microstructure analysis of alumina thermal barrier coating for high
advertisement

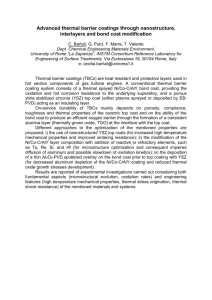
MICROSTRUCTURE ANALYSIS OF INTERFACE ALUMINA THERMAL BARRIER COATING FOR HIGH TEMPERATURE APLICATION Hariyati Purwaningsih1, Sulistijono2, Lukman Noerochim2, Cartha Kharisma3 1 Materials and Metallurgical Engineering Department Industrial Faculty of Technology Institute of Technology of Sepuluh Nopember (ITS) Campuss ITS Keputih Sukolilo Surabaya 60111 Phone/Fax : +62 31 5997026; email: hariyati@mat-eng.its.ac.id 2 Materials and Metallurgical Engineering Department Industrial Faculty of Technology Institute of Technology of Sepuluh Nopember (ITS) Campuss ITS Keputih Sukolilo Surabaya 60111 Phone/Fax : +62 31 5997026 3 Graduate Student of Materials and Metallurgical Engineering Department ABSTRACT This research summarized the microstructure analysis of alumina coating which deposited to substrate Al-Si alloy by use of PFS (Powder Flame Spraying) technique, and thermal cyclic where the out put specimen from flame spraying is brought to the boil inside the furnace at 600oC with several cycles at 20, 50, and 100, and each cycle is held a weighing. XRD, SEM (Scanning Electron Microscopes) and EDS (Energy Dispersive Spectrometry) were applied to characterized phases and microstructures. In order to find out the hardness which it formed at each layer and interface is using the micro hardness tester. This research has ascertainable, that the bond which is formed at interface has a high hardness where as thermal cyclic had an effect on TGO figuration and varying phase. The TGO figuration, as effect of thermal cyclic, caused a reduction of the bonding. It formed micro porosity which to make a failure at TBC system 1. Introduction Diesel engine was the machine that working by fuel hypodermic of air which have compressed so that have own the high temperature and pressure application from 300°C until 500°C, with the pressure equal to 2492 KPA. On its operation oftentimes meet the constraints caused by the existence of some component from diesel engine experience of the damage of effect on high temperature operation, so that its performance become less be optimal To increase resilience to high temperature required a veneering process use the system of Thermal Barrier Coating (TBC system). In many research had mentioned that thermal barrier coating application at diesel engine aim to increase performance of machine, make-up of machine age, and efficiency of fuel usage (Beardsley, 1997), as research done by Ramaswamy (2000) that is use 8YPSZ and Mullite (3Al2O3.2SiO2) as thermal barrier coating material of diesel engine piston, what have been known able to give the protection to oxidation and degradation. Some problems arise with the thermal barrier coating method, that is abrading of ceramic coat (Top Coat) and its failure because of thermal stress in its bearing by forming TGO (Thermal Growth Oxide) at interface between top coat and bond coat. Thermal Growth Oxide have different characteristic with top coat and bond coat. This coat is heterogeneous and imperfect, so that caused crack on the surface of top coat, interface top coat-bond coat and also at TGO itself (Kristanto, 2008). So, it is required a furthermore research to analysis of microstructure and phase formed at interface between top coat and bond coat. 2. Method The design and experimental procedures can be explained as follows: Substrate is Al-Si super alloy and Al2O3 powder for coating ceramic material. The properties of Al2O3 ceramic powders, among others; M = 101.94 g / mol; Specific Surface Area = 120-190 m2 / g; Stamping density = 950-1100 g / l. And also use Ni-Al powder for bond coat material. The process of thermal cycle include heating the specimen at 600oC for 1 hour and cooling down at room temperature for 15 minutes, this cycle uses the following standard cycle testing in high temperature corrosion. One cycle in this study equal to 1 hour holding time for heating up and hold 15 minutes for cooling down. The duration of the heating is done until peeling of top coat happened at specimen surface, this is indicates that the failure crack in TBC systems. Checks carried out each cycle, by considering specimens with analytical balance. Then SEM and XRD characterization was applied to obtain the phase and microstructure changed. 3. Result and Discussion 3.1 Macrostructure Analysis In this study using specimens 4, where 1 specimen without treatment and the other 3 specimens applied to thermal cycles, respectively - each is 25, 50, and 100 cycles. Cyclic thermal treatment performed at a temperature of 600°C, issued each made 1 hour and weighed to determine weight changes that occur. Observations began on specimens without treatment. As in Figure 3.1.a is the initial condition of the coating specimen with flame spraying process that has not been given heat treatment. Macrostructure analysis was observed a corrugated surface and not smooth and the color of specimen is grey with little black spots on its surface. This condition is caused prior to coating with the flame spraying process, sand blasting conducted in order to obtain the substrate surface area that allows occurred bond between the substratebond coat and bond coat-top coat. Where a coating material powder particles are sprayed at high temperatures with a high speed also, as a result uneven surface of the specimen. In the specimen is a small area of the specimen that is not coated, due to block by the holder during the coating process, as in Figure 3.1. After 25 cyclic thermal treatments, the substrate had melt, starting from not coated area. The growing cycle, the conditions are also increasingly rough surface, and the color changed to blackish specimens, as shown in Figure 3.1.a. Melting causes cracks at substrate side, it is also due to differences in coefficient thermal expansion of each layer, the crack length with increasing the heating cycle, until 100 cycles, as shown in Figure 3.1.d, due to fire and fall off the substrate, with consideration that the thermal cyclic was stopped. (a) (c) (b) (d) Figure 3.1 Macrostructure analysis for (a). as sprayed, (b) 25 cycles, c. 50 cycles, (d). 100 cycles Weigth (gr) Weigth (gr) Cycle (hour) Cycle (hour) (a) (b) Weigth (gr) Cycle (hour) (c) Figure 3.2 Result of microbalance analysis to obtained mass changed after (a) 25 cycles, (b) 50 cycles and (c) 100 cycles In this study also conducted weighing at each cycle, to be known weight changes of specimens due to cyclic thermal, to facilitate the analysis of weight change data plotted in a graph, as shown in Figure 3.2, and given the trend line to see the pattern of the graph. Based on the graph in Figure 3.2 above, can be identified due to cyclic thermal causes severe changes in the fluctuations in the specimen, all the graphs have common in the first cycle until some point cycle increase in weight, due to the occurrence of oxide, since oxygen react with elements in the layer. But in the next cycle, decrease in weight of the specimen, it is because at around cycle at 20 cycles occurs cracks in the specimen, and also specimens fall burning, until the specimen weight decrease significantly, until the cycle to 100. 3.2 X-ray Diffraction Analysis Figure 3.3 is the result of x-ray diffraction analysis prior to cyclic thermal. Where the results of tests on specimens prior to cyclic thermal formed γ-Al2O3 phase with cubic crystal system, and another phase is formed NiO with cubic crystal system. Results obtained in the XRD test, which reflects that the phase formed at the interface top coat and bond coat is the result of oxidation of elements contained in the top coat and bond coat. This is consistent with research conducted Ogawa (2003), that at the interface between top coat and bond coat TBC systems will be formed TGO (Thermal Oxide Growth), where the TGO formed because of oxidation of porosity with elements that are contained in the top coat and bond coat, which starts from the porosity at the interface. Furthermore the oxygen reacts with the element to forming the top coat oxidation, because based on the Ellingham diagram element Al is the easiest to oxidize, the oxidation reactions that form a protective layer of Al2O3. After thermal cyclic, so the cycle into 25 phases are formed almost the same as before the thermal cycle, the phase γ-Al2O3 and NiO except that there is little change, ie there was a shift position slightly left 2θ, where the highest peak of cycle 25 is occupied γAl2O3 phase with a cubic crystal system in the 2θ = 44.470°, while referring to the XRD results on specimens prior to treatment with the highest peak position of 2θ = 44.48167. But overall there was no change crystal phase and the system, due to the small shift differences. While NiO phase after 25 cycles on the graph (in Figure 3.3.b) occupies the other highest peaks at 2θ = 43.273°, which when compared with the XRD results on specimens before treatment, NiO phase top the view position 2θ = 38.62, it can be known that there was a shift 2θ value, which is significantly more right, these shifts can result in a change of crystal system. It was appropriate when search using software analysis, it is known that the crystal system changes from cubic to rhombohedral. In the cycle to 50 based on the results of XRD analysis (Figure 3.3.c), the phase also formed γ-Al2O3 and NiO, but there is a change compared to the highest peak position in 25 cycles, where the XRD results at the 50th cycle is the highest peak position is the position of 2θ = 44.486°, which shifted more right than cycle to 25, and prior treatment. Due to the change is not too significant, the crystals formed system is not much different end result was γ-Al2O3 phase with a cubic crystal system. NiO phase while the intensity increased as shown in Figure 3.3.c there are several other peaks that are occupied by such NiO phase in the position of 2θ = 2θ = 43.29 and 37.24 are NiO phase with rhombohedral crystal system, this position is not much different from the 25 cycle , so also no change of crystal. system. A A : Alumina-cubic N : NiO-cubic R : NiORombhohedral A N A N N (a) (b) R (c) (d) Figure 3.3 X-ray Diffraction Analysis for (a) as sprayed, (b) after 25 cycles (c) after 50 cycles (d) after 100 cycles After 100 Cyclic thermal treatment, there is not a significant change, where the dominant phase is Al2O3 with cubic crystal system, which can be seen on the XRD results at Figure 3.3.c, γ-Al2O3 phase with a crystal system cubic occupies the highest peak in 2θ = 44.885°. When compared with the XRD results before treatment, and at 25 and 50 cycles there was a slight change in the position of the highest peak, which shifts more right. While NiO phase obtained at the position of 2θ = 43.29°, with a rhombohedral crystal system, there was no change 2θ position. However, the XRD results for 100 cycles in a new phase of SiO with the cubic crystal system in the position of 2θ = 57.43. Based on analysis results, it is because the thermal treatment occurred melted substrate, which started in not coating area, until the 100 cycle, melted of the substrate reach all parts of the specimen. Thus expected that element of the substrate diffusion by porosity at the interface, so that elements of the substrate react with oxygen to form SiO at interface. To clarify the phases and microstructure formed on the specimen, it can be observed through SEM/EDS (Scanning Electron microscopic/Energy Dispersion Spectrometry) analysis 3.3 Microstructure Analysis using SEM/EDX In this study conducted observations of the interface between top coat and bond coat by using SEM / EDS (Scanning Electron microscopic/Energy Dispersion Spectrometry), to determine phase and microstructure formed on the specimen before and after thermal cyclic done. Porosity TC BC TGO Figure 3.4 Microscope Electron analysis to as sprayed specimen. It shown porosity and also TGO area Figure 3.4 is the result of microscope electron before thermal treatment cycle, it shown porosity at top coat. This is because there are grains of alumina is not completely melt during the coating using a flame spraying, because it is done in areas with no vacuum so some gases were trapped during the spraying process. According to research conducted by Chen (2004), whose explained that the interface area between the top coat and bond coat porosity will occur as a result of the spraying process. The existence of porosity caused the separation or irregularity of the surface layer of ceramic with a bond coat, as well as between the bond coats to the substrate. Surface irregularity of flame spray interface, resulting in the emergence of impurity and porosity which resulted in the formation of surface defects, such as particle adhesion inclusion and Sand Blasting results, especially due to the melt ceramic particles are fired with a certain speed and grinding on the bond coat surface, as shown above, a layer covering the top coat such as a bond coat layer, so that the boundary between the top coat and bond coat is not too clearly visible, it shown in a different color, and porosity line blackish color. Shown in Figure 3.4, the specimens are not subjected to thermal treatment already started happening at the interface top coat and bond coat, but oxidation occurs is still thin and not very visible, because the intake of oxidation during spraying. Oxidation which occurs not destructive, because it formed a thin layer of protective nature. After 25 thermal treatment it was found that in areas along the interface between top coat and bond coat will be formed TGO (Thermal Oxide Growth) and alumina thin layer of intermixed zone area (area that contains a blend of elements contained in the top coat and bond coat ) are shown with a slightly blackish color on the interface. As research conducted by Quadakkers, et al (2005) explained that during the heat treatment (thermal cycle) on the specimens using the TB, resulting in the emergence of TGO (Thermal Oxide Growth) in the interface between top coat and bond coat. This region is the weakest area and the beginning of the formation of cracks. The existence of porosity in the ceramic layer as a result of oxidation, as shown in Figure 3.5.a porosity is formed along the cracks. Porosity in the specimens increased with increasing time of thermal cyclic treatment, as well as in the cycle to 50 levels of porosity in the top coat and bond coat on the area, as shown in Figure 3.6. Porosity occurs at the interface regions top coat and bond coat, so it looks like fissures that cut through the interface areas, where there is TGO evenly spread, where the growth of TGO give effect to the failure and peeling of Thermal Barrier Coating. Where the growth of TGO is depends on time, temperature and chemical composition that is in the top coat and bond coat. Many studies have stated that the oxidation of the bond coat is the most important thing in a decrease in performance of the system at high temperatures. As in this study, the crack occurred due melt substrate, where the melting of the substrate provides a stress in the layers of the others, it can be seen in Figure 3.1, cracks occur on the side of the specimen, which continued to spread in all parts of the specimen. After the 100th cycle, cyclic thermal treatment is stopped. That's because state specimens are not possible. Melted Substrate began in the not coating area and continued to other parts of the specimen, as in the previous explanation on macrostructure analysis. At the 100th cycle and TGO formed more and more, in general, this layer exists between top coat and bond coat because the area contains a lot of porosity and provides a way for the oxide to oxidize the elements contained in the bond coat, but is not possibility TGO formed inside the bond coat. As research conducted by Chen (2004), found TGO trapped inside the bond coat due partly to avoid the bay area bond coat surface, so the oxygen is oxidized and reacts with the elements contained in the bond coat. According to research conducted Sulistijono (1998), Al content in the specimen which reached 8.27% should be able to protect the metal underneath the aluminum oxide formed during the thermal cyclic. Oxide can be formed Al2O3 as TGO layer (Thermal Oxide Grown) provides protection by reacting with oxygen through the TGO layer (Thermal Oxide Grown). Because react with Al, so ideally there is no oxygen enter into the bond coat layer (according to the Elingham diagram). But in fact, there are other oxides, to find out what oxides are formed, its existence can be detected using EDS (Energy Dispersion Spectometry). Table 3.1 is summary result of SEM / EDS, it can be seen the elements that form the interface between top coat and bond coat, are O, Al, Ni. The composition of the elements are not equal to the before and after thermal cycle. Porosity TGO Resin at porosity Crack (a) (b) Figure 3.5 SEM analysis on specimen after (a) 25 thermal cycles and (b) 50 cycles. It shown porosity, crack and TGO area Table 3.1 Comparison of element quantity of specimen ELEMENTS AS SPRAYED (% Mass) 25 Cycle (% Mass) 50 Cycle (% Mass) 100 Cycle (% Mass) C O Al Ni Si 34,15 26,27 39,57 As sprayed (% Mass) 38,43 35,10 26,47 25 Cycle (% Mass) 21,47 0,11 78,42 50 Cycle (% Mass) 3,97 32,93 21,92 38,64 2,55 100 Cycle (% Mass) 49,64 50,36 - 66,31 33,69 - 0,21 99,79 - 41,41 49,16 5,46 Phases Al2O3 NiO SiO2 Table 3.1 shows that almost all the elements that formed at the interface changes after cyclic thermal, these changes vary from each cycle, elements and compounds. Before cyclic thermal, obtained for the elements O was 34.15% because of the oxidation process during the spraying process. In cycle 25 there is an increase due to the occurrence of oxidation processes during the cyclic thermal oxidation which occurs both in the furnace and the moment when issued free air. Increased % of mass is in accordance with the weighing done on visual observation, where the heavy curve in each of his cycle until the Cycle 25 has increased. However, severe decline in the next cycle, until the 100th cycle, this would fit in Table 3.1 it can observe the cycle to 50 and 100% mass of O has decreased, it is because of cracks in the specimen due to substrate melting. Almost the same Al element to the condition O elements, which increased in % mass after cycle 25, before the cyclic thermal 26.27% to 35.10%, due to the formation of bonds with oxygen to form Al2O3, formed a thin layer of protection. Of course, these conditions are also accompanied by an increase in mass% Al2O3 formed compounds in the cycle up to 25, more time on the cyclic thermal oxidation rate is also greater. This causes the content of Al and eventually thinned out (smialek, 2006). The statement according to Table 3.1, where the number % of the mass of Al and Al2O3 on the cycle decreased to 50 up to 100 cycles. Whereas for Ni element in the cycle 25 has decreased, it could be due to the time of the shooting on the area covered with a thin layer of test is more dominant Al2O3. With increasing time, the next cycle occurs increased % mass, reaching 78.42% at 99.79 on Ni and NiO. This can be caused because at the time of other elements to form bonds, not react to form Ni oxide or oxide formation can be said NiO late. As a result of the bond coat Nickel Ni from the substrate accommodating before forming the nickel oxide resulted in the mass fraction of Ni grows. According to research conducted Chen, et al (2004) explains that after the heat treatment of specimens will be formed oxide - a new oxides such as (Cr, Al) 2O3, Ni (Cr, Al) 2O4, which is heterogeneous NiO / non uniform and cause layer has a low adhesivity. . In the cycle to 100, based on test results of SEM / EDS acquired elements Si and SiO compounds, which are not found at previous cycle, this is because the condition of the specimen that has undergone melting in the substrate, where it reaches the overall melting of the specimen in this cycle, and based on SEM observation test (Figure 3.5) where the substrate melts filled at porosity and top coat bond coat. From SEM analysis at Figure 3.6 note that after the thermal spraying occurred many bonding at the interface between top coat and bond coat such as: mechanical interlock, chemical bonds (oxidation reactions), and diffusion. Mechanical interlock between the surface of the top coat and bond coat caused some of them. First, at the time of the shooting of ceramic particles, not all particles in the melt state and the shooting occurred at high speed so that a portion of the bond coat surface that does not deform uniformly. Second, the condition of the bond coat surface is not flat so it had a high roughness, so that the particles are fired top coat and follow the contour of the bond coat. Between ceramic particles and the other one has a different cooling rate so that the bond will be formed interlock mechanical layer. According to research conducted by Chen, et al (2004), mechanical interlock can improve adhesivity between top coat and bond coat, because the area of overlap between top coat and bond coat expanded. Chemical bonding Mechanical Interlock Top Coat BC Figure 3.6 Microscope electron analyses at interface layer between top coat and bond coat. Chemical bonds or result of oxidation reaction occurs at the interface area between the bonds coats based super alloy with oxygen is trapped in porosity. The oxidation reaction formed a variety of metal oxides at different forms. At the top coat and bond coat Al2O3 and partially formed within the TGO formed many kinds of oxides as described previously. Diffusion process occurs between the surfaces of the top coat with a bond coat surface with atoms reactivity. 4. Conclusion From this research it can conclude that: 1. Thermal growth oxide layer had form at the interface between top coat ceramic and bond coat NiAl that formed alumina (Al2O3) phase 2. Thermal cycle at high temperature operation caused diffusion of element on substrate and bond coat to form oxide at interface layer 3. At interface layer found chemical bonding resulted from oxide reaction and mechanical interlocked bonding 5. Reference Chen, W. R., Wue X, Marple B. R., Patnaik, P. C., 2004. “ Oxidation and crack nucleation/growth in an airplasma-sprayed thermal barrier coating with NiCrAlY bond coat”. Institute for Aerospace Research, National Research Council of Canada, 1200 Montreal Road, Bidg M-13, Otawa, Ontanio, Canada, K1A0RG Kristanto. 2008. “Studi Fasa dan Mikrostruktur pada Interface Top coat 8YSZ dan Bond coat NiCoCrAlY Akibat Thermal Fatique”. Surabaya: Jurusan Teknik Metalurgi dan Material- Institut Teknologi Sepuluh Nopember Surabaya Ogawa . K, Gotoh .N, 2003. “ The influence of thermal barrier top coating on the initiation and growth of thermally cycled thermal barrier coatings”. Sweden : Lund University. Ramaswamy,P.,2000,“Thermo mechanical fatique characterization of zirconia (8%Y2O3-ZrO2) and mullite thermal barier coating on diesel engine components: effect of coatings on engine performance”, Proquest Science Journals pg 729 Smialek, J. L., jan 2006. “Moustureinduced delayed spallation and interfacial hydrogen embrittlement of alumina scales, JOM. Pp 29-35. Sulistijono, 1998, “ Pelapisan keramik pada sudu turbin gas untuk meningkatkan ketahanan korosi pada temperature tinggi “. Surabaya : Jurusan Teknik Mesin-Institut Teknologi Sepuluh Nopember.