1 Optimization of lactic acid production by Escherichia coli harboring
advertisement

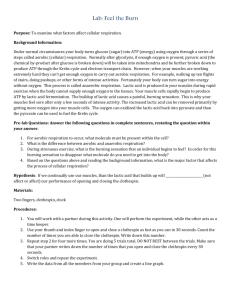
1 Optimization of lactic acid production by Escherichia coli harboring ldhA gene from Rhizopus oryzae Thanawan Watthanaphorna,b*, Ruethairat Boonsombata aInstitute of Biotechnology and Genetic Engineering, Chulalongkorn University, Bangkok, Thailand in Biotechnology, Faculty of Science, Chulalongkorn University, Bangkok, Thailand bProgram * Author for correspondence; email: Thanawan.W@Student.chula.ac.th Abstract Lactic acid is widely used for many industries such as food, pharmaceutical, cosmetic and biodegradable plastic. Lactic acid can be produced by fermentation of many microorganisms such as Rhizopus oryzae. Although this fungus has many advantages such as optically pure lactic acid production and simple nutrient requirement, one of the obstacles for lactic production is its morphology. The filamentous form of R. oryzae results in an increase in broth viscosity, but a decrease in oxygen transfer. The aim of my research is to apply genetic engineering techniques to overcome the problem of R. oryzae morphology. Escherichia coli is used for this study due to its rapid growth and well-studied genetic information. The genetically modified E. coli strain RB24 generated by transforming the plasmid containing R. oryzae ldhA gene into E. coli background with knocked out chromosomal ldhA and pta is utilized for L-lactic acid production. Previous study found that when E. coli strain RB24 was fermented in anaerobic condition with 100 g/L initial glucose in shake-flask level, lactic acid was obtain at the concentration of 5.03±4.149 g/L. Due to the different characteristics between R. oryzae and E. coli, fermentation conditions and glucose concentrations are required to optimized for lactic acid production when the strain RB24 is used. 1. Introduction Lactic acid is an organic acid, which was discovered in 1780 by Scheele and used in many industry such as food industry, pharmaceutical industry, cosmetic industry, chemical industry and textile industry [1]. Recently, the consumption of lactic acid trends to be increased rapidly. Lactic acid can be used as a monomer for poly(lactic acid) that can be applied in the production of biodegradable plastic which is a worldwide concern due to the global warming [2,3]. Lactic acid has two optical isomers: L(+)-lactic acid and D(-)-lactic acid. It can be produced by fermentation of many microorganisms or chemical synthesis [4]. The advantages of microbial fermentation include low substrate cost and energy consumption for lactic acid production [5]. The purity of lactic acid is important for industry application [6]. The isomers of lactic acid produced from microorganisms depend on the enzyme lactate dehydrogenase. Lactate dehydrogenase catalyzes pyruvate to lactate in glycolysis [7]. The efficiency of poly(lactic acid) production also depends on purity of the isomers which L(+)-lactic acid is more favorable for industry than D(-)-lactic acid. It has been many studies about biological fermentation for lactic acid production which lactic acid bacteria is commonly used in various industries due to the high productivity. However, it still has some problems such as complex nutrient requirement [8]. Other microorganisms such as a fungus, Rhizopus oryzae, can produce pure L(+)lactic acid when starch or glucose is used as a carbon source. However, lactic acid production from R. oryzae has some limitations, for example, a high concentration of oxygen requirement, low yield lactic acid production, and the contaminations of fumaric and ethanol produced during lactic acid fermentation [1]. Moreover, its filamentous morphology is not suitable for fermentation in bioreactors [8]. Therefore, we are interested in the expression of ldhA gene from R. oryzae in other microorganisms that requires simple nutrients for growth and produces pure and high L(+)lactic acid. The aim of this research is to apply genetic engineering techniques to overcome the problem of R. oryzae morphology. The genetically modified Escherichia coli strain RB24 used in this study is generated by transforming the plasmid containing R. oryzae ldhA gene into E. coli background with knocked out chromosomal ldhA and pta to allow the expression of R. oryzae ldhA on the plasmid and reduce the contamination of other substances produced during fermentation, respectively [9]. This E. coli strain RB24 is expected to combined the advantages of E. coli, which are rapid growth, simple nutritional requirements and well-studied genetic information, and R. oryzae, which are simple medium requirement and production of optically pure L(+)lactic acid, in one particular organisms. The previous study suggests that L(+)-lactic acid production from E. coli RB24 in shake flask level under anaerobic condition gives a low yield of L(+)lactic acid when fermented with 100 g/L glucose (5.03±4.149 g/L). Furthermore, the high residual glucose concentration may inhibit lactic acid production. Therefore, the optimization of fermentation conditions and glucose concentrations is necessary for lactic acid production from this E. coli harboring R. oryzae ldhA gene. TSB International Forum 2013 2 slightly faster than RB7 and RB24 (at 6 hr for JC13509 comparing to at 9 hr for RB7 and RB24). 2. Materials and Methods 2.1 Microorganisms and media All strains used in this study are JC13509 derivatives. E. coli K-12 strain JC13509 from Dr. Steven Sandelr’s lab, University of Massachusetts, Amherst, USA, is used as the wild-type strain. The strain which chromosomal ldhA and pta are knocked out is named as RB7. The strain RB24 is the strain RB7 that harbors the plasmid with ldhA from R. oryzae NRRL395. All strains were grown in LB medium at 37 °C for 24 hour. but 100 µg/ml Ampicillin was added in RB24 culture to maintain the plasmid. The 1 L of growth medium (LB medium) consists of 10 g of bactro-peptone, 5 g of yeast extract, 10 g of NaCl and 2% bactro-agar (for plates). The 1 L of fermentation broth consists of 5 g of yeast extract, 5 g of peptone, 0.25 g of KH2PO4, 0.25 g of K2HPO4 and salt solution 5 mL (10 ml salt solution consist of 400 mg MgSO4.7H2O, 20 mg MnSO4.5H2O, 20 mg FeSO4.7H2O) with pH 6.8. The concentration of glucose in fermentation broth was varied as 10, 20, 30, 50, 70 and 100 g/L. All media was sterilized at 121 °C for 15 min. 2.2 Inoculum preparation Cells from LB agar medium were transferred into 5 ml of fermentation broth and incubated at 37 °C, 200 rpm for 10 hour in a rotary shaker. 2.3 Fermentation The inoculum was transferred into 50 ml fermentation broth with varied glucose concentration. Fermentation conditions as in Table 1 were used in this experiment. The 1 ml of sample was harvested at different points of time. Table 1: Fermentation conditions for lactic acid production. Condition 1 2 37 °C for 48 hour no shaking 37 °C for 48 hour, anaerobic Figure 1: Growth curve of E. coli strain JC13509 (squares), RB7 (triangles) and RB24 (circles) for 48 hour. The results of L(+)-lactic production with various glucose concentrations under limited oxygen condition (37 °C for 48 hour no shaking) are shown in Table 2 and those under anaerobic condition are shown in Table 3. Table 2: L(+)-Lactic acid (LA) production and residual glucose under limited oxygen condition (37 °C no shaking) for 24 and 48 hr. Initial glucose (g/l) 10 20 30 50 2.4 Analytical methods Cell growth was determined by Spectrophotometer at 600 nm. The samples harvested at different points of time were centrifuged at 10,000 rpm for 7 minute. Then, the concentrations of L(+)-lactic acid and residual glucose in the supernatant were measured by YSI selector and high performance liquid chromatography (HPLC). 70 100 E. coli strains 24 hr 48 hr JC13509 LA (g/l) 0.20 Glucose (g/l) 0.00 LA (g/l) 0.19 Glucose (g/l) 0.00 RB7 0.19 0.04 0.21 0.04 RB24 JC13509 0.24 0.19 0.50 9.56 0.24 0.24 0.00 0.45 RB7 0.04 8.93 0.14 0.61 RB24 JC13509 0.14 0.18 4.75 1.43 0.26 0.20 0.05 8.45 RB7 0.17 1.66 0.14 9.59 RB24 JC13509 0.18 0.20 1.61 38.0 0.22 0.21 13.6 29.6 RB7 0.12 40.6 0.15 28.7 RB24 JC13509 0.32 0.22 40.7 58.8 0.34 0.21 32.3 48.9 RB7 ND* ND ND ND RB24 JC13509 0.37 0.21 62.3 93.9 0.71 0.23 54.5 82.6 RB7 ND ND ND ND RB24 0.33 96.1 0.40 89.9 3. Results and Discussion *ND = Not determined The growth curve of E. coli JC13509, RB7 and RB24 for 48 hour is represented as in Figure 1. The strain JC13509 seemed to stay in the log phase slightly less than RB7 and RB24 (at 3 to 6 hr for JC13509 comparing to at 3-9 hr for RB7 and RB24). The JC13509 also seemed to enter to stationary phase From this experiment, the highest lactic acid concentration of 0.71 g/l was measured when E. coli RB24 was fermented with the initial glucose of 70 g/l for 48 hr under limited oxygen condition (Table 2). This may results from the gene ldhA from R. oryzae which is an organism that produce glucose under TSB International Forum 2013 3 aerobic condition while the mechanism for lactic acid production in E. coli may be triggered when oxygen is diminished. The plasmid in RB24 contains not only the coding region of ldhA gene, but also the promoter which may be regulated by oxygen. Therefore, L(+)lactic acid production from this E. coli RB24, which ldhA gene from R. oryzae is expressed E. coli, may require small amount of oxygen to induce the expression of lactate dehydrogenase. Thus, the production of L(+)-lactic acid from E. coli RB24 seems to be better under limited oxygen condition than anaerobic condition (Table 2 Vs Table 3). Table 3: L(+)-Lactic acid (LA) production and residual glucose at 37 °C under anaerobic condition for 24 and 48 hr. Initial glucose (g/l) E. coli strains 24 hour 48 hour JC13509 LA (g/l) 0.22 Glucose (g/l) 0.05 LA (g/l) 0.24 Glucose (g/l) 0.03 RB7 0.18 1.26 0.17 0.04 RB24 JC13509 0.14 0.20 0.24 4.80 0.25 0.23 0.00 1.30 RB7 0.14 9.69 0.21 4.86 RB24 JC13509 0.21 0.22 9.12 13.8 0.26 0.20 5.98 7.99 RB7 0.15 18.2 0.19 13.1 RB24 JC13509 0.21 0.19 17.2 36.6 0.25 0.23 14.7 28.2 RB7 0.17 39.8 0.14 32.6 RB24 JC13509 0.28 0.22 42.4 56.2 0.30 0.21 35.2 47.2 RB7 ND* ND ND ND RB24 JC13509 0.34 0.24 61.7 92.2 0.33 0.24 54.5 85.0 RB7 ND ND ND ND RB24 0.35 90.5 0.38 84.3 Therefore, the future work is to optimize other conditions and also glucose concentrations to improve L(+)-lactic production from the E. coli RB24 strain which is useful for scaling up the L(+)-lactic acid production. Acknowledgements This research is granted by Thai Research Fund (TRF) and National Budget 2012-2013. It is also supported by The Institute of Biotechnology and Genetic Engineering, program in Biotechnology, Faculty of Science, Chulalongkorn University, Bangkok, Thailand. References [1] [2] 10 20 30 50 70 100 *ND = Not determined [3] [4] [5] [6] [7] [8] [9] However, the production of L(+)-lactic acid was still in a low yield while the residual glucose was still quite high. It is necessary to improve L(+)-lactic acid from the strain RB24 by further optimizing the fermentation conditions such as other ingredient in media and culture conditions. Wee, Y.J., Kim, J.N., and Ryu, H.W. 2006. Biotechnological production of lactic acid and its recent applications. Food Technology and Biotechnology. 44, 163-172. Datta, R., Tsai, S.P., Bonsignore, P., Moon, S.H., and Frank, J.R. 1995. Technological and economic potential of poly(lactic acid) and lactic acid derivatives. FMES Microbiology Reviews. 16, 221231. Litchfield, J.H. 1996. Microbiological production of lactic acid. Advance in Applied Microbiology 42:4595. John, R.P., Nampoothiri, K.M., and Pandey, A. 2007. Fermentative production of lactic acid from biomass: an overview on process developments and future persoectives. Applied Microbiology and Biotechnology. 74, 524-534. Datta, R., and Henry, M. 2006. Lactic acid: recent advances in products, processes and technologies a review. Journal of Chemical Technology and Biotechnology. 81, 1119-1129. Gao, C., Ma, C., and Xu, P. 2011. Biotechnological routes based on lactic acid production from biomass. Biotechnology Advances. 29, 930-939. Ferain, T., Garmyn, D., Bernard, N., Hols, P., and Delcour, J. 1994. Lactobacillus plantarum ldhL Gene: overexpression and deletion. Journal of Bacteriology. 176, 596-601. Zhang, Z.Y., Jin, B., and Kelly, J.M. 2007. Production of lactic acid from renewable materials by Rhizopus fungi. Biochemical Engineering Journal. 35, 251-263. Chang, D.E., Jung, H.C., Rhee, J.S., and Pan, J.G. 1999. Homofermentative production of D- or LLactate in metabolically engineered Escherichia coli RR1. Applied and Environmental Microbiology. 65, 1384-1389. 4. Conclusions E. coli RB24 was a genetically modified strain that harbors ldhA from R. oryzae. In this study, the lactic acid concentration was still obtained with low yield in all conditions and glucose concentration was still high. The other factors such as pH will be monitored because the low pH may inhibit lactic acid production. TSB International Forum 2013 4 TSB International Forum 2013