Vacuum_Cert_Procedureii
advertisement

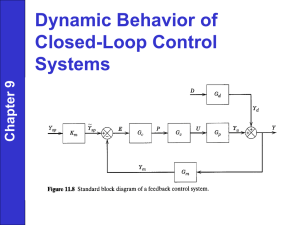
Cryo Capture Cavity II Vacuum Certification Procedure Michael McGee (AD/MS), Tim Koeth (Rutgers University) and Allan Rowe (AD/MS) August 3, 2005 Definitions Anti Room (aka the “Blue Room”): the portion of the A0 lab building that houses the various “clean room” activities. The Blue Room itself is considered a class 10,000 clean room. Clean Room (CR): a clear-plastic enclosure located inside of the Blue Room. The space inside this enclosure forms class 100 and class 10 clean rooms. Particle Counting: a reading of less than 10 on the Particle Counter is acceptable. Filtered Nitrogen: Dry nitrogen gas is obtained from boiling liquid nitrogen. The gas is then filtered through a 0.02 micron filter. Clean or cleaned: It is implied that clean components have been ultrasonically cleaned, degreased, and blown dry with filtered nitrogen. Bagged Assembly: assembly inserted into 4-mil poly bag, which meets or exceeds standard of cleanliness per NASA 1508.1 JPEG.1 with open-end heat-sealed. In A0, these bags are pink. The beamline vacuum must have an integral helium leak rate less than 2 x 10-10 Torr-l/s. The expected pressure prior to cooldown within the beamline at SMTF test area is roughly 1 x 10-9 Torr by using two ion pumps (IP) and titanium sublimation pump (TSP). All steps of the clean room assembly procedure, can strongly affect the final performance of the cryo module. The final accelerating gradients as well as the RF quality factors and the occurrence of dark currents are extremely sensitive to any contamination with particles caused during the assembly. Also the mounting of other equipment, such as tuners and the cold side of coupler, requires extreme care. Both the CR at A0 (Fermilab) and DESY consists of two components; the anti room (for pre-assembly) and the final assembly room. Each final assembly CR rooms are quite small and available space must be conserved. Inside DESY’s class 100/class 10 (ASTM) clean room final assembly of the dressed cavity will be accomplished using the installation fixture provided. Each component has been pre-cleaned either at DESY or Fermilab and ready for assembly (inspection before final assembly is required). During all assemblies the particle contamination of individual components as well as subassemblies must be monitored using an infrared laser particle counter. Individuals working in the CR environment must constantly monitor one another to reduce the possibility for contamination. Page 1 of 5 Table of Contents I. Arrival at Fermilab (send to A0) II. Vacuum certification of Capture Cavity 2 Assembly III. Recovery from US or DS section leak IV. Recovery from cavity section leak V. Cavity Assembly Insertion into Vacuum Vessel at A0 VI. Installation at SMTF (Fermilab) Cycling of VAT Valves Each VAT valve has a finite number of cycles (roughly 50). Both the US and DS valve must be opened and closed at DESY during the initial pumpdown. The assembly is then shipped to Fermilab under vacuum. Vacuum certification at Fermilab is done by first pumping on both the US and DS sections. Then only the US VAT is opened to confirm that the cavity remained vacuum tight during the shipping process and closed afterwards. The assembly is then shipped to SMTF and installed. In this case, only the DS VAT is opened during the duration of the test. After the SMTF test, the DS VAT valve is closed. Finally, the capture cavity assembly is moved to A0 and installed in the beamline. Each of the right-angle valves is removed and the 4-1/2” CF-flanges are connected to external beam valves and pumped down. Finally, both the US and DS VAT valves are opened. Procedure I. Arrival at Fermilab (send to A0 north) Conditions: Assembly under vacuum 1. Uncrate the assembly by unscrewing and lifting the wooden container from its base. 2. Rotate assembly back to horizontal position. a. Procure the following equipment: 1 chain-fall, 2 short straps, 1 longer strap, 4 clevises and (4) ½” eyebolts. b. Remove aluminum shipping frame. c. Assemble lifting equipment as shown in Figure 1 in conjunction with A0 overhead crane. d. Tension assembly slightly using crane and chain-fall (to pull-up slack). e. Remove 4 bolts which attach the assembly to the c-channel support. f. Slowly, lift the assembly. g. Move the assembly along A0 (going south) to the diecart. h. Lower the assembly to within 3 inches from the diecart. Note that diecart should already have been wrapped in plastic and cleaned as described in section II, steps 2 and 3. Page 2 of 5 i. Using the chain-fall, rotate the checcia plate from the vertical position to horizontal (90 degrees) as shown in Figure 2. j. Using crane, lower the assembly onto diecart. k. II. Vacuum certification of Capture Cavity 2 Assembly This process relies on final placement at SMTF of the pumping station on the US end. As mentioned in the Cycling of VAT Valve section, only one VAT valve will be open during SMTF studies. This is the US VAT valve. The right-angle valve on the DS end is left clear for the input coupler installation. RGA TC DS section Beam valve Roots Rougher Short CF formed bellows right-angle valve Turbo IG Filter Dry nitrogen Figure 3. Schematic of certification assembly. 1. Clean manifold and procure equipment described above in Figure 3. Assemble pump station/manifold in class 10 CR. Manifold should be particle free. 2. Leak check manifold. 3. Wrap diecart with plastic. Extend skirts to the floor. Alcohol wipe all surfaces with lint free presaturated wipes. 4. Place cavity assembly onto diecart and clamp with two stainless steel clamps. 5. Move cavity assembly into the Blue Room. 6. Blow down with dry nitrogen and wipe down assembly with lint free presaturated alcohol wipes. 7. Move cavity assembly on diecart into class 100 CR. Wipe down assembly with alcohol wipes again. 8. Move cavity assembly on diecart into class 10 CR. 9. Take a particle count from open end of manifold CF bellows section. Slowly flow dry nitrogen through the manifold while reading the amount of particles at the open end. 10. Remove right-angle valve blank off flange with the following procedure. a. Remove two bolts opposite each other. b. Blow bolt holes clean away from the valve opening. c. Insert two clean bolts and snug. Use wrenches, not fingers. Page 3 of 5 d. Remove all other bolts and blow holes clean away from valve opening. e. Remove newly cleaned bolts and carefully remove blank off flange. f. Take a particle count reading of the right-angle valve opening. Blow clean. 11. Connect manifold shown in Figure 1 to US end of cavity assembly. 12. Pumpdown manifold (1 hour) and leak check with RGA. 13. Take a RGA baseline scan and print-out. 14. Isolate bellows section from RGA. Actuate valve slowly. 15. With ion gauge turned off, slowly open existing right-angle all metal valve on cavity assembly. 16. Monitor the Thermocouple gauge, if vacuum is < 1e-5 Torr, then turn on ion gauge and record pressure. Note that the thermocouple will provide only an indication that vacuum was not compromised during the shipment. 17. Else, if pressure in connecting line continues to build above 1 e-4 Torr, while opening the right-angle valve (indicating a leak) then go to Section III. 18. If vacuum is OK, valve in RGA and pumpdown to base pressure. 19. Leak check US section up to US VAT valve using RGA. 20. Isolate US section by closing right-angle valve, if leak is OK. 21. Isolate bellows section from RGA and turn off ion gauge. 22. Vent manifold line with filtered nitrogen at a rate of 1 Torr-L/sec. 23. Disconnect manifold from US section using the flange removal procedure as described above. 24. Take a particle count from open end of manifold CF bellows section. 25. Connect DS end to manifold as shown in Figure 1 and repeat flange removal procedure as described above. 26. Pumpdown manifold and leak check with RGA. 27. Take a RGA baseline scan and print-out. 28. With ion gauge turned off, carefully open existing right-angle all metal valve on cavity assembly. 29. Monitor the Thermocouple gauge, if vacuum is < 1e-5 Torr, then turn on ion gauge and record pressure. 30. Else, if pressure in connecting line continues to build above 1 e-4 Torr, while opening the right-angle valve (indicating a leak) then go to Section III. 31. Isolate bellows section from RGA. 32. If vacuum is OK, valve in RGA and pumpdown to base pressure. 33. Leak check DS section up to DS VAT valve using RGA. 34. With ion gauge turned off, slowly open the DS VAT valve. 35. Monitor the Thermocouple gauge, if vacuum is < 1e-5 Torr, then turn on ion gauge and record pressure. 36. Else, if pressure in connecting line continues to build above 1 e-4 Torr, while opening the right-angle valve then go to Section V. 37. If vacuum is OK, pumpdown to base pressure. 38. Leak check cavity section between US and DS VAT valve using RGA. 39. If leak check is OK, slowly close DS VAT valve. 40. Slowly close DS right-angle valve. 41. Turn off ion gauge and isolate bellows section from RGA. Page 4 of 5 42. Enter RGA scans and leak check results in logbook. 43. Cavity assembly is vacuum certified. III. Recovery from US or DS section leak V. Recovery from cavity section leak VI. Cavity Assembly Insertion into Vacuum Vessel at A0 1. 2. 3. 4. 5. 6. 7. 8. Prep vacuum vessel for dressed cavity insertion. Install end supports and monorail system (locate on center of vacuum vessel). Attach dressed cavity assembly on monorail. Attach radial support rod lugs to helium vessel clamps. Carefully, move cavity assembly longitudinally until in rough position. Connect radial support rods and slightly load (monitor strain gauges). Tighten radial support rods until strain gauges reach x volts. Remove monorail and index assembly by installing G-10 rod from port on bottom of vacuum vessel. 9. Finish tightening rod supports until strain gauges reach x volts. 10. Attach instrumentation and thermometry to dressed cavity. 11. Attach thermal linkage straps. 12. Connect helium return line to liquid level can line. 13. Complete all internal (cryostat) helium and nitrogen circuit checks. 14. Attach 80K shield ends (note US and DS VAT valve penetration flanges and top plates remain off). 15. Hoist US vacuum vessel end cap and insert forward of right-angle valve. 16. Support US end flange. 17. Remove shipping squirm protection device from US transition. 18. Slide US vacuum vessel end cap in and make-up 6 bolts to support the flange. 19. Pull the US transition flange up to the end cap by attaching the 6 bolts (making up “o-ring” seal). 20. Remove end flange support. 21. Hoist DS vacuum vessel end cap and insert forward of right-angle valve. 22. Support DS end flange. 23. Remove shipping squirm protection device from DS transition. 24. Slide DS vacuum vessel end cap in and make-up 6 bolts to support the flange. 25. Pull the DS transition flange up to the end cap by attaching the 6 bolts (making up “o-ring” seal). 26. Prep cavity assembly for shipping to SMTF. 27. Carefully move assembly from A0 to SMTF using air-shock trailer and Shock-log device. Page 5 of 5