NMT技術

N M T
Nano-molding Technology
“Aluminum and resin integration technology”
Taiseiplas Co., Ltd.
Introduction
<The integration of aluminum and resin>
After a two-and-a-half year period of development, Taiseiplas succeeded in developing a “nano-molding technology (NMT),” molding technology that integrates aluminum and plastic. This technology was introduced at the
International Plastics Fair (IPF) held at Makuhari Messe Japan in 2002, then presented again at the NANO tech 2004 held in Japan receiving the award of the show. Aluminum insert molding was demonstrated to great acclaim. Most of the questions were simply asking “How is it done?” and all of audience were amazed from the results of NMT. Here this epoch-making technology is introduced.
This technology received a grant from the New Energy and Industrial Technology
Development Organization (NEDO) in July 2002, and a pilot plant was opened in
January 2003.
[The NMT process]
The process itself is quite simple and described as below,
(1) Prepare Press processing of aluminum sheets (Photograph 1-A: the surface of a
5000 series aluminum alloy)
(2) The T process
First, rust and grease need to be removed from the surface of pressed aluminum products by degreasing agent and acid-base water. Then the T process is applied simply dipping the aluminum products into a T solution for a few minutes, then rinse with diluted water. (Photograph 1-B) This is the key point of this technology.
(3) Injection molding
After the T process, the aluminum is inserted into a metal mold, then injection molding is applied with resin of PBT or PPS.
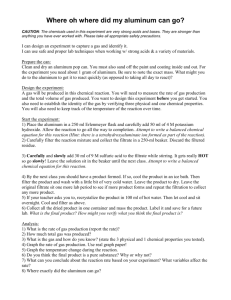
The T process results in the creation of microscopic dimples, indentations with a diameter of 20-30nm, on the surface of the aluminum (Photograph 1-B), and because the resin enters these dimples and hardens, the bond is very strong.
(Refer to photographs 2-C and 2-D)
1
Photograph 1: Electronic microscope photograph of aluminum surface
Aluminum surface (before processing) Aluminum surface (after processing)
30nm
40nm
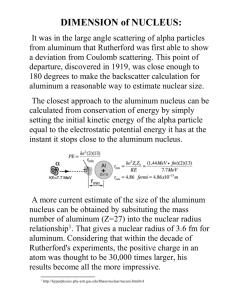
Photograph 2: Vertical cross-sections of the aluminum and resin after injection bonding
Cross-section of the aluminum and PBT Cross-section of the aluminum and PBT bond bond
100nm 100nm
H H
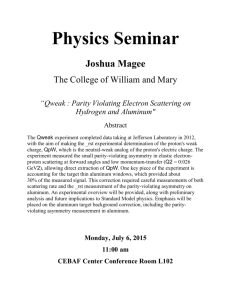
Photograph 3: Photograph showing the resin bonded with the aluminum
SEM image of the PBT resin left behind when aluminum is dissolved in diluted hydrochloric acid
SEM image of the PBT resin left behind when aluminum is dissolved in diluted hydrochloric acid
(1 graduation = 50nm) (1 graduation = 100nm)
2
(4) Photograph 2 shows a vertical cross-section of a test piece after injection bonding.
Minute indentations and protrusions are visible on the surface of the boundary between the aluminum and resin and it can be observed that the resin has penetrated between indentations and protrusions. This is the reason why the resin is firmly bonded to the aluminum.
(5) In order to confirm what quantity of resin bonding is present on the surface of the bond between the resin and the aluminum, aluminum was dissolved in diluted hydrochloric acid and observed the residue (see photo 3).
(6) Resins that can be bonded
Only two types of resins can be bonded: PBT (polybutylene terephthalate) and PPS
(polyphenylene sulphide). In order to match the linear expansion coefficient of these resins to the linear expansion coefficient of aluminum, glass fiber and carbon fiber are compounded as fillers.
(7) Types of aluminum
Bonding strength has been confirmed for the 1000 series, 2000 series, 3000 series,
5000 series, 6000 series, and 7000 series of aluminum alloys for pressing (refer to pp 3-4 of the Technical Data). ADC12, an aluminum alloy used for casting, is not as strong as alloys for pressing but it can guarantee a shear fracture strength of
150kg/cm
2
.
3
NMT Technical Data
[1] Tensile shear fracture test
1. The material
◇ Aluminum …A5052/H34
◇ PBT (UL94HB, GF20% + filler 20%)
◇ PBT (UL94VO, GF30%)
◇ PPS (UL94VO, GF30%)
2. Test conditions
The test pieces were exposed to the full range of temperatures between -30 o C and 70 o
C for two hours and after carrying out 20 cycles in which the temperature was raised or lowered every two hours (8 hours/cycle), and after leaving the test pieces in a 50% RH constant temperature bath at 23 o
C for four hours, the strength was measured with a tensile testing machine. (Measured with a tensile strength of 5mm/min.)
3. Test piece shape, bonding area
Bonding area: 10.2×5.2×=53.04mm
2
Aluminum: 44 x 18 x 1.5
Resin: 40 x 10.2 x 3
4. Measurement results
Unit: kg f/cm
2
1) PBT
(UL94HB)
2) PBT
(UL94VO)
3) PPS
(UL94VO)
Shear stress
Breaking condition
Shear stress
Breaking condition
Shear stress
Breaking condition
Strength after heat cycle testing n=1 192.9
2
3
4
5
6
196.5
212.3
221.5
234.0
221.3
B
A
A
A
A
B
205.5
210.8
202.1
193.8
224.0
190.8
A
A
A
A
A
A
246.4
280.7
247.7
215.5
289.0
254.0
A
A
A
A
A
A
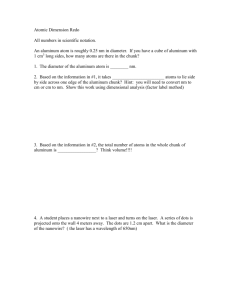
Breaking Condition A Breaking Condition B Breaking Condition C
Resin
Aluminum
Resin
Aluminum
Resin
Aluminum
4
[2] Pull breaking tests
A thick boss (height: 2cm) with a bottom surface area of 1cm
2
is injection bonded to the top of a 1.6mm thick aluminum plate, the aluminum plate is fastened to a flat plate using five screws, and the boss is pulled out vertically and fractured.
(Aluminum plate = A5052/H34)
(PBT/UL94B)
Pull breaking strength (kgf/cm 2 )
Resin series
Pull breaking
Pressed aluminum
PBT/HB material
120 - 140
PBT/VO
PPS/VO
100 - 120
140 - 160
[3] Life time of T-processed aluminum material
It is ideal to do the injection bonding within a few days of completion of the T process but even if the injection bonding is done as late as two weeks after completion of the T process, the results will still be within the data range given above. (However, the T-processed aluminum material must be stored in a hermetically-sealed plastic bag.)
[4] Temperature shock tests for the integrated object
With the test piece made by PBT, there was no effect over 200 cycles at -40 o
C to
+85 o
C. With PPS test piece, results are shown as below.
The experiment condition is 1,000 cycles at -55 o C to +150 o C (130 minutes / cycle) .
Unit: kg f/cm
2
1) PPS
(A5052)
2) PPS
(A1100)
3) PPS
(A6061)
Shear stress
Breaking condition
Shear stress
Breaking condition
Shear stress
Breaking condition
Strength after heat cycle n=1
2
3
232.2
297.2
264.7
A
A
A
226.2
264.2
245.2
A
A
A
213.0
209.3
235.4
A
A
A
5
[5] Vibration tests
The results of the vibration tests for integrated object (PBT) were conducted at an acceleration rate of 37m/s
2
, 20-200 Hg, for 36 hours for each of the xyz directions.
The results show no effect on the bonding surface but the resin itself became brittle.
In extreme experiments, PBT appeared to struggle. We are now working with manufacturers to improve the resins in this regard.
[6] Pull breaking tests at high temperatures
Shear breaking strength at 100 o C was around 100 kgf/cm2 for A5052 and PBT/HB, and 120 kgf/cm2 for PPS/VO. Because the bonding is a non-adhesive type, its strength is proportionate with the thermal resistance of resin.
[7] Alumite treatment
If the integrated object is given the normal alumite treatment without any special preparation, it corrodes from the boundary line and the bonding strength declines. To solve this problem, Taiseiplas has developed a modified alumite treatment method.
Using this modified alumite treatment, the bonding strength does not change from its initial value.
[8] Coating
There are coating materials that can be burnt onto the integrated object without any special preparation. “Rain and sunshine tests” have also been completed. (After 400 hours at 62 o C, there are no abnormalities in the Grid Adhesion Test.)
Taiseiplas Co., Ltd.
Head office:
9 th Floor, Nissan Edobashi Building
1-10-5 Nihonbashi Honcho
Chuo Ward
Tokyo 103-0023
TEL: + 81 (0)3 3243 1851 or 1805 FAX: +81 (0)3 3243 1847 or 1807 http://www.taiseiplas.com
E-mail: taisei@taiseiplas.com
Soka City factory - Philippines factory – Da Ryan Iris Button Co.,Ltd. – Su Zhou Iris
Button Co.,Ltd.
Taising Coxon Limited Room 1008, OCEAN CENTER
5 CANTON ROAD, TSIM SHA TSUI
KOWLOON
HONG KONG
TEL: +853 2317-0053 FAX: +852 2110-9103
E-mail:m.naritomi@taiseiplas.com
6