hydroxide precipitation (+
filtration) can achieve Cd removal
efficiencies >99%, while ferric hydroxide
precipitation achieves ~96% removal. At
industrial non-ferrous metal producing sites
and wastewater treatment plants, the Cd
removal efficiency based on physico-chemical
techniques is at least 90% with total Cd
concentrations in the range 1 – 0.1 mg/L. In
the copper industry, Cd concentrations in
wastewater where BAT is applied are less than
0.05 mg Cd/L. Primary and secondary copper
process water after lime and iron sulphate
treatment and settlement is cleaned down to
0.1 mg Cd/L. In secondary copper process
and surface water after NaHS treatment,
settlement and sand filtration, Cd
concentrations are down to 0.004 mg Cd/L.
Treatment of an effluent with an average Cd
concentration of 0.45 mg/L with TMT resulted
in a Cd concentration <0.01 mg/L, indicating a
removal efficiency of at least 98.8%. The
overall reduction potential of basic
wastewater treatment is estimated to be
moderate on regional/local scales. Improvements are mainly implemented at older plants. Hig
Removal of other substances
Cross-media effects
Yes
Yes
e.g. mercury
Addition of large amounts of
chemicals is required (e.g.
hydroxides, sulphides, organic
polymers). Sludge generation.
Energy consumption
Production of waste
medium
medium
Costs
Investment costs
Operational costs
high
low
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
widely used
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
Sludge (or filter cake) may require
treatment / safe disposal.
Total score:
depend on particular situation
depend on chosen treatment
technology
+
Total score:
The baseline approach is currently
considered sufficient for most
industrial applications.
++
160/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.9
Cadmium EoP-2: Ion exchange
Fact Sheet for Cadmium (Cd)
Measure/source combination
Ion exchange
EoP-2
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
++
point source
waste water
Can be applied e.g. in phosphate
fertiliser production (Table 22 - problems
in other sectors). Note Table 1 says it applies
to the non-ferrous and ferrous industry,
phosphate fertiliser production, chemical
industry.
Limits and restrictions
Yes
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
possible
low
medium
medium
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Depends on effluent quality. Needs
pre-treatment (e.g. removal of
suspended solids). Specific
problems/situtation in ferrous and
non-ferrous industry.
Total score:
Removal efficiencies are 90% (using
clinoptinolite) and 100% (using
synthetic zeolite). The overall
reduction potential of this method is
estimated to be moderate/low (high in
site/plant-specific circumstances).
+
e.g. mercury
Total score:
++
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
161/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.10
Cadmium EoP-3: Membrane filtration
Fact Sheet for Cadmium (Cd)
Measure/source combination
Membrane filtration
EoP-3
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide (potentially)
Total
score
Remarks
Total score:
++
Treatment technologies comprise
e.g. ultrafiltration (UF), nanofiltration
(NF), reverse osmosis (RO).
Applicable technique for non-ferrous
metals industry, phosphate fertiliser
production, chemicals industry. Note
Table 22 says it also applies to the ferrous
industry, and Hg report says: UF/NF is used
by non-ferrous and ferrous industry, chemical
industry. RO is not currently used by the nonferrous, ferrous and chemical industry
(although possible).
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
low
low
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
possible
low
Energy consumption
Production of waste
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
depends on effluent quality
Total score:
For example, UF can achieve a Cd
removal efficiency of 93% (pH 5.1),
NF 97%, and RO 99% (pH 4 - 11).
The overall reduction potential of this
method is estimated to be
low/moderate (high in site/plantspecific circumstances).
+
With RO, pure Cd can be produced
and sold.
High for RO.
Total score:
+
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
162/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.11
Cadmium EoP-4: Electrochemical techniques
Fact Sheet for Cadmium (Cd)
Measure/source combination
Electrochemical techniques
EoP-4
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
applicable but not in common use
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
No
No
Performance / Env. impact
Concentration reduction
>99%
Removal of other substances
Cross-media effects
low
Energy consumption
Production of waste
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
Yes
++
Electrochemical techniques are not
currently used by the non-ferrous,
ferrous and phosphate fertiliser
industry (although potentially
applicable).
depends on effluent quality
Total score:
Electrodialysis removed 13% of Cd
within 2 h (at 2 g/L). Membrane
electrolysis and electrochemical
precipitation are suitable for
concentrations >2 g/L. The latter
removed >99% of Cd at pH 4 - 10.
The overall reduction potential of
these techniques is estimated to be
low (moderate in specific applications
on local scale).
+
With electrochemical precipitation,
the deposited Cd can be removed
and recycled for reuse.
Total score:
+
Total score:
++
which industries?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
163/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.12
Cadmium EoP-5: Activated carbon adsorption
Fact Sheet for Cadmium (Cd)
Measure/source combination
Activated carbon adsorption
EoP-5
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
point source
waste water
?
Yes
No
No
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
?
Yes
low
Energy consumption
Production of waste
medium
low
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
?
?
?
?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
Total score:
?
?
depends on effluent quality
Total score:
?
e.g. mercury, organics
Cd removal with modified activated
carbon sometimes hindered by
presence of copper.
?
Spent carbon needs to be treated or
disposed of.
Total score:
?
Total score:
?
164/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.13
Cadmium EoP-6: Low-cost sorbents
Fact Sheet for Cadmium (Cd)
Measure/source combination
Low-cost sorbents
EoP-6
Technical Feasibility
Type of pollution
Matrix
Application range
point source
waste water
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Yes
low
low
Performance / Env. impact
Concentration reduction
medium - high
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
No
low
low
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
?
e.g. biopolymers, natural zeolites,
clays, natural oxides, carbonaceous
wastes, nanoparticles
low volume?
Total score:
For example, the Cd removal
efficiency of silicate rocks and
mineral oxides was 66% (pH 2) and
84% (pH 4). Silica-alumina
nanoparticles achieved >90%
removal of Cd (reduction from 140
ppm to <5 ppb).
?
Total score:
?
Less expensive than carbon
adsorption.
Total score:
?
No
No
Yes
pilot scale?
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
165/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.2.14 Cadmium EoP-7: Thioteq process (off-line biogenic sulphide
production)
Fact Sheet for Cadmium (Cd)
Measure/source combination Thioteq process (off-line biogenic
Remarks
EoP-7
sulphide production)
Technical Feasibility
Type of pollution
Matrix
Total score:
Application range
point source
waste water, process water, acid
mine drainage
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
?
Removal of other substances
Yes
Cross-media effects
Yes
Energy consumption
Production of waste
low
low
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
No
No
Yes
several
References
Table last updated on
Total
score
?
Current and potential applications for
the technology include the treatment
of and metal recovery from acid mine
drainage, lime plant feed,
metallurgical bleed and process
streams, PLS from (bio)leaching.
Total score:
Metals can be removed to below 0.1
mg/L.
Other metals such as copper, nickel,
cobalt and zinc.
Metals can be recovered selectively
for sale.
?
Total score:
?
Significantly lower costs compared to
chemical sulphide reagents such as
NaHS, Na2S or H2S.
Total score:
?
Proven in several full-scale
installations as an alternative to
conventional treatment.
Substance Report (revision no. 2, 1 February 2008)
11-feb-08
166/296
DRAFT 0.8 –
16 May 2008
6.10.3
applicable for use in the cases
Hexachlorobenzene (HCB)
Overview of measure/source combinations
Source control
SC-1 Choice of oil- and chlorine-free feeds
SC-2 Pre-treatment of raw material
SC-3 Combustion control
SC-4 Limitation of demagging impacts
SC-5 Closure of small-scale facilities
SC-6 Implementing green chemistry
SC-7 Careful operations and rigorous maintenance
SC-8 Process modification
SC-9 Purification of products by distillation
SC-10 Recycling unintentional HCB generation
SC-11 Application rate reduction
SC-12 Shifting application date
SC-13 Sprayer inspection
SC-14 Conservation tillage
SC-15 Ground cover
End-of-pipe
EoP-1 Grass strips
EoP-2 Hedges
EoP-3 Riparian zones
EoP-4 Constructed wetlands
EoP-5 Activated carbon adsorption
EoP-6 Gas filtration
EoP-7 Afterburners
EoP-8 Vitrification
167/296
DRAFT 0.8 –
16 May 2008
Overview of available and emerging measures per source for hexachlorobenzene
SC-1
SC-2
SC-3
SC-4
SC-5
SC-6
SC-7
SC-8
SC-9
SC-10
SC-11
SC-12
SC-13
SC-14
SC-15
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
EoP-7
EoP-8
Choice of oil- and chlorine-free feeds
Pre-treatment of raw material
Combustion control
Limitation of demagging impacts
Closure of small-scale facilities
Implementing green chemistry
Careful operations and rigorous
maintenance
Process modification
Purification of products by distillation
Recycling unintentional HCB generation
Application rate reduction
Shifting application date
Sprayer inspection
Conservation tillage
Ground cover
Grass strips
Hedges
Riparian zones
Constructed wetlands
Activated carbon adsorption
Gas filtration
Afterburners
Vitrification
Available measure
Emerging measure
Waste treatment
Pesticide application
Combustion
Source
Secondary aluminium
processing
Possible measures
Chemical
manufacturing
Table 31:
applicable for use in the cases
168/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.1
Hexachlorobenzene SC-1: Choice of oil- and chlorine-free
feeds
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination Choice of oil- and chlorine-free
SC-1
feeds
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
feed material
wide?
Limits and restrictions
medium
Total
score
Remarks
Total score:
Complexity of implementation
?
Secondary aluminium processing and combustion sector.
Secondary aluminium processing : A simple means of reducing the
potential for HCB emissions.
Secondary aluminium processing : Not everywhere possible.
Fossil fuel-fired utility and industrial boilers (combustion) :
Measures such as e.g. measurement of the fuel chlorine content
should be undertaken to ensure that fuel is not contaminated with
chlorinated aromatics (PCB, HCB) or chlorine, and other
components which could act as catalysts in the formation of HCB.
However, chlorine removal from fossil fuel feeds is not seen as a
cost-effective measure for PCDD/PCDF reduction, and likely for
HCB. Potential fuel contamination occurs in particular with lowenergy wastes where undesirable materials or pollutants are
present.
Secondary aluminium processing : No technical limitations to
implementation, but more suitable for larger-scale recovery
facilities.
Fossil fuel-fired utility and industrial boilers (combustion) : No
technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
?
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total score:
No figures available.
Secondary aluminium processing: In general, feed sorting will
prevent or minimise the use of chloride salt fluxes during smelting,
and thus chlorinated emissions.
?
Total score:
?
Total score:
Regarded as BAT for secondary aluminium processing and the
combustion sector.
?
Costs
Investment costs
Operational costs
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
169/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.2
Hexachlorobenzene SC-2: Pre-treatment of raw material
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Pre-treatment of raw material
SC-2
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Total score:
diffuse / point source
raw materials (secondary
Secondary aluminium processing : Feed material for secondary
aluminium processing and chlorine aluminium processing consists of process scrap, used beverage cans,
chemistry)
foils, extrusions, commercial scraps, turnings, old rolled, cast metal, and
also skimmings and salt slags from the secondary smelting process. In
particular, scrap may be contaminated with oil, plastics or coatings,
which are to be removed (pre-treatment) for reducing emissions.
Chemical manufacturing (chlorine chemistry) : Oxychlorination
processes can also be a potential source of HCB due to the presence of
heat, elemental chlorine, copper chloride catalyst and organic material
(aromatics may be already present or generated in high-temperature
processes).
Application range
wide?
Limits and restrictions
?
Secondary aluminium processing : Pre-treatment operations prepare the
material for smelting and include sorting, processing, and cleaning. The
goal is to separate aluminium from contaminants (other metals, dirt, oil,
plastics, and paint). Feed sorting allows suiting furnace type and
emission abatement: unsuitable raw materials are transferred to other
facilities better suited for their treatment. The removal of oil, organic
material (plastics), and chlorine is achieved by thermal means (swarf
centrifuge, swarf drying or other thermal de-coating techniques).
Avoidance of these compounds in the feed reduces the generation of
HCB during incomplete combustion.
Chemical manufacturing (chlorine chemistry) : Treatment of impurities in
raw materials is of particular interest for the oxychlorination process
where acetylene that is present as an impurity in HCl can be converted to
chlorinated aromatics (including HCB). Selective hydrogenation of
acetylene to ethylene and ethane prior to the oxychlorination reaction is a
common measure to avoid this by-product synthesis. Some patents also state ways to remove aromatics in fe
Chemical manufacturing (chlorine chemistry) : Patented technology for
aromatics removal limits its implementation.
Secondary aluminium processing: No technical limitations to
implementation, but more suitable for larger-scale recovery facilities.
Chemical manufacturing (chlorine chemistry): No technical limitations.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
?
Removal of other substances
Cross-media effects
Yes
Total score:
No figures available. Feed cleaning reduces the potential for the
emissions of HCB.
?
Secondary aluminium processing : The melting of cleaned material can
save energy and reduce skimmings generation.
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
Total score:
?
Total score:
Regarded as BAT for secondary aluminium processing and chlorine
chemistry.
?
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
170/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.3
Hexachlorobenzene SC-3: Combustion control
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Combustion control
SC-3
Technical Feasibility
Type of pollution
Matrix
diffuse / point source
Application range
wide?
Total
score
Remarks
Total score:
?
Poor combustion of fuels or the organic content of the feed material
can result in the emission of organic materials, including HCB.
Limits and restrictions
Complexity of implementation
Secondary aluminium processing : Smelting and combustion
processes should be monitored by control systems to guarantee
stable and optimal operations. Effective burners and furnaces (hightemperature advanced furnaces) are needed. Monitoring HCB
emissions by continuous sampling should also be considered. At the
same time, other parameters such as temperature, residence time,
and gas components should be continuously controlled and
maintained. Peak combustion rates from included organic materials
need to be taken into account.
Fossil fuel-fired utility and industrial boilers (combustion) : Efficient
combustion can be achieved in controlling the key parameters (e.g.
temperature: over 900°C; turbulence: high; oxygen: in excess) to
maintain the combustion conditions within the boiler at the optimum
and ensuring that sufficient time (over 1 second) is allowed for
complete combustion. A good indicator for assessing the combustion
efficiency is the real-time monitoring of CO gas (good combustion =
low CO emissions).
Secondary aluminium processing : No technical limitations to
implementation, but more suitable for larger-scale recovery facilities.
Fossil fuel-fired utility and industrial boilers (combustion) : No
technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
?
Total score:
No figures available. The control of combustion and smelting will
decrease the emissions of chlorinated compounds, including HCB.
Yes
other chlorinated compounds
?
Total score:
They are few figures available. For secondary aluminium processing,
the investment costs of a 30-ton furnace with gas injection were
estimated at 2.73 M€1997 and the operational cost savings (energy,
fluxes, treatments, and improved yield) at 1.26 M€1997/y. The process
equipment costs of a rotary furnace ranged between 15 and 60
€/year ton. For a reverbatory furnace, the investment costs of an
advanced system (pumping system and charge well) were estimated
at 0.46 M€1997.
?
5 and 60 €/year ton. For a reverbatory
State of the
furnace,
art the investment costs of an advanced system (pumping system and charge well) were estimated at 0.46 M€1997.
BAT
Yes
Regarded as BAT for secondary aluminium processing and the
combustion sector.
?
Operational costs
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
171/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.4
Hexachlorobenzene SC-4: Limitation of demagging impacts
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination Limitation of demagging
SC-4
impacts
Technical Feasibility
Type of pollution
Matrix
diffuse / point source
Application range
wide?
Total
score
Remarks
Total score:
?
Secondary aluminium processing : Demagging consists
in removing magnesium from the melt by the use of
chemicals. In the past, liquid chlorine was used, which
resulted in high chlorine (chloride compounds)
emissions. More recent operations reducing chlorine
emissions involve a different procedure with injection of
chlorine gas mixtures (e.g. chlorine, anhydrous
aluminium chloride, or chlorinated organics) or
aluminium fluoride (e.g. sodium aluminium fluoride or
potassium aluminium fluoride).
Limits and restrictions
Complexity of implementation
Chemical addition for demagging and degassing
(chlorine mixtures, chlorides) can lead to the formation
of HCB. Injection of liquid chlorine or hexachloroethane
has to be avoided (the use of hexachloroethane is
banned in Europe). Practical, health, and safety
considerations also have to be taken into account. For
instance, the use of chlorine mixed with argon or
nitrogen or the use of aluminium fluoride is a possibility.
Off-gases have to be treated.
No technical limitations to implementation for secondary
aluminium processing, but more suitable for largerscale recovery facilities.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
Yes
Total score:
No figures available. The limitation of demagging
impacts by careful choice of the demagging approach
will decrease the emissions of chlorinated compounds,
including HCB.
?
other chlorinated compounds
Costs
Investment costs
Operational costs
Total score:
?
Total score:
Regarded as BAT for secondary aluminium processing.
?
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
172/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.5
Hexachlorobenzene SC-5: Closure of small-scale facilities
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Closure of small-scale facilities Remarks
SC-5
Technical Feasibility
Type of pollution
Matrix
Total
score
Total score:
?
diffuse / point source
Secondary aluminium processing : Artisanal and other
small-scale aluminium recovery should be discouraged
in favour of larger-scale secondary aluminium smelting
operations where proper air pollution controls can be
implemented. When small-scale processes are
practised, the following measures should be applied:
feed sorting, selecting a better fuel supply (oil or gas
fuels instead of coal), filtration of exhaust gases, proper
management of wastes and proper choice of chemical
additions (degassing/demagging).
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total score:
?
Total score:
?
Total score:
Regarded as BAT for secondary aluminium processing.
?
No figures available.
Costs
Investment costs
Operational costs
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
173/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.6
Hexachlorobenzene SC-6: Implementing green chemistry
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Implementing green chemistry
SC-6
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
?
diffuse / point source
Chemical manufacturing (chlorine chemistry)
Chemical manufacturing (chlorine chemistry) : Implementing green
chemistry and engineering is a general principle for the design of
products and processes that reduce or eliminate the use and
generation of hazardous substances (including HCB). It supports both
better economic and environmental performance and is based on
principles such as a more efficient use of raw materials and a
minimisation of by-products and waste. More generally, some HCB
sources may not be identified and related to a particular chemical
process: in this view, release prevention can be achieved by installing
high-performance technologies, closing the cycles and installing
internal and external control of by-product, waste streams, and
emissions.
Limits and restrictions
Complexity of implementation
Chemical manufacturing (chlorine chemistry) : No technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Total score:
?
Total score:
?
Total score:
?
No figures available.
Regarded as BAT for chlorine chemistry.
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
174/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.7
Hexachlorobenzene SC-7: Careful operations and rigorous
maintenance
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination Careful operations and rigorous
Remarks
SC-7
maintenance
Technical Feasibility
Type of pollution
Matrix
Total
score
Total score:
?
diffuse / point source
Secondary aluminium processing, chemical manufacturing
(chlorine chemistry), and fossil fuel-fired utility and industrial
boilers (combustion).
Secondary aluminium processing : (no details)
Chemical manufacturing (chlorine chemistry) : For
chlorination reactions, careful control of reaction conditions
(e.g. temperature, chlorine feed rate and purity of catalyst)
may lead to significant reductions of HCB contamination.
Appropriate packing and maintenance (regular change) of
fixed bed oxychlorination catalysts can reduce hot spots,
fouling of the catalyst bed, loss of productivity and the
potential for generation of undesired products (including
HCB). With fluidised bed reactors, better temperature control
and more uniform performance can be achieved, but
adherence of HCB to catalyst particles can allow for carryover within the facility when catalyst particles are entrained in
the vapour stream.
Application range
Limits and restrictions
Complexity of implementation
Secondary aluminium processing: No technical limitations to
implementation, but more suitable for larger-scale recovery
facilities.
Chemical manufacturing (chlorine chemistry): No technical
limitations.
Fossil fuel-fired utility and industrial boilers (combustion): No
technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Total score:
?
?
No figures available.
Careful operations and rigorous maintenance improve
process yields and reduce by-product generation.
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
none
low
Total score:
?
State of the art
BAT
Yes
Total score:
Regarded as BAT for secondary aluminium processing,
chlorine chemistry and the combustion sector.
?
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
175/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.8
Hexachlorobenzene SC-8: Process modification
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Process modification
SC-8
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
?
diffuse / point source
Chemical manufacturing (chlorine chemistry).
Chemical manufacturing (chlorine chemistry) : Process modifications to
reduce HCB generation include changes in modus operandi and in raw
materials. For instance, carbon electrodes for chlor-alkali production
(manufacture of chlorine and caustic soda) should be replaced by
coated titanium anodes. For the production of pentachlorophenol and
sodium pentachlorophenate, routes using HCB as a raw material
(pentachlorophenol: hydrolysis of HCB with sodium hydroxide or
thermolysis of HCB; sodium pentachlorophenate: hydrolysis of HCB)
should be avoided (normally in Europe, such routes are not used
anymore). Other routes should be preferred (pentachlorophenol:
chlorination of phenol by Cl2 over a catalyst; sodium
pentachlorophenate: treatment of pentachlorophenol by sodium
hydroxide).
Limits and restrictions
Complexity of implementation
Chemical manufacturing (chlorine chemistry) : No technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Total score:
?
Total score:
?
Total score:
?
No figures available.
Regarded as BAT for chlorine chemistry.
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
176/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.9
Hexachlorobenzene SC-9: Purification of products by
distillation
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination Purification of products by
SC-9
distillation
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
diffuse / point source
reaction products in chemical
Distillation is a means of separating the desired
manufacturing (chlorine chemistry) product from inadvertent by-products. By-product
formation can be minimised by appropriate design and
operation of the distillation apparatus. The boiling point
of HCB is sufficiently different from other (commercial)
products to achieve complete separation.
Application range
?
Chemical manufacturing (chlorine chemistry) :
Oxychlorination processes can be a potential source of
HCB. However, HCB can be completely removed by
distillation and isolated in high-boiling materials (“heavy
ends” fraction). This applies in particular to the
manufacture of chlorinated solvents (trichloroethylene,
perchloroethylene and carbon tetrachloride).
Limits and restrictions
Complexity of implementation
Chemical manufacturing (chlorine chemistry) : No
technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
?
Total score:
Modern techniques for the manufacture of chlorinated
solvents allow separating HCB from the final product
(HCB <20 ppb for trichloroethylene and <10 ppb for
perchloroethylene).
?
Total score:
?
Total score:
?
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Regarded as BAT for chlorine chemistry.
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
177/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.10 Hexachlorobenzene SC-10: Recycling unintentional HCB
generation
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination Recycling unintentional HCB
SC-10
generation
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
?
diffuse / point source
Chemical manufacturing (chlorine chemistry) :
Recycling is also a solution to consider in some
cases. Destruction of chlorinated by-products
such as HCB, indeed, can allow for HCl recovery.
Application range
Limits and restrictions
Complexity of implementation
Chemical manufacturing (chlorine chemistry) : No
technical limitations.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
Total score:
?
Total score:
?
Total score:
Regarded as BAT for chlorine chemistry.
?
No figures available.
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
numerous
Substance Report (Draft 1, October 2007)
23-apr-08
178/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.11
Hexachlorobenzene SC-11: Application rate reduction
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Application rate reduction
SC-11
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
low
medium
Performance / Env. impact
Concentration reduction
variable?
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
14-mrt-08
+
Pesticide application.
A decrease in the amount per hectare of
pesticide which may be contaminated by HCB
(easier when pesticide use is optimised). This
can be achieved, for example, with band
spraying on row crops and mechanical inter-row
weed control, or by applying only the necessary
amount with a variable-rate sprayer connected
to a geographic information system and vehicle
guidance system.
Easy to implement.
Total score:
Current application: Reduction of HCB
emissions about equivalent to the pesticide
application reduction.
Past application: no reduction of HCB
emissions.
other pesticides
Possible risk of insufficient weed control.
Total score:
?
++
Operational costs include a possible loss of crop
yield (due to the risk of insufficient weed
control). Note that in case of reducing the
application rate, avoided costs (pesticide saved)
have to be taken into account.
++
179/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.12
Hexachlorobenzene SC-12: Shifting application date
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Shifting the application date
SC-12
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
low
medium
Performance / Env. impact
Concentration reduction
variable?
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
14-mrt-08
+
Pesticide application.
A modification (anticipation or delay)
in the date of application so as to
avoid application in periods with a
high probability of erosion events
(due to high-intensity rainstorms or
saturated soils).
Easy to implement.
Total score:
Current application: Reduction of
HCB emissions variable (low to high).
Past application: no reduction of HCB
emissions.
?
other pesticides
Possible risk of insufficient weed
control (risk increases with
requirement of only one application
per crop).
Total score:
++
Operational costs include a possible
loss of crop yield (due to the risk of
insufficient weed control).
++
180/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.13
Hexachlorobenzene SC-13: Sprayer inspection
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Sprayer inspection
SC-13
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
variable?
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
No
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
14-mrt-08
++
Pesticide application.
Regular independent inspection of
sprayers is a means of reducing
pesticide losses and avoiding overapplication. In 2004, the inspection of
sprayers was mandatory in Belgium,
Denmark, Germany, Luxembourg,
the Netherlands, Poland, and
Switzerland.
Need for facility to organise sprayer
inspection.
Easy to implement.
Total score:
Current application: Reduction of
HCB emissions due to loss, drift and
over application of pesticides.
Past application: no reduction of HCB
emissions.
other pesticides
Total score:
?
++
The costs of sprayer inspection
include the cost of the inspection
itself as well as the costs for repairing
faulty sprayers. To give an example
of the order of magnitude for
inspection costs, a voluntary sprayer
diagnosis costs about 100 € in
France.
++
181/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.14
Hexachlorobenzene SC-14: Conservation tillage
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Conservation tillage
SC-14
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
high
low
medium
Performance / Env. impact
Concentration reduction
unknown
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Total
score
Remarks
Total score:
0
Pesticide application.
Conservation tillage, including zerotillage, is an agronomic practice
where tillage is reduced, or even
suppressed, which leaves at least
30% of the soil covered by crop
residues. The technique is designed
to prevent soil erosion by wind and
water.
Not everywhere possible.
Easy to implement.
Total score:
Past and current application:
Reduction of HCB emissions
unknown.
other pesticides
Possible risk of fungal disease (in
humid climate).
?
Total score:
There are investment costs if the
classical farm equipment cannot be
used.
Operational costs could be due to a
loss of crop yield or a need for
fungicide treatment, but avoided
costs (fuel, work, and time saved)
have to be removed. Depending on
the assumptions (equipment, need
for additional treatment, loss of crop
yield, market prices…), the yearly
additional costs should be in the
range of 0-50 €/ha.
++
Total score:
Best practice in European agriculture.
++
Yes?
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
14-mrt-08
182/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.15
Hexachlorobenzene SC-15: Ground cover
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Ground cover
SC-15
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
medium
Performance / Env. impact
Concentration reduction
unknown
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
medium
No
Costs
Investment costs
Operational costs
none
medium
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
14-mrt-08
++
Pesticide application.
Planting cover crops consists in
growing (in fall/winter) any crop
between regular grain crop
production periods to provide soil
cover. The technique is designed to
prevent soil erosion by wind and
water and could limit runoff to some
extent.
Easy to implement.
Total score:
Past and current application:
Reduction of HCB emissions
unknown.
other pesticides
Reduced efficiency or cross effects
(emissions of other chemicals) if
chemical destruction.
Need for more energy (fuel).
Total score:
?
++
The operational costs can be roughly
estimated at 109 €/ha (seedbed: 53
€/ha; seeds: 23 €/ha; and mechanical
destruction: 33 €/ha) but some
benefits also have to be considered
(e.g. nitrate trapping and
improvement of soil structure).
++
183/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.16
Hexachlorobenzene EoP-1: Grass strips
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Grass strips
EoP-1
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
Total score:
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
low
No
Costs
Investment costs
low
Operational costs
medium
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Need for maintenance. Loss of
arable land area for the strip.
Easy to implement.
Total score:
The performance of environmental
buffers for mitigating HCB water
pollution is unknown (no study
available). However, it can be
assumed that, like for most
pesticides, grass strips, hedges and
constructed wetlands should be more
efficient to reduce HCB emissions
than riparian zones.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
?
Total score:
Investment costs for grass strips (soil
cultivation, seedbed and seeds) have
been estimated at 473 €/ha strip.
+
Operational costs for grass strips
(mowing) have been estimated at 88
€/ha strip. In addition, operational
costs may include the loss of crop
yield due to the loss of arable land
area.
Total score:
Regarded as best practice in
European agriculture.
++
Yes
numerous
Substance Report (Draft 1, October 2007)
11-mrt-08
184/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.17
Hexachlorobenzene EoP-2: Hedges
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Hedges
EoP-2
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
Total score:
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
low
No
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Need for maintenance. Loss of
arable land area for the strip.
Easy to implement.
Total score:
The performance of environmental
buffers for mitigating HCB water
pollution is unknown (no study
available). However, it can be
assumed that, like for most
pesticides, grass strips, hedges and
constructed wetlands should be more
efficient to reduce HCB emissions
than riparian zones.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
?
Total score:
Investment costs for planting hedges
have been estimated at 12 €/m
hedge. Costs can be decreased
down to 2-3 €/m hedge with a simple
restoration without planting.
0
Operational costs for hedges
(maintenance) have been estimated
at 1.6 €/m hedge. In addition,
operational costs may include the
loss of crop yield due to the loss of
arable land area.
Total score:
Regarded as best practice in
European agriculture?
+
Yes
numerous
Substance Report (Draft 1, October 2007)
11-mrt-08
185/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.18
Hexachlorobenzene EoP-3: Riparian zones
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Riparian zones
EoP-3
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
medium
Complexity of implementation
low
Total
score
Remarks
Total score:
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Slow growing (trees). Possible
increase of pest/disease pressure.
Easy to implement and no need for
maintenance.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
The performance of environmental
buffers for mitigating HCB water
pollution is unknown (no study
available). However, it can be
assumed that, like for most
pesticides, grass strips, hedges and
constructed wetlands should be more
efficient to reduce HCB emissions
than riparian zones.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
?
Total score:
+
Total score:
Regarded as best practice in
European agriculture?
+
Yes
numerous
Substance Report (Draft 1, October 2007)
11-mrt-08
186/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.19
Hexachlorobenzene EoP-4: Constructed wetlands
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Constructed wetlands
EoP-4
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
high
Complexity of implementation
Impact on the process / factory
low
Total score:
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
high
Operational costs
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
+
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Not everywhere possible. Need for
maintenance. Loss of arable land
area. Possible classification by
authorities as a protected habitat.
Easy to implement.
Total score:
The performance of environmental
buffers for mitigating HCB water
pollution is unknown (no study
available). However, it can be
assumed that, like for most
pesticides, grass strips, hedges and
constructed wetlands should be more
efficient to reduce HCB emissions
than riparian zones.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
?
Total score:
Constructed wetlands entail high
capital costs.
Operational costs include the
maintenance costs and, if the wetland
is constructed on arable land, the
loss of crop yield (due to the loss of
land).
–
Total score:
0
Yes
some
Substance Report (Draft 1, October 2007)
11-mrt-08
187/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.20
Hexachlorobenzene EoP-5: Activated carbon adsorption
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Activated carbon adsorption
EoP-5
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Total score:
Application range
wide
Activated carbon can be used as a powder (PAC)
dosed to a treatment tank or as a granulate (GAC)
in columns, where both tank and columns are built
of corrosion-resistant material. Normally GAC is
regenerated by thermal reactivation whereas PAC,
not regenerated, becomes part of the waste. PAC
is generally preferred in case of intermittent or
variable pollution or emergency, and GAC is used
in the other cases for treating water. For
isoproturon, GAC should be the better option.
Activated carbon can be operated under various
conditions (pH, temperature, organic carbon
concentrations…) with automated systems but the
removal efficiency would variable. Activated carbon
adsorption can also be combined with ozone
oxidation.
Limits and restrictions
medium
To be considered only for industrial sites or large
WWTP. The following limits and restrictions apply
to activated carbon: total suspended solids <20
mg/l and pollutant concentration <100 g/l with GAC,
and <10 mg/l and <500 g/l respectively with PAC;
mixtures of organic compounds may cause a
significantly reduced adsorption capacity; high
content of macromolecular compounds decreases
efficiency and may cause irreversible blockage of
active sites; and PAC has to face major erosion
problem due to scouring effect in the activated
sludge. Upstream filtration (e.g. by sand filters) is
generally needed to avoid clogging and blockage.
Complexity of implementation
Impact on the process / factory
medium
Low extra space requirements.
+
Suitable e.g. for waste water from industrial sites or
large wastewater treatment plants.
188/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Yes
Energy consumption
medium
Production of waste
Yes
Costs
Investment costs
high
Operational costs
high
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
11-mrt-08
Total score:
There are no figures available for the removal
efficiency of HCB by activated carbon? Estimated
efficiency is...?
?
Most other priority substances (heavy metals,
pesticides, PAHs, nonylphenols…) can be removed
at the same time.
Cross-effects are the regeneration for GAC (highenergy consumption) or the disposal for PAC
(causing waste to be incinerated). Regeneration is
normally carried out by specialist companies;
recovery is about 90-95%, so 5-10% GAC has to be
replaced during each regeneration cycle. Related
environmental impacts include the transport of used
GAC to and from the regenration site, and the
potential release of contaminants to water and/or
air during the regeneration process.
High energy consumption for the regeneration
process.
PAC as well as GAC contaminated with PCBs,
dioxins and heavy metals, has to be incinerated.
The PAC consumption is estimated at 0.5-1.0
kg/m3 wastewater.
Total score:
Capital costs for activated carbon filters can be very
high. With GAC, capital costs range from 1,00015,000 € per m3/h treatment capacity.
Considering consumables, additional energy,
maintenance, high-skilled manpower and
monitoring, operational costs can also be very high.
Operational costs as a whole could be estimated at
about 0.1 €/m3 waste water, including GAC
regeneration (about 1,500-3,000 €/ton GAC).
Higher costs are typically encountered with PAC.
––
Total score:
Activated carbon filtration is regarded as BAT for
wastewater treatment in many applications.
++
189/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.21
Hexachlorobenzene EoP-6: Gas filtration
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Gas filtration
EoP-6
Technical Feasibility
Type of pollution
Matrix
point source
off-gases
Application range
wide
Limits and restrictions
Total
score
Remarks
Total score:
?
secondary aluminium processing,
combustion, incineration
Filtering can be achieved e.g. with
activated carbon (AC) filters. When the
adsorption capacity of AC is exhausted,
it has to be replaced by fresh material.
Note that facilities for AC are necessary.
Instead of carbon filters, catalytic bag
filters with polytetrafluoroethylene
(PTFE) membrane can be used. These
filter bags contain or are impregnated
with a catalyst and can operate at
temperatures between 180° and 250°C
without the addition of AC. In this
process, HCB will be destroyed on the
catalyst rather than adsorbed on the AC
and discharged as solid residues.
Other filtering options include the use of
fabric or ceramic filters, which are
particularly efficient for dust removal.
No specific restrictions applying to
catalytic bag filters are reported.
With activated carbon, upstream
filtration (e.g. bag filter) may be needed
since the active surface is liable to
clogging and blockage. PAC is usually
preferred in case of intermittent or
variable pollution or emergency, and
GAC is used in other cases. For HCB,
GAC should be the better option.
Complexity of implementation
Impact on the process / factory
190/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Performance / Env. impact
Concentration reduction
?
Removal of other substances
many
Cross-media effects
Yes
Energy consumption
Production of waste
Yes
Costs
Investment costs
high
Operational costs
medium
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
numerous
References
Table last updated on
Substance Report (Draft 1, October 2007)
11-mrt-08
Total score:
There are no figures available for the
removal efficiency of HCB by activated
carbon or catalytic filters. However,
according to applications at German
and Japanese crematoria, HCB
emissions with catalytic filters should be
below 0.1 ng I-TEQ/Nm3.
High abatement should also be
achieved with activated carbon since
HCB, like dioxins and furans, has a very
high probability of being adsorbed. HCB
concentration should be below 0.1 ng ITEQ/Nm3.
Most other priority substances (heavy
metals, pesticides, PAHs,
nonylphenols…) can be removed at the
same time.
For activated carbon, a cross-effect is
the need for disposal of spent material.
PAC as well as GAC contaminated with
HCB (no recovery possible) has to be
incinerated.
?
Total score:
For activated carbon filters, capital
costs are generally high, and
operational costs medium. The same
applies to catalytic filters.
?
Total score:
Activated carbon or catalytic filters are
regarded as BAT for waste treatment
with many applications related to
secondary aluminium processing and
the combustion sector.
?
Catalytic bag filters are currently applied
in waste incineration, crematoria, metal
industries and cement plants.
191/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.22
Hexachlorobenzene EoP-7: Afterburners
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Afterburners
EoP-7
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
point source
off-gases
wide
?
secondary aluminium processing
In secondary aluminium processing,
afterburners with rapid quench are
used to destroy organic material
produced in the furnace or pretreatment stages. This technique can
be combined with the addition of
activated carbon or lime followed by
efficient dust filtration to remove HCB
associated with particulate matter.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total score:
?
Costs
Investment costs
Operational costs
Total score:
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
?
Yes
Substance Report (Draft 1, October 2007)
11-mrt-08
192/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.3.23
Hexachlorobenzene EoP-8: Vitrification
Fact Sheet for Hexachlorobenzene (HCB)
Measure/source combination
Vitrification
EoP-8
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
point source
combustion residues?
?
Fossil fuel-fired utilities and industrial
boilers.
In the combustion sector, for residues
containing high levels of
contamination, vitrification and
plasma technology can be
considered as well as combustion to
destroy organic matter.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total score:
?
Costs
Investment costs
Operational costs
Total score:
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
?
Substance Report (Draft 1, October 2007)
11-mrt-08
193/296
DRAFT 0.8 –
16 May 2008
6.10.4
applicable for use in the cases
Tributyltin
Overview of measure/source combinations
Source control
SC-1 Substitution of TBT in antifouling paint
SC-2 Substitution of TBT in wood preservatives
SC-3 Substitution of TBT as fungicide in cooling towers
SC-4 Substitution of TBT-containing stabilisers in PVC
End-of-pipe
EoP-1 Coagulation/flocculation + sand filtration
EoP-2 Oxidative techniques
EoP-3 Activated carbon adsorption
Community level measures
CLM-1
Environmentally-friendly dredging methods
CLM-2
Use of end-of-pipe techniques at municipal WWTP
Regulatory measures
Reg-1 Ban dumping at sea of TBT containing sediment
Reg-2 Ban the use of TBT contaminated sludge as soil improver
Reg-3 Ban dumping at sea of TBT containing sludge
Reg-4 Ban the use of chemicals containing >0.1% of TBT by mass
194/296
DRAFT 0.8 –
16 May 2008
Overview of available and emerging measures per source for tributyltin
SC-1
SC-2
SC-3
SC-4
SC-5
SC-6
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
EoP-7
EoP-8
EoP-9
CLM-1
CLM-2
CLM-3
Reg-1
Reg-2
Reg-3
Reg-4
Substitution of TBT in antifouling paint
Substitution of TBT in wood preservatives
Substitution of TBT as fungicide in cooling
towers
Substitution of TBT-containing stabilisers in
PVC
Avoid disposal of TBT during wood pretreatment
Avoid disposal of TBT coatings
Coagulation / flocculation + sand filtration
Oxidative techniques
Activated carbon adsorption
Coagulation / flocculation + clarification (DAF)
Activated sludge system
Membrane bioreactor (MBR)
Sand filtration
Membrane filtration
Solvent extraction
Environmentally-friendly dredging methods
Use of end-of-pipe techniques at municipal
WWTP
Remediation of TBT-contaminated sediment
Ban dumping at sea of TBT containing sediment
Ban the use of TBT contaminated sludge as soil
improver
Ban dumping at sea of TBT containing sludge
Ban the use of chemicals containing >0.1% of
TBT by mass
Available measure
Emerging measure
Sediment
Surface water
Other waste water
WWTP effluent
TBT in PVC stabilisers
Use of fungicides in cooling towers
Production of wood preservatives
Source
Production of antifouling paint
Possible measures
Shipyard wastewater
Table 32:
applicable for use in the cases
195/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.1
SC-1: Substitution of TBT in antifouling paint
Fact Sheet for Tributyltin (TBT)
Measure/source combination Substitution of TBT in
SC-1
antifouling paint
Technical Feasibility
Type of pollution
Matrix
Remarks
Total
score
Total score:
++
Total score:
++
diffuse
shipyard wastewater and surface
water
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
100%
No
Yes
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
No
high
Copper-based substitutes can also
cause serious pollution.
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
Total score:
–
Total score:
++
Several substitutes are in use since
2003 (mostly copper-based coatings).
196/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.2
Tributyltin SC-2: Substitution of TBT in wood preservatives
Fact Sheet for Tributyltin (TBT)
Measure/source combination Substitution of TBT in wood
SC-2
preservatives
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
++
Total score:
++
Total score:
++
Total score:
++
diffuse
waste water and surface water
low
high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
100%
No
Yes
No
No
Costs
Investment costs
Operational costs
No
No
State of the art
BAT
Existing technology
Remarks
Yes
Three main types: water-borne wood
preservatives, solvent-borne
products, and creosote products.
TBT-based biocides are rarely used.
(In 2001, only one company produced TBTcontaining biocides and planned to withdraw
these products from the market.)
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
197/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.3
Tributyltin SC-3: Substitution of TBT as fungicide in
cooling towers
Fact Sheet for Tributyltin (TBT)
Measure/source combination Substitution of TBT as fungicide Remarks
SC-3
in cooling towers
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
++
Total score:
++
Total score:
++
Total score:
++
diffuse
waste water
low
high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
100%
No
Yes
No
No
Costs
Investment costs
Operational costs
No
No
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
TBT-containing biocides for cooling
towers do not appear to be
widespread in the EU. Alternatives to
using biocides in cooling systems are
the replacement of concrete by more
durable materials, and the use of
ozone instead of chlorine and
traditional biocides.
198/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.4
Tributyltin SC-4: Substitution of TBT-containing stabilisers
in PVC
Fact Sheet for Tributyltin (TBT)
Measure/source combination Substitution of TBT-containing
SC-4
stabilisers in PVC
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Remarks
Total
score
Total score:
++
Total score:
++
Total score:
?
Total score:
++
diffuse
surface water
?
high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
100%
No
Yes
No
No
Costs
Investment costs
Operational costs
?
?
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
?
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
There are a number of substitutes for
stabilisation of PVC, including
calcium/zinc, lead, antimony, etc.
199/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.5
Tributyltin EoP-1: Coagulation/flocculation + sand
filtration
Fact Sheet for Tributyltin (TBT)
Measure/source combination Coagulation/flocculation + sand Remarks
EoP-1
filtration
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
point source
shipyard wastewater, WWTP
effluent and other waste water
++
Suitable for the removal of
suspended solids and colloidal
material, to which microcontaminants like TBT are attached
(or will attach). Both ferric sulphate
and aluminium sulphate (alum) can
be used for TBT removal from
shipyard wastewater.
wide
low
Performance / Env. impact
Concentration reduction
90%
Removal of other substances
Cross-media effects
many
now
Energy consumption
Production of waste
low
Yes
Costs
Investment costs
Operational costs
low
low/medium
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
no?
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
Total score:
Full scale treatment plant study
consisting of coagulation-clarification,
filtration and activated carbon
adsorption showed an overall
removal rate of 99.8% for TBT,
whereas 87% of TBT was removed in
laboratory experiments in the
coagulation step alone.
+
Consumption of chemicals and
sludge production.
The dosed coagulant and flocculant
emerge in the residual waste stream
as a chemical sludge.
Total score:
++
Total score:
Commonly used for the removal of
suspended solids from waste water.
+
200/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.6
Tributyltin EoP-2: Oxidative techniques
Fact Sheet for Tributyltin (TBT)
Measure/source combination
Oxidative techniques
EoP-2
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
point source
WWTP effluent and other waste
water
Application range
wide
Limits and restrictions
low
++
Oxidative techniques (specifically
advanced oxidation, e.g. ozone/H2O2,
ozone/UV or UV/H2O2) are potentially
applicable for the removal of organic
micro-contaminants such as TBT
from WWTP effluent.
Effective even at low concentrations
(μg/l range).
For UV techniques, pre-treatment
may be required to remove turbidity.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
90%? (no data available)
Removal of other substances
Cross-media effects
many
(No)
Energy consumption
Production of waste
significant
No
Costs
Investment costs
medium
Operational costs
high
Total score:
With advanced oxidation (e.g.
UV/H2O2), high removal efficiencies
are possible, in some cases even for
the treatment of WWTP effluent.
High UV intensities are however
required.
+
Potential formation of new (often)
toxic compounds.
Total score:
Capital and energy costs of UV
oxidation are relatively high. Costs
may be lower for techniques without
UV light, e.g. ozone/H2O2.
–
Operating costs for UV are about 0.10.2 €/m3. Costs for H2O2 are more or
less the same (30 g/m3 at 3 €/kg
H2O2). Ozone generators and UV
systems require regular maintenance
by skilled technicians.
State of the art
BAT
Yes
Total score:
Oxidation can be regarded as BAT
for several applications (polishing).
Existing technology
Emerging technology
Applications
References
Table last updated on
?
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
+
201/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.7
Tributyltin EoP-3: Activated carbon adsorption
Fact Sheet for Tributyltin (TBT)
Measure/source combination
Activated carbon adsorption
EoP-3
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Total
score
Remarks
Total score:
point source
WWTP effluent and other waste
water
wide
low
++
Can use granular activated carbon
(GAC) or powdered activated carbon
(PAC).
Pre-treatment for the removal of
suspended solids is necessary to
prevent clogging.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
many
now
medium
Yes
Costs
Investment costs
high
Operational costs
high
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
Total score:
In a full-scale treatment plant for
shipyard wastewater, 99.8% of
dissolved TBT was removed by two
GAC columns at an influent
concentration of 190 μg/l (following
the removal of particulate TBT in a
coagulation/filtration unit).
++
Granular activated carbon can be
regenerated (but not powdered
activated carbon). Spent carbon
must be disposed of by incineration
or in an appropriate landfill.
Total score:
Investment costs are relatively low,
except for the coal bed itself.
Strongly dependent on the type and
dosage of the coal which is used.
––
Total score:
In general, activated carbon (AC)
adsorption can be regarded as BAT
for many applications, e.g. for
polishing WWTP effluent. AC has
been tested on the lab- and pilot
scale for shipyard wastewaters, but
no practical experiences are known
for full-scale installations treating TBTcontaining waste water.
+
202/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.8
Tributyltin CLM-1: Environmentally-friendly dredging
methods
Fact Sheet for Tributyltin (TBT)
Measure/source combination Environmentally-friendly
CLM-1
dredging methods
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Remarks
Total
score
Total score:
diffuse
surface water and sediments
++
Possible methods include sediment
remediation (in-situ / ex-situ), and
modification of the dredging method
to minimise releases of TBT during
the dredging process.
wide
low
low
Total score:
Effect of measure depends on
chosen method.
0
Costs
Investment costs
Operational costs
Total score:
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
++
50-100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
several
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
203/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.9
Tributyltin CLM-2: Use of end-of-pipe techniques at
municipal WWTP
Fact Sheet for Tributyltin (TBT)
Measure/source combination Use of end-of-pipe techniques
CLM-2
at municipal WWTP
Technical Feasibility
Type of pollution
Matrix
Application range
Remarks
Total
score
Total score:
++
diffuse
surface water
TBT concentrations in effluents from
municipal WWTPs are typically in the
range <0.5 – 10 ng/l.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
++
Total score:
––
90%
high
high
Yes
Total score:
BAT for polishing WWTP effluent.
+
several
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
204/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.10 Tributyltin Reg-1: Ban dumping at sea of TBT containing
sediment
Fact Sheet for Tributyltin (TBT)
Measure/source combination Ban dumping at sea of TBT
Reg-1
containing sediment
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Remarks
Total
score
Total score:
++
Total score:
0
Total score:
Costs of alternative measures could
be high.
?
diffuse
surface water
100%
Total score:
++
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
205/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.11 Tributyltin Reg-2: Ban the use of TBT contaminated sludge
as soil improver
Fact Sheet for Tributyltin (TBT)
Measure/source combination Ban the use of TBT contaminated
Reg-2
sludge as soil improver
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Remarks
Total
score
Total score:
++
Total score:
++
Costs
Investment costs
Operational costs
Total score:
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
++
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
diffuse
surface water
100%
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
206/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.12 Tributyltin Reg-3: Ban dumping at sea of TBT containing
sludge
Fact Sheet for Tributyltin (TBT)
Measure/source combination Ban dumping at sea of TBT
Reg-3
containing sludge
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Remarks
Total
score
Total score:
++
Total score:
++
diffuse
surface water
100%
Total score:
Costs of alternative measures could
be high.
Total score:
?
++
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
207/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.4.13 Tributyltin Reg-4: Ban the use of chemicals containing
>0.1% of TBT by mass
Fact Sheet for Tributyltin (TBT)
Measure/source combination Ban the use of chemicals containing Remarks
Reg-4
>0.1% of TBT by mass
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
++
Total score:
++
Costs
Investment costs
Operational costs
Total score:
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
++
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
diffuse
surface water
100%
Substance Report (revision no. 3, 23 January 2008)
28-jan-08
208/296
DRAFT 0.8 –
16 May 2008
6.10.5
applicable for use in the cases
DEHP
Overview of measure/source combinations
Source control
SC-1 Substitution of DEHP
SC-2 Substitution of PVC
SC-3 Technological progress in polymer products
End-of-pipe
EoP-1 WWTP optimisation
EoP-2 Secondary sludge treatment and reuse: Incineration
EoP-3 Secondary sludge treatment and reuse: Anaerobic digestion
EoP-4 Advanced water treatment techniques: Membrane filtration
EoP-5 Advanced water treatment techniques: Oxidation
Regulatory measures
Reg-1 Legislative control: Production
Reg-2 Legislative control: Use
209/296
DRAFT 0.8 –
16 May 2008
Overview of available and emerging measures per source for DEHP
EoP-5
Reg-1
Reg-2
Available measure
Emerging measure
Indirect point source: WWTP
EoP-4
(Non)polymer indoor use
EoP-3
(Non)polymer outdoor use
EoP-1
EoP-2
Substitution of DEHP
Substitution of PVC
Technological progress in polymer
products
WWTP optimisation
Secondary sludge treatment and reuse:
Incineration
Secondary sludge treatment and reuse:
Anaerobic digestion
Advanced water treatment techniques:
Membrane filtration
Advanced water treatment techniques:
Oxidation
Legislative control: Production
Legislative control: Use
Diffuse waste disposal into the environment
SC-1
SC-2
SC-3
Source
Production of polymer
Possible measures
Production of DEHP
Table 33:
applicable for use in the cases
210/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.1
DEHP SC-1: Substitution of DEHP
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination
Substitution of DEHP
SC-1
Technical Feasibility
Type of pollution
Matrix
diffuse
polymers
Application range
Limits and restrictions
wide
Yes
Complexity of implementation
Impact on the process / factory
high
extremely high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
up to 100% (potentially)
No
(Yes)
Energy consumption
Production of waste
No
No
Costs
Investment costs
high
Operational costs
moderate
State of the art
BAT
No
Existing technology
Yes
Emerging technology
Applications
few products
References
Table last updated on
Total
score
Remarks
Total score:
0
Depending on the specific use, a
variety of alternatives exist, including
other phthalates / polymeric
plasticisers, ethylhexyl phosphates,
benzoates, trimellitates, citrates,
etc…..
other pollutants / restructuring
chemical factories
Total score:
++
Societal benefits. However, it should
be borne in mind that replacing
DEHP by other phthalates is not
necessarily an improvement from an
environmental point of view.
Total score:
Very high sunk costs as DEHP is
extremely widely used by the polymer
industry and large-scale production
plants have been built. DEHP plants
would need to be closed or rebuilt for
production of other
phthalates/plasticisers.
–
Total score:
For many applications, DEHP is still
the best available alternative, from a
production and end-product
requirement point of view.
Depending on the type of application,
there are a variety of used and
proposed alternatives.
+
Not realistic for all applications,
quantity in which DEHP is used is too
diverse and extensive.
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
211/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.2
DEHP SC-2: Substitution of PVC
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination
Substitution of PVC
SC-2
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
diffuse
polymers
wide
Yes
Complexity of implementation
Impact on the process / factory
high
extremely high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
up to 100% (potentially)
No
(Yes)
No
No
Costs
Investment costs
high
Operational costs
moderate
State of the art
BAT
No
Existing technology
Yes
Emerging technology
Applications
few products
References
Table last updated on
Total
score
Remarks
Total score:
0
other pollutants / restructuring
chemical factories
Total score:
++
societal benefits
Total score:
Very high sunk costs as PVC is
extremely widely used and largescale production plants have been
built. PVC plants would need to be
closed or rebuilt for production of
other polymers.
–
Total score:
For many applications, PVC is still
the best available alternative, from a
production and end-product
requirement point of view.
+
Not realistic for all applications,
quantity in which DEHP is used is too
diverse and extensive.
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
212/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.3
DEHP SC-3: Technological progress in polymer products
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination Technological progress in
SC-3
polymer products
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Remarks
Total
score
Total score:
?
Total score:
?
Total score:
?
Total score:
–
point source / diffuse
polymer products
very wide (potentially)
extremely complex
large
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
high
No
?
?
?
Costs
Investment costs
Operational costs
?
?
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
No
No
none as yet
none
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
213/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.4
DEHP EoP-1: WWTP optimisation
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination
WWTP optimisation
EoP-1
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
Limits and restrictions
wide
yes
Complexity of implementation
easily achieved
Total
score
Remarks
Total score:
+
Most DEHP present in water can be
removed by settling the suspended
solids. Removal rates can be
optimised e.g. by selection of the
right type of biomass and sludge
recirculation.
High concentrations of DEHP in the
sludge will restrict possible
application as agricultural fertiliser or
as feed for anaerobic digesters.
Inoculating an existing WWTP with
additional micro-organisms requires a
good understanding of the balance
with other microbial colonies already
present.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
90% (+10%)
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
?
No
normal
Yes
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
?
Existing technology
Emerging technology
Yes
Yes
Applications
References
Table last updated on
few
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
Total score:
Based on the literature, removal
capacities between 80-90% are
feasible. However, considering that
many WWTPs already achieve
significant DEHP removal due to
sludge production and adsorption, the
additional margin of improvement is
estimated to be in the order of a few
percent only. Recent research has
shown that the use of the
actinomycete Rhodocuccus spp. can
significantly increase DEHP
degradation rates.
0
No additional consumption required.
Produces a sludge that requires
treatment or disposal.
Total score:
The additional investment costs are
expected to be minimal, although
good inoculants could be expensive.
For Rhodococcus spp. costs are low,
however, as this organism can be
grown on vegetable oil.
Some additional labour costs may be
incurred, since all optimisation should
be carefully planned and monitored.
++
Total score:
Aerobic activated sludge treatment
can be considered BAT for the
removal of DEHP.
0
With regard to optimisation,
application of actinomycetes, yeast
and fungi are emerging techniques.
214/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.5
DEHP EoP-2: Secondary sludge treatment and reuse:
Incineration
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination Secondary sludge treatment and Remarks
EoP-2
reuse: Incineration
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total score:
point source
WWTP sludge
wide
yes
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
all
(No)
Energy consumption
Production of waste
No
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
++
Sludge is a valuable energy resource.
Incineration is a good option for
DEHP removal, but less energy is
produced compared to anaerobic
digestion.
Sludge dewatering is required.
Total score:
Prior to incineration, the sludge
should be dewatered and if the water
is returned to the WWTP, 100%
removal of DEHP could be obtained.
0
Sludge incineration produces CO2.
production?
Total score:
++
Total score:
++
yes
many
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
215/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.6
DEHP EoP-3: Secondary sludge treatment and reuse:
Anaerobic digestion
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination Secondary sludge treatment and
EoP-3
reuse: Anaerobic digestion
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Remarks
Total
score
Total score:
point source
WWTP sludge
limited
Yes
80%
Yes
moderate
moderate
+
Good option, but difficult to control
efficiency.
requires specific conditions
Total score:
Common anaerobic digestion results
in the removal of 21-62% of DEHP.
0
digestate requires treatment
biogas
Total score:
0
Total score:
+
benefits as biogas
Yes
multiple
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
216/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.7
DEHP EoP-4: Advanced water treatment techniques:
Membrane filtration
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination Advanced water treatment
EoP-4
techniques: Membrane filtration
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Remarks
Total
score
Total score:
point source
waste water
all
Yes
+
requires specific conditions
Performance / Env. impact
Concentration reduction
Removal of other substances
up to 100%
many
Cross-media effects
Energy consumption
Production of waste
No
high
Yes
Costs
Investment costs
Operational costs
high
high
State of the art
BAT
Yes
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Yes
many - none
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
Total score:
+
Microfiltration (MF) and ultrafiltration
(UF) generally remove only those
pesticides that adsorb onto colloids or
particulates in the water. Pesticides
can be removed by high-pressure
membranes such as reverse osmosis
(RO) and nanofiltration (NF),
commonly used for rejection of
inorganic and organic contaminants
due to their smaller pore sizes and
corresponding lower molecular
weight cut-offs. RO is capable of
rejecting bacteria, salts, sugars,
proteins, particles, dyes, and other
constituents that have a molecular
weight of greater than 150 – 250
Dalton.
Produces a concentrated brine that
requires treatment.
Total score:
––
For capacities between 200 – 1000
m3/h, the treatment costs for NF and
RO vary between 0.18 – 0.68 €/m3
depending on the flux and recovery
(excl. discharge or treatment of the
concentrate). Most membranes have
a lifetime of 5 years. Replacement
costs are 15 – 25 €/m 2 membrane.
Total score:
Because of the high retention of
(some) NF and RO membranes for
DEHP and the widespread use of it,
NF and RO are considered BAT.
?
217/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.8
DEHP EoP-5: Advanced water treatment techniques:
Oxidation
218/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination Advanced water treatment
EoP-5
techniques: Oxidation
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Remarks
Total
score
Total score:
point source
waste water
all
Yes
+
For UV techniques, pre-treatment
may be required to remove turbidity.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
up to 100%
Removal of other substances
Cross-media effects
many
(No)
Energy consumption
Production of waste
high
No
Costs
Investment costs
Operational costs
high
high
State of the art
BAT
No
Existing technology
Emerging technology
Yes
Yes
Applications
References
Table last updated on
many - none
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
Total score:
Data for specific DEHP removal is
not available. When diethyl phthalate
(DEP) was studied as an indicator for
DEHP removal, the removal rate by
ozone alone was ~80%. A
combination of ozone and UV
treatment resulted in a 97% removal
of DEP, while results for UV/H2O2
ranged from 3 – 99%. It should be
borne in mind that DEHP is more
persistent than DEP, however.
+
Ozone oxidation generally does not
result in complete oxidation, therefore
(undesirable) oxidation products
should be expected. However, the
organic oxidation products from
ozone treatment are generally
biodegradable and may thus be
removed during subsequent
biological filtration.
Total score:
––
The cost of ozone treatment depends
on the water quality (organic load)
and contact time. For capacities
between 200 – 1000 m3/h, treatment
costs for 80% DEHP removal with a
30 min contact time are 0.05 – 0.10
€/m3, and for the combination of
ozone/UV treatment costs are 0.06 –
0.11 €/m3. The costs of UV
treatment depend on the water quality
(TNU and transmission), the UV
absorbance of the specific
contaminant, and the contact time.
Cost data for DEHP is not yet
available. Ozone generators and UV
systems require regular maintenance
by skilled technicians.
Total score:
For the removal of DEHP, ozone or
ozone/UV treatment are not
considered BAT. Because of the
relatively high energy cost, low
removal efficiency and complexity,
UV and UV/H2O2 techniques are also
not considered BAT.
0
The Photo Fenton Process is an
advanced oxidation process which
combines UV or H2O2 and ferrous
water. No data is available for
DEHP, but 76% removal was
achieved for DEP.
219/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.9
DEHP Reg-1: Legislative control: Production
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Remarks
Measure/source combination
Legislative control: Production
Reg-1
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Total score:
++
emissions from point sources
none
low
low
marginal
Total score:
Already strict production demands.
–
No
low
No
Total score:
++
Total score:
++
low
low
Yes
all
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
220/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.5.10
DEHP Reg-2: Legislative control: Use
Fact Sheet for Di(2-ethylhexyl)phthalate (DEHP)
Measure/source combination
Legislative control: Use
Reg-2
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse emissions from outdoor use
building materials
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
high
high
significant
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
high
No
Yes
No
No
Costs
Investment costs
Operational costs
none
high
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
–
Replacing all current building
materials containing DEHP is not
feasible. However,
banning/restricting DEHP use for
outdoor applications would at least
reduce the problem for future
generations.
How to control?
How to control?
Total score:
++
Only long-term effects.
PVC and DEHP production
Total score:
–
Unknown, as it would require labelling
of all polymer outdoor products.
Total score:
0
Yes
few
Substance Report (revision no. 12, 18 December 2007)
30-jan-08
221/296
DRAFT 0.8 –
16 May 2008
6.10.6
applicable for use in the cases
Atrazine
Overview of measure/source combinations
End-of-pipe
EoP-1 Activated carbon adsorption
EoP-2 Oxidative techniques
EoP-3 Membrane filtration
Table 34:
Overview of available and emerging measures per source for atrazine
Possible measures
Source
Groundwater* Surface water** Waste water***
EoP-1 Activated carbon
adsorption
EoP-2 Oxidative techniques
EoP-3 Membrane filtration
Available measure
Emerging measure
* (for the production of drinking water and groundwater treatment at remediation sites)
** (for the production of drinking water)
*** (sewage water treatment plant)
222/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.6.1
Atrazine EoP-1: Activated carbon adsorption
Fact Sheet for Atrazine
Measure/source combination
Activated carbon adsorption
EoP-1
Technical Feasibility
Type of pollution
Matrix
Total score:
+
diffuse / point source
groundwater / surface water /
waste water
Application range
low concentration
Limits and restrictions
No
Complexity of implementation
Impact on the process / factory
medium
Performance / Env. impact
Concentration reduction
Total
score
Remarks
50-80% (PAC), 20,000 - 50,000
bed volumes (GAC)
Removal of other substances
medium (PAC), low (GAC)
Cross-media effects
Energy consumption
Yes (PAC: adsorption of DBP)
(GAC: adsorption of DBP and
biological breakdown of organic
carbon)
low (PAC), high (GAC)
Production of waste
medium (GAC) - high (PAC)
There are three types of activated
carbon commercially available:
Granular Activated Carbon (GAC),
Powdered Activated Carbon (PAC),
and Chemically-Activated Carbon
Fibres (CAF). Normally GAC is
regenerated by thermal reactivation
whereas PAC, not regenerated,
becomes part of the waste. Activated
carbon adsorption can be operated
under various conditions (pH,
temperature, organic carbon
concentrations…) and can be
combined with ozone oxidation.
Suspended solids should be removed
from the influent of the GAC filter to
avoid clogging of the filter bed.
Total score:
PAC: 50-80% (5 mg PAC/L, 4-5 h
contact time). GAC: 20,000-50,000
bed volumes (to 10% breakthrough).
The ability of PAC to remove organic
contaminants depends upon the PAC
dosage and contact time, as well as
the molecular structure and
behaviour of the contaminants of
interest. GAC is also highly effective;
however, water soluble contaminants
such as atrazine can break through
the GAC much more rapidly than
strongly bound hydrophobic
contaminants. Stream-treated GAC
has a significantly greater adsorption
capacity. Fresh GAC is highly
effective for the removal of trace
organic contaminants, while GAC that
is not regularly replaced/regenerated
is relatively ineffective.
++
Most other priority substances (heavy
metals, pesticides, PAHs,
nonylphenols…) can be removed at
the same time.
PAC must be removed by filtration or
sedimentation, and disposed of.
GAC must be regenerated after a
certain time by steam or heat.
Regeneration of the activated carbon
is an energy intensive process,
consuming between 1 – 3 kWh/m3 for
the reactivation process alone.
PAC has to be treated and disposed
of, e.g. by incineration. GAC can be
regenerated.
223/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
+ (PAC),
Total score: – (GAC)
The most important component of the
cost using PAC is the cost of the PAC
itself (€ 2.0 - 2.5 per kg). For a
removal of 50-80%, costs for PAC
range from 0.010-0.015 €/m 3. Total
costs are estimated to be 0.015 –
0.020 €/m3 including dosation
equipment and excluding a
filtration/sedimentation step that is
needed to remove the PAC. The
costs for filtration/sedimentation have
to be added if PAC-treatment cannot
be integrated in an existing treatment
system.
The treatment costs of GAC depend
on the quality of the water (organic
load) and the contact time for
removing the contaminant(s). For a
contact time between 10 and 20
minutes, treatment costs are 0.100.15 €/m3 for capacities between 2001000 m3/h. The contact time for the
removal of atrazine in a waste water
treatment plant will be higher,
because of the higher organic load of
the waste water.
Costs
Investment costs
low (PAC), medium (GAC)
Operational costs
medium
State of the art
BAT
Yes
Existing technology
Emerging technology
Yes
Yes
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
5-mrt-08
Total score:
PAC and GAC are considered BAT
for the removal of atrazine from water
streams.
++
Laboratory studies have shown that
novel chemically-activated carbon
fibres (CAF) have a higher adsorption
capacity than GAC and are 50 times
more effective for the selective
adsorption of atrazine compared to a
GAC filter.
224/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.6.2
Atrazine EoP-2: Oxidative techniques
Fact Sheet for Atrazine
Measure/source combination
Oxidative techniques
EoP-2
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
diffuse / point source
groundwater / surface water / Ozone (O3) is a strong oxidant and reacts with organic
contaminants either directly or through the formation of free
waste water
radicals. In advanced oxidation processes (AOP), hydrogen
peroxide (H2O2) is added to promote the initiation step in
ozone decomposition that will lead to higher radical
production. UV-light can directly oxidise organic compounds
in water by cleaving molecular bonds photolytically, or
through stimulating the formation of highly reactive
intermediates (radicals). Radical formation is enhanced by
the presence of H2O2. UV advanced oxidation processes
such as UV/H2O2 are applied in full-scale UV systems to
remove recalcitrant contaminants and other organic
compounds.
Application range
wide
Ozone oxidation can be operated at various pH
levels, temperatures and organic carbon
concentrations (large fluctuations can be
managed). The process can be operated with or
without UV irradiation. Ozone can also be
combined with hydrogen peroxide (perozone
oxidation). UV irradiation and hydrogen peroxide
accelerate the oxidation (surplus ozone and/or
hydrogen peroxide has to be eliminated). Ozone
oxidation can also be combined with activated
carbon adsorption.
Limits and restrictions
medium
Complexity of implementation
medium
The efficiency of UV photolysis is strongly
dependent on both contaminant and water
quality. For effective UV treatment, the water
must have a low turbidity.
Ozone and H2O2 delivery systems are complex
using highly technical instruments, however the
processes are highly automated and reliable,
requiring only a modest degree of operator skill
and time to operate them. Ozone generators
require regular maintenance by skilled
technicians.
Impact on the process / factory
225/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Performance / Env. impact
Concentration reduction
Ozone: 20-50% (1.0-1.2 mg
O3/L, 24 min contact time);
Ozone/H2O2: 50-60% (1.22.6 mg O3/L, 0.0625 mg
H2O2/L, 24 min contact time);
UV: <20% (40 mJ/cm2) and
50-80% (439 mJ/cm 2);
UV/H2O2: 50-80% (372
mJ/cm2, 5 mg H2O2/L)
Removal of other substances
many
Cross-media effects
(No)
Energy consumption
medium
Production of waste
No
Costs
Investment costs
moderate / high
Operational costs
high
Total score:
Oxidation of atrazine by ozone was found to be
slow, with a removal rate of 50% after 85 min and
100% after 150 min for a solution containing 15
mg/L atrazine and an ozone concentration of ±10
mg/L. The removal of atrazine by AOP was
similar to ozone alone. Addition of H2O2 prior to
ozonation generally improved removal by only 515% but accelerated the reaction rate. UV
technology is mostly used for the disinfection of
water (40 mJ/cm2). At this dosage UV will only
remove a small number of target contaminants.
The addition of H2O2 for advanced oxidation with
UV increased the removal of atrazine dependent
on H2O2 dosage and UV flux.
A number of other priority substances (heavy
metals, pesticides, PAHs, nonylphenols…) can
be removed by oxidative techniques.
Ozone oxidation generally does not result in
complete mineralisation, therefore (undesired)
oxidation products should be expected.
However, organic oxidation products from ozone
treatment are generally biodegradable and may
thus be removed during subsequent biological
filtration.
Energy demand for ozone production from
oxygen could be estimated at 7-12 kWh/kg O3
and twice as much for ozone from dry air.
Energy demand will be higher if UV generation is
needed.
Harmless by-products. Need to destroy surplus
ozone.
Total score:
Investment costs for ozone oxidation are
moderate, but advanced ozone oxidation (with
UV irradiation) entails high capital costs.
The costs of ozone treatment depend on the
quality of the water (organic load) and the contact
time for oxidation. For 20-50% atrazine removal
within a 24 minutes contact time, treatment costs
are 0.05-0.10 €/m3 for capacities between 2001000 m3/h. For the combination of ozone/H2O2,
treatment costs are 0.06-0.11 €/m 3 for capacities
between 200-1000 m3/h. The costs of UV
treatment depend on the quality of the water
(TNU and transmission), the UV-absorbance of
the specific contaminant (atrazine) and the
contact time. For 50-80% removal with a UV
dose of 440 mJ/cm2, treatment costs are 0.030.05 €/m3 for capacities between 200-1000 m 3/h.
For the combination of UV/H2O2 the treatment
costs are 0.04-0.06 €/m3 for capacities between
200-1000 m3/h.
226/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
State of the art
BAT
No
Total score:
For the removal of atrazine, the treatment
techniques ozone or ozone/H2O2 are not
considered BAT. Because of the relatively high
energy cost, low removal efficiency and complex
technique, UV and UV/H2O2 are also not
considered BAT.
Existing technology
Emerging technology
Yes
Yes
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
5-mrt-08
The Fenton Process (FP) is an advanced
oxidation process combining H2O2 and ferrous
water. The conventional FP was found to
remove 25% of atrazine and the stepwise-FP
35% after 5 minutes contact time. Catalytic
ozonation using a PT-catalyst (TiO2) in
combination with ozone was able to remove up to
93% of atrazine after 30 minutes, compared to
only 33% removal by ozonation alone. Another
emerging technique is the photocatalytic
degradation of atrazine by immobilised TiO2 films
in a stirred tank reactor. 50% of atrazine was
removed after 40 minutes and atrazine was
completely degraded after 150 minutes.
227/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.6.3
Atrazine EoP-3: Membrane filtration
Fact Sheet for Atrazine
Measure/source combination
Membrane filtration (NF/RO)
EoP-3
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
Application range
diffuse / point source
groundwater / surface water /
waste water
low concentration
Limits and restrictions
low
++
Membrane filtration separates
contaminants from water based upon
molecular size and/or electrostatic
interactions with the membrane
surface. Microfiltration (MF) and
ultrafiltration (UF), both considered
low pressure membranes, generally
remove only those pesticides that
adsorb onto colloids or particulates in
the water. Pesticides can be removed
by high-pressure membranes, such
as revere osmosis (RO) and tight
nanofiltration (NF), commonly used
for rejection of inorganic and organic
contaminants due to their smaller
pore sizes and corresponding lower
molecular weight cut-offs.
No chlorine. Limitations depend on
pore size (NF). Pesticides rejection
increases as the pH increases and
can be affected by the presence of
natural organic matter in the water.
Variation of membrane, flux,
pesticide solubility, charge, diffusion
coefficient, or molecular weight and
feed stream sulphate, sodium and
chloride concentration do not
significantly affect the pesticide
rejection.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
+ (NF),
Total score: ++ (RO)
50-80% (NF), 80-100% (RO)
many
Cross-media effects
Energy consumption
Production of waste
high
high
<20% (UF)
Reverse osmosis is capable of
rejecting bacteria, salts, sugars,
proteins, particles, dyes, and other
constituents that have a molecular
weight of greater than 150-250
Dalton.
The waste streams from NF or RO
can be more complicated to dispose
of or treat because of the higher
levels of atrazine in the concentrate.
Produces a concentrated brine that
has to be treated or disposed of.
228/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Costs
Investment costs
Operational costs
high (NF), medium (RO)
high
Total score:
State of the art
BAT
Yes
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
5-mrt-08
––
For a capacity between 200-1000
m3/h, treatment costs for NF and RO
vary between
0.18 - 0.68 €/m3 depending on flux
and recovery (excluding discharge or
treatment of the concentrate).
Most membranes have a lifetime of 5
years. Depending on the scale/size
of the installation, replacement costs
are 15-25 €/m2 membrane for
capacities between 200-1000 m 3/h.
Total score:
Because of the high retention of
(some) NF and RO membranes for
atrazine and their wide use, NF and
RO are considered BAT.
Frequently already a treatment step
in a drinking water plant.
+
229/296
DRAFT 0.8 –
16 May 2008
6.10.7
applicable for use in the cases
Isoproturon
Overview of measure/source combinations
Source control
SC-1 Application rate reduction
SC-2 Shifting application date
SC-3 Conservation tillage
SC-4 Ground cover
SC-5 Sprayer inspection
SC-6 Information campaign
SC-7 On-farm filling and cleaning
SC-8 In-field filling and cleaning
SC-9 Sharing equipment or spraying by contractors
SC-10 No farmyard pesticide application
SC-11 Good farming practices
SC-12 Partial substitution
SC-13 Total substitution
SC-14 Semi-mechanical weed control
SC-15 Mechanical weed control
SC-16 False seedbed
SC-17 Organic farming
End-of-pipe
EoP-1 Grass strips
EoP-2 Hedges
EoP-3 Riparian zones
EoP-4 Constructed wetlands
EoP-5 Ozone oxidation
EoP-6 Activated carbon adsorption
230/296
DRAFT 0.8 –
16 May 2008
Table 35:
applicable for use in the cases
Overview of available and emerging measures per source for isoproturon
Available measure
Emerging measure
Waste water
SC-10
SC-11
SC-12
SC-13
SC-14
SC-15
SC-16
SC-17
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
Application rate reduction
Shifting application date
Conservation tillage
Ground cover
Sprayer inspection
Information campaign
On-farm filling and cleaning
In-field filling and cleaning
Sharing equipment or spraying by
contractors
No farmyard pesticide application
Good farming practices
Partial substitution
Total substitution
Semi-mechanical weed control
Mechanical weed control
False seedbed
Organic farming
Grass strips
Hedges
Riparian zones
Constructed wetlands
Ozone oxidation
Activated carbon adsorption
Farm point
sources
SC-1
SC-2
SC-3
SC-4
SC-5
SC-6
SC-7
SC-8
SC-9
Source
Runoff water
Possible measures
231/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.7.1
Isoproturon SC-1: Application rate reduction
Fact Sheet for Isoproturon
Measure/source combination
Application rate reduction
SC-1
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
low
medium
Performance / Env. impact
Concentration reduction
variable
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
+
A decrease in the amount per
hectare of isoproturon application
(easier when the use of isoproturon is
optimised). This can be achieved, for
example, with band spraying on row
crops and mechanical inter-row weed
control, or by applying only the
necessary amount with a variablerate sprayer connected to a
geographic information system and
vehicle guidance system.
Easy to implement.
Total score:
Both at farm and catchment scale,
the efficiency (emission reduction) is
about equivalent to the percentage of
rate reduction.
other pesticides
Possible risk of insufficient weed
control.
+
Total score:
++
Operational costs include a possible
loss of crop yield (due to the risk of
insufficient weed control). Note that in
case of reducing the application rate,
avoided costs (isoproturon saved)
have to be taken into account.
++
232/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.7.2
Isoproturon SC-2: Shifting application date
Fact Sheet for Isoproturon
Measure/source combination
Shifting the application date
SC-2
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
low
medium
Performance / Env. impact
Concentration reduction
80-100%
Removal of other substances
Cross-media effects
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
+
A modification (anticipation or delay)
in the date of application so as to
avoid application in periods with a
high probability of runoff events (due
to high-intensity rainstorms or
saturated soils). Note that isoproturon
is generally required (e.g. France or
UK) to be used in only one
application per crop.
Easy to implement.
Total score:
Both at farm and catchment scale, up
to 80-100% reduction is achieved
(but variable).
other pesticides
Possible risk of insufficient weed
control (risk increases with
requirement of only one application
per crop).
++
Total score:
++
Operational costs include a possible
loss of crop yield (due to the risk of
insufficient weed control).
++
233/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.7.3
Isoproturon SC-3: Conservation tillage
Fact Sheet for Isoproturon
Measure/source combination
Conservation tillage
SC-3
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
high
low
medium
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
unknown
Yes
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Total
score
Remarks
Total score:
0
Conservation tillage, including zerotillage, is an agronomic practice
where tillage is reduced, or even
suppressed, which leaves at least
30% of the soil covered by crop
residues. The technique is designed
to prevent soil erosion by wind and
water and could limit runoff to some
extent.
Not everywhere possible.
Easy to implement.
Total score:
Reduction efficiency unknown.
other pesticides
Possible risk of fungal disease (in
humid climate).
+
Total score:
There are investment costs if the
classical farm equipment cannot be
used.
Operational costs could be due to a
loss of crop yield or a need for
fungicide treatment, but avoided
costs (fuel, work, and time saved)
have to be removed. Depending on
the assumptions (equipment, need
for additional treatment, loss of crop
yield, market prices…), the yearly
additional costs should be in the
range of 0-50 €/ha.
++
Total score:
Best practice in European agriculture.
++
Yes?
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
234/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.7.4
Isoproturon SC-4: Ground cover
Fact Sheet for Isoproturon
Measure/source combination
Ground cover
SC-4
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
medium
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
unknown
Yes
No
Energy consumption
Production of waste
medium
No
Costs
Investment costs
Operational costs
none
medium
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
++
Planting cover crops consists in
growing (in fall/winter) any crop
between regular grain crop
production periods to provide soil
cover. The technique is designed to
prevent soil erosion by wind and
water and could limit runoff to some
extent.
Easy to implement.
Total score:
Reduction efficiency unknown.
other pesticides
Reduced efficiency or cross effects
(emissions of other chemicals) if
chemical destruction.
Need for more energy (fuel).
Total score:
0
++
The operational costs can be roughly
estimated at 109 €/ha (seedbed: 53
€/ha; seeds: 23 €/ha; and mechanical
destruction: 33 €/ha) but some
benefits also have to be considered
(e.g. nitrate trapping and
improvement of soil structure).
++
235/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.7.5
Isoproturon SC-5: Sprayer inspection
Fact Sheet for Isoproturon
Measure/source combination
Sprayer inspection
SC-5
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Total score:
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
variable
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
No
No
No
Costs
Investment costs
Operational costs
none
low
State of the art
BAT
Yes?
Total score:
Best practice in European agriculture.
Existing technology
Emerging technology
Applications
numerous
Has been successfully implemented.
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
++
Regular independent inspection of
sprayers is a means of reducing
isoproturon losses and avoiding overapplication. In 2004, the inspection of
sprayers was mandatory in Belgium,
Denmark, Germany, Luxembourg,
the Netherlands, Poland, and
Switzerland.
Need for facility to organise sprayer
inspection.
Easy to implement.
Total score:
Reduction of isoproturon loss
depends on the number of faulty
sprayers. Reduction of isoproturon
drift and over-application.
other pesticides
+
Total score:
++
The costs of sprayer inspection
include the cost of the inspection
itself as well as the costs for repairing
faulty sprayers. To give an example
of the order of magnitude for
inspection costs, a voluntary sprayer
diagnosis costs about 100 € in
France.
++
236/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8
Isoproturon SC-6: Information campaign
Fact Sheet for Isoproturon
Measure/source combination
Information campaign
SC-6
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
+
point source
wide
Information campaigns consist in
increasing farmers’ awareness with
regard to pesticide handling and
application (including equipment
maintenance) when training lets
farmers to implement correctly best
management practices, including
measures for reducing pesticide loss.
Limits and restrictions
medium
Complexity of implementation
medium
Difficult to reach the whole farming
community. Requires careful design
and conducting, and continuous
effort.
Need for facility to organise
information campaign.
Impact on the process / factory
low
Performance / Env. impact
Concentration reduction
60-80%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
low
high
Total score:
Dichotomic effect at farm scale: 020% or 80-100% reduction of
isoproturon loss; at catchment scale:
60-80% reduction. Implementing
other best practices (sustainable
agriculture).
+
implementing other best practices
Total score:
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
0
A standard information campaign can
be achieved at a reasonable cost, but
an efficient one to reach all farmers
could be costly (i.e., operational costs
can be lower but with a reduced
efficiency).
Total score:
+
Information campaigns (e.g.
“Isoproturon Stewardship” in the UK)
have shown some success in
reducing isoproturon emissions.
237/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.1
Isoproturon SC-7: On-farm filling and cleaning
Fact Sheet for Isoproturon
Measure/source combination
On-farm filling and cleaning
SC-7
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
++
point source
wide
Limits and restrictions
Complexity of implementation
low
medium
Impact on the process / factory
low
Performance / Env. impact
Concentration reduction
80-100%
Removal of other substances
Cross-media effects
No
Energy consumption
Production of waste
low
Yes
Costs
Investment costs
high
Operational costs
low
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
Filling and washdown operations can
be achieved on specific filling and
washdown areas at a farm. The area
can be a concrete plane surface from
which the wastewater is collected and
has to be treated (e.g. by draining to
a lined biobed or disposal through a
waste treatment company). It can
also be a drive-over lined biobed
(with metal grid and support frame).
A lined biobed (e.g. Phytobac®,
Biobac, biofilter…) is a watertight
hole in the ground filled with a filtering
mixture of chopped straw, topsoil and
peat, where the composting action of
the mixture enhances the microbial
activity thus biodegrading the
compounds. The water flow from the
base of the biobed has to be reused
(through the sprayer or as irrigation
water).
Need for good management and
maintenance.
Total score:
Both at farm and catchment scale: 80100% reduction of isoproturon
losses.
+
Risk of leaching when biobed is not
completely watertight (bottom and
walls).
Energy needed (electricity).
Production of toxic waste that has to
be disposed of safely (if no biobed).
Total score:
The cheapest solution for on-farm
filling and washdown operations
should be a concrete area connected
to a biobed. Investment costs for a
70 m² concrete area are about 6,000
€ and can be up to 3,000 € for a
biobed. In case of a drive-over
biobed (without concrete area), the
costs should be higher.
In all cases, the operating costs are
low (the biobed material should be
used for six to eight years).
0
Total score:
Regarded as best practice for
agriculture.
++
238/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.2
Isoproturon SC-8: In-field filling and cleaning
Fact Sheet for Isoproturon
Measure/source combination
In-field filling and cleaning
SC-8
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
0
point source
wide
Limits and restrictions
high
Complexity of implementation
medium
Impact on the process / factory
low
Performance / Env. impact
Concentration reduction
80-100%
Removal of other substances
Cross-media effects
No
Energy consumption
Production of waste
No
No
Costs
Investment costs
medium
Operational costs
low
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
In-field filling and cleaning sprayer
equipment should take place in the
field where the pesticide is applied
and the rinsate (dilute tank mix
leftovers) should be sprayed over the
field. These operations require
adapted sprayers, and chemical
storage, water supply, and personal
protective equipment, in the field, can
be limiting factors.
High requirements for spraying
equipment and often not feasible with
older sprayers. Limitations for in-field
cleaning (medium) are lower than for
filling (high).
Need for good management and
maintenance. Requires chemical
storage, water supply, and personal
protective equipment.
Total score:
Both at farm and catchment scale: 80100% reduction of isoproturon
losses.
++
Possible risk of surface runoff or
overdosing.
Total score:
Cleaning operations in the field do
not entail operational costs, but there
are high requirements for sprayer
equipment (potential investment
costs).
+
Total score:
Regarded as best practice for
agriculture.
++
239/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.3
Isoproturon SC-9: Sharing equipment or spraying by
contractors
Fact Sheet for Isoproturon
Measure/source combination Sharing equipment or spraying by
SC-9
contractors
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Total score:
+
point source
wide
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
low
medium
Performance / Env. impact
Concentration reduction
60-80%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
none
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Remarks
Sharing equipment by farmers or
spraying by contractors allows to
reduce the number of sprayer fillings
and cleaning actions, thereby
indirectly reducing pesticide losses.
Possible risk of conflicts (all want to
spray at the same time) and/or less
careful handling by contract sprayer
operators.
Easy to implement.
Total score:
At catchment scale: up to 60-80%
reduction of isoproturon losses.
+
Total score:
Sharing equipment can save capital
costs (benefits for the farmer). With
contracting, costs should be higher
than without contracting.
++
Total score:
0
Yes
some
Substance Report (Draft 1, October 2007)
4-mrt-08
240/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.4
Isoproturon SC-10: No farmyard pesticide application
Fact Sheet for Isoproturon
Measure/source combination
No farmyard pesticide application
SC-10
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total score:
++
point source
wide
low
low
low
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
none
Operational costs
none
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Yes?
Need for alternative treatments.
Easy to implement.
Total score:
Both at farm and catchment scale:
100% reduction of isoproturon
losses.
++
Total score:
Non-application of pesticides on
farmyards entails no costs, and even
saves the costs of pesticides.
++
Total score:
Best practice for agriculture.
++
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
241/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.5
Isoproturon SC-11: Good farming practices
Fact Sheet for Isoproturon
Measure/source combination
Good farming practices
SC-11
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
diffuse / point source
runoff / farm point sources
wide
low
medium
low
++
Need for information campaign.
Total score:
+
Total score:
+
Total score:
Best practice for agriculture.
++
variable
No
No
No
low
medium
Yes?
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
242/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.6
Isoproturon SC-12: Partial substitution
Fact Sheet for Isoproturon
Measure/source combination
Partial substitution
SC-12
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
runoff / farm point sources
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
60%
Removal of other substances
Cross-media effects
Yes
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
variable (medium to high)
Total
score
Remarks
Total score:
++
A way to reduce isoproturon
emissions is to substitute, partially or
totally, another herbicide which could
be only one or a mixture of
chemicals. Examples of substitutes
for isoproturon are diflufenican,
ioxynil, or bifenox, corn herbicide
containing bentazone, prosulfocarbe,
pendimethalin, carfentrazone-ethyl,
aryloxyphenoxypropionates or “fops”
(e.g. clodinafop-propargyl),
sulfonylureas (e.g. flupyrsulfuronmethyl), etc.
All substitutions are technically
feasible, but they are not all relevant
everywhere. Feasibility depends on
local conditions and in particular the
most predominant weed species.
Note that substitution for isoproturon
on barley, especially spring barley,
can be a problem, and, more
generally, weed resistance
management is an important issue
for the substitution.
Impact on the farm work
management depends on the
application period.
Total score:
60% reduction of isoproturon
emissions (about equivalent to the
percentage of rate reduction).
Performance depends on the impacts
of the substitute, which can be a new
problem.
–
Emissions of other chemicals have to
be considered. For example, for
flupyrsulfuron-methyl, carfentrazoneethyl, and diflufenican, less impact is
expected on surface water, but
equivalent impact is expected on
groundwater and other media. For
prosulfocarbe, less impact is
expected on surface water and
groundwater, equivalent impact for
the other media.
Total score:
+
Operational costs include the costs of
the replacement pesticides.
Additional operational costs may be
incurred if the new mixture of
pesticides requires application in
more than one treatment per crop,
and through impacts on the work
management caused by changes in
the application date. Based on
substitution costs alone, the cost
variation for two partial substitution
scenarios was estimated at 69% and
152%.
243/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.7
Isoproturon SC-13: Total substitution
Fact Sheet for Isoproturon
Measure/source combination
Total substitution
SC-13
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
runoff / farm point sources
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Yes
Energy consumption
Production of waste
No
No
Costs
Investment costs
Operational costs
none
very high
State of the art
BAT
Existing technology
Total
score
Remarks
Total score:
++
A way to reduce isoproturon
emissions is to substitute, partially or
totally, another herbicide which could
be only one or a mixture of
chemicals. Examples of substitutes
for isoproturon are diflufenican,
ioxynil, or bifenox, corn herbicide
containing bentazone, prosulfocarbe,
pendimethalin, carfentrazone-ethyl,
aryloxyphenoxypropionates or “fops”
(e.g. clodinafop-propargyl),
sulfonylureas (e.g. flupyrsulfuronmethyl), etc.
All substitutions are technically
feasible, but they are not all relevant
everywhere. Feasibility depends on
local conditions and in particular the
most predominant weed species.
Note that substitution for isoproturon
on barley, especially spring barley,
can be a problem, and, more
generally, weed resistance
management is an important issue
for the substitution.
Impact on the farm work
management depends on the
application period.
Total score:
100% reduction of isoproturon
emissions. Performance depends on
the impacts of the substitute, which
can be a new problem.
0
Emissions of other chemicals have to
be considered. For example, for
pendimethalin and flupyrsulfuronmethyl, less impact is expected on
surface water, but equivalent impact
is expected on groundwater and
other media. For prosulfocarbe, less
impact is expected on surface water
and groundwater, equivalent impact
for the other media.
Total score:
0
Operational costs include the costs of
the replacement pesticides.
Additional operational costs may be
incurred if the new mixture of
pesticides requires application in
more than one treatment per crop,
and through impacts on the work
management caused by changes in
the application date. Based on
substitution costs alone, the cost
variation for three total substitution
scenarios was estimated at 205%,
225% and 266%.
Total score:
+
Yes
244/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.8
Isoproturon SC-14: Semi-mechanical weed control
Fact Sheet for Isoproturon
Measure/source combination
Semi-mechanical weed control
SC-14
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
runoff / farm point sources
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
low
medium
Performance / Env. impact
Concentration reduction
60-80%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
low
No
Costs
Investment costs
high
Operational costs
low
Total
score
Remarks
Total score:
State of the art
BAT
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
numerous
+
With semi-mechanical weed control,
mechanical work and chemical
treatment are associated with the use
of a combined unit including hoe and
sprayer, which results in lower
application of isoproturon. The
reduction in use of isoproturon can be
about two-thirds.
More suitable for corn crops.
Easy to implement.
Total score:
Both at farm and catchment scale: 6080% reduction of isoproturon
emissions.
0
Total score:
With semi-mechanical weed control,
there are high investment costs: the
cost of the specific machinery can be
estimated at 9,000 €.
However, the operational costs are
low or even zero (more work but less
herbicide; no decrease in crop yield).
0
Total score:
+
Successfully implemented in a
number of places?
245/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.9
Isoproturon SC-15: Mechanical weed control
Fact Sheet for Isoproturon
Measure/source combination
Mechanical weed control
SC-15
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
runoff / farm point sources
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
medium
medium
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
medium
No
Costs
Investment costs
medium
Operational costs
high
Total
score
Remarks
Total score:
State of the art
BAT
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
numerous
0
In cereal growing, mechanical weed
control with harrow and hoe units can
totally substitute for herbicides. In
this case, there is no more
application of isoproturon.
Need for experience and good
weather conditions.
Total score:
Both at farm and catchment scale:
100% reduction of isoproturon
emissions.
+
Need for more energy (fuel).
Total score:
Investment costs should be low if
conventional machinery (harrows and
hoes) can be used.
Operational costs can be significant
(no herbicide but much work and risk
of decrease in crop yield).
–
Total score:
+
Successfully implemented in a
number of places.
246/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.10
Isoproturon SC-16: False seedbed
Fact Sheet for Isoproturon
Measure/source combination
False seedbed
SC-16
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse / point source
runoff / farm point sources
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
low
medium
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
No
Energy consumption
Production of waste
medium
No
Costs
Investment costs
low
Operational costs
medium
Total
score
Remarks
Total score:
State of the art
BAT
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
numerous
+
Agronomic practices such as false
seedbed can substitute for chemical
weed control by decreasing weed
pressure. The false seedbed
technique consists in preparing a
seedbed without sowing, which
results in weed germination; weeds
are then destroyed by thermal or
mechanical weed control (chemicals
should be avoided) before sowing.
Need for good weather conditions.
Not suitable for all weeds.
Total score:
Both at farm and catchment scale:
100% reduction of isoproturon
emissions (if no chemical use for
weed destruction).
+
Reduced efficiency or cross effects
(emissions of other chemicals) if
chemical destruction.
Need for more energy (fuel).
Total score:
Investment costs are low as
conventional harrows and hoes can
be used for removing weeds before
sowing.
However, operational costs can be
significant (no herbicide but more
work and fuel). In an example
calculation, the yearly extra costs
compared to chemical weed control
were estimated at about 25 €/ha.
+
Total score:
+
Successfully implemented in a
number of places.
247/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.11
Isoproturon SC-17: Organic farming
Fact Sheet for Isoproturon
Measure/source combination
Organic farming
SC-17
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Total
score
Remarks
Total score:
–
diffuse / point source
runoff / farm point sources
low
Farmers may be reluctant to change.
Consumers may be unwilling to pay.
Complexity of implementation
high
Organic farming avoids or largely
excludes the use of synthetic
fertilisers and pesticides, plant growth
regulators, and livestock feed
additives; it relies on crop rotation,
mechanical cultivation, and use of
crop residues and animal manure.
Impact on the process / factory
high
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Yes
Energy consumption
Production of waste
medium
No
Costs
Investment costs
medium
Operational costs
high
State of the art
BAT
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (Draft 1, October 2007)
4-mrt-08
numerous
Total score:
Both at farm and catchment scale:
100% reduction of isoproturon
emissions.
++
Emission reduction of other
pesticides and mineral fertilisers.
Total score:
It can be assumed that the higher
level of farm gate prices for organic
produce compensates the costs of
switching to organic farming (more
labour-intensive, lower crop yields).
The additional costs are borne by the
consumers through increased retail
prices for organic foods. For
example, in the case of cereals, the
consumer price premium for wheat
flour in Europe is estimated to range
from 29 to 203% with an average of
100%. Switching to organic farming
therefore does not entail costs for
farmers but high costs for consumers
who want to buy these organic foods.
–
Total score:
+
Successfully implemented in a
number of places.
248/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.12
Isoproturon EoP-1:Grass strips
Fact Sheet for Isoproturon
Measure/source combination
Grass strips
EoP-1
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
Total
score
Remarks
Total score:
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Need for maintenance. Loss of
arable land area for the strip.
Easy to implement.
Performance / Env. impact
Concentration reduction
70-100%
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
low
No
Costs
Investment costs
low
Operational costs
medium
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
Total score:
Both at farm and catchment scale: 70100% reduction of isoproturon
emissions.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
+
Total score:
Investment costs for grass strips (soil
cultivation, seedbed and seeds) have
been estimated at 473 €/ha strip.
+
Operational costs for grass strips
(mowing) have been estimated at 88
€/ha strip. In addition, operational
costs may include the loss of crop
yield due to the loss of arable land
area.
Total score:
Regarded as best practice in
European agriculture.
++
249/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.13
Isoproturon EoP-2: Hedges
Fact Sheet for Isoproturon
Measure/source combination
Hedges
EoP-2
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
low
Complexity of implementation
Impact on the process / factory
low
Total score:
Performance / Env. impact
Concentration reduction
variable
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
low
No
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Need for maintenance. Loss of
arable land area for the strip.
Easy to implement.
Total score:
Both at farm and catchment scale: 70100% reduction of isoproturon
emissions.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
+
Total score:
Investment costs for planting hedges
have been estimated at 12 €/m
hedge. Costs can be decreased
down to 2-3 €/m hedge with a simple
restoration without planting.
0
Operational costs for hedges
(maintenance) have been estimated
at 1.6 €/m hedge. In addition,
operational costs may include the
loss of crop yield due to the loss of
arable land area.
Total score:
Regarded as best practice in
European agriculture?
+
Yes
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
250/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.14
Isoproturon EoP-3: Riparian zones
Fact Sheet for Isoproturon
Measure/source combination
Riparian zones
EoP-3
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
medium
Complexity of implementation
low
Total
score
Remarks
Total score:
++
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Slow growing (trees). Possible
increase of pest/disease pressure.
Easy to implement and no need for
maintenance.
Impact on the process / factory
Performance / Env. impact
Concentration reduction
0-40%
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
Operational costs
medium
low
State of the art
BAT
Yes?
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
At farm scale: 20-40% reduction of
isoproturon emissions; at catchment
scale: 0-20% reduction.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
0
Total score:
+
Total score:
Regarded as best practice in
European agriculture?
+
Yes
numerous
Substance Report (Draft 1, October 2007)
4-mrt-08
251/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.15
Isoproturon EoP-4: Constructed wetlands
Fact Sheet for Isoproturon
Measure/source combination
Constructed wetlands
EoP-4
Technical Feasibility
Type of pollution
Matrix
Application range
diffuse
runoff
wide
Limits and restrictions
high
Complexity of implementation
Impact on the process / factory
low
Total score:
Performance / Env. impact
Concentration reduction
40-100%
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
high
Operational costs
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
+
Environmental buffer zone between
cropland and water body as a means
of reducing the impact of runoff.
Not everywhere possible. Need for
maintenance. Loss of arable land
area. Possible classification by
authorities as a protected habitat.
Easy to implement.
Total score:
At farm scale: 80-100% reduction of
isoproturon emissions; at catchment
scale: 40-60% reduction.
Abatement of many other pollutants:
other pesticides, fertilisers, heavy
metals, etc.
+
Total score:
Constructed wetlands entail high
capital costs.
Operational costs include the
maintenance costs and, if the wetland
is constructed on arable land, the
loss of crop yield (due to the loss of
land).
–
Total score:
0
Yes
some
Substance Report (Draft 1, October 2007)
4-mrt-08
252/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.16
Isoproturon EoP-5: Ozone oxidation
Fact Sheet for Isoproturon
Measure/source combination
Ozone oxidation
EoP-5
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
medium
Total
score
Remarks
Total score:
+
Suitable e.g. for waste water from
industrial sites (isoproturon
production or formulation plants) or
large wastewater treatment plants.
Ozone oxidation can be operated at
various pH, temperatures and
organic carbon concentrations (large
fluctuations can be managed). The
process can be operated with or
without UV irradiation. Ozone can
also be combined with hydrogen
peroxide (perozone oxidation). UV
irradiation and hydrogen peroxide
accelerate the oxidation (surplus
ozone and/or hydrogen peroxide has
to be eliminated). Ozone oxidation
can also be combined with activated
carbon adsorption.
To be considered only for industrial
sites or large WWTP. When UV
irradiation is used, the following limits
and restrictions apply: high turbidity
results in poor transmission of UV;
ammonia content needs to be low;
fouling decreases the efficiency; and
formation of intermediate
contaminants can hamper the
process effectiveness.
Performance / Env. impact
Concentration reduction
90-100%
Removal of other substances
many
Cross-media effects
No
By-products can be easily degraded,
for instance in a biofilter. Pre- and
post-treatment is important.
Energy consumption
medium
Production of waste
No
Energy demand for ozone production
from oxygen could be estimated at 712 kWh/kg O3 and twice as much for
ozone from dry air. Energy demand
will be higher if UV generation is
needed.
Harmless by-products. Need to
destroy surplus ozone.
Costs
Investment costs
high
Total score:
On the basis of experimental results
showing total removal of isoproturon
in 30 min, an abatement efficiency of
90-100% should be achievable.
Optimum results could be achieved
e.g. by combining ozone oxidation
with GAC adsorption.
A number of other priority substances
(heavy metals, pesticides, PAHs,
nonylphenols…) can be removed by
ozone oxidation.
Total score:
Investment costs for ozone oxidation
are moderate, but advanced ozone
oxidation (with UV irradiation) entails
high capital costs.
++
––
253/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.8.17
Isoproturon EoP-6: Activated carbon adsorption
Fact Sheet for Isoproturon
Measure/source combination
Activated carbon adsorption
EoP-6
Total
score
Remarks
Technical Feasibility
Type of pollution
Matrix
point source
waste water
Application range
wide
Limits and restrictions
medium
To be considered only for industrial
sites or large WWTP. The following
limits and restrictions apply to
activated carbon: total suspended
solids <20 mg/l and pollutant
concentration <100 g/l with GAC, and
<10 mg/l and <500 g/l respectively
with PAC; mixtures of organic
compounds may cause a significantly
reduced adsorption capacity; high
content of macromolecular
compounds decreases efficiency and
may cause irreversible blockage of
active sites; and PAC has to face
major erosion problem due to
scouring effect in the activated
sludge. Upstream filtration (e.g. by
sand filters) is generally needed to
avoid clogging and blockage.
Complexity of implementation
Impact on the process / factory
medium
Low extra space requirements.
Total score:
Performance / Env. impact
Concentration reduction
90-100%
Removal of other substances
many
+
Suitable e.g. for waste water from
industrial sites (isoproturon
production or formulation plants) or
large wastewater treatment plants.
Activated carbon can be used as a
powder (PAC) dosed to a treatment
tank or as a granulate (GAC) in
columns, where both tank and
columns are built of corrosionresistant material. Normally GAC is
regenerated by thermal reactivation
whereas PAC, not regenerated,
becomes part of the waste. PAC is
generally preferred in case of
intermittent or variable pollution or
emergency, and GAC is used in the
other cases for treating water. For
isoproturon, GAC should be the
better option. Activated carbon can
be operated under various conditions
(pH, temperature, organic carbon
concentrations…) with automated
systems but the removal efficiency
would variable. Activated carbon
adsorption can also be combined with
ozone oxidation.
Total score:
There are no figures available for the
removal efficiency of isoproturon by
activated carbon, but isoproturon, like
many pesticides, has a very high
probability of being adsorbed. Thus a
high abatement (>90%) should be
achieved.
Most other priority substances (heavy
metals, pesticides, PAHs,
nonylphenols…) can be removed at
the same time.
+
254/296
DRAFT 0.8 –
16 May 2008
6.10.9
applicable for use in the cases
Nonylphenol
Overview of measure/source combinations
Source control
SC-1 Separation zone NPE pesticides
SC-2 Substitutes for NPE
End-of-pipe
EoP-1 Activated carbon adsorption
EoP-2 Oxidative techniques
EoP-3 Membrane filtration (NF / RO)
EoP-4 Electrochemical oxidation
EoP-5 Electro-coagulation
EoP-6 Moving bed adsorption
255/296
DRAFT 0.8 –
16 May 2008
Table 36:
applicable for use in the cases
Overview of available and emerging measures per source for nonylphenol
Available measure
Emerging measure
Waste water (Uses of
products containing NPEs)
EoP-4
EoP-5
EoP-6
Release to surface water
(Production/use of different
materials containing NPEs)
SC-2
EoP-1
EoP-2
EoP-3
Separation zone NPE
pesticides
Substitutes for NPE
Activated carbon adsorption
Oxidative techniques
Membrane filtration (NF /
RO)
Electrochemical oxidation
Electro-coagulation
Moving bed adsorption
Waste water (Production of NPEs)
SC-1
Source
Release to surface water
(Production of NP and NPEs)
Possible measures
?
256/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.1
Nonylphenol SC-1: Separation zone NPE pesticides
Fact Sheet for Nonylphenol
Remarks
Measure/source combination
Separation zone NPE pesticides
SC-1
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Total score:
diffuse
surface water
++
Use-oriented option. Provision of a
separation zone ('buffer zone')
between spray application and
watercourse to reduce risks from
NPE-containing pesticides/adjuvants.
Additional regulatory measures to
encourage formulators to move away
from NPE are also recommended.
simple
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
50-100%
No
No
No
No
Costs
Investment costs
Operational costs
No
low
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Total score:
+
Total score:
++
Total score:
+
Available measure for curbing
releases to surface water from NPE
containing pesticides/adjuvants.
257/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.2
Nonylphenol SC-2: Substitutes for NPE
Fact Sheet for Nonylphenol
Measure/source combination
Substitutes for NPE
SC-2
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
point source
surface water and waste water
Application range
Limits and restrictions
+
NPEs: Alternatives to NPE are
available for several industries:
industrial, institutional and domestic
cleaning, textiles, leathers, agriculture
(veterinary medicines), metals, pulp
and paper, and cosmetics. An
important substance group are the
more readily biodegradable alcohol
ethoxylates.
NPs: At present, known substitutes
for NPs in the manufacture of
derivatives other than NPEs are
octylphenols, the use of which is not
expected to lead to a measurable
reduction in risk over the use of NPs,
because of their comparable
environmental effects. NPEs:
Although the performance of
products based on the substitutes is
generally comparable, some
manufacturers may need to accept
somewhat inferior performance
coupled with additional costs. More
than one replacement may be
needed by companies seeking to
replace NPEs over an entire cleaning
range. For some specific uses, no
suitable alternative has yet been
identified.
Complexity of implementation
Impact on the process / factory
medium?
medium
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
100%
No
No
Yes
No
Costs
Investment costs
Operational costs
No
medium
State of the art
BAT
Yes
Existing technology
Yes
Emerging technology
Applications
numerous
References
Table last updated on
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Total score:
++
Total score:
+
Costs of substitutes are somewhat
higher than the cost of NPE. For
example, alcohol ethoxylates are
reported to cost 10-30% more than
NPEs. In general, NPEs are likely to
account for <5% of the total cost of
the end products.
Total score:
Alcohol ethoxylates are BAT
substitutes for the Tanning of Hides
and Skins.
Available measure for surface water
releases (production of different
materials using NPEs) and waste
water (uses of products containing
NPE).
++
A number of sectors are already
moving towards the use of
alternatives as a result of individual
company initiatives, various voluntary
agreements, environmental concerns
expressed by customers and the
general public, and/or legislation
specific to certain Member States.
258/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.3
Nonylphenol EoP-1: Activated carbon adsorption
Fact Sheet for Nonylphenol
Measure/source combination
Activated carbon adsorption
EoP-1
Technical Feasibility
Type of pollution
Matrix
point source
surface water and waste water
Application range
Limits and restrictions
wide
low
Total
score
Remarks
Total score:
++
Can use granular activated carbon
(GAC) or powdered activated carbon
(PAC).
Pre-treatment for the removal of
suspended solids is necessary to
prevent clogging.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
90%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
many
No
medium
Yes
Costs
Investment costs
Operational costs
high
high
State of the art
BAT
Yes
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
?
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Total score:
GAC is best used for the removal of
organic contaminants like
nonylphenol from (drinking) water.
Laboratory-scale tests for the
removal of nonylphenol with GAC
have yielded K values of 19.406 at a
water pH of 7.0. Site-specific
conditions (e.g. the presence of
competing contaminants) may affect
removal rates. Source water-specific
testing will be required to ensure
adequate removal.
+
Granular activated carbon can be
regenerated (but not powdered
activated carbon). Spent carbon
must be disposed of by incineration
or in an appropriate landfill.
Total score:
Investment costs are relatively low.
Strongly dependent on the type and
dosage of the coal which is used
(range 0.1-1.0 €/m3). Typical coal
costs are 1-5 €/kg.
––
Total score:
In general, activated carbon (AC)
adsorption can be regarded as BAT
for many applications, e.g. for
polishing WWTP effluent. GAC is
BAT for the removal of nonylphenol
from waste water.
Available measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE).
+
259/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.4
Nonylphenol EoP-2: Oxidative techniques
Fact Sheet for Nonylphenol
Measure/source combination
Oxidative techniques
EoP-2
Technical Feasibility
Type of pollution
Matrix
point source
surface water and waste water
Application range
wide
Limits and restrictions
low
Total
score
Remarks
Total score:
++
Oxidative techniques (specifically
advanced oxidation, e.g. ozone/H2O2,
ozone/UV or UV/H2O2) are potentially
applicable for the removal of organic
micro-contaminants such as
nonylphenol (NP) from surface
waters.
Effective even at low concentrations
(μg/l range).
Pre-treatment may be required to
remove turbidity.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
90%
Removal of other substances
Cross-media effects
many
(No)
Energy consumption
Production of waste
significant
No
Costs
Investment costs
medium
Operational costs
high
Total score:
With advanced oxidation (e.g.
UV/H2O2), high removal efficiencies
are possible, in some cases even for
the treatment of WWTP effluent.
High UV intensities are however
required. Results indicate that
advanced oxidation processes can
result in effective (>95%) removal of
NP from water.
+
Potential formation of new (often)
toxic compounds.
Total score:
Capital and energy costs of UV
oxidation are relatively high. Costs
may be lower for techniques without
UV light, e.g. ozone/H2O2.
–
Operating costs for UV are about 0.10.2 Euro/m3. Costs for H2O2 are
more or less the same (30 g/m 3 at 3
euro/kg H2O2).
State of the art
BAT
Yes
Total score:
Oxidation can be regarded as BAT
for several applications (polishing).
Available measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE).
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
?
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
+
260/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.5
Nonylphenol EoP-3: Membrane filtration (NF / RO)
Fact Sheet for Nonylphenol
Measure/source combination
Membrane filtration (NF / RO)
EoP-3
Technical Feasibility
Type of pollution
Matrix
Application range
point source
surface water and waste water
wide
Limits and restrictions
low
Total
score
Remarks
Total score:
Complexity of implementation
Impact on the process / factory
++
Choice of membrane type depends
on the nature of the waste water.
Polyamide-based membranes are
normally superior to cellulose acetatebased membranes for the removal of
trace organic molecules.
Cut-off size >1200-1000 g/mol for
NF, <1000 g/mol for RO. Permeate
flow <100 L m-2 h-1 for NF, 10-35 L m2 -1
h for RO.
Pre-treatment of the feed and posttreatment of the permeate is normally
required.
Performance / Env. impact
Concentration reduction
20-50%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
many
No
low
Yes
Costs
Investment costs
Operational costs
high
high
State of the art
BAT
Existing technology
Yes
Yes
Emerging technology
Applications
References
Table last updated on
no?
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Total score:
In NF/RO, salts and dissolved
organic molecules are retained by 20
to >99%. Several nanofiltration
membranes were tested in the
laboratory; it was found that some
removal of NP? was realised by
molecular size exclusion.
–
Potential membrane fouling?
Production of a concentrated brine
solution which is collected for further
work-up or disposal. In NF the brine
stream produced constitutes 10-20%
of the main stream. The removed
substances in the brine are
concentrated to a factor of 5 or 10
higher than in the feed effluent.
Total score:
––
Costs of NF are comparable to the
costs of RO systems (0.5 – 1.5 €/m 3).
Total score:
for NP/NPE?
Available measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE). Nanofiltration is
commonly used as a membrane
technique for softening, specific
removal of heavy metals from
process streams, for reuse of water
and reduction of salt content of
slightly brackish water, and drinking
water production.
+
261/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.6
Nonylphenol EoP-4: Electrochemical oxidation
Fact Sheet for Nonylphenol
Measure/source combination
Electrochemical oxidation
EoP-4
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Remarks
Total score:
++
Total score:
0
point source
surface water and waste water
wide
low
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
50-90%
many
No
medium
No
Costs
Investment costs
Operational costs
medium
medium
Only tested on lab scale.
Formation of new toxic compounds.
Total score:
No data available. Costs may be
expected to be similar to chemical
oxidation techniques.
0
Total score:
–
State of the art
BAT
Existing technology
Emerging technology
Yes
Applications
References
Table last updated on
No
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Emerging measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE).
262/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.7
Nonylphenol EoP-5: Electro-coagulation
Fact Sheet for Nonylphenol
Measure/source combination
Electro-coagulation
EoP-5
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total
score
Remarks
Total score:
++
Total score:
Only tested on lab scale.
Degradation of nonylphenol
polyethoxylate in aqueous solutions
and textile wastewater was about
90% (using Al-electrodes). The
efficiency of the process depends on
several operating parameters such
as type of electrode material, initial
pH, substrate concentration and
current density.
+
Total score:
0
Total score:
–
point source
surface water and waste water
wide
low
Performance / Env. impact
Concentration reduction
90%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
many
No
medium
Yes
Costs
Investment costs
Operational costs
medium
medium
Unconfirmed.
Unconfirmed.
State of the art
BAT
Existing technology
Emerging technology
Yes
Applications
References
Table last updated on
No
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Emerging measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE).
263/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.9.8
Nonylphenol EoP-6: Moving bed adsorption
Fact Sheet for Nonylphenol
Measure/source combination
Moving bed adsorption
EoP-6
Technical Feasibility
Type of pollution
Matrix
point source
surface water and waste water
Application range
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
Total
score
Remarks
Total score:
Performance / Env. impact
Concentration reduction
90%
Removal of other substances
many
Cross-media effects
Energy consumption
Production of waste
No
medium
Costs
Investment costs
medium-high?
Operational costs
medium-high?
++
Process combines two techniques,
namely moving sand filtration and
carbon adsorption.
Feasible for treating a variety of
effluents with low contaminant
concentrations.
Total score:
Tested on lab scale. To be tested in
2007/8 on pilot scale.
Phosphate, nitrate and heavy metals
such as mercury and cadmium can
also be removed by precipitation
(phosphate and HMs) or biologically
(nitrate). Organic microcontaminants such as pesticides,
herbicides, PAH, endocrine
substances, BTEX, PCB, and humic
substances can be adsorbed by the
carbon particles.
+
Total score:
The costs of the MBA process are
competitive with the costs of sand
filtration plus adsorption and are most
likely significantly lower.
–
Total score:
+
State of the art
BAT
Existing technology
Emerging technology
Yes
Applications
References
Table last updated on
No
Substance Report (revision no. 2, 23 January 2008)
29-jan-08
Emerging measure for surface water
releases (production of NP/NPE,
production of different materials using
NPEs) and waste water (production
of NPEs and uses of products
containing NPE).
264/296
DRAFT 0.8 –
16 May 2008
6.10.10
applicable for use in the cases
Polycyclic Aromatic Hydrocarbons (PAHs)
//preliminary fact sheets
Overview of measures/source combinations for polycyclic aromatic hydrocarbons
(including Antracene)
Source control
SC-1
Low PAH coal tar pitch blend
SC-2
Use of inert anodes
End-of-pipe
EoP-1 Wastewater pre-treatment: Tar removal
EoP-2 Biological wastewater treatment
EoP-3 Gas-tight operation of the gas treatment plant
EoP-4 Sour water stripping (SS)
EoP-5 Flue gas incineration
EoP-6 Wet flue gas scrubbing
EoP-7 Dry flue gas scrubbing
EoP-8 Use of condensation and electrostatic precipitators
EoP-9 Biofilters
EoP-10 Ozonation and anaerobic digestion
265/296
Overview of available and emerging measures per source for polycyclic aromatic
hydrocarbons (preliminary)
SC-1
SC-2
EoP-1
EoP-2
EoP-3
EoP-4
EoP-5
EoP-6
EoP-7
EoP-8
EoP-9
EoP-10
Low PAH coal tar pitch blend
Use of inert anodes
Wastewater pre-treatment: Tar removal
Biological wastewater treatment
Gas-tight operation of the gas treatment plant
Sour water stripping (SWS)
Flue gas incineration
Wet flue gas scrubbing
Dry flue gas scrubbing
Use of condensation and electrostatic
precipitators
Biofilters
Ozonation and anaerobic digestion
Sewage sludge
Urban runoff
Other waste water
Coke oven plants
Production of carbon and
graphite
Source
Primary aluminium production
Possible measures
Waste incinerators
Table 37:
applicable for use in the cases
Bitumen production / refineries
DRAFT 0.8 –
16 May 2008
266/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.1
Polycyclic aromatic hydrocarbons SC-1: Low PAH coal tar
pitch blend
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Low PAH coal tar pitch blend
SC-1
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
point source
coal tar pitch
Application range
A novel coal tar pitch/petroleum pitch blend with low
PAH content.
Particularly suitable for use in Søderberg-type anodes
for aluminium smelting as well as electric arc furnace
electrodes.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Total score:
PAH emissions, and more specifically B(a)P equivalent
emissions, are all reduced by approximately 40%.
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Total score:
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
Yes
U.S. patent
Substance Report (revision no. 2, April 2008)
3-mei-08
267/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.2
Polycyclic aromatic hydrocarbons SC-2: Use of inert anodes
//preliminary table
268/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Use of inert anodes
SC-1
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Total
score
Remarks
Total score:
point source
anodes (e.g. for aluminium
production)
medium
Environmental benefits from the use of non-consumable
inert anodes include the elimination/reduction of PAH.
Two types of anode material have received particular
attention so far: cermets (specialist ceramic oxide
materials containing metallic particles) and noble-metal
coatings.
One reason for the lack of commercial application of
ceramic anodes has been the inability to produce
aluminium of the necessary commercial grade purity.
However, improved methods for producing commercial
purity aluminium containing acceptable levels of Fe, Cu
and Ni impurities have recently been disclosed.
Improvements have also been made in anode
production processes and in retrofit methods for
replacing the conventional consumable carbon anodes
of the aluminium smelting cell.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
up to 100%
Yes
Cross-media effects
Yes
Reduction in CO2 / greenhouse gas emissions.
Elimination of dry coke scrubbers and anode paste plant
(as well as scrubbers from bake ovens). Reduction of
spent pot liner (possible if combined with new cathode
technology).
Energy consumption
reduction
The power consumption of inert anodes with noble-metal
coatings such as platinum is said to be half that of
conventional carbon anodes.
Production of waste
No
Total score:
Costs
Investment costs
Elimination of emissions of carbonyl sulphide, reduction
of hydrogen fluoride emissions.
Total score:
An important requirement is to lower the overall cost of a
new anode below that of conventional carbon anodes,
which is usually $110 to $120 per tonne. Retrofit
capability is another key issue determining the
marketability / economic success of inert anode
technology.
The impact of inert-anode technologies on smelter costs
is uncertain as no such technologies have yet been
commercially applied.
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Total score:
Yes
Applications
References
Table last updated on
Substance Report (revision no. 2, April 2008)
3-mei-08
Laboratory, pilot-scale and commercial-scale testing of
inert anodes is currently under way. In the U.S., the DoE
is leading the effort in producing inert anode
technologies, and commercialisation is expected by
2010-2015.
269/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.3
Polycyclic aromatic hydrocarbons EoP-1: Wastewater pretreatment: Tar removal
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination Wastewater pre-treatment: Tar
EoP-1
removal
Technical Feasibility
Type of pollution
Matrix
Remarks
Total
score
Total score:
point source
wastewater (coal water from
coking plants)
Application range
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
The ammonia-still effluent at coking plants may contain
tar. If this is the case, the presence of PAH can
adversely impact on the operation of the biological
wastewater treatment plant, due to a possible toxic
effect of PAH on the micro-organisms in the activated
sludge. It is therefore advisable to remove any tar from
the coal water prior to biological wastewater treatment.
The tar can be removed by adding coagulating
chemicals and subsequent separation (e.g.
gravitational sedimentation, centrifuging or flotation,
followed by filtration). Alternative methods are the use
a rotary vacuum drum filter pre-coated with wood flour,
or sand filtration.
Removal of tar prior to wastewater treatment is
applicable both at new and existing plants.
Performance / Env. impact
Concentration reduction
99%
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Yes
Produces a highly concentrated filter cake or sludge
which has to be treated further, e.g. by incineration.
Typically it is recycled to the coke ovens. (If a wood
flour filter is used, the PAH-laden wood flour can also
be recycled.)
Costs
Investment costs
Operational costs
low?
low?
No data available.
No data available.
State of the art
BAT
Yes
Considered as BAT for coke oven plants.
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
Effluent concentrations from the wood flour filter are
700-800 μg EPA-PAH per litre (removal efficiency
99%). Remaining concentrations are effectively
reduced in the following biological treatment stage
(corresponding to 150 μg/l in the effluent).
Total score:
Total score:
Yes
Yes
Reference plants operate in the Netherlands.
Substance Report (revision no. 2, April 2008)
3-mei-08
270/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.4
Polycyclic aromatic hydrocarbons EoP-2: Biological
wastewater treatment
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Remarks
Measure/source combination
Biological wastewater treatment
EoP-2
Technical Feasibility
Type of pollution
Matrix
Total score:
point source
wastewater from coke oven plants, The most commonly applied biological technique
mixed wastewater, domestic
for the treatment of coke oven wastewater is the
wastewater
aerobic system with activated sludge.
Wastewater pre-treatment by a
chemical/physical method (see EoP-1 Tar
removal) and wastewater dilution is often applied
to avoid toxic effects on the micro-organisms. In
some cases special attention has been paid to
nitrification and (anoxic) denitrification.
Wastewater from coke oven plants can be
mixed with other types of wastewater before
treatment. Biological treatment is also often
applied for the treatment of domestic
wastewater.
Application range
wide
Limits and restrictions
low
Total
score
Applicable to new as well to existing
installations.
Organic contaminants are for the main part
biologically degraded to CO2, H2O and minerals.
Non-degradable, non-polar components such as
most PAH are removed by partial adsorption to
the activated sludge. An additional treatment
step such as activated carbon adsorption could
be added if discharge limits become more
stringent in the future.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
high (>90%)
Removal of other substances
Yes
Cross-media effects
Energy consumption
No
Yes
Production of waste
Yes
Total score:
Performance figures for aerobic activated sludge
systems at European coke oven plants
indicate PAH effluent concentrations are in the
range of 0.003 – 0.2 mg/l. Plants employing a
nitrification-denitrification (pre-DN/N) system
achieve very good results in cleaning coke oven
wastewater. At reference plants in Belgium and
Germany, for example, PAH (Borneff 6)
concentrations in the influent were reduced from
200 and 106 μg/l to <50 and 11.7 μg/l,
respectively, while a Dutch plant achieved an
effluent concentration of 2.7 μg/l. Recent data
from a plant at IJmuiden in the Netherlands
gives an average effluent concentration of 1.2
μg/l for the 16 EPA-PAH, corresponding to a
removal rate of 97.8%.
Contaminants such as phenols, cyanides, and
aromatic hydrocarbons are biologically
degraded. Heavy metals are partially removed
by adsorption to the activated sludge. Nitrogen
compounds are removed in the (subsequent)
nitrification or nitrification-denitrification stage.
No addition of chemicals required.
The energy consumption of the ACZC Sluiskil
plant in the Netherlands is 0.008 GJ/t coke.
The production of sludge (calculated as dry
solids related to the total input of contaminants)
is much lower for a biological treatment system
than for chemical/physical treatment.
271/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Yes
Total score:
Investment costs for an extension of a
nitrification system to a pre-DN/N system were
estimated at 0.6 million ECU1996 in 1994. Total
investments were 4.6 million ECU1996.
According to a more recent estimate, the
investment costs for a plant treating 300
m3/h (average) of wastewater are around 7 - 7.5
million EUR (2000), including civil
works and all equipment.
Operational costs were estimated at 345 000
ECU1996 per year (0.57 ECU1996/t coke),
including wastewater levies.
According to a more recent estimate, the
operational costs of an industrial biological
treatment plant for the wastewaters from an ironand steel plant will vary between 0.5 and 1.1
EUR per m3, including cost of energy, labour,
chemicals, chemical analysis and discharge fee.
Total score:
Biological wastewater treatment with integrated
nitrification/denitrification achieving <0.05 mg/l
PAH (Borneff 6), based on a specific wastewater
flow of 0.4 m3/t coke, is considered as BAT for
coke oven plants.
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (revision no. 2, April 2008)
3-mei-08
Yes
Coke oven wastewater treatment plants with the
pre-DN/N system have been installed in the
United Kingdom (British Steel Corp. Scunthorpe
and Orgreave), Belgium (Sidmar, B-Gent),
France (Lorfonte Seremange), Germany
(Ruhrkohle AG Kaiserstuhl, D-Dortmund) and
the Netherlands (ACZC Sluiskil). IJmuiden?
272/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.5
Polycyclic aromatic hydrocarbons EoP-3: Gas-tight
operation of the gas treatment plant
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination Gas-tight operation of the gas
EoP-3
treatment plant
Technical Feasibility
Type of pollution
Matrix
point source
coke oven gas
Application range
wide
Limits and restrictions
Complexity of implementation
low
low
Remarks
Total
score
Total score:
Crude coke oven gas (COG) is cleaned in a gas
treatment plant for subsequent use as a fuel. Due to the
relatively volatile character of the crude COG, emissions
can occur at flanges, pressure valves, pumps, etc.
Occupational safety considerations are also relevant
since some COG components such as PAH and
benzene are known carcinogens.
Applicable both at new and existing plants. In new
plants, a gas-tight design will probably be easier to
achieve than at existing plants.
Measures to enable virtually gas-tight operation of the
gas treatment plant include:
- Minimising the number of flanges by welding piping
wherever possible;
- Use of gas-tight pumps (e.g. magnetic pumps or
integral pumps);
- Avoiding emissions from pressure valves in storage
tanks. This is most commonly achieved by connecting
the valve outlet to the COG collecting main (collection of
the gases and subsequent combustion or gas blanketing
or vent scrubbers could also be possible).
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
high
Yes
Cross-media effects
Energy consumption
Production of waste
No
No
No
Costs
Investment costs
Operational costs
low?
low?
No data available.
No data available.
State of the art
BAT
Yes
Considered as BAT for coke oven plants.
Total score:
Virtually gas-tight operation is achievable.
Benzene and other volatile components in crude COG.
Total score:
Total score:
Existing technology
Emerging technology
Applications
Yes
References
Table last updated on
Substance Report (revision no. 2, April 2008)
3-mei-08
Yes
Virtually gas-tight gas treatment plants operate in
Austria, the Netherlands and Belgium.
273/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.6
Polycyclic aromatic hydrocarbons EoP-4: Sour water
stripping (SS)
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Sour water stripping (SWS)
EoP-4
Technical Feasibility
Type of pollution
Matrix
point source
waste water / process water
Application range
wide
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
Total
score
Remarks
Total score:
Performance / Env. impact
Concentration reduction
Sour water stripping (SWS) is typically applied to waste
water from bitumen blowing. Sour water is produced in
the oxidiser overhead waste water and contains H2S, oil,
aromatics, PAHs, sulphuric acid, odorous oxidation
products and particulates.
In bitumen blowing it is considered as BAT to treat the
overheads from the oxidiser for removal of air
contaminants, e.g. by wet scrubbing. It is also
considered as BAT to send the accumulated water
condensate from the scrubber to a Sour Water Stripper
prior to re-use and/or purification in a wastewater
treatment facility.
Total score:
Typical PAH (Borneff) concentrations in effluents from
European refineries after pre-treatment by SWS are 0.1
mg/l (average) and 0.5 mg/l (maximum), with a
maximum of 0.01 – 0.1 mg/l for B(a)P. Annual average
PAH (Borneff) concentrations in effluents from waste
water treatment plants are 0.005 – 0.05 mg/l, and <0.05
mg/l for B(a)P.
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Total score:
The cost for new steam strippers depends on the flow
rate and ranges from about EUR 0.525 – 0.700 million.
Costs are site-specific and other estimates for capital
costs range from 0.03 – 0.22 per m 3/h design flow rate,
with operating costs of 21000 – 175000 EUR per year.
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Yes
Total score:
Sour water stripping is considered as BAT for bitumen
blowing.
Yes
Yes
Sour water stripping is in use at many plants.
Substance Report (revision no. 2, April 2008)
3-mei-08
274/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.7
Polycyclic aromatic hydrocarbons EoP-5: Flue gas
incineration
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Flue gas incineration
EoP-5
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
point source
overhead vapours from bitumen
production, pot exhaust gas in
aluminium production
wide
Bitumen production:
Flue gas from the overhead vapours incinerator in
bitumen production is incinerated at high temperature
(~800°C) to ensure complete destruction of components
such as H2S, CO, complex aldehydes, organic acids,
PAHs, and phenolics. Alternatively, wet scrubbing can
be used to remove air contaminants.
Primary aluminium production:
Well-designed and maintained burners can be applied
for incineration of CO and low molecular weight PAHs
and other hydrocarbons in pot exhaust gas where
necessary.
Typically applied to overheads from the bitumen blowing
systems.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total score:
Costs
Investment costs
Total score:
Operational costs
State of the art
BAT
Yes
Total score:
In bitumen blowing, it is considered as BAT to treat the
overheads from the oxidiser for removal of air
contaminants (e.g. by incineration or wet scrubbing).
Existing technology
Emerging technology
Yes
Yes
Applications
References
Table last updated on
Substance Report (revision no. 2, April 2008)
3-mei-08
A novel regenerative afterburner has been used in a
number of applications. The technique is considered to
be emerging for high molecular weight, condensable
hydrocarbons. The energy content of the contaminants
(hydrocarbon and PAH) is used to heat the support
materials, allowing for auto-thermal operation.
Performance and economics data is not available, but
several installations are operating viably (example plants
in Germany, U.K.).
275/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.8
Polycyclic aromatic hydrocarbons EoP-6: Wet flue gas
scrubbing
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Wet flue gas scrubbing
EoP-6
Technical Feasibility
Type of pollution
Matrix
point source
flue gases
Application range
wide
Total
score
Remarks
Total score:
flue gases from bitumen blowing, electrolysis cells
(Søderberg plants), pot-room ventilation gases, waste
incineration […….]
In primary aluminium production, wet scrubbing is
generally applied in addition to dry scrubbing.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Total score:
Primary aluminium production:
Wet scrubbers for the ventilation gases will remove
some PAHs, especially the particulate fraction.
Removal of other substances
Primary aluminium production:
Removal of SO2 and other acid gases, reduced emission
of fluorides and dust.
Cross-media effects
Primary aluminium production:
Depending on the type of scrubber (e.g. sea water or
NaOH), waste water, liquid waste (NaOH / Na2SO3) or
gypsum is produced.
Energy consumption
Primary aluminium production:
Seawater scrubbing requires an additional energy
consumption of about 150 kWh per tonne aluminium.
Production of waste
Yes
Production of waste water or liquid waste. Wastewater
treatment normally includes flocculation and
sedimentation and results in a sludge that has to be
disposed.
276/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Costs
Investment costs
Total score:
Primary aluminium production:
In the case of seawater scrubbing, investment costs for
supplementary wet scrubbing of the process air range
from 9 to 36 million € (75 to 250 € per tonne, based on
the annual production capacity). The identified total
annual costs range from 2.6 to 7.5 million € (40 to 70 €
per tonne aluminium).
In the case of a NaOH scrubber, investment costs range
from 12 to 40 million € (100 to 250 € per tonne, based on
the annual production capacity). The identified total
annual costs range from 4 to 7 million € (100 to 200 €
per tonne aluminium).
Similar scrubbing techniques may be applied to clean
the pot room ventilation air, but investment and operating
costs are different in this case.
Operational costs
State of the art
BAT
Yes
Total score:
Bitumen blowing:
It is considered as BAT to treat the overheads from the
oxidiser for removal of air contaminants (e.g. by
incineration or wet scrubbing).
Existing technology
Emerging technology
Yes
Yes
Applications
Yes
References
Table last updated on
Substance Report (revision no. 2, April 2008)
3-mei-08
Waste incineration:
A novel oil scrubber could be used for the removal of
PCDD/F and PAH at incinerators.
Primary aluminium smelting:
Wet scrubbing of the process air from the electrolysis is
applied in Scandinavia (Norway and Sweden). Some of
the Søderberg plants have also installed pot ventilation
air scrubbing. These wet scrubbers are mainly in
operation at seaside aluminium plants, using sea water
as scrubbing medium. In addition, one plant in Norway
uses NaOH, while in the U.S. one plant has been
identified that operates with Na2CO3.
277/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.9
Polycyclic aromatic hydrocarbons EoP-7: Dry flue gas
scrubbing
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Dry flue gas scrubbing
EoP-7
Technical Feasibility
Type of pollution
Matrix
point source
flue gases
Application range
wide
Total
score
Remarks
Total score:
Limits and restrictions
flue gases from electrolysis cells (Søderberg plants), potroom ventilation gases, off-gases from the production of
green anodes and anode baking, graphitisation
Primary aluminium production & anode production:
Dry adsorption with alumina combined with dust removal
is applied at most aluminium plants to reduce emissions
from the electrolysis process. Alumina scrubbers are
also typically applied at anode or paste plants associated
with primary aluminium smelters. Coke dust or lime
scrubbers can also be used (e.g. if the coke adsorbent is
reusable within the anode production process). The
adsorption medium is generally removed from the flue
gas by fabric filters.
Dry adsorption combined with dust removal is often
applied within a combination of techniques
(condensation, dry adsorption, and in some situations
wet scrubbing) to reduce emissions from anode
production.
The application of fabric filters is limited by the humidity
and temperature of the gaseous streams, hence the flue
gases are often pre-treated by a conditioning tower.
Electrostatic precipitators can also be used as a pretreatment to remove particulate matter from the flue gas
prior to dry adsorption.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
high
Removal of other substances
Yes
Cross-media effects
Energy consumption
Yes
Production of waste
Yes (can usually be recycled)
Costs
Investment costs
Existing technology
Emerging technology
Applications
References
Table last updated on
Removal of fluorides, volatile hydrocarbons, and dust.
Depends on the re-use of the adsorbent within the
process.
Dry adsorption combined with dust removal accounts for
additional energy consumption.
The adsorbent has to be removed periodically from the
system and is often re-used within the production
processes. Alumina can be re-used for the electrolysis
and coke dust for anode production. The PAHs and
condensable hydrocarbons are burned at the high
temperatures of these processes.
Total score:
Operational costs
State of the art
BAT
Total score:
The alumina scrubber is efficient at removing PAHs and
tars from the electrolysis cells, pot-room gases and
anode plants.
Based on data from two anonymous plants, the
operational costs for dry scrubbing range from ECU 2 to
5 per tonne aluminium.
Yes
Total score:
Primary aluminium production:
The use of alumina as a scrubbing medium for fluoride
and HF removal (with the use of the reacted alumina in
the electrolysis process) is considered to be BAT.
Yes
Yes
Example plants exist in France and Germany.
Substance Report (revision no. 2, April 2008)
3-mei-08
278/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.10 Polycyclic aromatic hydrocarbons EoP-8: Use of
condensation and electrostatic precipitators
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination Use of condensation and
EoP-8
electrostatic precipitators
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
point source
flue gases from anode baking
Application range
Volatile hydrocarbons emitted during anode baking can
be condensed and the condensed hydrocarbon
particulates are removed from the flue gas. As PAHs
tend to adhere to the condensed hydrocarbon
particulates, PAH emissions are also reduced.
Condensation can be achieved by external and/or
internal cooling with air and/or water systems.
Conditioning towers are frequently used. The
condensed particulates can be removed from the flue
gas by ordinary dust abatement techniques such as
fabric filters or electrostatic precipitators.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
?
No data available.
Removal of other substances
Yes
Cross-media effects
Yes
Energy consumption
Production of waste
Yes
Removal and recovery of condensable hydrocarbons.
Beneficial effect (recovery of hydrocarbons for use in the
process).
Some energy costs for cooling.
Total score:
Costs
Investment costs
Total score:
No data available but several installations are operating
viably.
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
Yes
Yes
An example plant operates in Germany.
Substance Report (revision no. 2, April 2008)
3-mei-08
279/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.11 Polycyclic aromatic hydrocarbons EoP-9: Biofilters
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination
Biofilters
EoP-9
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
diffuse
urban runoff
Application range
Limits and restrictions
Biofilters have been investigated as a potential low cost
abatement method for dissolved contaminants in urban
runoff. For example, municipal leaf compost and peat
moss appear to be only 3 to 4 times less effective than
conventional filters such as activated carbon and cationexchange resins, at a substantially lower cost. Wood as
an inexpensive and renewable resource appears to be a
particularly promising biofilter matrix.
In field trials, intense storms led to a temporary drop in
filter performance, but simple design changes are likely
to double the filter effectiveness and should alleviate the
problem.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
medium / high
Total score:
Under laboratory conditions, over 90% of dissolved
pyrene could be removed with biofilters. Other PAH
(naphthalene, anthracene, fluorene) showed similarly
high removal efficiencies. During recent pilot-scale field
trials, prototype wood filters consisting of aspen wood
shavings removed on average between 18.5% and
35.6% (up to 66.5%) of dissolved PAH from urban
stormwater runoff. Heavier molecular weight PAH
compounds such as chrysene were more effectively
removed.
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
Total score:
Yes
Substance Report (revision no. 2, April 2008)
3-mei-08
280/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.10.12 Polycyclic aromatic hydrocarbons EoP-10: Ozonation and
anaerobic digestion
//preliminary table
Fact Sheet for Polyaromatic hydrocarbons (PAH)
Measure/source combination Ozonation and anaerobic
EoP-10
digestion
Technical Feasibility
Type of pollution
Matrix
Remarks
Total
score
Total score:
sewage sludge
Application range
Limits and restrictions
Sewage sludge from wastewater treatment plants is
considered a sink for organic contaminants such as
PAHs. Prior to the application of sludge to agricultural
land, a treatment to reduce the concentrations of
hazardous pollutants may therefore be necessary.
During sludge stabilisation by anaerobic digestion, the
biodegradation of PAH compounds was found to be
limited by their bioavailability, due to strong sorption to
organic sludge material. Ozonation can be applied as a
pre- or post-treatment technique in combination with
anaerobic digestion, in order to partially oxidise and
solubilise the organic matter, thereby reducing the
sludge volume and improving the accessibility to
anaerobic microorganisms. The combination of
anaerobic digestion and ozonation can also be used to
improve PAH removal rates.
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Total score:
A reduction of about 50% was achieved for 13 PAHs
during sludge stabilisation by anaerobic digestion. In
batch tests, ozonation of anaerobically digested sludge
was found to increase the PAH removal rate to 61%. An
additional enhancement up to 81% was achieved by
adding hydrogen peroxide during ozonation. The use of
surfactants also enhanced PAH bioavailability.
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Costs
Investment costs
Total score:
Operational costs
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
Yes
Substance Report (revision no. 2, April 2008)
3-mei-08
281/296
DRAFT 0.8 –
16 May 2008
6.10.11
applicable for use in the cases
Polybrominated diphenyl ethers (PBDEs)
Overview of measures/source combinations for Pentabrominated diphenyl ether and
Decabrominated diphenyl ether
Source control
SC-1 Improving raw material handling
SC-2 Improving compounding process
SC-3 Improving conversion / backcoating
SC-4 Avoiding washing
SC-5 Chemical substitution
SC-6 Changing the product material
SC-7 Redesigning the products
End-of-pipe
EoP-1 Recycling
EoP-2 Controlled incineration
EoP-3 Safe landfilling
282/296
DRAFT 0.8 –
16 May 2008
Overview of available and emerging measures per source for polybrominated
diphenyl ethers
SC-4
SC-5
SC-6
SC-7
EoP-1
EoP-2
EoP-3
Improving raw material handling
Improving compounding process
Improving conversion /
backcoating
Avoiding washing
Chemical substitution
Changing the product material
Redesigning the products
Recycling
Controlled incineration
Safe landfilling
Available measure
Emerging measure
Waste treatment
SC-1
SC-2
SC-3
Source
Users
Possible measures
Industrial
manufacturing
Table 38:
applicable for use in the cases
283/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.1
Polybrominated diphenyl ethers SC-1: Improving raw
material handling
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Remarks
Measure/source combination
Improving raw material handling
SC-1
Technical Feasibility
Type of pollution
Matrix
Total
score
Total score:
point source
raw materials for plastic
processing
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
low
low
Performance / Env. impact
Concentration reduction
95%
Removal of other substances
Yes
Cross-media effects
Energy consumption
Production of waste
No
low
Yes
++
When handling raw materials for
plastic processing, significant
amounts of DecaBDE could be lost in
dust (which mainly ends up in solid
waste).
Losses can be minimised by a
combination of options: Careful
handling of DecaBDE packaging
should avoid dust emissions from
wear and tear, while scraping instead
of rinsing will avoid further emissions
to wastewater. Also, DecaBDE
powder should be handled under
local exhaust ventilation with filter,
and any loose dust should be
vacuumed up before washing the
working area.
Total score:
Air and water emission reduction
efficiencies of more than 95% should
be achievable by applying a
combination of all recommended
measures.
Handling of DecaBDE powder under
local exhaust ventilation with filter
also limits exposure to antimony
compounds.
+
The collected dust should be recycled
(if not possible, dust will be disposed
of by incineration or landfill).
284/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Costs
Investment costs
low
Operational costs
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total score:
The costs of good handling and
housekeeping measures should be
low. Most of the above measures are
generally applied and could be
implemented at reasonable costs.
Moreover, cost savings in terms of
greater process efficiency and lower
wastage are expected.
++
Total score:
++
Voluntary agreement (Codes of Good
Practice).
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
285/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.2
Polybrominated diphenyl ethers SC-2: Improving
compounding process
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination Improving compounding
process
SC-2
Technical Feasibility
Type of pollution
Matrix
+
Plastic processing:
Options such as localised containment may be implemented
to collect and recycle the DecaBDE-containing dust
material. Dust emissions can also be reduced with an air
aspiration system which sucks the air stream into the mixer
when dosing.
Textile applications:
To minimise dust emissions, DecaBDE powder should be
handled under local exhaust ventilation with filter, and any
loose dust should be vacuumed up before washing the
working area.
Limits and restrictions
Complexity of implementation
Impact on the process / factory
low
medium
low
Performance / Env. impact
Concentration reduction
95%
Removal of other substances
Yes
Cross-media effects
Energy consumption
Production of waste
No
low
Yes (dust, sludge)
Costs
Investment costs
medium
Operational costs
low
Emerging technology
Applications
References
Table last updated on
Total
score
Total score:
point source
dust (plastic processing and textile Plastic processing:
applications)
The compounding process (blending of the base polymer
with additives including flame retardants) may lead to dust
formation (mainly in the first stages of the mixing cycle) and
volatilisation (due to elevated processing temperatures).
Textile applications:
Main potential sources of DecaBDE emissions during
compounding are the dust formation when emptying
DecaBDE powder into the pre-mixer and the wastewater
from washing mixing vessels.
Application range
State of the art
BAT
Existing technology
Remarks
Total score:
Washing of equipment/vessels may lead to additional losses
with wastewater. To avoid discharge to local sewer, an
industrial wastewater treatment plant with a solid extraction
system is needed. The efficiency of DecaBDE removal with
a solid extraction system is unknown, but it is expected that
discharge of DecaBDE to sewer be negligible.
+
Handling of DecaBDE powder under local exhaust
ventilation with filter also limits exposure to antimony
compounds.
Safe disposal (incineration or landfill) of the solid residue
from wastewater treatment is required, as PBDEs cannot be
degraded in the treatment plant.
Total score:
There are no cost figures available. However, these
measures are generally applied at major compounding sites
and could be implemented at reasonable costs. Moreover,
cost savings in terms of greater process efficiency and
lower wastage are expected.
+
Total score:
++
Voluntary agreement (Codes of Good Practice).
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
286/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.3
Polybrominated diphenyl ethers SC-3: Improving
conversion / backcoating
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination Improving conversion /
SC-3
backcoating
Technical Feasibility
Type of pollution
Matrix
Total score:
point source
emissions from conversion
process (plastic processing) and
backcoating process (textile
applications)
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Plastic processing (conversion):
The conversion process (production of final products) may
lead to volatilisation (due to elevated processing
temperatures).
Textile applications (backcoating):
Main potential sources of DecaBDE emissions during
backcoating are the washing of equipment between batches.
low
medium
low
Total score:
+
95%
No
low
Yes (dust, sludge)
medium
Operational costs
low
Emerging technology
Applications
References
Table last updated on
+
Plastic processing (conversion):
Possible measures to avoid atmospheric emissions include
operating in a closed system with collecting and treating waste
gas containing DecaBDE.
Textile applications (backcoating):
Possible measures include cleaning of the coating rolls with
rubber knives and paper and safe disposal of waste instead of
washing; the reduction at the minimum of the frequency of
washing; and the wastewater collection after washing by an
industrial wastewater treatment plant followed by suitable
waste disposal.
Costs
Investment costs
State of the art
BAT
Existing technology
Total
score
Remarks
Safe disposal (incineration or landfill) of the solid residue from
wastewater treatment is required, as PBDEs cannot be
degraded in the treatment plant.
Total score:
Plastic processing:
The costs of the above measures are unknown.
Textile applications:
The costs of the above measures are unknown. However,
these measures are generally applied at major backcoating
sites and could be implemented at reasonable costs.
Moreover, cost savings in terms of greater process efficiency
and lower wastage are expected.
+
Total score:
++
Voluntary agreement (Codes of Good Practice).
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
287/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.4
Polybrominated diphenyl ethers SC-4: Avoiding washing
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Avoiding washing
SC-4
Technical Feasibility
Type of pollution
Matrix
Total score:
point source / diffuse
textiles treated with PBDEs
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
++
PBDEs in textiles:
Potential emissions of PBDEs used in
textiles (PentaBDE and DecaBDE)
can occur during the washing of the
fabric.
PBDEs in textiles:
- One option to reduce emissions
could be to advise users not to wash
products containing PBDEs.
- In order to prevent further emissions
from washing, textile products should
be designed to be more washresistant (withstand at least ten wash
cycles without losing its flameretardant properties).
- If washing is needed (e.g. work
wear and protective clothing),
substitution of the flame retardant by
molecules regarded as being washresistant should be required.
low
low
low
Total score:
+
Total score:
For DecaBDE containing textiles,
advising users not to wash products
could be achieved without significant
extra costs by adding a warning label
on the product. Redesigning and
substitution would entail additional
costs.
++
variable
No
No
No
Costs
Investment costs
none
Operational costs
none
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
–
Yes
some
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
288/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.5
Polybrominated diphenyl ethers SC-5: Chemical
substitution
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Chemical substitution
SC-5
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
+
point source / diffuse
plastics and textiles containing
PBDE
Application range
Limits and restrictions
medium
Complexity of implementation
Impact on the process / factory
low
low
Performance / Env. impact
Concentration reduction
100%
Removal of other substances
Cross-media effects
Yes
Energy consumption
Production of waste
low
No
Depending on the application, a wide range of
different substitutes are available for the now
banned PentaBDE and OctaBDE, as well as
for DecaBDE which is widely used in plastics
for electric and electronic equipment and in
textiles.
To achieve the fire safety requirements,
several substitutes often have to be used
together, which offers synergistic effects.
Halogenated flame retardants should be
avoided where alternatives exist.
Total score:
All substitutes or mixtures of substitutes can
achieve the desired fire safety standards for
their specific applications and avoid further
PBDE emissions.
0
Emission of other chemicals. Due to very
limited data, the performance of the substitutes
in terms of environmental and human health
impacts cannot be directly compared with the
substances they are replacing. However,
some of the substitutes could be considered
less hazardous to the environment and have
slightly lower acute toxicity. For example,
ammonium polyphosphates, red phosphorus,
and some metal oxides (hydrated alumina) are
likely to have fewer impacts than DecaBDE.
More information is needed on the
toxicological and ecotoxicological effects of the
substitutes before environmental and human
health hazards can be properly assessed.
289/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Costs
Investment costs
low
Operational costs
medium
Total score:
PentaBDE and OctaBDE
In general, the unit prices of the alternatives
are in the same order as for PBDEs, but higher
loadings are often required to achieve the fire
safety standards, so that the costs of most
alternatives are higher.
DecaBDE
While the costs of halogenated substitutes are
generally similar to DecaBDE, nonhalogenated substitutes have higher costs
(except for hydrated alumina, but this
compound needs to be used in great loading,
limiting its applicability). Additional substitution
costs in terms of processing and equipment
can also be incurred. Substituting DecaBDE by
non-halogenated substitutes such as
phosphorus and/or metallic compounds can
therefore lead to a cost increase of flame
retardant up to 50% or more. Nevertheless, it
has been shown that the cost increase in the
final product should be no more than 1.5-2.5%.
+
Total score:
+
State of the art
BAT
Existing technology
Yes
Emerging technology
Applications
References
Table last updated on
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
Many substitutes are commercially available
and have been successfully applied. Organic
phosphorus compounds are particularly widely
used.
290/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.6
Polybrominated diphenyl ethers SC-6: Changing the
product material
291/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Changing the product material
SC-6
Technical Feasibility
Type of pollution
Matrix
Total score:
point source / diffuse
base polymer
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
+
This option involves replacing the base polymer
containing PBDEs by a less flammable material, for
example by
- Changing the base polymer for another type of plastics;
- Changing the base polymer for a non-plastic material.
Changing the base polymer for another type of plastic:
The use of plastics that are inherently more resistant to
ignition and do not need flame retardants (e.g. high
performance thermoplastics).
Other possible materials for maintaining fire safety
without flame retardants include polymers with low rates
of combustion.
For textiles, the development of surface-active fibre
systems having low flammability is also a solution.
Flame-resistant materials also include modified
polymers such as modified polyester which can be used
in a wide range of textile applications (clothing, technical
applications and interiors).
Changing the base polymer for a non-plastic material:
In some cases, it is possible to change plastics for other
types of materials which are less flammable, e.g. wood
and metals. An example are laptop computers where the
entire case would be made out of metal (magnesium
alloys).
For textiles, an example is the use of wool instead of a
more flammable fabric, which can be sufficient for some
applications.
medium
low
medium
Total score:
+
100%
Yes
Energy consumption
Production of waste
low
No
Costs
Investment costs
medium
Operational costs
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Changing the base polymer for another type of plastic:
- Use of other polymers.
- High performance thermoplastics can raise other
problems (reduced insulation performance).
Changing the base polymer for a non-plastic material:
- Metal casings for laptops are more expensive and may
be less acceptable to consumers due to the increased
size and weight.
- For aircraft, wool carpets are associated with flameretardants like salts of zirconium hexafluoride.
Total score:
High performance polymers are expensive.
However, in some cases cost reduction may be
achieved due to the avoidance of using flame retardants
(which tend to be more expensive than the plastics in
which they are used).
Surface-active flame resistant fibre systems are quite
expensive and are intended for fire-fighter suits rather
than common applications with more modest fire
requirements.
0
Total score:
+
Yes
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
292/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.7
Polybrominated diphenyl ethers SC-7: Redesigning the
products
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Redesigning the products
SC-7
Technical Feasibility
Type of pollution
Matrix
Total score:
point source / diffuse
foam materials, electrical and
Redesigning products or fulfilling the product function
electronic equipment, construction in a different way may be an option.
materials
Application range
–
Foam materials
In the case of foams, a simple alternative omitting
flame retardants (in particular PentaBDE) is to
increase the foam density, which can be sufficient to
satisfy fire safety requirements. High-density foams
could be also a solution in car applications.
Electrical and electronic equipment
A possible option is to move away high-voltage and
heat-generating parts from the outer casings or to
introduce barriers (e.g. metal shields) between them,
in particular for TV appliances and PC monitors.
Another option is the separation of electronic parts
from the flame retardant-free casing of PC monitors by
an aluminium sheet. Other design solutions for
electrical and electronic equipment are an increase in
material thickness, the use of fuses to prevent short
circuits, decreasing operating temperatures and
voltages, and the use of materials that conduct heat
away from hot-spots.
Construction materials
Instead of using flame retardants, engineering
solutions are possible for some applications within the
building sector.
Limits and restrictions
high
Complexity of implementation
Impact on the process / factory
medium
medium
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
Total
score
Remarks
Some solutions that are effective against internal
sources of fire will be ineffective for exterior fire
sources such as candles.
Total score:
++
100%
No
low
No
Costs
Investment costs
high
Operational costs
low
Total score:
Costs will generally be higher than for flame retardant
solutions.
All options also involve costs associated with research
and development of improved fire safety design. In
general, redesigning options are significantly more
expensive compared to the use of substitutes for
PBDEs (e.g. halogen-free flame retardants).
0
Total score:
–
State of the art
BAT
Existing technology
Emerging technology
Yes
Applications
References
Table last updated on
some
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
High-density foams have been successfully tested in
Denmark for luxury furniture.
293/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.8
Polybrominated diphenyl ethers EoP-1: Recycling
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Recycling
EoP-1
Technical Feasibility
Type of pollution
Matrix
Total
score
Remarks
Total score:
Application range
medium
PBDEs cannot be recycled, but some parts of PBDE-containing
products may be recycled in some cases. If the PBDE-containing
products cannot be recycled, wastes are to be disposed of (by
incineration or landfill).
Limits and restrictions
Complexity of implementation
Impact on the process / factory
medium
medium
mixtures of plastics can hardly be recycled
recycling requires specific plants
Performance / Env. impact
Concentration reduction
variable
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
No
Yes
medium
No
Costs
Investment costs
Operational costs
low
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
0
point source
waste electrical and electronic
equipment, vehicle scrap, large
domestic appliances, scrap metal
Total score:
Waste electrical and electronic equipment:
PBDE free plastics can be recycled. Recycling PBDE containing
plastics is presently limited by the fact that plastics are made of a
variety of base polymers and contain different additives. Metal
(copper) can be recovered from wires and printed circuit boards in
specific plants, but the insulation material which is a mixture of
many types of plastics and rubbers has to be disposed of to
landfill. The PBDE containing plastics are generally incinerated in
a pre-treatment. The residue fraction, including small plastic parts
left on the appliances, is shredded and disposed of to landfill.
Scrap of vehicles and large domestic appliances:
The waste of vehicles and large domestic appliances can be
partially recycled. The plastic fraction is generally disposed of to
landfill but could be incinerated as well.
Scrap metal:
In the case of car scraps, a very small proportion (<1%) of PBDE
containing plastic parts may follow scrap steel to secondary steel
production and will be combusted during the steel meltdown.
+
recycling of plastics and metals
Total score:
+
Total score:
++
Yes
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
294/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.9
Polybrominated diphenyl ethers EoP-2: Controlled
incineration
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Controlled incineration
EoP-2
Technical Feasibility
Type of pollution
Matrix
Application range
Total
score
Remarks
Total score:
wide
Up until now, the vast majority of
PBDE-containing waste has been
eventually disposed of, mainly by
incineration and the remainder to
landfill. Controlled incineration
(without dioxin and furan emissions)
is generally preferred to landfilling as
- PBDEs will be destroyed without
causing other hazardous emissions,
- recycling of bromine should be
possible, and
- incineration allows energy recovery.
Limits and restrictions
low
Conditions of incineration need to be
carefully controlled to avoid dioxin
and furan emissions.
Recycling of bromine requires a
chlorine supply on site to be cost
efficient.
Complexity of implementation
Impact on the process / factory
high
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
Energy consumption
Production of waste
100%
Yes
Yes
none?
No? or sludge from WWTP?
Costs
Investment costs
Operational costs
high
medium
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
+
point source
Total score:
++
other pollutants (which ones?)
recycling of bromine
recovery of energy
Total score:
–
Total score:
–
Yes
some
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
295/296
DRAFT 0.8 –
16 May 2008
applicable for use in the cases
6.10.11.10 Polybrominated diphenyl ethers EoP-3: Safe landfilling
Fact Sheet for Polybrominated diphenyl ethers (PBDEs)
Measure/source combination
Safe landfilling
EoP-3
Technical Feasibility
Type of pollution
Matrix
Application range
Limits and restrictions
Complexity of implementation
Impact on the process / factory
Total score:
+
point source
wide
medium
Requires leachate treatment to avoid
further emissions.
PBDE’s are stored in landfill but still
remain.
low
Performance / Env. impact
Concentration reduction
Removal of other substances
Cross-media effects
variable
No
Yes
Energy consumption
Production of waste
No
Yes
Costs
Investment costs
Operational costs
low
low
State of the art
BAT
Existing technology
Emerging technology
Applications
References
Table last updated on
Total
score
Remarks
Total score:
–
PBDE containing leachate must be
collected and treated to avoid
groundwater and surface water
pollution. High removal efficiencies
for PBDEs are achievable by
coagulation/sedimentation,
nitrification/denitrification, sand
filtration, and activated carbon
adsorption. However, the PBDEcontaining sludge requires
appropriate disposal.
Spreading PBDE-contaminated
sludge from wastewater treatment
plants on farmland should be avoided
to prevent further PBDE emissions to
water by runoff.
Total score:
++
Total score:
+
Yes
numerous
Substance Report (Draft 1.2, 14 March 2008)
25-apr-08
296/296