Mining equipment productivity increase and worker`s
advertisement

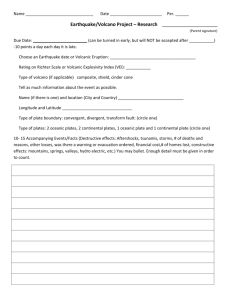
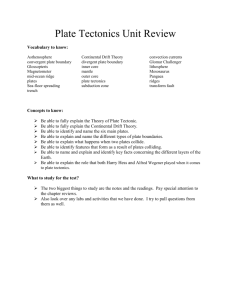
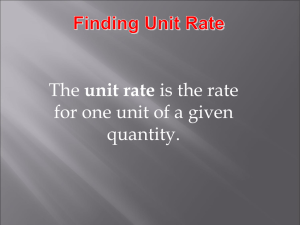
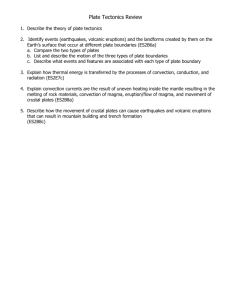
1 MINING EQUIPMENT PRODUCTIVITY INCREASE AND WORKER'S SAFETY IMPROVEMENT BY WEAR MATERIALS DEVELOPMENT: CASE HISTORY CARRIED OUT AT VALE, BRAZIL Cláudio Gonçalves de Oliveira Mechanical Engineering Student; Maintenance Engineering Specialist; Vale's Specialized Technician Email: Claudio.goncalves.oliveira@vale.com Gilmar dos Santos Mascarenhas Electrician Engineer; Vale's Senior Engineer Email: gilmar.mascarenhas@vale.com Abstract Wear materials are largely used at mining industrial installations and equipment maintenance for worn out material replacement is a frequent occurrence which generates important downtime with consequent productivity loss, on top of offering several risks of accidents and occupational diseases. The highly abrasive ore, the transportation speed and the high volume of transported material provoke severe wear on transfer chutes coating plates of Long Distance Belt Conveyors and consequent equipment interruption every 15 days, which represents 700 hours downtime per year, productivity loss of 2,8 million/tons of non-transferred ore, plates costs, and ergonomic risks for workers due to heavy load and inadequate operational position. The present work developed at Maintenance Engineering Dept. of Vale mining company in Brazil objectivated the analysis, project and development of new white cast Iron alloys for purposes of prolonged service life, weight reduction and easier installation. Wear material suppliers were requested to present their best alloys for abrasion resistance and tests were carried out simulating operational conditions until an ideal plate with proven durability and adequate weight could be obtained. A wear plate alloy has been developed according to ASTM standards, offering 90 days service life, using new fastening method with metallic insert screw and mass relief at base. This new project permitted better thickness utilization and weight reduction from 23 to 20kg, so reducing risks of conveyor belt to tear, as well as avoiding ergonomic risks and human accidents. Long Distance Belt Conveyor planned interruptions for maintenance could be extended from 15 to 21 days, providing better equipment availability; 200 hours/year could be recuperated for transportation of additional 800.000 tons of ore for production at processing plant where pilot tests have been carried out. Keywords: maintenance engineering; wear materials; industrial and human development. 1 Introduction This article is the result of a work made by Industrial Maintenance Engineering from Vale-Brazil and derived from a request of industrial areas for better availability of Long Distance Belt Conveyors The highly abrasive ore, the transportation high speed and the high volume of transported material provoke wear on conveyor transference coating plates and consequent programmed downtime every 15 days for components replacement, on top of other corrective interruptions for patching on damaged chutes; all these interruptions generate productivity loss due to millions/tons of non-transferred ore; there are also risks of belt lacerations due to plates detachment and ergonomic risks due to heavy load and inadequate operational position. Taking the Complexo Vargem Grande conveyor as reference, productivity loss generated by 700 hours downtime/year for preventive maintenance interventions amounts to 2,8 million/tons of non-transported ore. The number of work accidents registered during wearplates replacement is also quite significant. The main factors contributing for such accidents occurrence are: plates weight, fastening project, plates localization and method of activities execution which expose operators to several risks. Plates assembling and disassembling are performed by two operators using stone-mason's hammer, lever, screw-key and stairs. In front of such critical situations it has been found out an urgent need to develop specific projects for anti-wear materials improvement, mainly conveyor chutes coating plates, due to their importance in equipment availability and also due to several material and personal losses already registered generated by their low service life and fastening execution, factors which are not satisfactory since equipments started operating. According to Xenos (1998, p.20) maintenance activities have distinguished objectives: some are directed to correct eventual irregularities or failures observed in equipments, while others objectivate continuous improvement or "kaizen" in order to improve original operating conditions, performance and inherent reliability through modifications or alterations in equipment project or original configuration. One of the indispensable knowledge areas in industrial processes optimization in mining sector is the material engineering: Which objectivates projects development, materials selection and utilization. (...) It is common to face problems of low equipment performance allied to materials and in many cases the solution is the selection of the exactly correct material among thousands of available ones. For this, the principles of materials processing-structure-properties-performance have to be taken into consideration. (Callister Jr., 2002, ps. 2-3). For sake of equipments gradual and continuous improvement, surpassing their original specifications, 2 this work objectivates Long Distance Belt Conveyors (TCLD) productivity optimization and increased availability by means of development of a new wearplate made out of white cast Iron, offering increased service life, lighter weight and new fastening project in order to maximize their utilization and facilitate their remotion and replacement, so avoiding above mentioned problems. 2 Materials And Methods 2.1 Description of used wearplates Wearplates normally used in TCLD tranference chutes are rectangular, measuring 390 x 190 x 40mm, 23kg weight, fabricated with white cast Iron Class II, type D, chemical composition containing 18 to 23% Chromium and average hardness of 550 Brinell (HB), not submitted to thermal treatment, as per ASTM A 532 standard. White cast Iron is an Iron-Carbon-Silicon basis alloy with Carbon content over 2% and light-coloured fracture which gives origin to its name. Its main properties are high hardness and wear resistance and consequently provides difficult machining even with best available cutting materials. (Chiaverini, 1982, p. 439). For fastening on chute wall purposes, plates are provided with 200mm centered holes through full plate thickness where 3/4" x 1 1/2" hexagonal or square screws are fastened with 3/4" nuts, as per Figure 1. microstructure, hardness and weight have been differentiated by each manufacturer. First test: 390 x 190 x 40mm plate, white cast Iron alloy, predominantly martensitic matrix containing M7C3 primary carbides, M23C6 secondary carbides, 18 to 23% Chromium, 14,7kg weight. Second test: 390 x 190 x 50mm plate, white cast Iron alloy, 25% Chromium, 66 Rc hardness, wafer at end with 85 Rc hardness, 28kg weight. Third test: 390 x 190 x 40mm plate, white cast Iron alloy, 27% Chromium (ASTM A 532, Grade III, Type A modified), thermal treatment by tempering and annealing, final hardness 57 to 62 HRC (approx. 600 to 685 HB), 23kg weight. Fourth test: 390 x 190 x 40mm plate, white cast Iron alloy, 23,8% Chromium (ASTM A 532, Grade III, Type A), thermal treatment by tempering and annealing, final hardness (approx. 670 to 675 HB), 23kg weight. 2.4 Once the need for development of a new wearplate offering extended service life and better cost-benefit rate has been attended, search has been then directed to the development of a project for plate fastening in order to optimize plate utilization and reduce risks of material and personal accidents. 3 Figure 1: Wearplate 390 x 190 x 40mm with introduced screws and nuts. This fastening method does not allow plates satisfactory utilization since after 40% only of thickness wear, screws head protection area becomes exposed causing their detachment. Plates have to be then replaced after utilization of less than half of their thickness, what represents high material waste. Fastening method modification Results and Discussion As far as service life is concerned, original plate presented a duration of 15 days while second test plate offered 90 days. But this high performance is due not only to alloy chemical composition and thermal treatment, but mainly to mass increase providing a 10mm higher thickness and 5kg higher weight in relation to original plate and 13,3kg higher weight in relation to plate in the first test, as per graphic 2. 2nd t est (25% Cr ) 90 3r d t est (27% Cr ) 84 4t h t est (23, 8 % Cr ) 78 1st t est (18 - 23% Cr ) 41 Or i gi nal pl at e (17- 21% Cr ) 15 0 2.2 10 20 30 40 Adopted procedures for research 50 60 70 80 90 In order to develop a new wearplate offering higher abrasion resistance and extended service life, Industrial Maintenance Engineering has searched in various wear materials manufacturers both in local and international markets the most adequate material to attend company's requirements. This lead us to select white cast Iron which offers the best cost-benefit rate. But such material presents ten different manufacturing classes with different chemical composition, hardness and microstructure and definition of ideal specification had to be made through tests "in situ". Graphic 1: Plates service life in days 2.3 As it can be observed in graphic 2, plate weight in third test is same as original plate but offered additional 69 days of service life. As far as transported tonnage during plates testing period (graphic 3), third test showed a Description of tested plates Fastening method of plates being tested was according to original project, that is, with full thickness holes for screws introduction. But ther chemical composition, 100 Days 2nd t est 28,00 Chapa Original 23,00 3rd t est 23,00 4t h t est 23,00 1st t est 14,70 0,00 5,00 10,00 15,00 20,00 25,00 We i ght ( k g) Graphic 2: Weight of tested plates 30,00 3 highly satisfactory result in comparison to all evaluated plates, offering a total of 6.690.000 tons transported during 84 operating days, surpassing second test plate which offered extended service life in days. Considering cost of transported millions/tons, third test also presented the best results: R$32,14 as per graphic 4. 3r d t est (27% Cr ) 6. 690 2nd t est (25% Cr ) Figure 2: Former plate project with holes, at background and new project with metallic inserts and screws at foreground. 6. 157 4t h t est (23, 8 % Cr ) 4. 965 1st t est (18-23% Cr ) 3. 155 Or i gi nal pl at e (17 - 21% Cr ) 4 1. 112 0 1. 000 2. 000 3. 000 4. 000 5. 000 6. 000 7. 000 8. 000 T o n s ( mi l l i o n s ) Graphic 3: Transported tonnage during testing period 3r d t est (27% Cr ) 32, 14 4t h t est (23, 8% Cr ) 36, 65 1st t est (18-23% Cr ) 44, 18 46, 33 2nd t est (25% Cr ) Or i gi nal pl at e (17-21% Cr ) Conclusion Due to observed satisfactory results in terms of productivity, costs reduction, equipments and operators safety, the new wearplate has been included in Vale's materials register system in substitution to former plate. A supply agreement has been settled where annual cost reduction of approximately R$1,7 millions and 80% reduction in plates consumption can be reached, on top of direct labour reduction for replacement as demonstrated in table 1. 121 0 20 40 60 80 100 120 140 R $ / t r a n s p o r t e d mi l l i o n s / t o n s Application Analysed item Um Specification - Face to tests results, the best alloy developed in within established criteria for service life and cost evaluation in relation to transported tonnage, was test 3 plate: 390 x 190 x 40mm, white cast Iron alloy, 27% Chromium (ASTM A 532, Grade III, Type A, modified), with thermal treatment by tempering and annealing, final hardness of 57 to 62 HRC (approx. 600 to 685 HB), 23kg weight. Test 3 plate better performance can be explained by the high Chromium content in alloy composition, which "(...) when utilized in high contents produces very hard Chromium carbides which provide resistance to abrasion wear." (Chiaverini, 1982, pg.442). Thermal treatment with tempering and annealing used in this plate also contributed for the formation of a more homogeneous microstructure with high quantities of Chromium carbides and uniform hardness through entire thickness with minimum superficial hardness of 600 HB. As per new project, on top of alloy chemical composition alterations and thermal treatment application, holes for screws introduction have been eliminated and substituted by two metallic inserts made out of easily machinable material allowing thread opening and fastening of two grub Allen screws 3/4" x 1 1/2" at plate base. Plate also received a mass relief of 8mm in its thickness so reducing its weight from 23kg to 20kg (figure 2). Such alterations allow 70% utilization of plate thickness, which was originally 40%. On top of plate utilization optimization, 3kg weight reduction could be observed and the new easier assembling/disassembling method could reduce detachment risks and consequent belt lacerations. Ergonomic and accidents risks could be minimized as well. Abrasion Graphic 4: Plates cost per transported millions/tons Manufacturing process Code Annual hours for replacement Weight Annual consumption Cost per unit Annual cost Difference Prior After Reduction % ASTM A ASTM A 532, Grade 532, Grade II, Type D III, Type A - Cast Cast - - 96034647 96120891 - Hh 13246 2650 80 Kg 23 20 13 Pç 13246 2650 R$ 126,00 168,60 1.669.000,0 R$ 447.000,00 0 R$ 80 -34 73 1.223.000,00 Table 1: Comparison between former plate and new project We believe this project is the first of several improvements still to be searched and implemented by Industrial Maintenance Engineering as far as Vale's wear materials are concerned since they represent considerable industrial installations input where performance is tightly connected to the equipments availability and reliability, what generates direct impact on more and more challenging production objectives. References XENOS, Harilaus Georgius D’Philippos. Gerenciando a Manutenção Produtiva. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1998. CALLISTER JR. William D. Ciência e Engenharia de Materiais: uma introdução. Rio de Janeiro: LTC, 2002. CHIAVERINI, Vicente. Aços e Ferros Fundidos. São Paulo: ABM, 1982. SOUZA, Sérgio Augusto de. Composição Química dos Aços. São Paulo: ABDR, 2001.