NEAR INFRARED SPECTROSCOPY
advertisement

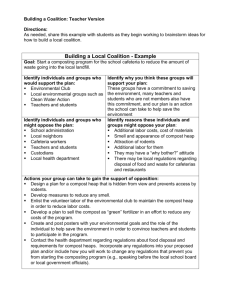
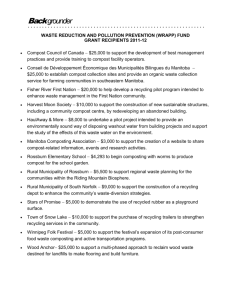
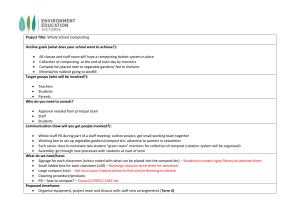
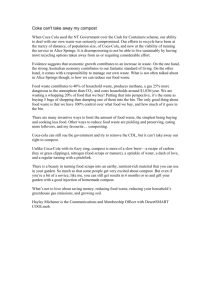
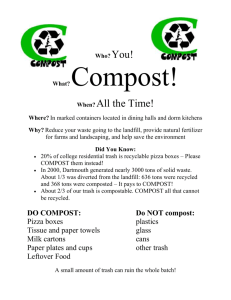
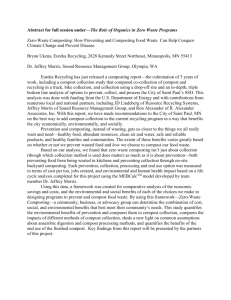
Mushroom Biology and Mushroom Products. Sánchez et al. (eds). 2002 UAEM. ISBN 968-878-105-3 NEAR INFRARED SPECTROSCOPY - AN ADAPTIVE PROCESS CONTROL SYSTEM FOR AGARICUS BISPORUS COMPOST PRODUCTION H. S. S. Sharma 1,2, M. Kilpatrick 3, G. Lyons 2 and J. Murray 3 Applied Plant Science Division, Department of Agriculture and Rural Development for N. Ireland and 2Department of Applied Plant Science, School of Agriculture and Food Science, Queens University, Newforge Lane, Belfast BT9 5PX, UK. 3Applied Plant Science Division, Department of Agriculture for Northern Ireland, Loughgall, Co. Armagh, BT61 8JB, UK. <s.sharma@qub.ac.uk> 1 ABSTRACT The application of near infrared spectroscopy (NIRS) as a rapid tool for assessing substrate quality has been investigated over the past 5 years in collaboration with major compost producers in Northern Ireland. NIR calibrations for dry matter, pH, nitrogen, carbon, ash, microbial population and fibre fractions using spectra of fresh composts have been developed and validated using a wide range of phase I and II samples. Additional calibration for forecasting productivity of mushroom yield has also been developed and this is currently being validated to improve accuracy of prediction. The application of NIR technology to control process conditions, such as environmental and physical characteristics during production, is feasible by using calibrations for key quality parameters. A review of the different compost production systems and potential benefits of integrating NIR monitoring and tunnel control sensors, to provide more flexibility during the fermentation process is discussed. INTRODUCTION Researchers have known for some time that composts with defined composition could be produced, to satisfy the ecological and nutritional needs of different mushroom strains under different growing conditions. However, until now, such a substrate could not be prepared due to lack of suitable tools to monitor and control substrate production rapidly or in real time. The introduction of spectroscopy in the early 1980s and 90s as an analytical tool for process control has allowed many industries, such as petrochemical, pharmaceutical, food and biotechnology to exploit the benefits of using spectroscopy (Davis and Grant 1987, Osborne et al. 1992, Schilling et al. 1996). Spectroscopy is the only suitable technique available that has the flexibility to cope with the demands of assessing quality of the materials during production. The application of near infrared spectroscopy, as a tool for assessing substrate quality, has been investigated over the past 5 years in collaboration with major compost producers in Northern Ireland. NIR calibrations for dry matter (moisture content), pH, nitrogen dry matter (NDM), carbon, ash, microbial population and fibre fractions using spectra of fresh composts have been developed and validated using a wide range of phase I and II samples. In addition calibration for predicting potential mushroom yield of compost has also been developed from a number of compost comparative trials. This presentation is aimed at exploring potential benefits of integrating NIRS hardware and software to onboard monitoring and control systems for either phase II or an indoor composting chamber. This opens up the possibility of controlling the different phases of substrate production by using an online NIRS system in real time. Although NIRS is more suitable for integrating with an indoor composting system or Phase II process stage, the instrument is flexible enough to be used as an offline system for monitoring substrate quality during windrow and bunker Phase I. 255 SUBSTRATE PRODUCTION SYSTEMS Windrow method Phase I: NIRS can assess the input materials i.e. mixed wet straw, chicken litter and gypsum for moisture content, nitrogen dry matter, ash and fibre fractions to provide guide lines on the duration of this phase. Microbial activity causes the stacks to self-heat, making the straw soften and become more water absorbent. These rough stacks are maintained for 4-6 days with periodic mechanical turning to prevent anaerobosis at a moisture level of 70-75%. The temperature at the centre of the stack may reach 80C causing a reduction in microbial activity in this zone. Therefore frequent turning is required to mix the cooler outer zones of compost with the hotter inner areas. Turning also aerates the windrow and the fact that natural ventilation occurs between turns ensures that oxygen is available for microbial activity. The key changes at this stage of production are driven by the activities of thermophilic microorganisms resulting in modifying pH, temperature and breaking down the cellulosic substrate. NIR probes can monitor the increase in ammonia concentration and the formation of humus, which is a dark layer (Eddy and Jacobs 1976, Iiyama et al. 1996) made up of bacterial cells, fungal spores and hyphal fragments embedded in a matrix of amorphous material on the surface of straw. The deposition of humus is linked to microbial activity, which is dependent on the availability of water-soluble carbohydrate and polyphenols and ammonium nitrogen under favourable conditions. Monitoring of all three parameters using NIR probes positioned at various depths could provide a rapid indication of the activity of mesophilic and thermophilic microorganisms. In addition, duration of process could be determined on the basis of an optimum range of target parameters at phase I. Furthermore, this application could be complemented with smell, visual and physical observations of the substrate. Phase II: The phase I compost must undergo a pasteurisation process to eradicate pathogens and pests that survive the initial stage of production. If through restricted ventilation, the oxygen content of the compost is low during phase II, anaerobic conditions prevail and the compost temperature drops, possibly leading to the production of toxic compounds that inhibit the growth of mushroom mycelium. Phase II is a highly aerobic, thermophilic, solid substrate process usually lasting for 5-8 days (Fermor et al. 1985). The pasteurisation stage is achieved by raising the air temperature to 58C using steam and maintaining this temperature for 8-10 hours. Pasteurisation is followed by conditioning, the process whereby the compost is converted into a selective substrate for the growth of the mushroom mycelium. Moisture content at the end of phase II is linked to microbial activity, which is dependent on availability of oxygen and optimum temperature. During phase II, readily available carbohydrates are utilised and the microorganisms convert ammonia and nitrates to proteins, changing the pH from alkaline to near neutral by the end of the process. The key factors during pasteurisation and conditioning stages are ammonia, temperature, microbial activity, oxygen, nitrogen dry matter and moisture content. NIR probes can monitor most of the parameters listed above and changes in the parameters can be observed in real time. This could provide accurate information on the gradual reduction of microbial activity and the associated degree of selectivity imparted to the compost. In-vessel Phase I composting In recent years, variations on the scheme suggested by Sinden and Hauser in 1953 for compost preparation have evolved in the industry. There has been a gradual move away from outdoor compost preparation to partial or complete indoor production, aimed at reducing odour (von Minnigerode 1981, Miller et al. 1990) to comply with environmental pollution legislation. Some producers are now changing to Phase I production in positively aerated chambers (in-vessel or bunker production; Figure 1) facilitating better control, producing a more uniform substrate (Noble 256 and Gaze 1994). Wetted straw, poultry litter and gypsum are mixed on a blending line and the mixture is then piled into rough stacks for 48-72 hours. The compost is then filled into concrete bunkers, walled on three sides and fitted with air ducts in the floor at a density of 16 units m-2 (Sharma et al. 2000a). NIR probes can be positioned at different depths in the bunker to develop a profile of the differences in compost mass. Air is pumped through the ducts during composting and airflow is controlled by changes in substrate temperature and oxygen concentration. This in turn could be integrated to the NIR probes measuring moisture content, microbial activity, ammonia and other related changes in the substrate. The compost remains in the first bunker for 4 days and rapidly attains a uniform temperature of 80C. After this period the compost is removed and transferred to an adjacent bunker and water (10 litres t -1) is added to compensate for moisture loss as a result of air-flow desiccation. After a further 4 days, the compost is emptied from the second bunker onto a concrete apron for 6-12 hours to allow cooling and natural re-inoculation before Phase II. All process steps including the transferring of material between bunkers are aimed at providing an optimum substrate environment for rapid microbial activity and this can be carried out in conjunction with an NIRS based decision support system. Figure 1. Schematic representation of a bunker system. Indoor Composting This method involves the controlled breakdown of raw materials through each phase inside a chamber, as the process cycle can be completed in ten to fourteen days and odour production can be controlled throughout. For a short composting process to be successful, the best possible homogeneity of raw ingredients is important from the outset (Laborde 1994). Mixing is undertaken in one operation at the start, with the raw materials being shredded and wetted by being passed into a large auger type screw mixer. NIR probes can monitor the variations in the composition of the raw materials for moisture, nitrogen, ash and fibre content, and could even be integrated to the sample hopper to change the flow rate of the materials based on set limits of the parameters. Heat generated by microbial breakdown of substrate causes the compost temperature to rise and subsequent loss of moisture due to evaporation could be controlled by sending correcting signals to actuators (water valves) to achieve optimum set points. Two protocols of temperature control for indoor composting have been adopted. The first method is known as the Low Temperature (LT) method (Gerrits and van Griensven 1990, Nair and Price 1993). Temperature is maintained at 48C for seven days in aerobic conditions with a disinfection peak at 58C during the process. The chopped raw materials are treated with a patented biological inoculum consisting of a mixture of thermophilic microorganisms, enzymes and a lipid support base. The second method, known as the High Temperature (HT) technique, was largely developed at INRA, France (Laborde et al. 1989). It consists of two phases, Phase I is performed at 75-80C for 5-7 days in conditions of moderate aerobosis, with an oxygen level of 8% in the compost. Phase II is undertaken at 48-50C for 4-7 257 days with or without a brief pasteurisation at 58C during the process. Between the two phases a biological activator is added at the end of Phase I to re-inoculate the compost with essential microorganisms: this is only carried out if a temperature of 75-80C has been maintained evenly throughout the compost, causing substrate sterilisation (Laborde 1994). An Industrial variation on this technique, involves passing small quantities of cold air below the compost heap, lowering the base temperature to 45-50C, whilst the allowing the mid and upper areas to reach 75-80C. A balanced biomass that reinoculates the compost at tunnel emptying is thus maintained in the cooler zone. In this latter instance, there is no need for a biological activator. As in windrow, phase I and II tunnels, microbial succession drives the breakdown of substrate during indoor composting and the same key parameters define the process. The substrate produced by indoor composting is different in terms of colour, physical and chemical properties and microbial biomass compared to compost prepared by traditional methods. Changing the process from an outdoor (windrow system) to an environment friendly and resource saving indoor process has resulted in a different pattern of succession, leading to overall reduction in compost quality. This is most likely due to difficulty in monitoring and controlling breakdown of the substrate. As in phase II application, similar NIR probes can also be installed at various depths inside the chamber to monitor all key parameters listed above. The integration of NIRS system and tunnel control sensors will be most advantageous for indoor systems as the production phases can be monitored and if necessary remedial actions can be taken rapidly. NEAR INFRARED SPECTROSCOPY The spectral data from the materials at each stage of production could be used for monitoring changes in important parameters and control the process based on specified range of quality parameters and environmental conditions. Currently, not all changes in NIR spectra of compost can be explained by the existing knowledge of the production process and in addition, the spectrum contains extensive information on the substrate that has yet to be fully understood. Complex biochemical changes are taking place, which cannot be measured by the existing analytical tools (Sharma et al. 2000b). The spectrum contains fingerprints of all the microbial, biochemical and physical changes taking place, during the preparation of compost and the spectral markers/characteristics shift in correspondence to the transformation within the substrate. The influence of these factors on the spectrum can be described as multidimensional and the data matrices obtained can only be analysed using complex algorithms, such as principal component analysis and partial least squares regression methods (Barnes et al. 1989, Williams 1987, Windham et al. 1989). Analytical methods currently available for quality control during production are pH, NDM, ammonia, conductivity and ash (Sharma 1991). The value of NIRS as a rapid, inexpensive, environment friendly instrumental method has been widely accepted as an alternative to traditional wet techniques for determining nitrogen and fibre fractions. The recent advances made in the development of NIR probes (e.g. diffuse reflectance, transmission/interactance fibre optic modules) for online analysis in chemical, pharmaceutical and animal feed industries have shown that the technology could be applied to compost production as part of a routine quality control system. Process optimisation: The input raw materials must be checked not only for quality and composition but also for identity. Quality of wheat straw can be variable depending on variety, application of fungicides/growth hormones, storage conditions after harvesting, age and variety (Sharma et al. 2000c). Significantly, the NIR spectra are also different for these samples as the cellulose and 258 hemicellulose contents are variable. In addition, the quality of the chicken litter can also vary depending on the bedding materials (i.e. wood chips or straw) and the ingredients of feed used. Visible-NIR spectrometers could be used for the determination of colour, nitrogen, moisture content, fibre fractions, ash, other components of the raw materials used for preparing compost and potential yield (Sharma and Kilpatrick 2000, Sharma et al. 1999, Sharma and Kilpatrick 1999, Sharma and Lyons 1999). a) c) a) (c) b) d)(d) Figure 2. Experimental (a) replicated tunnels showing inside of a (b) chamber equipped with (c) monitoring and (d) control facilities. During the composting process, an ecological succession of microorganisms drive the breakdown of raw materials i.e. wheat straw and chicken litter/horse/pig manure. Use of suitable raw materials is the key to optimising the production of high quality substrate for cultivating mushroom. This will provide quality standards with guidelines and formulations for optimising the process. However, in practice composters have to prepare the best possible substrate using available raw materials. A knowledge-based adaptive production system could be developed to optimise the process based on quality of the input raw materials. This will permit efficient utilisation of the available raw materials by monitoring changes in key parameters. 259 Calibration development: Online monitoring of the production stages could be carried out using sensitive NIR probes. For analysis of the spectra from fresh samples, individual calibration equations for each of the key parameters such as NDM, moisture content, ash, fibre fractions and others, have to be developed from the database. The spectral data could be assessed using these calibrations. All components of the test substrates will have their own spectral images for a given period during production. The initial calibrations necessary for measuring key parameters can be developed using a bench top model (such as Foss, 6500 NIR system). The instrument can scan fresh samples taken at different stages of production starting from input raw material to the final substrate. Since two moisture peaks dominate NIR spectra, accuracy for measuring moisture content should be high. At high moisture content (above 75 %) the relationships between NIR spectra and other key compost parameters such as pH, NDM, carbon, ash, microbial population and ammonia may not be linear and selected segments of the spectra may have to be used for the development of robust calibrations (Sharma 2000). Development of calibration equations for use in phase II or indoor composting will require monitoring of the changes in substrate during preparation using a wide range of recipes. The resulting database will be needed for establishing an optimum range for each parameter at every stage of the production process. This can only be carried out in replicated tunnels equipped with monitoring and control facilities (Figure 2). However, tentative NIR calibrations could also be developed using maximum and minimum limits set for each parameter based on existing databases held by the industry. COMPUTERISED ENVIRONMENTAL CONTROL. To remain competitive, computer control systems are now an integral part of the manufacturers battle to keep compost production in balance with end-point mushroom quality. Nowhere is this more evident than the Netherlands where 100% of compost production farms and 80% of mushroom growing units are equipped with computerised control (Lamber 2000). All computerised systems, operate sophisticated sensing equipment to measure environmental parameters (air temperature, humidity, compost temperature O2, etc.) and send correcting signals to tunnel actuators (motorised valves, steam, cooling, ventilation flaps etc.) to achieve optimum set-points. The controlling programme adjusts prioritised parameters for specific production stages. Computers check the climate virtually continuously, regulating various climatic factors simultaneously, and in relation to each other. Thus, the success of any computer-controlled system depends primarily on the quality of the program used. Current applications Compost preparation During Phase I, the use of computer control in automated logistic processes using programmable logical controllers (PLC’s) i.e. filling, emptying equipment and transportation belts is rapidly becoming standard practice world-wide. In addition, microprocessors for environmental control, function to supply optimum oxygen for the biological processes occurring during pre-wetting and fermentation processes. Computerised integration operates through the fan system controlling compost temperature, supply system pressure and oxygen levels in the compost. To encourage the natural exothermic action of thermophilic microorganisms during Phase I, the preferred control 260 Ambient weather Alarm and System manager SENSORS Control Panel Central computer monitoring and control system Compost tunnel FAN CAPACITY AIR DAMPER POSITION COOLING VALVE POSITION STEAM VALVE POSITION AVERAGE COMPOST TEMPERATURE (4) BOTTOM INBLOW AIR TEMPERATURE 1 and 2 TOP RETURN AIR TEMPERATURE OXYGEN CONCENTRATION AIR QUANTITY NIR PROBES (6) Figure 3. Schematic flow of NIRS monitoring system for indoor (or phase II) compost production. Dry matter NDM Ash Carbon Thermophiles pH Conductivity Fibre fractions Data analysis and prediction Multi-channel NIRS Fibre optic interface Blending with chicken litter and gypsum Indoor Composting Chamber Figure 4. Schematic representation of a compost tunnel monitoring system for environmental control. parameters are oxygen and temperature. Use of steam has widely been rejected (Op den Camp et al. 1991) as this increases the compost moisture content through condensation creating strong resistance to air-flow that can ultimately lead to anaerobiosis Phase II and III tunnels Climate control for Phase II bulk pasteurisation systems is extensively used in Industry. Controlling parameters include compost and air temperature, humidity, air volume and oxygen levels (Figure 3). Control programmes generally regulate recursively – taking into account the values of the immediate preceding period – thereby attenuating reactions and avoiding sudden changes. Regulation of temperature and ventilation are the most important factors and by evaluating differences between air and compost temperatures, a measure of the microbial activity of the 261 compost is taken into account. Choices are incorporated into controlling programs on the methods of, for example, cooling regulation. During spawn-run, options of both mechanical cooling and cooling with outside air are available. Generally, outside air is used only if the heat content of that air is lower than the heat content of the tunnel air. The underlining principal is that as mycelial growth is encouraged by CO2 the quantity of fresh air should be limited during this phase. PLC’s are also utilised in automating logistic processes and increasingly ammonia scrubbers and biofiltration systems are climate controlled. Future applications To date, little attempt has been made integrating compost analysis with controlling priorities, but with increased understanding of compost fermentation processes and ever more sophisticated sensing/analytical equipment, this becomes a realistic possibility. To varying degrees, managers may currently base decisions for regulating control after consideration of the compost analysis. For example, during Phase II a higher minimum air damper and/or fan position may be set when the moisture content of Phase I compost is above optimum. Similarly, a specified period of cooling with outside air may be determined preferable to mechanical cooling in an attempt to decrease moisture levels in wetter than optimum Phase III composts and vice versa. Sophisticated precedents are being developed in other spheres of mushroom production where Time Domain Reflectometry (Beyer 2000) is being investigated for in situ rapid determination of casing moisture content with a view to ultimately linking analysis to automated watering systems. NIRS has been shown capable of providing analytical information on a wide range of compost parameters. Development of sensing equipment now permits NIRS to be adapted for online analysis (Figure 4). Further development of appropriate calibration equations in replicated tunnels equipped with monitoring and control facilities could provide the optimum range for each parameter at every stage of the production process. Subsequently, this information could be utilised to determine more effective, interactive manipulation and prioritisation of computerised environmental control parameters to achieve a measured end-point. CONCLUSION Integration of NIR monitoring and tunnel control systems will be advantageous for optimising compost production and such a system using existing hardware and software can be supplied by instrument manufacturers to compost producers. However without an extensive database on the key changes taking place during composting, the accuracy and potential benefits of the system could not be fully exploited by the industry. This necessitates collaborative ventures between the researchers, instrument manufacturers and compost producers to develop a database on quality standards for commonly used raw materials and calibration equations for all key parameters during the three phases of substrate production. REFERENCES Barnes, R.J., Dhanoa M.S. and S.J. Lister. 1989. Standard normal variate transformation and detrending of near-infrared diffuse reflectance spectra. Appl. Spect. 43 :772-777. Beyer, D.M., K.M. Lomax and R.B. Beelman. 2000. The use of Time Domain Reflectometry to monitor water relations in mushroom substrate and casing. In: L.J.L.D. van Griensven (ed). Science and Cultivation of Edible Fungi, Balkema, Rotterdam. 341 - 348. Davis, A.M.C. and A. Grant. 1987. Review: Near infra-red analysis of food. Inter. J. Food Sc. Tech. 7:135146. 262 Eddy, B.P. and L. Jacobs. 1976. Mushroom compost as a source of food for Agaricus bisporus. Mush. J. 38: 56-59. Fermor, T.R., P.E. Randle and J.F. Smith. 1985. Compost as a substrate and its preparation. In: P.B. Flegg, D.M. Spencer and D.A. Wood (eds). The Biology and technology of the cultivated mushroom. Chichester, John Wiley and Sons. Gerrits, J.P.G. and L.J.L.D. van Griensven. 1990. New developments in indoor composting. Mush. J. 205: 21-29. Iiyama, K., T.B.T. Lam, B.A. Stone and B.J. Macauley. 1996. Characterisation of material generated on the surface of wheat straw during composting for mushroom production. J. Sci. Fd. Agri. 70: 461-467. Laborde, J., G. Houdeau, B. Bes, J.M. Olivier and P. Delpech. 1989. Indoor static composting; Description of the process. Analyses. Main results. Mush. Sci. 12 (1): 457-459. Laborde, J. 1994. Controlled composting indoors (indoor composting) An overview of the current techniques. Mushroom Information 98:5–24. Lamber, F.H.M. 2000. Computer control in mushroom growing: An updated inventory of applications. In: L.J.L.D. van Griensven (ed). Science and Cultivation of Edible Fungi, Balkema. Rotterdam. 891-895. Miller, F.C., E.R. Harper, B.J. Macauley and A. Gulliver. 1990. Composting based on moderately thermophilic and aerobic conditions for the production of commercial mushroom growing compost. Aust. J. Exp. Agri. 30: 287-296. Nair, N.G. and G. Price. 1993. An abbreviated mushroom composting system aided by an accelerator. In. S. Chang, J.A. Buswell and S. Chiu (eds). Mushroom biology and mushroom products. 115-121. Hong Kong: Chinese University Press. Noble, R. and R.H. Gaze. 1994. Controlled environment composting for mushroom cultivation: substrates based on wheat and barley straw and deep litter poultry manure. J. Agri. Sci.123: 71-79. Op den Camp, H.J.M., P.J.L Derikx, C. van der Drift, G.D. Vogles and L.J.L.D van Griensven. 1991. Odourous sulfur compounds emitted during conventional outdoor and during indoor composting. In: M. Maher (ed). Science and Cultivation of Edible Fungi. Balkema, Rotterdam. 147 - 153. Osborne, B. G., T. Fearn and P.H. Hindle. 1992. Practical NIR spectroscopy with Applications in Food and Beverage Analysis. Longman Scientific Technical, Harlow. Schilling, D., G. Barth, M. Mulchi and W. Dammertz. 1996. In: Near Infrared Spectroscopy The Future Waves. A.M.C. Davis and P. Williams (eds), NIR publications, Chichester, UK. Sharma, H.S.S. 1991. Biochemical and thermal analyses of mushroom compost during preparation. In: M. Maher (ed). Science and Cultivation of Edible Fungi. Balkema, Rotterdam. 169-179. Sharma, H.S.S. and M. Kilpatrick. 1999. Mushroom compost quality factors for predicting potential yield of fruiting bodies. Canadian J. Microbiol. 46:515-519. Sharma, H.S.S., M. Kilpatrick, S. Sturgeon and G. Lyons. 1999. The development of partial least squares regression models for predicting potential mushroom (Agaricus bisporus) yield of fruiting bodies. In: A. Broderick and T. Nair (eds). Proceed. of the third Conf. on Mushroom Biology and Mushroom Products. UWS. Sydney. 471-480. Sharma, H.S.S. and G. Lyons. 1999. The development of NIR calibration equations for phase I and II mushroom compost quality. In: A. Broderick and T. Nair (eds). Proceed. of the third Conf. on Mushroom Biology and Mushroom Products. UWS. Sydney 481-489. Sharma, HSS. 2000. The potential use of NIRS for monitoring mushroom (Agaricus bisporus) compost quality during production. In: AMC Davis and R. Giangiacomo (eds) Near Infrared Spectroscopy. NIR publication Chichester 617-623. Sharma, H.S.S. and M. Kilpatrick. 2000. The use of near infrared spectroscopy to predict potential mushroom yield of composts. Appl. Spectrosc. 54:44-47. Sharma, H.S.S., M. Kilpatrick and L. Burns. 2000a. Determination of phase II mushroom (Agaricus bisporus) compost quality parameters by near infrared spectroscopy. J. Near Infrared Spectroc. 8:11-19. Sharma, H.S.S., G. Lyons and J. Chambers. 2000b. Comparison of the changes in mushroom (Agaricus bisporus) compost during windrow and bunker stages of phase I and II. Ann. App. Biol. 136: 59-68. Sharma, H.S.S., G. Faughey, G. Lyons, J. Chambers and S. Sturgeon 2000c. Comparative assessment of winter wheat cultivars for changes in composition and degradability of their straw in response to fungicide and growth regulator treatments. Ann. Appl. Biol. 137:297-303. Sinden, J.W. and E. Hauser. 1953. The nature of the composting process and its relationship to short composting. Mush. Sc. 2: 123-131. 263 Von Minnigerode, H.F. 1981. A method for controlling and regulating the composting process. Mush. Sc. 11: 265-278. Windham, W.R., D.R. Mertens and F.E. Barton. 1989. Protocol for NIRS calibration: sample selection and equation development and validation. In: G.C. Marten, J.S. Shenk and F.E. Barton II (eds. Near Infrared reflectance Spectroscopy (NIRS): Analysis of Forage Quality, Agriculture Handbook. USDA-ARS, Washington DC, USA. 643. Williams, P.C. 1987. Variables affecting near infrared reflectance spectroscopic analysis. In: P.C. Williams and K.H. Norris (eds). Near Infrared Technology in the Agricultural and Food Industries. Am Assoc. Cereal Chemists, St Paul, Mn. 143-167. 264