Modified Vises Put Clamps on Product
advertisement

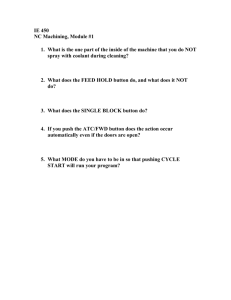
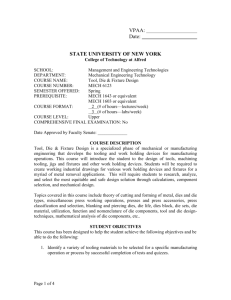
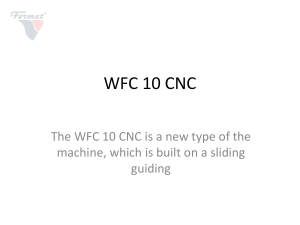
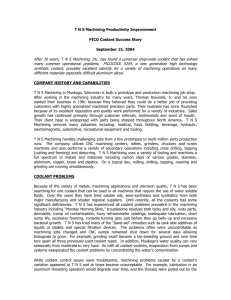
ShopSolutions Case Histories of Manufacturing Problem Solving Modified Vises Put Clamps on Product Changeover C ox Machine Inc. (Wichita, KS) has adopted a new forward thinking, treating suppliers as partners, and focusing workholding setup for machining 44 different parts on cellular manufacturing. We plan ahead during the quoting continuously without requiring changeover. Quanti- phase, designing new cells like this Kurt-equipped cell, and ties and sizes for the aerospace structural components range from the size of a deck of cards to a 6" (152.4-mm) vise. Previous setup methods on a pair of Haas VF-2YT machining centers took up to an hour per job. “With the new workholding process featuring a modified Kurt D688 and 3630H vise, productivity and quality improvements are substantial for the two-machine cell that operates continuously two shifts, seven days a week,” said Jason Cox, chief technical officer. Cox Machine was founded in 1954 by Jason’s grandfather, Ernest “Bud” Cox. Based on his experience as a machinist at Cessna Aircraft and Kansas Tool, Cox decided to open his own ma- Paul Perales, machinist at Cox Machine, is holding an aerospace component machined on one of the two Haas VF-2YT machining centers equipped with customized Kurt workholding in the cell. chine shop to serve nearby Wichita aerospace manufacturers. work with suppliers as partners, allowing us to reduce cost Now in its second generation ownership, Cox Machine has through the entire supply chain from raw materials to tooling two facilities, an ultra-modern 80,000 ft (7432 m ), climate- purchases to vendor-owned inventory,” said Cox. 2 2 “A three-step lean strategy approach puts us ahead of our competition and this workholding design is an ideal example of that lean strategy.” controlled facility specializing in cutting edge machining and a “All of the 44 different aerospace structural components separate 24,000 ft2 (2230 m2) facility specializing in sheet- are machined from pre-cut 7050-T74 aluminum blocks. A metal fabricating. Cox Machine’s customer list reads like a needed part size is loaded into the first machine for machin- “Who’s Who” of aerospace manufacturing with companies like ing one side of a specified part including a special dovetail Boeing, Cessna, Spirit, and Vought, to name just a few. feature. This dovetail positions and holds the part in the “A three-step lean strategy approach puts us ahead of our second machine and is removed after machining. The second competition and this workholding design is an ideal example machine is equipped with an indexing table and a different of that lean strategy,” said Jason Cox. “The three steps are hydraulic setup to allow for tapping and machining all sides of December 2014 | ManufacturingEngineeringMedia.com 41 Shop Solutions the parts not done on the first machine. The indexer is required because parts have features that must be machined from the side or at an angle,” said Cox. “This was the first time we designed a setup like this using a D688 vise with a hydraulic cylinder,” said Michael Granlund, Kurt custom workholding designer. Compared to using standard vises, the change to the Kurt vises with custom modifications has greatly reduced upfront costs and future maintenance costs, eliminated setup time, reduced part runtime, reduced scrap, and increased part quality. The Kurt D688 vise with modified hydraulic actuation has no screw mechanism. “The workholding setup using a It is mounted on the machine table for machining one side of the components. D688 vise has a body modified at the The hydraulic cylinder positions the vise jaw forward and reverse to handle all end opposite the stationary jaw for 44 part sizes. mounting the hydraulic cylinder. There 3054-4088-ME_1114-4.56x4.88-2C.eps 1 9/29/2014 7:14:14 AM is no screw in this vise. The vise nut was custom designed with a drilled and tapped hole in the end of the hydraulic cylinder rod. A double-acting, custom length hydraulic cylinder is used with a demand-type hydraulic pump. This allows actuating the cylinder forward and reverse through a directional control valve to handle all 44 different part sizes,” said Granlund. C The first machining operation done M in the D688 vise machines half of Y the part along with a dovetail, half- CM moon-shaped feature which aligns the MY part for the second operation in the CY modified jaws of a 3630H vise. All parts CMY have the dovetail width so the second K operation requires no setup from part to part. Dovetail length varies with the size of the part. The second machine setup with the 3630H hydraulic vise is mounted on an indexer and has custom dovetail jaws. The dovetail jaw on the stationary side has a half-moon dowel locator for correct positioning of the parts following the 42 ManufacturingEngineeringMedia.com | December 2014 Shop Solutions first machining setup. This indexer allows for full 360° rotation and stationary jaws to stabilize the larger parts. Like the first when needed to tap, drill, and finish all sides of the part. A hy- machine setup, this one runs all of the 44 different-size parts. draulic connection runs through the center of the indexer with Both machine setups operate from the same hydraulic power a rotary union. This setup has rest buttons on the movable unit at 2000 psi (13.8 MPa). “Our long-term plan for this setup is to integrate a robotic loading system to make it even more efficient,” said Cox. “As it stands, we’re very pleased with the cell setup and the increased productivity. The workholding from Kurt worked just as expected right out of the box.” ME For more information about Kurt workholding, go to www.kurtworkholding.com, or phone 877-226-7823; for more information about Cox Machine Inc., go to www.coxmachine.com, or phone 316-943-1342. Coolant-Through Retrofit for Deep Crosshole Drilling C olumbus Hydraulics Co. is a hydraulics cylinder designer and manufac- The FVM-104160DC is perfect for lean, repeatable mass production of large and heavy workpieces. The slanted Y- and Z- axes increase the slideway surface and eventually distribute the load in the area. The series also features these benefits: • The FVM double-column VMC has an extremely rigid and stable structure base on oversized columns, extra-wide spacing of box ways on a slanted Y-axis and a close symmetrical design of the Z-axis. • The four heavy-duty linear roller ways of the X-axis support the table and boost moving speed, dramatically reducing stick-slip problems caused from box ways machines and increasing the machines positioning accuracy. • The XY-axis runs with a Class 3 high-precision, double-nut, pre-tensioned ball screw. The coolant circulation in the 3" large balls crews eliminates thermal building and ball screw deformation, helping to maintain high-positioning accuracy and repeatability. • The 50-taper, cartridge-type, air-purge, 6000rpm with 30 HP spindle is driven by a two-speed gearbox with low speed for extra-high torque output during heavy cutting. It generates a maximum torque of 449 ft.-lbs. Think versatile. Call your Chevalier dealer today to learn more about the FVM-104160DC and see you at Houstex. turer for applications ranging from fire trucks to agricultural equipment, railroad track laying systems to earth-moving machinery. Since 1952, the company has mastered a number of challenging part-machining operations. The company’s most recent mastery, deep crosshole drilling, however, is one that typically attracts the least amount of attention. The Columbus, Nebraska-based shop drills deep crossholes measuring anywhere from 0.125 to 1.250" (3–31 mm) in diameter and usually through 2.5–3" (63–76- mm) diameter parts made from tough 1018 and 1141 carbon steel bar stock. To further complicate the process, the primary machine tool used—a large, SEE US AT HOUSTEX IN BOOTH #262 800-243-8253 / 562-903-1929 www.ChevalierUSA.com We shape your ideas. CMI_mfg_eng_FVM-104160DC_half pg_4clr.indd 1 44 ManufacturingEngineeringMedia.com | December 2014 horizontal CNC turning center with milling axis—often lacks sufficient space for unrestricted tool maneuverability when it comes to several of the shop’s crosshole 10/20/14 3:32 PM drilling operations. This meant additional finish operations on other machines to produce the necessary features. While using shorter custom-made carbide and dual-inserted drill bits partially solved the tool maneuverability problem and eliminated extra operations, inadequate coolant delivery created another obstacle. The machine’s standard flood coolant worked in most operations, but it fell short with deep crosshole drilling. “For our crosshole drilling operations, we have to keep coolant directly at the tip of the drill, or it will burn up from the generated heat,” said Pete Hayward, Columbus Hydraulics CNC Rego-Fix’s reCool retrofittable coolant-through system delivers coolant to the tip of the drill where it does the most good for deep crosshole drilling at Columbus Hydraulics. supervisor/programmer. “Flood coolant had always been fine for While through-tool coolant delivery offers multiple benefits our other hole-making operations. So, at the time we acquired that boost productivity and tool life, live tooling heads with our CNC horizontal turning center, a dedicated through-coolant the capability, according to Hayward, can be a substantial head just didn’t seem necessary,” said Hayward. investment. With that said, live tooling with through-coolant DID YOU KNOW… ONLY LICENSED BIG-PLUS® TOOLING ENSURES A PROPER DUAL CONTACT FIT WHAT THIS MEANS FOR YOU: + Controlled Tolerances: Licensees are provided gauging—ensuring traceability to the original “Master Gauge” + Peace of Mind: Licensees are also provided the know-how and training to produce the required tolerances + Higher Performance: Licensed tooling provides the benefits of higher rigidity, accuracy and repeatability + No Risk: Reverse-engineered alternatives can possibly damage spindles due to an improper relationship of taper-to-flange face HIGHER PERFORMANCE. GUARANTEED. Stay in the know at bigkaiser.com/toolholders. kaiser1651-01 December Ad Production_ME_v03.indd 1 11/5/14 10:08 AM December 2014 | ManufacturingEngineeringMedia.com 45 Shop Solutions capability made little fiduciary sense for Columbus Hydraulics, whose operations have only a minimal need for through-coolant delivery. What did, however, make good economic sense was a new, retrofittable through-tool coolant system from Rego-Fix Tool Corp. (Indianapolis, IN). The system, called reCool, allows shops, such as Columbus Hydraulics, to quickly, easily, and cost-effectively upgrade live tooling heads from standard externalcoolant to through-tool coolant capability. reCool consists of only five Columbus Hydraulics drills deep crossholes measuring anywhere from 0.125 to components—a special clamping 1.250” (3–31 mm) in diameter and usually through 2.5–3” (63–76-mm) diameter nut with outer ring, a sized sealing parts made from tough 1018 and 1141 carbon steel bar stock. disk, coolant pipe, straight fitting, and elbow fitting. Provided that the live tools have an ER collet system, reCool can retrofit onto existing straight and angled live tooling heads in as little as two minutes. reCool keeps coolant constantly pinpointed at the cutting tool’s edge and precisely in the cut zone to evacuate chips and reduce heat, which, in turn, helps extend tool life and ultimately shorten part-machining cycle times. In deep-hole drilling, for instance, these systems eliminate the time-consuming peck cycle style of operation for removing chip build up in the machined holes that can lead to tool failure. In addition, because through-tool coolant controls heat better, shops can generate better hole surface finishes and drill at much higher speeds and feeds without the risk of premature tool wear. Through its clamping nut, reCool diverts the tooling head’s external supply into the collet holder cavity. This function prevents coolant from seeping back into the internal compartment of the live tooling head. Such seepage is what leads to the maintenance issues typically associated with dedicated through-coolant heads. The reCool clamping nut requires only a sealing disk, also obtained from Rego-Fix, that is sized to the shank of the tool used, making it and the entire system maintenance-free for Columbus Hydraulics. The sealing disk clips into the clamping nut above the collet forcing the coolant to flow through the cutting tool instead of out of the collet face. During system operation, machine tool coolant fills a small gap between the reCool’s 46 ManufacturingEngineeringMedia.com | December 2014 rotating component and the mating stationary nut. Once the we can crossdrill as many as 300 pieces with those particular gap is full, a liquid bearing forms and reduces friction and dis- drills, then have enough tool life left to drill short pipe-tap holes sipates heat caused by system rotation. It also maintains lower in another 200 or so pieces.” operating temperatures to preserve internal components. Continued on page 70 reCool works with basically any level of coolant pressure as long as the coolant is filtered and a strong consistent flow is maintained. Also, during reCool operation, a machine’s coolant system experiences no loss of pressure. Because reCool uses coolant as a bearing, the only other key system requirement is that the machine tool’s coolant must be switched on and flowing prior to starting a cutting The EBC110 Precision Boring Mill provides a new level of accuracy, rigidity and reliability for under $350,000. tool’s rotation in the live head. Columbus Hydraulics immediately began reaping the benefits of the reCool through-tool coolant delivery. Since retrofitting the system to its CNC turning center, the shop has been able to maintain a steady supply of coolant directed precisely to the cutting tips of drill bits. This not only enhances the cross drilling operation, it allows the shop to drill straight through without stopping or having to run a pecking routine. In addition, since the reCool retrofit, drilling cycle times have dropped from upwards of three minutes per hole to only 45 seconds at most. And there have been significant improvements in hole surface finishes as well. “The reCool system has taken our surface finishes from adequate to world Engineered in Germany, the EBC110 features a 50 Taper coolant-thru 3,000RPM spindle with a heavy-duty gearbox for high torque and a precision 49" x 55" full 4th axis rotary table capable of holding 11,000 lbs. The box way design, Heidenhain scales, 40 position tool changer, chip conveyor, sheet metal enclosure, air-conditioned electrical cabinet, and the FANUC 0i-MD control make this boring mill perfect for large part machining. class,” Hayward said. “And while these aren’t quite the same level of surface finishes achieved with boring or reaming, they are well above average for simple drilled surfaces.” SMTCL offers over 300 different machine models, including dozens of models of table and floor type boring machines. Our California-based team and network of local distributors provide the applications engineering and service support that you demand. Call or visit our website to see how SMTCL can deliver for you. Columbus Hydraulics continues to be most impressed with how reCool increases its tool life and helps boost overall productivity. “Even with solid carbide drills, we used to run only 100 pieces www.smtcl-americas.com 626-667-1192 before the drill would burn up,” said Hayward. “Now, with the reCool system, December 2014 | ManufacturingEngineeringMedia.com 47 Shop Solutions Continued from page 47 Though larger deeper crossholes make up a comparatively tolerances,” said Markus Petschnig, managing director. By small percentage of Columbus Hydraulics' average workload, working with Jenoptik Industrial Metrology Division (Peseux, the shop incorporated additional CNC turning centers to help Switzerland), Polymeca has managed to combine maximum handle orders that require the large-diameter drilling opera- machining precision with highly efficient series production. tion. Like its first turning center, the shop has also retrofitted additional machines with a reCool system. Grinding axle systems for theodolites is one of the most challenging of grinding tasks. After all, the measurement accuracy of these instruments, which are used for measuring angles and work with GPS, is dependent on the precision of the rotary and tilting axles. Polymeca AG has been manufacturing high-precision axle systems of this type for more than 20 years using conventional grinding machines. The company which has a long tradition has now written a new chapter in precision and process reliability. It has paved the way for introducing incredibly efficient and cost-effective production processes by building an innovative manufacturing facility. This facility consists of four fully automated precision grinding machines for internal and external machining with up to triple match grinding. “By investing four-million Swiss francs in a production and logistics facility perfected to our needs, we have managed to halve throughput times, increase capacity by Columbus Hydraulics' key personnel: Todd J. Duren, VP sales and plant operations; Kevin Ainsworth, production manager; Peter Hayward, CNC supervisor, programmer. “When an order requiring us to drill several of the large 35%, and reduce stock values by 20%,” said Petschnig. The most important effect of the new production line is the process reliability achieved in large-scale series production, with a machining accuracy of up to 0.001 mm guaranteed even on untended shifts at weekends. This has been made holes comes through, we have to be able to run them,” possible by Movoline, the new generation of process metrol- Hayward said. “So, now we have multiple turning machines ogy from Jenoptik Industrial Metrology Division. Integrated di- for performing the operation and three reCool units. Like the rectly into the production plant, this solution makes automatic first machine, dedicated through-coolant heads for every trend corrections with the result that it can ensure a high level live tool station would have involved significant cost. But in of automation by controlling the grinding process of the axles. this instance, we immediately opted for live tooling without The rotary and tilting axles are given their final shapes—ac- through-coolant capability we could retrofit Rego-Fix units for curate to the micrometer—in the four precision grinding centers. considerably less money.” ME To make sure this can be done even on untended shifts, the For more information from Rego-Fix Tool Corp., go to www.rego-fix.com, or phone 317-870-5959. machines are loaded with 960 unmachined shafts on workpiece transport pallets. The appropriate match parts are also kept on these pallets. Specially designed feeders grip the match parts— In-Process Gaging Supports Grinding at the Limit S wiss company Polymeca AG enjoys an excellent reputation within its industry for precision grinding. At its head- for tilting axles, these feeders are two bearing flanges and a circular carrier—and feed these parts into the three pre-process devices set up for this purpose on a rotary table. As the inner diameter of the ring is being measured, the unmachined shafts are transferred to the grinding machine quarters in Heerbrugg, it manufactures products such as axle and are monitored by means of in-process measurements systems for theodolites with press fits that have an accuracy of during the machining process. The measurement results for up to 0.001 mm. “In fully automated grinding centers, sophis- each internal diameter are used directly in adaptive machin- ticated process metrology is required to achieve these narrow ing of the axle. This unique example of triple match grinding 70 ManufacturingEngineeringMedia.com | December 2014 ensures that the axle will fit three other components precisely using the same measuring device. Roundness checks and at three different points. The axle is ground in a single cycle length measurements are also completed at this point. These while clamped between two parallel profile disks at a precision checks are carried out for quality-control purposes, as well as of up to ±0.0005 mm. The parts are then laser-marked and for statistical process control and for readjustment or for trend transferred as an assembly. correction to compensate for thermal influences, grinding disk Process metrology in the form of pre-process, in-process, and post-process measurement procedures is used to achieve wear and the like. Petschnig also believes there is another advantage: “By this exceptional level of precision in fully automated series combining in-process and postprocess measurements in a production. Here’s how: single measuring device, no additional postprocess station is First, pre-process measurements in match and triple match required and efficiency is increased as no additional loading grinding are used to determine the exact target values for ma- of parts is needed.” When it comes to operating and display- chining the axles. The pre-process measurements of the bearing ing all measurement control functions in the entire facility, flanges and circular carriers in the grinding centers at Polymeca Hommel-Movomatic ESZ400 measurement and display in- are taken using high-precision pneumatic Hommel-Movomatic struments represent state-of-the-art installation solutions that measuring arbors from the Jenoptik Industrial Metrology Division. meet the toughest requirements. This enables inner diameters to be measured in flexible and costeffective process, as well as at fast cycle times. “We have actually always used Hommel-Etamic or Hommel-Movomatic process metrology, which is now provided by Jenoptik through the Movoline product ranges,” said Petschnig. “We were also impressed by the state-of-the-art digital technology featured in the new generation of in-process measuring systems that we use in our new manufacturing facility. This technology is not offered by any other manufacturer.” Petschnig said that a crucial advantage of digital data transfer is the fact that, in comparison to conventional analog systems, the measurement results are transferred free of interference regardless of the cable length, and even under the toughest conditions. In addition, the fieldbus technology reduces the number of connection cables required, keeping installation and maintenance work for the in-process measurement components to a minimum and thus also lowering total Two measurement steps in one clamp: Hommel-Movomatic DM200 and DP200 measuring heads for in-process measurement and subsequent post-process measurement during grinding of theodolite axle systems. For the in-process measurements, Hommel-Movomatic production costs. Besides enabling digital measurement data transfer, the new generation of measuring heads allows a significantly more compact design to be used. This allows measurement layouts to be implemented such as those in the Polymeca grinding centers where, depending on the axle type, up to five in- DM200 digital gage heads and Hommel-Movomatic DP200 process measuring heads for diameters and an axial position- digital axial positioning heads have been installed. These ing head have been combined within the tightest of spaces. heads allow reliable measurements to be taken of outside “Initially, people find it hard to believe that we are achieving diameters and passive axial positions, even under the most unrivalled machining accuracy of up to one micrometer in a unfavorable machine conditions. External influences on the fully automated, large-scale production process using Hommel- grinding process can be minimized as a result to ensure high- Movomatic process metrology from Jenoptik. But we prove it precision machining. works 24 hours a day, seven days a week,” said Petschnig. ME Immediately after the grinding processes are complete, postprocess measurements are taken in the grinding machine For more information from Jenoptik Industrial Metrology, go to www.jenoptik.com/en, or phone 248-853-5888. December 2014 | ManufacturingEngineeringMedia.com 71