Patterning lipid bilayers
advertisement

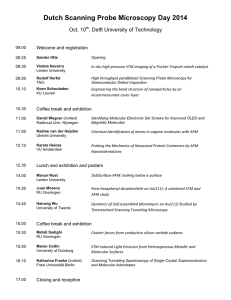
3. A Method to Create Tethered Membrane Structures 3.1 Introduction 3.1.1 Chapter Summary This chapter describes the work done towards the goal of creating a tethered membrane. This structure could be made in two general ways, by physical or chemical patterning of a surface. Both were attempted in this study, although a successful bilayer was deposited only on the physically patterned surface. Chemically patterned surfaces were made by a combination of microcontact printing and self-assembly techniques. The patterned surface was then selectively ionized, and polyelectrolyte solutions were used to sequentially deposit anionic and cationic polyelectrolyte layers on one region of the pattern, creating “posts” on the substrate. These posts could then be used to support the membrane in a tent-like configuration. These polyelectrolyte-adsorbed surfaces were characterized by AFM to determine the height of the built up structures. It was found that the polyions absorbed well to the ionized silane, but the CH3terminated silane used for the stamping also absorbed a significant amount of polyelectrolyte. The cleanest structures were formed after the deposition of 10 bilayers of polyelectrolyte, but increased number of layers caused build-up everywhere and a loss of contrast in the pattern. We had hoped to create “posts” approximately a micrometer high, which would entail depositing at least 30 – 40 192 bilayers. New methods to resist the unilateral build up are currently being studied. These include using PEG-silanes as the polyelectrolyte-resistant region on the surface, or completely changing to the thiol-gold system currently used by other groups. The physically patterned surface were made by etching “holes” into the substrate, and then depositing a bilayer to span over the open region. The holes in the substrate were made in two ways. The first method was using traditional microlithography to pattern the surface, and then wet etching holes into the substrate. The second method was by a combination of fission fragment bombardment and wet etching of mica to create nanometer to micrometer size holes. Bilayers were deposited by a combination of the RLS and LS techniques. The first layer was deposited by the reverse Langmuir- Schaefer technique, then the second layer was added by deposition using the traditional Langmuir-Schaefer technique. These membranes have been characterized by fluorescence optical microscopy, and have been found to span the open holes in the substrate. 3.1.2 Supported Membranes Supported membranes on solid surfaces are an important tool for many reasons. First, they enable biofunctionalization of inorganic solids (i.e., semiconductors, metal-covered surfaces) and polymeric materials. Secondly, they allow the immobilization of proteins under more natural conditions and in 193 well-defined orientations. One can also prepare ultra-thin, high-electrical resistance layers for the incorporation of receptors for use as biosensors. And finally, supported lipid-protein bilayers separated from the solid surface by a thin layer of material (such as a polymer cushion) can maintain the thermodynamic and structural properties of a free bilayer (E. Sackmann, 1996). It is this last application that forms the basis of this project. To attach a membrane to a solid surface, it is necessary to provide a secure anchor that strongly binds to the surface and provides a compatible link to the membrane. Both the substrate and the anchoring group must be smooth at the nanometer scale to provide defect-free coverage (D.K. Schwartz et. al., 1992c; E. Sackmann, 1996) and to allow for accurate measurements with surface-sensitive techniques, such as the SFA (J. Israelachvili et. al., 1994; T.L. Kuhl et. al., 1994; J.N. Israelachvili, 1994; S. Chiruvolu et. al., 1995) and the AFM (J.A. Zasadzinski et. al., 1994a; S.W. Hui et. al., 1995). While self-assembly (SA) and LB techniques seem to work well for supported membranes, for specialized systems such as membranes containing proteins or for highly fluid or multicomponent bilayers, LB and SA are not as successful. This is mainly because most proteins denature at the air-water interface, or interact unfavorably with solid substrates. Also, when membrane fluctuations or in-plane diffusion of membrane components is important, a more realistic cell membrane model is needed (Y.L. Chen and J.N. Israelachvili, 1992), since the proximity of the 194 substrate can eliminate many dynamic features of the membrane. To address these concerns, new methods for discretely anchoring membranes to a patterned substrate are proposed that will allow for partial attachment to the surface, but also allow for a significant fraction of the bilayer to be free from the substrate. Supported membranes have been used for many years to study membrane properties, and to look at membrane-protein interactions (E. Sackmann, 1996). In recent years, some interesting applications of supported membranes have been introduced. These include the study of lipid diffusion by electrophoresis (M. Stelzle et. al., 1992; J.T. Groves and S.G. Boxer, 1995), the use of membranes to adsorb proteins for study with the AFM (A.L. Weisenhorn et. al., 1992; J. Mou et. al., 1995a; J. Mou et. al., 1995b), and electrical characterization of hybrid membranes (M. Stelzle et. al., 1993; A. Plant, 1993; C. Steinem et. al., 1996). However, the use of supported membranes have drawbacks for systems containing membrane-spanning proteins. The diffusion of the proteins in the membrane can be hindered as compared with vesicle systems, due to the presence of the surface (A.A. Brian and H.M. McConnell, 1984; J. Salafsky et. al., 1996). The proteins may also have groups extending out of the membrane, which may interact unfavorably with the solid substrate. Still, for surface-sensitive techniques like the SFA and the AFM, a solid surface is necessary to support the membrane under investigation. This led us to consider an intermediate structure, a semi-supported or tethered membrane, which would include the benefits of both 195 the supported and free membrane, and allow these systems to be studied with the techniques commonly used in our laboratory. 3.1.3 Microcontact Printing From previous work in our laboratory, it has been shown that silanes, such as OTS, can form robust monolayers on mica (D.K. Schwartz et. al., 1992b) and silicon by self-assembly. Since we were interested in patterning the substrate surface, a technique that combined self-assembly and patterning was needed. A new technique, called microcontact printing, has been used to pattern thiols on gold (A. Kumar and G.M. Whitesides, 1993), silver (Y. Xia et. al., 1996a), copper (Y. Xia et. al., 1996b), and also silanes on oxides (Y. Xia et. al., 1995; N.L. Jeon et. al., 1995a; N.L. Jeon et. al., 1995b). The microcontact printing process begins with a poly(dimethylsiloxane) (PDMS) rubber stamp made from a master pattern, which can be a TEM grid, photoresist pattern on a Si wafer, or an etched surface. The stamp made of PDMS is then inked with the desired solution (thiol or silane) and brought into contact with the surface (metal or oxide). Just like with a regular ink stamp, only the portions that are "raised" actually touch the surface and create the design. This process is shown schematically in Figure 3.1. We can now produce a surface that has bare regions, and regions that have been derivatized by our ink solution. Baking (curing) allows for further surface bond formation and crosslinking, thus producing a robust, patterned surface with 196 PDMS PDMS ~ 5 mm PDMS peeled away from master Si “ink” “ink”stamp stampand and press presstotosurface surface ~ 3 nm Si / Glass remove PDMS stamp Si / Glass Figure 3.1. Microcontact Printing Technique. The PDMS elastomeric mixture is poured over the master, which could be a TEM grid, photoresist pattern on a Si wafer, or an etched surface. The PDMS is then cured and pulled away from the master. The “ink” solution is applied onto the patterned side of the stamp with a swab, and this is pressed against the desired surface. The stamp is removed from the surface, and the pattern in the “ink” is left behind. which we can eventually use to attach our membrane. The bare regions can also be derivatized by the self-assembly of other molecules by immersing the patterned substrate into a different silane solution (A. Kumar et. al., 1994; R. Singhvi et. al., 1994; S. Palacin et. al., 1996). The thiols on gold technology has been shown to have many potential applications (A. Kumar at. al., 1995). These include optical diffraction gratings (A. Kumar and G.M. Whitesides, 1994), microelectrodes (N.L. Abbott et. al., 1994), molecular wires (J.M. Tour et. al., 1995), biosensors (M. Mrksich and 197 G.M. Whitesides, 1995), arrays of channel waveguides (E. Kim et. al., 1996), circuits (C.B. Gorman et. al., 1995) and protein adsorption and cell attachment (R. Singhvi et. al., 1994; M. Mrksich et. al., 1995). Recent studies have looked at different metal surfaces, mainly copper and silver. Copper has similar edge resolution to the gold surfaces (~100 nm), while the silver surfaces provide much improved resolution (~20 nm). These surfaces have been characterized by surface plasmon resonance (M. Mrksich et. al., 1995), X-ray photoelectron spectroscopy (S. Tam-Chang et. al., 1995), infrared external reflection spectroscopy (J. Tour et. al., 1995), ellipsometry (P.T. Hammond and G.M. Whitesides, 1995), Scanning electron microscopy (H.A. Biebuyck and G.M. Whitesides, 1994), cyclic voltametry (N.L. Abbott et. al., 1994), Auger electron spectroscopy (N.L. Jeon et. al., 1995a), contact angle (J. Drelich et. al., 1996), optical microscopy (Y. Xia et. al., 1995), and AFM (J.L. Wilbur et. al., 1995). Continued work is being done to broaden the applicability and scope of this work. When microcontact printing silanes on silicon, it was found that the edge resolution with this system is inferior to the thiols on gold, ~200 nm compared to ~100 nm (Y. Xia et. al., 1995). This could be due to the decreased reaction speed of the silane molecules with the surface. However, since our anchoring points from the stamp are not smaller than about 5 m (photolithographic limitation), the decreased edge resolution should not be important. 198 The pattern height from the surface can be enhanced by the sequential layering of polyions onto the surface pattern (P.T. Hammond and G.M. Whitesides, 1995). By patterning with a uncharged silane, then filling the bare spots with a charge silane (or vice versa), ionic multilayers can be built up on the charged silane. This process is shown schematically in Figure 3.2. This results in a patterned substrate upon which the bilayer can be deposited, utilizing the electrostatic interaction to the ionic regions. The distance between posts can be adjusted to provide an optimal support for a particular bilayer. 3.1.4 Physical Patterning Techniques • Microlithography and Etching Microlithography is the process by which patterns are transferred onto a solid substrate. The steps involved in microlithography include spin coating the resist onto the surface, irradiating the surface through a mask, and developing the resist. After the surface has been patterned by the resist, etching of the surface by chemical or plasma treatments can be done to create the actual pattern in the surface. These steps are shown schematically in Figure 3.3. First, a thin layer of polymeric resist material is spin coated onto the surface of interest. This film is usually about 1 m thick after solvent evaporation and baking (S.M. Sze, 1988). The next step involves the irradiation of the resist material through a mask of the desired pattern. The irradiation can be done using photons (photolithography), 199 a b c – + Figure 3.2. Schematic of the Polyion Deposition Process (G. Decher, 1997). (a) Shows that the process can take place in sequential beakers. The first and third beaker contain the polyions, while the second and fourth are washing steps. These steps are repeated until the desired number of layers are applied. (b) From a charged surface, alternating layers of polyanion and polycation are deposited. The surface charge is reversed after the deposition of each layer. (c) Chemical structure of the two polyions used in this study (PDAC and SPS), which are discussed in the next section. 200 Si (a) The photoresist is spin coated onto the substrate, usually a silicon wafer. Irradiation Source Si (b) The photoresist is irradiated through a pattern mask. The exposed parts of the photoresist are altered by the irradiation. Si (c) The photoresist is developed in a solution which selectively removes the photoresist to expose the pattern on the surface. Figure 3.3. Schematic of the Microlithography Process. The irradiation can be done with a variety of sources, such as photons, electrons, x-rays, or ions. The photoresist can be either positive or negative. For a positive photoresist, the irradiated regions are dissolved away by the developer, as shown in the schematic. The opposite is true for a negative resist. 201 electrons (e-beam lithography), x-rays (x-ray lithography), or ions (ion lithography). The smallest linewidths can be written by e-beam lithography, which can be as small as 100 Å (S. Middleman and A.K. Hochberg, 1993). The irradiation of the photoresist causes it to react chemically, and makes the exposed areas more or less soluble to a given solvent system. During the development of the photoresist, the exposed areas are dissolved away for a positive resist, while the opposite it true for the negative resist. Once the development is done, areas of the surface are now exposed, and selective etching of the surface can be done. Etching processes are classified as wet or dry etching. Wet etching involves the use of solutions for the isotropic etching of the surface. This process often leads to poor control of the pattern geometry, and overetching often occurs. However, this process is usually faster and more selective. Dry etching is also called plasma etching, and involves the use of an ionized gas (plasma). This process is highly anisotropic, and gives unidirectional etching of the surface. This process is commonly used in semiconductor processing today. Once the surface is etched, the remaining resist material can be removed using an organic solvent, and the surface is ready for use. • Etching Holes in Mica This process was discovered historically from naturally occurring fission tracks in mica, which contained inclusions rich in uranium. When the mica was immersed in HF acid, etch pits were created (P.B. Price and R.M. Walker, 1962). 202 In the current version of this technique, spontaneous fission fragments from 252Cf are used to create pores in mica. The mica is cleaved and placed a small distance away from the radiation source. Fragments from the source travel through the mica, and create damage paths perpendicular to the surface. Etching with a HF acid solution removes the damaged material in the irradiation path, and creates cylindrical pores in the mica. Both the irradiation and etch time can be controlled to affect the size of the pores formed. The irradiation time controls the average distance between the tracks, while the etching time controls the size of the pores formed. Prolonged etching causes the pores to grow in width, although the shape of the pores changes from circles to parallelograms (C.P. Bean et. al., 1970). Images of mica surfaces with small and large holes are shown in Figure 3.4. One possible use for this process is the creation of an inorganic membrane. The pores etched in the mica could be kept as small as those inferred to exist in biological membranes (C.P. Bean et. al., 1970). The very small pores in the mica are not easily imaged with optical microscopy, as they are rather shallow. AFM allows for easier imaging and the determination of the depth of the holes. 3.1.5 Bilayer Deposition Bilayers can be deposited onto solid substrates in a variety of ways. Symmetric and asymmetric bilayers can be made by a single technique, or by a 203 a 50 m b 1 m Figure 3.4. Optical and AFM images of mica with holes made by the californium irradiation technique. (a) Optical image of 50 m holes made by short irradiation and long etch times. The irradiation was 1 second and the etch time was 41 hours. (b) AFM image (5 m X 5 m) of approximately 250 nm holes made by long irradiation and short etch times. The irradiation time was 3 hours and the etch time was 8 minutes. The shape of holes changes dramatically as the etch time increases. 204 combination of the following techniques. Figure 3.5 schematically describes the methods for bilayer deposition. • Vesicle Adsorption Bilayers can be easily made on hydrophilic surfaces by spreading vesicles. For vesicle spreading to occur, the surface of the support must be attractive to the molecules in the vesicles, or the vesicles must be under high tension (E. Sackmann, 1996). Spontaneous fusion of the vesicles to the solid substrate then occurs, with a thin water layer (~10 Å) separating the membrane from the surface (T.M. Bayerl and M. Bloom, 1990; B.W. Koenig et. al., 1996). Because of this water layer, the membrane is able to maintain its lateral fluidity. Using this technique alone, symmetric bilayers can be created. By combining this technique with a self-assembled monolayer (thiols on gold or silanes on silicon oxide), hybrid bilayers can be created, with only the top leaflet of the bilayer coming from the molecules in the vesicles. • Langmuir-Blodgett Technique The LB technique was described in detail in Chapter 1. The desired lipid or lipid and protein molecules are spread at the air-water interface, and two layers are deposited onto the solid substrate. Asymmetric membranes can be easily created using this technique. It can also be combined with other techniques, such as vesicle spreading or the Langmuir-Schaefer technique. One problem with the LB technique is that many proteins do not transfer 205 (a) Vesicle breaking onto a solid surface. The vesicles touch the surface and break open, spreading a bilayer across the surface. (b) LB deposition onto a solid surface. To deposit a bilayer, two passes are done through the interface. (c) LS deposition onto a solid surface. An initial layer is deposited by LB, then the surface is pushed down through the interface to deposit the second layer. Figure 3.5. Schematic of the methods to create bilayers on solid surfaces. 206 well to the air-water interface, where some of their domains may be exposed to the air. A combination of LB (the first layer) and vesicle spreading has been used to maintain partial activity of some proteins (E. Kalb and L.K. Tamm, 1992). • Langmuir-Schaefer and Reverse Langmuir-Schaefer Techniques While the LB technique is a vertical transfer of material from the airwater interface to a solid substrate, the Langmuir-Schaefer (LS) technique is the corresponding horizontal transfer technique (I. Langmuir and V.J. Schaefer, 1938). A substrate is positioned horizontally above the air-water interface, and the substrate is then pushed through the interface, depositing a monolayer of material. We call the reverse process, where a horizontal substrate is lifted from under the subphase up through the interface, the reverse Langmuir-Schaefer (RLS) technique (K.Y.C. Lee et. al., 1998). The LS technique is often used in combination with the LB technique for the deposition of the second leaflet of the bilayer (L.K. Tamm and H.M. McConnell, 1985). 3.2 Experimental Methods 3.2.1 Microcontact Printing The stamping procedure was derived from a similar one used by the Whitesides' group for patterning silanes on oxide surfaces (N.L. Jeon et. al., 1995a). First, a master with a desired pattern is chosen. Presently, we have used TEM grids, etched silicon, and patterned photoresist as masters to make the elastomeric stamps. The surface of the master is fluorinated so the stamp and 207 master do not stick to each other (G.P. Lopez et. al., 1993). The master was put into a desiccator with approximately 30 L of (tridecafluoro-1,1,2,2-tetrahydrooctyl)-1-trichlorosilane, and left under vacuum for 20 minutes. The remaining fluorosilane was then removed and the desiccator was evacuated by continuous pumping for 1 hour. The master is now ready for use as a stamp pattern. The PDMS elastomeric (Dow Corning) mixture is a two component system mixed in a 10:1 weight ratio of prepolymer to binder. After the two components are thoroughly mixed, the mixture is pumped under vacuum to remove the air bubbles that form (otherwise your stamp surface will be bumpy). Next, the mixture is poured over the master in a petri dish, and allowed to sit overnight to cure. We make the stamps approximately 5 mm high. Before the master is removed, if the PDMS feels tacky to the touch, the stamp is baked at 65 °C for 2 hours. Initially, the stamps were cut to the size of the pattern, because we 208 thought the extra PDMS around the pattern would bleed the ink solution onto the patterned regions. However, using this procedure meant that the stamps were extremely small and difficult to handle, especially the TEM grid stamps. Our current cutting method allows for extra area to be left around the stamp pattern. The larger stamps are easier to hold and maneuver, and no bleeding into the patterned region has been observed. The substrates used for stamping were either silicon pieces or glass coverslips. The substrates were cleaned in piranha solution (see Chapter 1.2.1), then dried in a stream of nitrogen prior to use. The concentration of the stamping solution and the printing (contact) time are important parameters for achieving good quality patterns. We use a solution concentration of 10 mM silane in hexane, and the printing time is 1 minute. The stamp is inked with a moistened lint-free cotton swab, then the surface of the stamp is blown dry with nitrogen (or allowed to air dry). The stamp is then pressed down onto the silicon or mica substrate. At this point, the stamp should stick to the substrate, and a wetting front should travel across the stamp-substrate interface. The stamp should not be too wet or else the stamp will slip and slide off the surface. After 1 minute, the stamp is removed, the substrate is washed with hexane, then baked at 90 °C for a minimum of 30 minutes. The surfaces were then rinsed again with hexane and blown dry. The stamps themselves are rinsed after use first with hexane, then sonicated in soap and water. 209 3.2.2 Polyion Adsorption • Vinyl Group Oxidation Self-assembly of a vinyl terminated silane molecule was done to the unpatterned regions of the surface. The vinyl silane used in this study was (7octen-1-yl)trimethoxysilane, which was about half the length of the stamping silane (OTS, C18). The self-assembled vinyl silane monolayer was prepared following the same procedure created for mica surfaces (D.K. Schwartz et. al., 1992b). A 15 mM solution in dry hexadecane was poured over the stamped samples and left for at least 3 hours. The samples were then rinsed in chloroform, dried with nitrogen, and baked at 90 °C for at least 3 hours. The oxidation of the vinyl group to form the carboxylic acid was done following a procedure created for self-assembled monolayers (S.R. Wasserman et. al., 1989). Stock solutions of 5 mM potassium permanganate (KMnO4), 195 mM sodium periodate (NaIO4), and 18 mM potassium carbonate (KCO3) in ultrapure water were prepared. Immediately prior to the oxidation, 1 mL of each solution was combined with 7 mL of ultra-pure water to form the oxidizing solution. The samples were left in the solution for 2 hours (R.U. Lemieux and E. von Rudloff, 1955). After removal from the oxidizing solution, the samples were rinsed in 20 mL each of 0.3 M sodium bisulfite (NaHSO3), water, 0.1 N HCl, water, and ethanol. The samples were then dried with nitrogen and used within a few days. 210 • Layer-by-Layer Deposition The layering processes was done using aqueous solutions of poly(diallydimethylammonium chloride) (PDAC) and sodium poly(styrene sulfonate) (SPS). The PDAC is the positively charged polyelectrolyte, with a molecular weight of ~150,000 (Mw). The SPS is the negatively charged polyelectrolyte with a molecular weight of 100,000 (Mw). Solutions with concentrations of 20 mM were made for both polyelectrolytes in ultra-pure water. All polymer concentrations reported are based on the number of repeat units. Sodium chloride was added to each solution at a concentration of 0.4 M. This was shown to increase the selectivity of the adsorption and increase the thickness of the deposited layers, likely by increasing the ionization of the acid surface (S.L. Clark et. al., 1997). Both solutions were filtered through a 0.22 m MillexGS filter unit (Millipore) before use to remove particulates. The sample was first submerged in the PDAC solution for 20 minutes, then rinsed with water. The sample was next immersed in the SPS solution for 20 minutes, rinsed with water, and then sonicated for 1 – 5 minutes. This is to remove loosely bound polyelectrolyte, and also to prevent the material from building up on the CH3terminated regions. The deposition of the bilayer structure was repeated for up to 20 bilayers. After deposition of approximately 7 bilayers, the pattern was observable by optical microscopy. The final layered samples were imaged with the AFM in contact mode. 211 The largest scanner (J) was used, since most of the stamp features were quite large. The optical tip positioning setup (K.Y.C. Lee et. al., 1998) was used to find the best area on the sample to image. 3.2.3 Vesicle Adsorption Dilauroylphosphatidylcholine (DLPC) was used to make fluorescently- labeled vesicles for adsorption onto the patterned surface. A vesicle solution concentration of 10 mg/mL with 0.05 mole % N-(Texas Red sulfonyl)-1,2dihexadecanoyl-sn-glycero-3-phosphoethanolamine, triethylammonium salt (Texas Red-DHPE) was made by well-established procedures (S.A. Walker, 1996). The lipid/dye mixture was dissolved in chloroform, then dried to a lipid cake in flowing nitrogen gas. The lipid cake was allowed to dry overnight in a vacuum oven. The cake was hydrated with buffer (0.1 mM Na2HPO4, 0.1 mM NaH2PO4, 0.2 M NaCl, 0.02 wt. % NaN3, pH = 7.2) in a water bath at 37 °C for at least a day. The mixture was then put through 5 freeze-thaw cycles, first freezing in liquid nitrogen, then thawing in warm water (~60 °C). The resulting solution of large unilamellar vesicles was extruded through 200 nm then 50 nm Nuclepore filters. This resulting solution is clear, with vesicles approximately the size of the filter pores (S.A. Walker, 1996). The procedure for the vesicle adsorption was modified from a procedure for the adsorption of planar lipid bilayers (J.T. Groves and S.G. Boxer, 1995). A 212 small drop (80 L) of the vesicle solution is placed on the bottom of a crystallizing dish, and the patterned sample is placed pattern side down over the drop. After a few minutes, the dish was carefully filled with water, making sure the pattern side stays facing the bottom of the dish (the sample sometimes floats on the interface). The sample is then gently shaken to remove the excess unbroken vesicles, and a glass coverslip of the appropriate size is used to create a sandwich. The sample/coverslip sandwich can then be removed from the water and imaged with optical microscopy. 3.2.4 Etched Holes in Mica Mica samples are prepared in the same way as for use in the AFM or for reverse LS deposition. The mica is cleaved, then placed within 1 16 inch of the irradiation source, separated by a teflon spacer ring. The mica is irradiated anywhere from 1 second to a few hours, and then etched with a 34 % HF acid solution. The etching time varied from 2 minutes to 45 hours to create holes from 200 Å to 50 microns. The irradiation time controls the average distance between the tracks, while the etching time controls the size of the holes. A long irradiation time and a short etch time will give many small holes close together, while a short irradiation time and a long etch time will give a few large holes farther apart. 213 3.2.5 Membrane Deposition Initially, deposition was done by using the LB deposition technique for both layers, which was shown to be moderately successful for spanning large holes in surfaces (T.D. Osborn and P. Yager, 1995). We did not have reproducible success with this method, and proceeded to devise a better one. The new procedure combines the RLS technique with the regular LS technique. The monolayer used for the initial experiments was the Tanaka mixture (DPPC/POPG/PA, described in Chapter 2.2.1, with no added protein). This was used because the mixture makes distinctive domain structures that could be easily seen and monitored via fluorescence microscopy. The monolayer was deposited and compressed to a pressure of 20 mN/m before deposition. At this pressure the flower shaped solid phase domains are quite large and close together. The first layer was deposited by the RLS technique. Once the monolayer was deposited, the sample was inverted and pushed down through another monolayer with the same composition. The waiting time between the first and second layer deposition is important, and should be kept as short as possible to minimize leakage of the entrapped water. These samples were imaged with fluorescence optical microscopy. Samples for the bilayer deposition were either etched mica or etched silicon. The mica samples were described previously. The silicon samples were made by Phil Infante at the Cornell Nanofabrication Facility. A single square 214 hole was etched into the center of the substrate using a KOH etch. The hole extended completely through the sample, and was smaller on one side. In general the holes were between 10 – 30 m on one side of the Si, and 200 – 300 m on the other side of the Si. These samples were also cleaned using the piranha solution, then dried with nitrogen. The samples were then epoxied to a glass coverslip or the AFM steel discs (these were also cleaned). Care was taken to keep the epoxy away from the hole in the center of the sample. This sample could now be used with the RLS apparatus. 3.3 Microcontact Printing with Silanes The stamping technique was chosen as a way to pattern surfaces for bilayer deposition. The silane chemistry was chosen as the molecule for stamping because initially these samples were to be used in the AFM and possibly the surface forces apparatus (SFA). Our group also had some past experience with self-assembly of silanes (D.K. Schwartz et. al., 1992b), so this seemed like a good system to work with initially. From our early work on the stamping with silanes, we found that longer chained molecules work best to transfer the pattern onto the surface. Shorter chained molecules tended to assemble all over the surface. From imaging with the AFM, the edge resolution of our patterns was not very good, and material tended to be deposited in the unpatterned regions. However, we were able to transfer the patterns onto the surface and image the surfaces with AFM. 215 • Different Chain Length Silanes We tried stamping with five different silanes, octadecyltrichlorosilane (CH3(CH2)17SiCl3, OTS), dodecyltrichlorosilane (CH3(CH2)11SiCl3, DTS), (3Glycidyloxypropyl)-trimethoxysilane ((CH2CHO)CH2O(CH2) 3Si(OCH3) 3, GTS), (3-Thiocyanatopropyl)-triethoxysilane ((CH3CH2O)3SiCH2CH2SCN, TTS), and (7-octen-1-yl)trimethoxysilane (H2C=(CH2)7Si(OCH3)3, vinyl silane). When doing the stamping with these different chain lengths, we found that only the longest chain silane, OTS, gave distinct features. The others formed aggregates of material on the surface without pattern transfer. Recently, stamping with a PEG-silane (350 and 550 molecular weight PEG) was attempted. This was also found to form aggregates of material on the surface, and the stamp pattern was not seen. • AFM Imaging of the Stamped Surfaces The stamps we have were made from patterned photoresist on silicon, done by Mike McGehee in the Physics Department, or from 400 and 200 mesh TEM grids. Figure 3.6 shows optical images of a couple of the PDMS stamps we used. We tried stamping these patterns on silicon, glass, and mica surfaces. We got better (cleaner) patterns on silicon and glass, but we did see patterns on mica. For AFM imaging purposes, we were able to get the best patterns from the stamp with the lines. The TEM grid spacing is quite large, and realistically only the 400 216 mesh grid with the smaller holes was easily imaged. Figure 3.7 shows some representative pictures of what we were able to see with the stamping technique. Sometimes the features transferred to the surface got distorted from the original stamp. This is due to the amount of pressure exerted on the stamp during the process. The measured step height of the OTS pattern on the surface was approximately 3 nm, which is the value measured previously for the OTS monolayer (D.K. Schwartz et. al., 1992b). 217 a 50m b 50m Figure 3.6. Optical images of the PDMS stamps. (a) Stamp made from a pattern photoresist deposited on a silicon wafer. The lines are approximately 10 m wide and 8 m apart. (b) Stamp made from a 400 mesh TEM grid. The squares are 46 m on a side and 16 m apart. 218 a 20 m b 20 m Figure 3.7. AFM images (100 m X 100 m) of the stamped surfaces. (a) Glass surface, using the stamp in Figure 3.6a. (b) Silicon surface, using the stamp in Figure 3.6b. The pattern is often covered by aggregated OTS molecules, which show up as white spots on the AFM images. This is due to the fast reaction of the OTS with water in the solution and the air, which forms polymerized aggregates. 219 20 m 3.4 Lipid Adsorption to Stamped Surfaces After the stamping procedure and imaging was accomplished, deposition of bilayers onto the stamped surfaces was desired. Small fluorescently-labeled vesicles can be used to easily create bilayers on solid surfaces, which can be partitioned using lithographically patterned substrates (J.T. Groves et. al., 1997). We were interested as to whether we could use the fluorescent vesicles to selectively pattern our stamped surfaces. We found that the lipid bilayers formed preferentially on the hydrophilic (unstamped) regions of the surface. However, a small amount, most likely a monolayer, is formed over the stamped pattern. The deposition dynamics were further investigated using the reverse LS technique, whereby we were able to watch the deposition process in situ. 3.4.1 Vesicle Adsorption The fluorescently-labeled vesicles were spread onto the patterned surfaces and imaged with FM. The adsorption was done on both Si and glass surfaces, and the images are shown in Figure 3.8. The image of the patterned glass surface shows the expected behavior. The fluorescence is brighter in the unstamped regions, which correspond to the hydrophilic part of the surface. This was a much faster and easier way for us to image our surfaces and also to tell if the 220 stamp application was done properly. The vesicles adsorbed to the patterned silicon surface did not show the behavior we expected. The fluorescence looked 221 a 100m b 100m Figure 3.8. FM images of vesicle adsorption onto the patterned surface. (a) Adsorption onto a glass coverslip patterned with a 200 mesh TEM stamp. The vesicles spread onto the unpatterned, or hydrophilic regions of the surface. (b) Adsorption onto a Si wafer patterned with a 400 mesh TEM stamp. The vesicles still spread onto the unpatterned regions, but the thin native oxide layer quenches the fluorescence, and looks dark. A monolayer adsorbs onto the patterned OTS region, and this looks brighter. 222 brighter in the stamped, or hydrophobic part of the surface. In general, the surface chemistry of the two samples is the same, so we expected similar behavior. Upon further analysis, we found that the thin native oxide layer was quenching the fluorescence near the silicon surface (A. Lambacher and P. Fromherz, 1996). Since the stamped regions were slightly further away from the silicon surface, the fluorescence of the molecules deposited on the OTS appeared brighter. Quenching is a common problem for bilayers deposited on silicon wafers, and a thick oxide layer (~800 nm) is usually thermally grown to prevent this (L.K. Tamm and H.M. McConnell, 1985). 3.4.2 Reverse Langmuir-Schaefer Deposition Using the RLS deposition technique, we were able to watch the deposition of a monolayer of fluorescently-labeled lipids onto our stamped surface. When the floating monolayer came into contact with the stamped surface, water was trapped between the surface and the monolayer. Because of this, we could watch the water front dry, and leave lipid molecules behind in specific regions on the stamped surface. This is shown in Figure 3.9. On the glass surface, the molecules were captured in the unstamped region, and were seen to avoid the OTS regions. However, some fluorescent material was seen trapped on the OTS regions due to the movement of the water front. When completely dry, the surface looks just like the surface with the adsorbed vesicles. 223 a 100m b 100m Figure 3.9. FM images of the RLS deposition of a monolayer onto a patterned surface. (a) Monolayer deposited onto a glass surface patterned with a 400 mesh TEM stamp. The water is draining beneath the monolayer, leaving the lipid molecules behind. (b) After the water has completely dried, the fluorescence is bright in the unstamped, or hydrophilic regions. 224 These experiments, along with the AFM done in the previous section, helped us to determine that the OTS stamped surfaces were not far enough away from the surface to be a bilayer tether. The 3 nm separation distance would most likely result in the monolayer conforming to the surface instead of being supported. Also, the bilayers were being built up in the wrong areas. The bilayers were supposed to interact with the tether regions, which is the opposite of the current system. Thus the next section discusses a possible method for building up the pattern to keep the bilayer a sufficient distance away from the surface, and to provide a charged surface which would allow for electrostatic interactions with the bilayer. 3.5 Adsorption of Polyions to Patterned Surfaces In the previous sections, patterning of silanes onto oxide surfaces was performed, and the resulting samples were characterized by both the AFM and FM. The problem with the technique so far is the height of the resulting pattern. The OTS molecules used for the patterning are only 3 nm high, and this short distance would lead to the bilayer conforming to instead of suspending above the surface. A recent technique used to build up polyelectrolyte multilayers onto gold-thiol patterned surfaces has been modified for our oxide-silane surfaces. The procedure includes the initial patterning of the surface by microcontact printing with OTS, then the self-assembly of a vinyl-terminated silane to fill in the remaining unpatterned regions. The vinyl silane was then oxidized to the 225 carboxylic acid, and the polyion deposition proceeded on this charged endgroup. We encountered a problem with the selectivity of the adsorption process. We found that the OTS surface could not totally prevent polyion deposition; significant amounts of the material was depositing onto the area. • Optical and AFM Imaging of the Layered Surfaces The applied patterns after the stamping and oxidation steps are not visible with the optical microscope, but become visible after deposition of approximately 7 bilayers. As additional bilayers are adsorbed to the surface, the pattern becomes more distinct, and can be seen with the naked eye. In order to determine if the structures are building up to a sufficient 226 height, AFM was done of the surface to measure the height difference between the patterned and unpatterned regions. We found that the quality of the original stamping was a critical factor in determining how well the layering resulted. The best sample we have made had 10 bilayers and a height of 300 – 400 nm. The AFM image and a trace of the height profile are shown in Figure 3.10. While this was encouraging, a subsequent 10 bilayer sample only had a 30 – 60 nm height difference, with significantly more material deposited in the patterned region (Figure 3.11). In some situations, the entire sample had the same height except for a small edge around the boundary for the patterned/unpatterned region (Figure 3.12). A comparison of the AFM imaged samples under the optical microscope gave us an idea of what a sample with better height contrast would look like, without having to actually do the AFM. This would give us the opportunity to discard bad samples without having to do the AFM imaging. Two comparison images of the samples are shown in Figure 3.13. The contrast for the good image (large height difference) is much better than for the bad image (no height difference). This now allowed us a simple way to evaluate samples before proceeded too far in the process. In order to eliminate possible problems from the deposition and oxidation steps, we varied the experimental parameters to determine their effect on the resulting patterned surface. The length of sonication, oxidation time, drying, and 227 30 m Figure 3.10. AFM image (130 m X 130 m) and height trace of a 10 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 200 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is 300 nm. 228 20 m Figure 3.11. AFM image (120 m X 120 m) and height trace of a 10 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 400 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is 60 nm. 229 30 m Figure 3.12. AFM image (150 m X 150 m) and height trace of an 8 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 400 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is negligible. 230 a 100 m b 100 m Figure 3.13. Optical microscope images of a good and bad sample, determined after imaging with AFM. The stamped pattern was the 400 mesh TEM grid. (a) This image shows good contrast between the squares and the lines, which corresponded to a significant height difference using AFM. The additional lines in the image are tweezer scratch marks. (b) This image does not show much contrast between the squares and the lines, just the edge of the line. This image had almost no height difference from the AFM image. 231 the surface charge were changed, but none were found to change the resulting height difference. The only parameter that had a significant effect on the polyion deposition was the quality of the original stamping. This step is difficult to quantify, and also difficult to know until at least 7 bilayers have been deposited and the sample can be imaged under the optical microscope. AFM imaging of each sample is also not desirable because the stamped regions are very hard to find, making tip positioning difficult and time consuming. This makes fixing the problem very difficult. A parameter we have tried to change is the adsorption to the stamped (OTS terminated) regions. The similar work done with thiols on gold use a long chained carboxylic acid terminated thiol to stamp, and an ethylene glycolterminated thiol to fill in the spaces (S.L. Clark et. al., 1997). We have not found an equivalent carboxylic acid-terminated silane, or a long chained vinyl silane molecule. We have tried stamping with a PEG-silane molecule (H(OCH2CH2) n – Si – (OCH2CH3) 3), where n is approximately 8 – 12. This was also unsuccessful, most likely due to the slow reaction of the ethoxy silane group to the surface. 3.5 Adsorption of Polyions to Patterned Surfaces In the previous sections, patterning of silanes onto oxide surfaces was performed, and the resulting samples were characterized by both the AFM and FM. The problem with the technique so far is the height of the resulting pattern. The OTS molecules used for the patterning are only 3 nm high, and this short 232 distance would lead to the bilayer conforming to instead of suspending above the surface. A recent technique used to build up polyelectrolyte multilayers onto gold-thiol patterned surfaces has been modified for our oxide-silane surfaces. The procedure includes the initial patterning of the surface by microcontact printing with OTS, then the self-assembly of a vinyl-terminated silane to fill in the remaining unpatterned regions. The vinyl silane was then oxidized to the carboxylic acid, and the polyion deposition proceeded on this charged endgroup. We encountered a problem with the selectivity of the adsorption process. We found that the OTS surface could not totally prevent polyion deposition; significant amounts of the material was depositing onto the area. • Optical and AFM Imaging of the Layered Surfaces The applied patterns after the stamping and oxidation steps are not visible with the optical microscope, but become visible after deposition of approximately 7 bilayers. As additional bilayers are adsorbed to the surface, the pattern becomes more distinct, and can be seen with the naked eye. In order to determine if the structures are building up to a sufficient 233 height, AFM was done of the surface to measure the height difference between the patterned and unpatterned regions. We found that the quality of the original stamping was a critical factor in determining how well the layering resulted. The best sample we have made had 10 bilayers and a height of 300 – 400 nm. The AFM image and a trace of the height profile are shown in Figure 3.10. While this was encouraging, a subsequent 10 bilayer sample only had a 30 – 60 nm height difference, with significantly more material deposited in the patterned region (Figure 3.11). In some situations, the entire sample had the same height except for a small edge around the boundary for the patterned/unpatterned region (Figure 3.12). A comparison of the AFM imaged samples under the optical microscope gave us an idea of what a sample with better height contrast would look like, without having to actually do the AFM. This would give us the opportunity to discard bad samples without having to do the AFM imaging. Two comparison images of the samples are shown in Figure 3.13. The contrast for the good image (large height difference) is much better than for the bad image (no height difference). This now allowed us a simple way to evaluate samples before proceeded too far in the process. In order to eliminate possible problems from the deposition and oxidation steps, we varied the experimental parameters to determine their effect on the resulting patterned surface. The length of sonication, oxidation time, drying, and 234 30 m Figure 3.10. AFM image (130 m X 130 m) and height trace of a 10 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 200 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is 300 nm. 235 20 m Figure 3.11. AFM image (120 m X 120 m) and height trace of a 10 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 400 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is 60 nm. 236 30 m Figure 3.12. AFM image (150 m X 150 m) and height trace of an 8 bilayer PDAC/SPS adsorbed sample. The stamped pattern was the 400 mesh TEM grid. The black line on the image shows the region of the line trace. The arrows on the height trace show the approximate height difference, which is negligible. 237 a 100 m b 100 m Figure 3.13. Optical microscope images of a good and bad sample, determined after imaging with AFM. The stamped pattern was the 400 mesh TEM grid. (a) This image shows good contrast between the squares and the lines, which corresponded to a significant height difference using AFM. The additional lines in the image are tweezer scratch marks. (b) This image does not show much contrast between the squares and the lines, just the edge of the line. This image had almost no height difference from the AFM image. 238 the surface charge were changed, but none were found to change the resulting height difference. The only parameter that had a significant effect on the polyion deposition was the quality of the original stamping. This step is difficult to quantify, and also difficult to know until at least 7 bilayers have been deposited and the sample can be imaged under the optical microscope. AFM imaging of each sample is also not desirable because the stamped regions are very hard to find, making tip positioning difficult and time consuming. This makes fixing the problem very difficult. A parameter we have tried to change is the adsorption to the stamped (OTS terminated) regions. The similar work done with thiols on gold use a long chained carboxylic acid terminated thiol to stamp, and an ethylene glycolterminated thiol to fill in the spaces (S.L. Clark et. al., 1997). We have not found an equivalent carboxylic acid-terminated silane, or a long chained vinyl silane molecule. We have tried stamping with a PEG-silane molecule (H(OCH2CH2) n – Si – (OCH2CH3) 3), where n is approximately 8 – 12. This was also unsuccessful, most likely due to the slow reaction of the ethoxy silane group to the surface. 3.7 Discussion The new technique described for bilayer formation has some advantages over the LB and vesicle adsorption techniques currently used. First, the continuous monitoring of the surface morphology is useful to determine the success of the deposition. This is difficult to do with the LB technique, and 239 samples are usually just imaged after the deposition is completed. Also, since the sample is initially kept parallel to the surface and the monolayer is placed gently onto the substrate, distortion of the monolayer features does not usually occur unless the sample is not very level or if the monolayer is vibrating. The LB technique is known to distort the features of lipid films from what was present at the air-water interface (K. Spratte et. al., 1994). Currently, our method, black lipid membranes, and the LB technique are the only ways to make hole spanning bilayers. Vesicle deposition will not allow bilayer formation across a large hole, and would instead coat the entire sample surface with a bilayer. One concern we had with our technique was that the entrapped water in the hole would completely drain when the sample was inverted for the LS deposition, but so far we have seen only slight water loss due to leakage, not from the inversion of the sample. The next step after the creation of the bilayer is the inclusion of protein molecules into the bilayer. Techniques involving the air-water interface are not often used for this purpose, since most proteins denature at this interface, where some of their domains may be exposed. A more common technique for making supported bilayers with proteins is vesicle adsorption to the surface (A.A. Brian and H.M. McConnell, 1984; J. Salafsky et. al., 1996), although in those cases the proteins were rendered immobile due to unfavorable interactions with the underlying surface. In another study, a combination of LB deposition and vesicle adsorption was able to maintain partial mobility of the protein (E. Kalb and L.K. 240 Tamm, 1992). We could also try and utilize the RLS monolayer deposition with vesicle adsorption to create bilayers with embedded proteins, with possible full mobility over the free membrane region. This would allow us to utilize techniques such as FRAP (fluorescence recovery after photobleaching) and microelectrophoresis to measure diffusivities of the lipids and proteins in the free membrane. These techniques have already been used to measure diffusivities in supported membranes (B.A. Smith and H.M. McConnell, 1978; M. Stelzle et. al., 1992; J.T. Groves and S.G. Boxer, 1995). Progress in the formation of the chemically-patterned surfaces was stalled due to the difficulties with the selectivity of the polyion adsorption. Current techniques using the CH3/COOH-terminated silanes so far have not consistently built up structures of very large height differences. This is due to the large amount of the polyion that sticks to the CH3 endgroup. A new combination of PEG/COOH-terminated silanes may allow for more selectivity of the polyion deposition, with the PEG moiety resisting polyion adsorption, as seen with the thiol systems (S.L. Clark and P.T. Hammond, 1998). Nonetheless, the larger question for this system is whether the polymer “posts” we build will be sufficiently high enough to prevent sagging of the membrane once it is deposited. The aspect ratio of the holes we currently make are at best 50 m wide by 0.5 m high. This means that the posts are at least a hundred times farther apart then they are high. An analogy would be a tent that 241 was 6 feet long supported by posts that were less than an inch off the ground. Depending on how heavy the tent was, the center will probably just sag to the ground. This would not be the desired structure, and higher posts (or smaller separation distances) are needed. Smaller separation distances are also not especially useful, since distances that are too small would make viewing under optical microscopy difficult. This may necessitate the use of the physicallyetched samples over the chemically-patterned due to the above constraints. 3.8 Conclusions The goal of constructing a tethered membrane was approached from two directions. The first combined microcontact printing of a surface with polyion layering to create patterned “posts” on the surface. The second method used conventional photolithography techniques to create a physically-etched hole in the surface. Currently, we have been able to deposit a membrane over the physically-etched surface, spanning a hole approximately 300 m wide. The chemically patterned surfaces were stamped using silane chemistry. The surfaces were microcontact printed using OTS, then the unpatterned regions were filled with a vinyl-terminated silane. The vinyl silane was then oxidized to the carboxylic acid, and this charged molecule was used to initiate polyion deposition. We were able to create a surface with posts 300 – 400 nm high (although not consistently), but the quality of the layering depended on the quality of the initial stamping. Also, the polyions were found to deposit onto the OTS 242 regions on the sample, and this significantly lessened the height difference between the two regions. The physically etched samples were made using either mica or silicon. The holes in the silicon went completely through the substrate, while the holes in mica were approximately 10 m deep. Monolayers were first deposited by the RLS technique, then the second layer was deposited by the regular LS technique. The FM images of the monolayer showed that the domain shape from the airwater interface was maintained over the free region, while the domain shape over the free region in the bilayer became smaller and rounded. We think this may be due to a drop in the surface pressure of the bilayer over the hole. This occurred because of leakage of the entrapped water out from the substrate-glue interface, during the interval between the two depositions. This caused the bilayer to sag down into the hole, and may also be the cause of the domain shape change. 243