Teva Tech

Case Study
Teva Tech
Application: Biological treatment for the safe discharge of pharmaceutical wastewater
Capacity: 210,000 GPD (800 m 3 /d)
Location: Ramat Hovav, Israel
Commissioned: June 2007
Introduction
Teva Pharmaceutical Industries Ltd. is a global pharmaceutical company specializing in the development, production and marketing of generic and proprietary branded pharmaceuticals as well as active pharmaceutical ingredients. Teva Tech plant is the company’s flagship of its chemical division, manufacturing the active pharmaceutical ingredient.
The Problem
Previous process was made up of 4 steps. The first step after solvent separation and waste equalization is neutralization and sedimentation of heavy solids. The second step is DAF separation, mainly for suspended solids that remain in the inlet stream.
The third step is a biological treatment for the clean waste and the last step is Permaflow UF filtration of effluent coming out from the biological plant (a GE
Product).
Teva was interested in adding a polishing step in order to meet the new environmental regulations and remove its high organic compounds and suspended solids.
The Solution
Pilot plant tests were conducted with a feed mixture made of 60% v/v of pretreated stream (steps 1-4) and 40% of untreated wastewater stream.
Pilot study results have shown achievable discharge criteria:
• BOD
5
<30 mg/L
• TSS < 35mg/L
• TOC-30% removal
• AOX-30% removal
It was determined that nitrification was not proceeding in the reactor due to high salinity and the presence of inhibiting industrial compounds and that the temperature in the bioreactor would need to be controlled. Due to high ambient temperatures the MBR needed to be cooled to a maximum of
35 o C (95°F) through the use of a heat exchanger.
At this time GE Water & Process Technologies had been given the responsibility of designing, constructing and commissioning a turn key Membrane
Bioreactor Wastewater Treatment plant including:
• Pre-filtration system
• Biological treatment
• Membrane filtration
• Sludge holding/partial digestion and dewatering
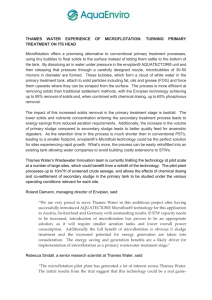
Process Overview
The ZeeWeed* MBR system is designed with an EQ tank, biological tanks for organic matter reduction,
ZeeWeed membrane zones for liquid-solid separation, and sludge holding tank for sludge storage and partial digestion prior to sludge treatment. A block
Find a contact near you by visiting www.ge.com/water and clicking on “Contact Us”.
* Trademark of General Electric Company; may be registered in one or more countries.
©2009, General Electric Company. All rights reserved.
CS1309EN.doc Aug-09
diagram of the process is shown in the process flow diagram below.
The wastewater stream is screened by an in-line
Filter before entering the Equalization Tank.
The wastewater stream is pumped at a continuous rate from the Equalization Tank to the bioreactor distribution channel where it uniformly flows into the two parallel bioreactor chambers. From the bioreactor, mixed liquor is pumped into the membrane distribution channel where the flow is evenly distributed between the three (3) membrane compartments. Mixed Liquor from the membrane tanks is recirculated by gravity back to the bioreactor distribution channel. Solids wasting occurs from the membrane tank. Sludge is collected in the sludge holding tank, before being sent to the sludge dewatering facility. The sludge is dewatered to approximately 20% dry solids content for disposal. The concentrate is returned to the equalization tank.
Process Flow Diagram
Eventually, the MBR treatment achieved all designed parameters and resulted in better water quality than designed for TOC and TSS parameters.
Wastewater and Effluent Quality
Parameters Units Influent
BOD
5
TOC
TSS
AOX mg/L mg/L mg/L mg/L
5175
3450
155
62
30
<17
Effluent
Value %
Removal
65%
30%
Case Study Page 2