Specification for the Vacuum Chamber of the Liquid Hydrogen Target for the NPDGamma
Experiment
Indiana University Cyclotron Facility, 10 July 2002
Address Questions Regarding the Specification to the following people:
Bill Lozowski
Indiana University Cyclotron Facility
2401 Milo B. Sampson Lane
Bloomington, Indiana 47408
Telephone: (812)-855-2928
FAX (812)-855-6645
Email:lozowski@iucf.indiana.edu
and/or
W. Mike Snow
Indiana University Cyclotron Facility
2401 Milo B. Sampson Lane
Bloomington, Indiana 47408
Telephone: (812) 855-9365
Fax: (812)-855-7914
Email: snow@iucf.indiana.edu
Address Quotations to:
Tim Rice
Indiana University Purchasing Department
Poplars Building, Rm 404
Bloomington, Indiana 47408
Telephone: (812) 855-8749
FAX: (812)-855-7839
Email: trice@indiana.edu
Note: Desired delivery of these items is 5 weeks ARO. Bids will be opened and a Vendor selected on
July 25, 2002.
1. General
This is a formal solicitation to bid on a job to make part of a 17-liter liquid para-hydrogen target.
The entire target system includes: (1) two mechanical refrigerators, (2) a hydrogen gas-handling
system, (3) an ortho-para converter for liquid hydrogen, (4) a 17 liter titanium target vessel, (5) an
aluminum main vacuum chamber with channeling and/or double walls. (6) a copper radiation
shield, and (7) entry and exit windows of titanium or magnesium for the main vacuum chamber.
Presently, we are asking for quotes on item 5.
We have produced two designs that are consistent with the goals of the experiment. At the moment
these two alternatives are under consideration by the hydrogen safety committee at Los Alamos. We
therefore ask the Vendor to produce a quotation on both variants of the design. They are similar
enough that the labor involved in the cost estimate should not be excessive. We are sending you a
CD-ROM with CAD drawings in Mechanical Desktop and pdf formats of our design for the items.
Furthermore, appropriate files for CNC machine operation are available for pieces of sufficient
complexity.
This Specification covers the detailed design, fabrication, testing, quality control and documentation,
and delivery of a cryogenic vacuum vessel for liquid hydrogen for the NPDGamma experiment. This
vessel will be part of an overall liquid hydrogen target and gas handling system under construction at
1
the Indiana University Cyclotron Facility (IUCF) and will be operated at the Los Alamos Neutron
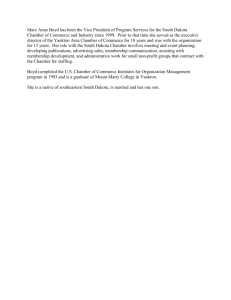
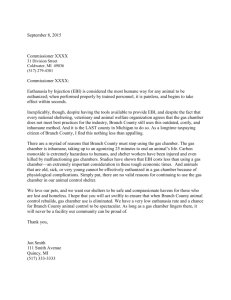
Scattering Science Center (LANSCE). The vacuum vessel will be made mostly of aluminum with
all welds and seals isolated by helium gas from contact with air. The vacuum vessel consists of a
horizontal cylindrical chamber welded to a vertical chamber, which will accommodate the insertion
of two mechanical refrigerators. The horizontal portion of the vacuum chamber will be surrounded
on the outside by either a helium jacket or an equivalent chamber that insures that all welds and
removable seals are surrounded on the outside by helium gas. At the moment there are two possible
general designs for the vertical portion of the chamber: both are presented as possibilities for this
quotation. Details of the vacuum vessel are shown in the mechanical drawings included with this
request for quotation. A chamber inside the vacuum vessel will be filled with liquid hydrogen and
operated at temperatures of approximately 20K (-423 F) with occasional thermal cycles back to room
temperature over a period of approximately 3 years. The vessel must satisfy safety and quality
control documentation requirements specified below.
The remainder of the quotation outlines the performance and quality control requirements for the
vessel.
1.1 Definitions of Terms
A.
Buyer: Indiana University will be referred to as the "Buyer."
B.
Vendor: The company receiving the contract for the work described in the Specification
will be referred to as the "Vendor."
C.
Destination: "F.O.B. Indiana" will mean the Indiana University Cyclotron Facility, 2401
Milo B. Sampson Lane, Bloomington, IN 47408.
1.2 Vendor Selection Procedures, Schedules, Technical capabilities and Expertise
A.
Rights Reserved. The Buyer absolutely reserves the right to select a Vendor on the
combined bases of cost, technical features and time schedule.
B.
Implied Agreement. The submission of a quotation implies that the prospective Vendor
agrees with Vendor selection procedures stated above.
C.
Sales Contract. After a Vendor is selected, a purchase order will be sent to that Vendor.
D.
Response Time. Only the subset of Vendors who submit their quotes on or before the
deadline will be considered for the award of the contract. In particular, the buyer will not
wait beyond the deadline to receive a response from every potential Vendor before the
quotations are forwarded for a decision.
2
1.3
Information Required with Quotation
The following information must be included with the quotation in order for the Buyer to select
a Vendor:
A.
The total cost of the equipment as proposed with the following items quoted separately:
(a) vacuum vessel with all flanges and attachments;
(b) testing and associated documentation,
(c) delivery costs including packaging, transportation, insurance, rigging and loading to
F.O.B. Indiana.
Note that the Vendor is free to provide a quotation that does not include some of the
testing and associated documentation if these services are expensive, inconvenient, or
beyond the expertise of the Vendor.
B.
A complete time schedule including fabrication, testing, factory inspection and delivery.
C.
A complete description of the repair and replacement warranty offered by the Vendor.
Obligations of the Vendor under this warranty will include replacement of defective
parts.
D.
The Vendor will include with the quotation any exceptions that he takes to the
dimensional tolerances, test procedures or techniques of manufacture that are described
in this Specification. The Buyer will consider proposals from the Vendor for alternative
fabrication techniques, alternative testing methods, and small design modifications that
do not compromise the safety and functional constraints. IU Purchasing must approve in
writing (posted or e-mail) any change that will alter an item in this Specification.
E.
The vendor will include with quotation a statement as to whether he has the in-house
capability for performing the helium leak tests required in Sec. 2.4.5 or will rely on an
outside agency or IUCF for performing these tests.
1.4
Vendor's Responsibility
The intent and scope of this Specification is to cover procurement of materials, fabrication,
testing, final inspection, packing, shipping and delivery of the described articles. This includes
responsibility for accuracy, quality of workmanship and warranty. No change in this
Specification or any drawing will be made without the written consent (posted or e-mail) of
the Buyer.
1.5 Vendor's work will include the following:
A.
The Vendor will furnish all labor, equipment, tools and facilities and perform all work
necessary to manufacture the aluminum chamber and inlet and outlet ports per this
Specification.
3
B. Employ such facilities, equipment and methods as may be necessary to achieve the degree
of quality necessary to fulfill the requirements herein specified and to maintain a production
rate and schedule consistent with the terms of the contract.
C.
Provide access for representatives of the Buyer to the production and test areas of the
Vendor's facility at any reasonable time during the progress of the work called for by this
Specification.
D.
Perform and document all inspections and tests to demonstrate that the finished product
meets all requirements of this Specification.
E.
Prepare, load for shipment and deliver undamaged to F.O.B Destination, Indiana
University Cyclotron Facility, 2401 Milo B. Sampson Lane, Bloomington, IN 47408. (See
Sec. 2.5 for additional packing and shipping information.)
F.
In the event that the Vendor encounters a problem involving engineering, design,
machining, fabrication or materials he will notify the Buyer promptly to obtain a mutually
agreeable solution to the problem before proceeding with fabrication.
2. Detailed Specifications and Requirements
2.1
Design Parameters and Approvals
A. This vacuum chamber will be used to contain a liquid hydrogen target for the NPDGamma
experiment. Its vertical section will accommodate two mechanical refrigerators (not included
in this specification). It will be capable of helium leak-tight operation. In addition, it must be
able to withstand with minimal deformation internal pressures of 7 atm absolute (90 psig) in
the vacuum vessel. and 7 atm absolute in the helium jacket.
B. The body of the vacuum chamber and helium jacket, which must be nonmagnetic to meet the
requirements of the NPDGamma experiment, will be made entirely of 5083-O or 6061-T6
aluminum alloy (see 2.2.A below). The source of all materials must be documented for
quality control purposes with an appropriate certificate of origin.
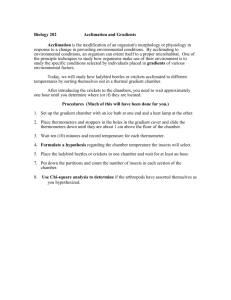
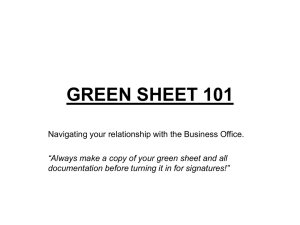
C. As the OD of the main body of the chamber must fit within the ID of a closely positioned
detector array, it is of the utmost importance that the exterior does not have bumps or other
irregularities that result in a diameter larger than 15.90 inches. Within the stated dimensional
tolerance, the main body must also be round.
D. In addition, the shape of the vacuum vessel and helium jacket and the thicknesses of various
portions of the vessel have been verified for acceptable strength under various accident
scenarios by finite element calculations approved by the LANSCE safety committee.
Therefore, any change in the proposed target design outside of normal fabrication tolerances
must be approved in advance.
4
E. The LANL safety committee must approve the final mechanical drawings for the vessel
before fabrication can start.
2.2
Chamber Fabrication
A. The main body (cylindrical portion) of the vacuum chamber must be fabricated from
aluminum seamless pipe. If seamless 5083-O pipe is not available in a suitable diameter for
fabrication, 6061-T6 may be substituted to allow seamless fabrication. Note that the entire
vacuum chamber will be constructed in such a way as to minimize the number and length of
weld joints. The chamber will have associated entrance and exit pipes and appropriate
flanges per the drawings.
B. The welds of all vacuum-tight portions of the vessel will be continuous. Where possible,
they will be made on the inside surface of the chamber. Double-sided welds will not be used.
Abnormal weld buildup must be prevented to avoid interference with the elements to be fit
inside and outside the chamber.
C. Welds that join sections of the main chamber wall must achieve full penetration. These will
be continuous welds to provide helium-leak-tight joints with minimum warping and
distortion.
D. Both sealing surfaces and flange faces will be machined to standard o-ring dimensional
specifications and specified finishes where appropriate.
E. Final machining on flange faces will be done after all welding is completed.
F. All inside surfaces and sealing surfaces will have 16 RMS finish or better.
G. The vacuum chamber will be cleaned and either electro-polished or chemi-polished. All
forms of sand or bead blasting are forbidden. Trichlorethylene or perchlorethylene may be
used for degreasing.
H. The chamber will be annealed to relieve residual stress after all welds and other heat
treatments associated with fabrication have been applied.
I. With the exception of the chamber exterior, all internal surfaces must be electro-polished to
reduce the emissivity of the vacuum walls and the radiation shield.
2.3
Welding
A. It is essential that welders used on this project have complete mastery of helium-leak-tight
welding of aluminum. Welders are required to have passed the qualification tests given in
section IX of the ASME Boiler and Pressure Vessel Code.
B. Welding will be done with tungsten or metallic inert gas-shielded arc, using reactor grade
helium, argon or mixtures thereof, containing less than 15 ppm impurities and less than 15
microns particle size. Filler material will be free of oil, oxides and other contaminants and
will be compatible with the parent material.
5
C. All brushes used for cleaning will have new clean stainless steel bristles. Hand scrapers will
be clean and of high quality.
D. All weld areas will have 250 RMS finish or better. The material in the weld areas will be
free of cracks, cavities, porosity and inclusions of foreign material. There will be no burrs or
sharp edges on the metal parts that can tear gloves or cleaning tissues.
E. Surfaces to be welded will be wire brushed. Trichlorethylene or perchlorethylene may be
used for degreasing.
F. After each vacuum-tight weld is completed, it will be carefully inspected for cracks. Any
crack will be ground out, wire brushed to remove foreign particles and then re-welded
without excessive buildup of material.
G. The vacuum tight continuous welds will be on interior joints and will be performed after all
exterior structural welds are complete.
H. Peening and all other forms of hand working of weld surfaces are forbidden. All forms of
sand or bead blasting are forbidden.
I. Post-weld annealing will be performed before final testing.
2.4
Inspection and Testing
2.4.1
A written record of all tests will be maintained. These reports will be available to the
buyer at any reasonable time. Copies will be supplied to the buyer upon successful
completion of each test. Each report will include date, location of test, name of
vendor’s representative in charge and name of buyer's representative, if any.
2.4.2
The vendor must send a written copy of a document that certifies the reliability of all
instruments and equipment used in testing.
2.4.3
Before shipment of this chamber, all mechanical dimensions will be checked for
agreement with the drawings and this specification.
2.4.4
Upon acceptance of the order but prior to performing the work, the vendor will check
the Specification and drawings furnished by the buyer and report in writing any
errors, omissions or discrepancies found therein.
2.4.5
Helium Leak Testing
A. For vacuum testing, the chamber will be thoroughly cleaned per sec. 2.2.G, and
assembled using appropriate blank-off plates and temporary support blocks as
needed.
6
B. Testing will be done with a helium spectrometer-type leak detector with a sensitivity
of at least 2 x 10-9 std. cc/sec. The spectrometer will be recalibrated with a standard
leak at intervals during the test as required.
C. A “leak” will be defined by a 2% or more deflection on the most sensitive scale of
the leak rate meter when the weld is probed with helium or when a vessel containing
100% helium for at least one minute surrounds the vacuum chamber.
D. The initial test procedure will be as follows;
a) Evacuate the vessel and attach the helium spectrometer leak detector.
b) Valve off the vacuum pumps, leaving the spectrometer pumping on the chamber.
c) Confirm spectrometer sensitivity by checking with a standard leak.
d) Test for chamber leaks by spraying each section of the chamber surface with a
microscopic jet of helium.
E. If a leak is found, the weld will be ground out, wire brushed to remove foreign
particles, and then re-welded without excessive buildup of material. This will be
repeated until the chamber is free of leaks. All other methods for leak sealing, such
as peening or chemical sealing, are expressly forbidden.
F. Should a leak result from faulty chamber material rather than faulty welding, the
vendor will report this to the buyer before attempting a repair.
G. After all apparent leaks have been found and repaired, the evacuated chamber will be
enclosed in a plastic bag and a helium atmosphere introduced around it. The
chamber will be free of leaks as defined by 2.4.5.C.
2.4.6
Pressure Testing
For pressure testing, the chamber will be assembled using appropriate blank-off
plates and temporary support blocks as needed. The chamber will be filled with gas
at a pressure of 7 atm absolute (103 psia), as measured by a calibrated pressure gauge
with certification provided to the Buyer. The chamber must neither fail nor
permanently deform as a result of this test. A final helium leak test (2.4.5.G) and a
weld test (2.4.7) must be performed after the completion of this test.
2.4.7
Weld Testing
All welds must be inspected for faults by x-ray radiography, ultrasonic techniques, or
other nondestructive techniques. All results of such tests will be made available to the
Buyer. Any faults exposed by such testing must be corrected and the welds retested
until no faults are present.
7
2.5
Packing and Shipping
2.5.1
Following satisfactory completion and tests at the vendor's plant, the chamber
will be wrapped and then crated for shipping. All boxes and wrappings will be of
sufficient quality and strength to protect the parts against weather and handling
damage during shipment. A representative of the buyer will supervise unloading of
the shipment at the Indiana University Cyclotron Facility.
2.5.2
Shipping will be by truck. Rail shipment is forbidden. Transfer between vehicles is
forbidden (i.e., no off-loading before destination).
2.5.3
Each item will be insured at a value at least equal to its replacement cost as estimated
by the Vendor.
2.5.4
The Vendor will notify the Buyer ten (10) days prior to shipment. The notice will
include the purchase order number, origin, date, routing of shipment, date of arrival
and the shipping weight.
Please let us know what questions/comments you have on this job.
Hermann Nann
Indiana University Cyclotron Facility
nann@iucf.indiana.edu
(812)-855-2884
FAX (812)-855-7914
Mike Snow
Indiana University Cyclotron Facility
snow@iucf.indiana.edu
(812)-855-7914
FAX (812)-855-6645
Walt Fox
Indiana University Cyclotron Facility
waltf@iucf.indiana.edu
(812)-855-2884
FAX (812)-855-6645
Bill Lozowski
Indiana University Cyclotron Facility
lozowski@iucf.indiana.edu
(812)-855-2928
FAX (812)-855-6645
8