DETERMINING THE COEFFICIENT OF THERMAL EXPANSION OF
advertisement

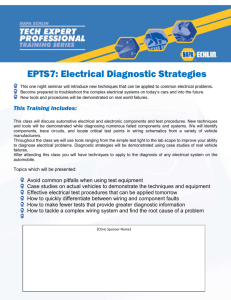
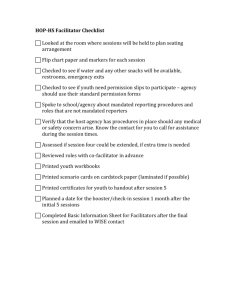
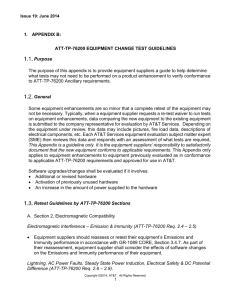
DETERMINING THE COEFFICIENT OF THERMAL EXPANSION OF PRINTED WIRING BOARD COMPONENTS by Tong Wa Chao TC 660H Plan II Honors Program The University of Texas at Austin May, 1998 DETERMINING THE COEFFICIENT OF THERMAL EXPANSION OF PRINTED WIRING BOARD COMPONENTS by Tong Wa Chao TC 660H Plan II Honors Program The University of Texas at Austin May, 1998 Kenneth M. Liechti, Ph.D. Department of Aerospace Engineering and Engineering Mechanics Supervising Professor Mark E. Mear, Ph.D. Department of Aerospace Engineering and Engineering Mechanics Second Reader ABSTRACT The integrity and reliability of multi-layer electronic boards depend on the strength and quality of the bond between the layers. High temperature circuit integration processes (such as soldering) that exceed the glass transition temperature, Tg, of the polymeric components and pre-existing flaws such as cracks, voids, and areas of poor adhesion can produce delaminations whose growth can cause device failures. Delamination’s negative effects on manufacturing yield make it important to understand how it occurs and characterize the resistance to delamination. However, before fracture experiments on a Printed Wiring Board material can be performed, it is necessary to establish the material’s thermomechanical properties. This work sought to achieve part of this objective through determining the coefficient of thermal expansion of Printing Wiring Board Components. The challenges arose from accurately measuring both the milli-inch-level displacements and the changing temperatures in the measuring frame, which had a large thermal mass compared to the specimen. ACKNOWLEDGEMENTS I would like to gratefully acknowledge my thesis advisor, Professor Kenneth Liechti, for his guidance and support throughout this project and for providing me many other valuable research opportunities that have enriched my undergraduate career. I would also like to thank Professor Mark Mear, my undergraduate advisor, for reviewing this thesis. More than that, I would like to thank him for offering me wise counsel during my four years as an undergraduate. I am grateful to Plan II for giving me the primary motivation to take on this rewarding endeavor. Among the graduate students who worked in the basement labs at the WRW building, I would like to thank especially Greg Swadener and Alex Arzoumanidis for their lab equipment tutorial and technical support. I would also like to thank Patrick Klein for his opinions. I would like to thank my parents, Chao Wa and Ho Heong-Peng, and my sister, Chao San-San, for their ongoing encouragement and emotional support. Lastly but certainly not the least, I would like to thank Louisa for giving me happiness. TABLE OF CONTENTS 1.0 INTRODUCTION .................................................................................................................................. 1 1.1 MOTIVATION........................................................................................................................................... 1 1.2 BACKGROUND ........................................................................................................................................ 1 1.3 OBJECTIVES............................................................................................................................................ 2 1.4 LITERATURE REVIEW............................................................................................................................... 2 1.4.1 Vitreous Silica dilatometers........................................................................................................... 2 1.4.2 Twin-telemicroscope method ......................................................................................................... 3 1.4.3 Interferometers .............................................................................................................................. 3 1.4.4 Thermomechanical analyzers ........................................................................................................ 4 2.0 DESCRIPTION OF SPECIMENS........................................................................................................ 5 2.1 FUSED SILICA ......................................................................................................................................... 5 2.2 PRINTED WIRING BOARD ........................................................................................................................ 5 3.0 EXPERIMENTS..................................................................................................................................... 7 3.1 RATIONALE FOR CHOOSING THIS APPROACH ........................................................................................... 7 3.2 EXPERIMENTAL APPROACH ..................................................................................................................... 7 3.3 DISPLACEMENT TRANSDUCER DESCRIPTION ............................................................................................ 8 3.4 EXPERIMENTAL SET-UP .......................................................................................................................... 9 3.5 TEST PROCEDURE................................................................................................................................... 9 3.6 DATA REDUCTION ................................................................................................................................ 11 4.0 DISCUSSION OF RESULTS .............................................................................................................. 13 5.0 CONCLUSIONS................................................................................................................................... 15 TABLES ...................................................................................................................................................... 16 FIGURES .................................................................................................................................................... 18 REFERENCES ........................................................................................................................................... 26 APPENDIX ................................................................................................................................................. 27 A1 ERROR ANALYSIS ................................................................................................................................ 27 A2 RAW DATA .......................................................................................................................................... 28 A3 EQUIPMENT LIST ................................................................................................................................. 30 VITA..............................................................................................ERROR! BOOKMARK NOT DEFINED. LIST OF TABLES Table 1: Printed Wiring Board Coefficient of Thermal Expansion Table 2: Fused Silica Expansivity Values Table 3: Invar 36 Coefficient of Thermal Expansion LIST OF FIGURES Figure 1: Geometry of the Printed Wiring Board Figure 2: Model Printed Wiring Board Figure 3: Geometry of the Epoxy/Glass Weave Adhesive Figure 4: Geometry of the Fused Silica Specimen Used for Calibration and its V-notch Frame Figure 5: Schematic of the Experimental Set-up Figure 6: Description of the Capacitive Displacement transducer Figure 7: Calibration of the Capacitive Displacement Transducer Figure 8: Change in Displacement versus Change in Temperature Figure 9: Change in Displacement versus Change in Temperature for the Printed Wiring Board Material Figure 10: Strategy for Calculation of the Printed Wiring Board Expansion 1.0 Introduction 1.1 Motivation Microelectronic boards are usually made up of several layers of different materials [1]. The integrity and reliability of multi-layer electronic boards depend on the strength and quality of the bond between the layers. High temperature circuit integration processes (such as soldering) that exceed the glass transition temperature, Tg, of the polymeric components and pre-existing flaws such as cracks, voids, and areas of poor adhesion can produce delaminations whose growth can cause device failures. Since delamination affects manufacturing yield, it is important to understand how delamination occurs and to characterize the resistance to delamination. Before fracture experiments on a Printed Wiring Board material can be performed, it is necessary to establish its thermomechanical properties, one of which is the coefficient of thermal expansion. 1.2 Background This project was a follow-up of the coefficient of thermal expansion experiments performed by an aerospace engineering undergraduate, Carlos Aquila, at the University of Texas at Austin. He designed the prototype of the Invar measuring frame that I had later modified and used for my experiments. The notes and data that Aquila left at the Engineering Mechanics Labs at the University of Texas at Austin indicated that he attempted to find the coefficient of thermal expansion of the Printed Wiring Board material. He used an extensometer to measure strain, but subsequently concluded that it was undesirable due to thermal effects. Later, he used a capacitive displacement transducer that was mounted on an Invar frame for his measurements. I found it difficult 1 to verify his experimental results and calibrations because I could not find sufficient record on his assumptions and initial conditions. His experimental set-up also needed improvements. The Invar measuring frame did not have the proper electrical insulation required by the capacitive displacement transducer, and the probe positioner (converted from a micrometer) introduced significant calibration errors. Hence, it was my task to improve the measuring device and rerun the coefficient of thermal expansion experiments. 1.3 Objectives The primary objective of this project was to determine the coefficient of thermal expansion for a 3-inch long Printed Wiring Board Material. Before this was done, it was necessary to calibrate a suitable experimental setup for measuring the milli-inch-level thermal expansion of the Printed Wiring Board Material. 1.4 Literature Review The following sections summarize four important methods developed for measuring the coefficient of thermal expansion of a general group of solid materials. 1.4.1 Vitreous Silica dilatometers In this method, a vitreous silica dilatometer of the single push-rod or tube type is used to determine the change in the length of the specimen relative to that of a holder as a function of temperature [2]. The temperature is controlled either over a series of steps or at a slow constant heating or cooling rate over the entire range. Greater attention must be 2 paid to the change in temperature than change in displacement because very often the temperature measured is not the temperature of the specimen if thermal equilibrium is not attained [3]. 1.4.2 Twin-telemicroscope method This method is used for measuring the absolute expansion of large specimens at high temperatures [3]. Best results are obtained when the two microscopes are rigidly mounted to a bar of low-expansion material outside the furnace and the length change measured with filar micrometer eyepieces. Telemicroscopes, or microscopes with relay lenses, are needed due to the large working distance imposed by the furnace. Sharp images of the gauge length can be produced by marks indented into flat specimen surfaces at low temperatures or by knife edges at high temperatures. Furnace windows may cause significant errors if their surfaces are not optically flat. 1.4.3 Interferometers This method is based on the interference of monochromatic light reflected from two surfaces that are separated by a specimen or by the combination of a specimen and a reference material [3]. Typical configurations involve a specimen of known geometry that is placed between two reflecting surfaces. Monochromatic light illuminates the surfaces simultaneously to produce a fringe pattern. As the specimen expands or contracts, the fringe pattern changes. This change is converted into change in displacement [4]. 3 1.4.4 Thermomechanical analyzers To determine the coefficient of thermal expansion, this test method uses a thermomechanical analyzer, which consists of a specimen holder and probe, a displacement transducer, furnace, a temperature sensing element, a means of purging the specimen environment with dry inert gas, a data recorder, and calipers [5]. Sometimes it may also include a stepper motor for automation. The approach that was chosen for this project will be described in Sections 3.1 and 3.2. 4 2.0 Description of Specimens Two types of specimens were employed. The fused silica, with known coefficient of thermal expansion, was used for calibration. The Printed Wiring Board is also described below. 2.1 Fused Silica The geometry of the low thermal expansion fused silica rod (Standard Reference Material 739 from NIST) used for calibration of the whole measuring device is shown in Figure 4. It was a circular rod, 3 inches long and 0.25 inch in diameter. The values of expansion and expansivity relevant to this experiment are given in Table 2. The rod was obtained as a single drawing from an ingot of fused silica that was at least 99.8 % weight pure. It was annealed by soaking at 1373 K for 7 hours and cooling to 1173 K at 12 K per hour [6]. 2.2 Printed Wiring Board Figure 2 displays a model of the Printed Wiring Board Material [1]. The laminate was symmetric about the mid-plane (z = 0). The signal layers have copper lines that ran in the x and y-directions (see Figure 2), and the ground and power layers were made of copper sheet. The signal lines were 6 × 10−3 inches wide and had 24 × 10−3 inches of spacing. These lines made up 20 % copper in each layer. The matrix material was made with a difunctional epoxy with 1080 glass weave. The layer adhesive was a difunctional, 49 oC glass transition temperature epoxy system (ED 130 Resin with 1080 Glass Fabric), 5 and it was composed of an epoxy matrix with layers of glass weave throughout (Figure 3). The geometry of the Printed Wiring Board specimen is shown in Figure 1. It was a rectangular piece 3-inch long (same length as the fused silica), 0.5-inch wide, and 0.045-inch thick. 6 3.0 Experiments 3.1 Rationale for Choosing this Approach In this experiment a high temperature capacitive displacement probe was mounted on a low-expansion frame to measure the displacement of the Printed Wiring Board, while a thermocouple was used to measure the temperature of the specimen. This approach was the simplest compared to all the other methods considered Section 1.4. Yet it was also the most suitable. Being only 3 inches long, the Printed Wiring Board was a small specimen, and hence did not need the twin-telemicroscope method that was intended for large specimens. Moreover, the Printed Wiring Board did not have a coefficient of thermal expansion that was low enough to require the high-precision interferometry method. The push-rod method was also undesirable because significant errors might be introduced by the deformation of the soft Printed Wiring Board under the load of the push-rod. Lastly, inconvenient accessibility to a thermomechanical analyzer had made this method unappealing. 3.2 Experimental Approach The specimen was heated in an oven and its change in expansion and temperature over time was measured. A series of temperature ramps and soaks were employed. Static equilibrium could be assumed because only those displacements at thermoequilibrium were considered. Thermo-equilibrium was determined with regard to the Invar frame, because it had the largest thermal mass amongst the elements concerned. In other words, displacements were used for calculation of coefficient of thermal expansion only when the Invar frame had attained a steady soak temperature. 7 Like any experimental-setup, the measuring frame would introduce its own errors if not calibrated properly. Although Invar has a very small coefficient of thermal expansion (Table 3), the Invar frame’s expansion would cause significant errors in the measurements if it was not considered. The thermal expansion and electronic drift of the capacitive displacement transducer must also be taken into account. To get around the overall offset caused by device errors, a material with known coefficient of thermal expansion can be used for calibration. A fused silica rod with very small coefficients of thermal expansion (Table 2) was employed to determine the offset caused by the whole measuring device. Once this offset was determined, it was deducted from the total expansion measured in the Printed Wiring Board experiments to get the material’s actual expansion. 3.3 Displacement Transducer Description Figure 6 shows the principles of the Capacitec capacitive displacement transducer. The transducer head and the conductive target acted like a parallel plate capacitor. Since capacitance was inversely proportional to the gap distance, a smart linearization circuitry was used to translate the capacitance into voltage that was proportional to the target displacement. This circuitry was embedded in a Capacitec Series 3000 amplifier. A calibration curve for the displacement transducer can then be obtained by plotting known distances made by a micrometer against the output voltage. 8 3.4 Experimental Set-Up Figure 5 is a schematic of the experimental set-up. In the calibration experiment, the fused silica specimen rested on a V-notched frame made of Al 6061 T6511, which in turn was placed on an Invar frame. In the CTE experiment, the fused silica and the Vnotched frame was simply replaced by the Printed Wiring Board. The Printed Wiring Board was electrically insulated from the Invar frame by a short strip of teflon. The specimen’s (whether it was the fused silica rod or the Printed Wiring Board) ends were bonded to the wall of the Invar frame and to a grounded steel target with double-sided Scotch tapes. When the specimen slowly expanded under heat, the target was pushed towards the capacitive displacement transducer, thus reducing the gap distance between the target and the probe head. The change in gap distance was measured by the probe, converted into voltage by the amplifier, and stored and plotted using LabView data acquisition software. Simultaneously, a thermocouple measured the Invar frame’s (the main thermal mass in the setup) temperature, which was also recorded by the computer. A hole was drilled into the center of the Invar frame to allow the insertion of the thermocouple. 3.5 Test Procedure The test procedures described below are identical for both the calibration (with fused silica) and Printed Wiring Board experiments. 1. Before any calibration or experiment, the Capacitec Series 3000 Amplifier and the Capacitec capacitive displacement probe was allowed to warm up for 1 hour. 9 2. The amplifier was calibrated with the capacitive displacement probe, a calibration wheel (or micrometer), and a voltmeter by following the instructions in a manual that came with the amplifier. Recalibration was performed before each experiment if a different probe was used for the amplifier, but not necessarily if the same probe was used. The probe cable was insulated from the ground or other electrical equipment. 3. After the amplifier was tuned, the probe was calibrated with the calibration wheel and voltmeter. This step was necessary before each experiment to ensure accuracy. Voltages were recorded in 1 milli-inch increments over a range of 20 milli-inches. A graph of voltage versus displacement was plotted to acquire the resolution of the probe on the day the experiment was run. 4. Proper gap distance between the probe and the target was adjusted before the experiment began. If the gap distance exceeded 20 milli-inches (~10 volts), the probe would be out of range. On the other hand, if the gap distance was too short, there would not be enough space for the specimen to expand for the desired temperature range. In both the calibration and Printed Wiring Board experiments, the probe was placed so that the initial gap distance voltage was around 9 volts. 5. The temperature profile for the furnace was built in steps of 10 oC from room temperature up to 233 oC. Soak time at each temperature was set at 90 minutes to allow the transients to die out and ensure a steady displacement. 6. Both displacement and temperature data were recorded using Labview software at a rate of 1 sample per 20 seconds. Since the experiment duration was long, the low sampling rate was selected to avoid computer memory problems. 10 3.6 Data Reduction To calculate the coefficient of thermal expansion of the Printed Wiring Board, three groups of data were used: the probe calibration curve, the fused silica calibration curve, and the Printed Wiring Board expansion curve. The slope of the probe calibration curve, k (volts/milli-inch), provided the inverse of the resolution of the probe. The expansion, ∆L, from initial temperature To to temperature T was calculated as ∆L = (V-Vo)/k (3.1) where V = voltage output of the probe at temperature T Vo = voltage output of the probe at initial temperature To The voltage values of the probe were taken into consideration only at stabilized displacements and temperatures to ensure static and thermal equilibrium. The same temperatures and soak times were employed for both the fused silica calibration and the Printed Wiring Board experiment to guarantee proper correspondence. The ∆L’s measured from the fused silica experiment were subtracted from the ∆L’s measured from the Printed Wiring Board experiment. This subtraction removed the undesired expansion of the Invar frame and the probe drift from the overall expansion recorded in the Printed Wiring Board experiment, but had not yet taken into account of the small expansion of the fused silica. ∆LPWBcorrected = ∆LPWBuncorrected – ∆Lfused silica (3.2) Lastly, the coefficient of thermal expansion of the Printed Wiring Board material, approximated by (∆L/∆T)/Lo, was calculated by accounting for α fused silica, the average expansivity of the fused silica over the relevant temperature range (∆L/∆T)/Lo = (∆LPWBcorrected /∆T)/Lo + α fused silica 11 (3.3) where ∆LPWBcorrected /∆T = slope of the curve of calibrated expansion versus temperature change Lo = length of the specimen at initial temperature To Although the Eulerian definition of the coefficient of thermal expansion was (∆L/∆T)/L (where L = Lo + ∆L), (∆L/∆T)/Lo was used because ∆L was so small that it could be assumed that L ≈ Lo. A pictorial explanation of this calibration strategy is shown in Figure 10. 12 4.0 Discussion of Results In this section, results from the calibration of the probe, the calibration of the Invar frame, and the coefficient of thermal expansion experiment are discussed. A calibration curve of the capacitive displacement probe is shown in Figure 7. The calibration was performed at room temperature, and the displacement corresponded very linearly with the voltage over a range of 20 milli-inches as expected. The resolution, given by the inverse of the slope, was 1.91 milli-inches/volt on the day the Printed Wiring Board expansion experiment was performed. Figure 8 shows the change in displacement versus change in temperature for both the fused silica calibration experiment and the Printed Wiring Board experiment. The initial temperature was set at 36.2 oC. Since the displacements showed unreasonable jumps above 161 oC, those data were discarded. It was suspected that the probe was faulty. Both curves show linear trends, but there is a jump on each curve consistently at approximately 80 oC. The magnitude of the jump, however, was not the same. At this temperature, the y-intercepts of both curves seem to have been translated in the positive direction, but the slopes are not altered significantly. In other words, a sudden, new bias error seemed to have occurred after 80 oC. A “corrected” curve is also plotted on Figure 8 after subtracting the fused silica experiment displacements from the Printed Wiring Board experiment displacements. This curve is plotted again on Figure 9 with two curve fits, one before the jump and one after the jump. The slopes differ by about 4%. The displacement jumps at one consistent temperature for different specimens suggested that the measuring device was somehow flawed. It was suspected that these 13 errors were somehow related to thermal effects on the probe. Due to time constraints, the true cause of the flaw was not found. The coefficients of thermal expansion were calculated after the average expansivity of the fused silica over the relevant temperatures were added to the slopes in Figure 9. These values are determined with an uncertainty of 6%, and are illustrated in Table 1. Four other Capacitec probes and amplifiers were tested for resolution, linear range, and drift throughout this project in the search of the best combination. A probe/amplifier combination was “good” if it gave high resolution (less than 2 milliinches/volt), wide linear range (at least 20 milli-inches), and low drift (less than 0.1 volt/hour). Although a good probe was found, it broke shortly before the experimental set-up was fit for taking measurements. A next best probe was subsequently used for taking data. 14 5.0 Conclusions In this project an experimental setup was improved and calibrated. The coefficient of linear thermal expansion for the Printed Wiring Board material was determined over a temperature range from 36 oC to 161 oC. Since a significant change in the coefficient of thermal expansion in this temperature range was not observed, the glass transition temperature is expected to be above 161 oC. Data were not taken at temperatures higher than 161 oC due to suspected equipment flaw, which caused unreasonable displacement jumps above 161 oC. In future work, data at higher temperatures will be obtained until the glass transition temperature is found. It is expected that above the glass transition temperature, the coefficient of thermal expansion will rise noticeably. The glass transition temperature is believed to be around 180 oC, which is also the Tg of many similar materials. More probes and amplifiers should be tested in search for a better probe/amplifier combination. 15 Tables Table 1: Printed Wiring Board Coefficient of Thermal Expansion Temperature (oC) Average CTE (µm/m)/ oC 36 to 75 14 ± 6% 85 to 161 15 ± 6% Table 2: Fused Silica Expansivity Values [6] Temperature (oC) Expansivity (µm/m)/ oC 25 0.49 47 0.53 67 0.56 87 0.58 107 0.60 127 0.61 147 0.62 167 0.63 16 Table 3: Invar 36 Coefficient of Thermal Expansion [7] Temperature (oC) CTE (µm/m)/ oC 25 to 100 1.66 100 to 150 2.16 150 to 200 2.80 17 Figures ∆L Top View L=2.998 in. Wall of the Invar frame H=0.045 in. Front View Side View W=0.500 in. Figure 1: Geometry of the Printed Wiring Board signal ground signal x power signal Z Figure 2: Model Printed Wiring Board [1] 18 3 1 2 Figure 3: Geometry of the Epoxy/Glass Weave Adhesive [1] Front View Side View 0.249 in. 3.034 in. Fused silica V-notch frame made of Al 6061 T6511 Figure 4: Geometry of the Fused Silica Specimen Used for Calibration and its V-notch Frame 19 Specimen (either PWB or Fused silica) Capacitive Displacement Transducer Fixed Mount Gap Distance Exterior of Oven Thermocouple Module Interior of Oven Voltmeter Computer with Labview Data Acquisition Invar Frame Thermocouple embedded in Invar frame Teflon Grounded Insulation Target Excitation and Amplification Figure 5: Schematic of the Experimental Set-up 20 Gap distance = d Capacitive Displacement Transducer Probe ∆d Conductive Target Acts like a parallel plate capacitor with capacitance = C C ∝ (1/d) Calibration curve Smart Linearization Circuitry Voltage Output Voltage ∝ ∆d ∆d Figure 6: Description of the Capacitive Displacement Transducer 21 12 10 Voltage (V) 8 6 4 y = 0.5233x + 0.1475 2 R = 0.9997 2 0 0 2 4 6 8 10 12 14 16 -3 Displacement (10 inches) Figure 7: Calibration of the Capacitative Displacement Transducer 22 18 20 ∆LPWBcorrected = ∆LPWBuncorrected - ∆LFused silica 8 7 PWB (uncorrected) 6 Fused Silica PWB (corrected) Change in Displacement (10 -3 inches) 9 Apparent displacement jump or bias error 5 4 3 2 1 0 0 20 40 60 80 o 100 120 o Change in Temperature ( C) (Initial point: 36.2 C) Figure 8: Change in Displacement versus Change in Temperature 23 140 6 -3 Change in Displacement (10 inches) y = 0.0419x + 0.6733 2 R = 0.9964 5 4 3 y = 0.0402x - 0.0149 2 2 R = 0.9977 1 0 0 20 40 60 80 o 100 120 o Change in Temperature ( C) (Initial point: 36.2 C) Figure 9: Change in Displacement versus Change in Temperature for the Printed Wiring Board Material 24 140 Expansion measured in the Fused silica experiment, ∆Lfused silica Device expansion, d Fused Silica expansion, s Expansion measured in the Printed Wiring Board experiment, ∆LPWB(uncalibrated) Device expansion, d Printed Wiring Board expansion, p p = (d+p) – (d+s) + s known actual measured Figure 10: Strategy for Calculation of the Printed Wiring Board Expansion 25 References 1. Watson, K., “Delamination of Multi-layer Microelectronic Packages,” The University of Texas at Austin, December 1995. 2. ASTM E 228, “Standard Test Method for Linear Thermal Expansion of Solid Materials with a Vitreous Silica Dilatometer,” Annual Book of ASTM Standards, December 1995. 3. Touloukian Y. S., et al., Thermal Expansion – Non-Metallic Solids, Purdue Research Foundation, New York, 1977. 4. ASTM E 289, “Standard Test Method for Linear Thermal Expansion of Rigid Solids with Interferometry,” Annual Book of ASTM Standards, December 1995. 5. ASTM E 831, “Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis,” Annual Book of ASTM Standards, September 1993. 6. “Fused-Silica Thermal Expansion,” Standard Reference Material 739 Certificate, National Institute of Standards and Technology, Gaithersburg, Maryland, December 1991. 7. “Carpenter Invar 36 free cut elec alloy unannealed ground,” Certificate of Tests, Carpenter Technology Corporation, Houston, Texas, March 1998. 26 Appendix A1 Error Analysis The following table gives a list of the uncertainties involved. Microsoft Excel was used to evaluate the statistical uncertainties. Uncertainty Percentage Comments δLo 1.2 δ(∆V/∆L) 0.9 δ(∆L) 1.4 δ(∆T) 0.3 δ(∆L/∆T)1 5.5 δ(∆L/∆T)2 4.6 δα 0.5 δ(∆L)teflon 2.5 Initial length of fused silica was 36 milli-inches longer than the Printed Wiring Board, which was 2.998 inches. This is two times the standard error in the curve fit of the probe calibration data. This is the maximum uncertainty encountered when averaging over 40 data points (~13 minutes) to get each of the several stabilized Printed Wiring Board displacements. The uncertainty is two times the standard deviation. This is the maximum uncertainty encountered when averaging over 40 data points (~13 minutes) to get each of the several stabilized temperatures. The uncertainty is two times the standard deviation. This is two times the standard error in the curve fit of the expansion versus temperature curve from 36 oC to 75 oC. This is two times the standard error in the curve fit of the expansion versus temperature curve from 85 oC to 161 oC. The uncertainty of the fused silica expansivity is obtained from the NIST certificate. The teflon tape that was used to insulate the Printed Wiring Board from the ground wrinkled under heat. The total uncertainty is estimated by the Pythagorean, with all weighting factors being equal to one. UCTE/CTE = √(1.22+0.92+1.42+0.32+5.52+0.52+2.52) = 6 % from 36 oC to 75 oC. UCTE/CTE = √(1.22+0.92+1.42+0.32+4.62+0.52+2.52) = 6 % from 85 oC to 161 oC. 27 220 9.00 200 8.50 180 8.00 160 7.50 140 7.00 120 6.50 Temperature (mV) Displacement (V) 100 6.00 80 5.50 60 5.00 40 4.50 20 4.00 0 10000 20000 30000 40000 50000 60000 70000 80000 Time (sec) Voltage Readings from Thermocouple and Displacement Transducer for the Printed Wiring Board 28 Displacement (V) Termperature (mV) A2 Raw Data 220 10.00 200 9.50 180 9.00 8.50 Temperature (mV) 140 8.00 Displacement (V) 120 7.50 100 7.00 80 6.50 60 6.00 40 5.50 20 5.00 0 20000 40000 60000 80000 100000 120000 140000 Time (sec) Voltage Readings from Thermocouple and Displacement Transducer for the Fused Silica 29 Displacement (V) Termperature (mV) 160 A3 Equipment List Name Number Capacitec Series 3000 Amplifier Model 3218-4S, Channel 1A UT#615928 Capacitec capacitive displacement probe (labeled with a yellow tape) National Instruments Labview 3.1.1 (software) Keithley multimeter 168 autoranging DMM SN 36394 HiTEC calibration wheel Model CS2 SN138 Standard Environmental Systems Inc. environmental test chamber model No. RTT/4E, with PRO-SES microprocessorbased controller Fluke thermocouple with 80TK thermocouple module SN 86119 (oven) UT#615734 (controller) Keithley 175 autoranging multimeter UT#388280 Invar measuring frame ------ 30 ------