PV lecture
advertisement

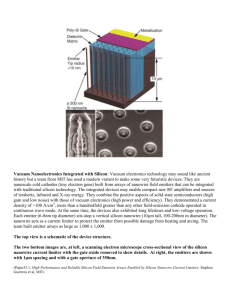
PV loeng, Green Introduction Photovoltaics involves the direct conversion of sunlight into electricity in thin layers of material known as semiconductors with properties intermediate between those of metals and insulators. Silicon, the material of microelectronics and the information age, is the most common semiconductor. In the latter half of the 20th century, silicon photovoltaic solar cells started to be used mainly to generate small amounts of electricity in remote areas where there was no conventional source of electricity. In the 21st century, photovoltaics will grow to maturity. Almost everyone will be aware of photovoltaics since photovoltaic solar cells will be on the roof of their home or that of their neighbours will be they in one of the growing megacities across the globe . Brief history Solar cells have their origins from some of the most important scientific developments of the 20th century, combining the Nobel Prize winning work of several of the most important scientists of that century. The German scientist, Max Planck, began the century engrossed in the problem of trying to explain the nature of light emitted by hot bodies, such as the sun. He had to make assumptions about energy being restricted to discrete levels to match theory and observations. This stimulated Albert Einstein at the year1905, to postulate that light was made of small “particles”, later called photons, each with a tiny amount of energy that depends on the photon's colour. Blue photons have about twice the energy of red photons. Infrared photons, invisible to the eye have even less energy. Ultraviolet photons are also invisible but carry even more energy than the blue ones. Einstein's radical suggestion led to the formulation and development of quantum mechanics, culminating in 1926 in Edwin Schrödinger's wave equation. Wilson solved this equation for material in solid form in 1930. This allowed him to explain the difference between metals, good conductors of electricity and insulators; also the properties of semiconductors with their intermediate electrical properties. Electrons, the carriers of electrical charge, are free to move around in metals, allowing electrical currents to flow readily. In insulators, electrons are locked into the bonds holding the atoms of the insulator together. They need a several value of energy to free them from these bonds, so they can become mobile. The same applies to semiconductors, except a smaller value of energy is needed -even the red photons in sunlight have enough energy to free an electron in the archetypical semiconductor, silicon. Russel Ohl discovered the first silicon solar cell by accident in 1940. He was surprised to measure a large electrical voltage from what he thought was a pure rod of silicon when he shone a flashlight on it. Closer investigation showed that small concentrations of impurities were giving portions of the silicon properties dubbed “negative” (n-type). These properties are now known to be due to a surplus of mobile electrons with their negative charge. Other regions had “positive” (p-type) properties, now known to be due to a deficiency of electrons, causing an effect similar to a surplus of positive. William Shockley worked out the theory of the devices formed from junctions between “positive” and “negative” regions ( p-n junctions) in 1949 and soon used this theory to design the first practical transistor. The semiconductor revolution of the 1950s followed, which also resulted in the first efficient solar cells in 1954. This caused enormous excitement and attracted front-page headlines at the time. The first commercial use of the new solar cells was on spacecraft, beginning in 1958. This was the major commercial application until the early 1970s, when oil embargoes of that period stimulated a re-examination of the cells' potential closer to home. From small beginnings, a terrestrial solar cell industry took root at this time and has grown rapidly, particularly over recent years, to US$1 billion per year in sales, by the end of the 20th century. Increasing international resolve to reduce carbon dioxide emissions as a first step to reigning in the `Greenhouse Effect, combined with decreasing cell costs, sees the industry poised to make increasing impact over the first two decades of the new millennium. 3. Operating principles Fig. 1 is a schematic of a solar cell under illumination. Light entering the cell through the gaps between the top contact metal gives up its energy by temporarily releasing electrons from the covalent bonds holding the semiconductor together; at least this is what happens for those photons with sufficient energy. The p-n junction within the cell ensures that the now mobile charge carriers of the same polarity all move off in the same direction. If an electrical load, such as the lamp shown in Fig. 1, is connected between the top and rear contacts to the cell, electrons will complete the circuit through this load, constituting an electrical current in it. Energy in the incoming sunlight is thereby converted into electrical energy consumed by this load. The cell operates as a `quantum device, exchanging photons for electrons. Ideally, each photon of sufficient energy striking the cell causes one electron to flow through the load. In practice, this ideal is seldom reached. Some of the incoming photons are reflected from the cell or get absorbed by the metal contacts (where they give up their energy as heat). Some of the electrons excited by the photons relax back to their bound state before reaching the cell contacts and thereby the load. The electrical power consumed by the load is the product of the electrical current supplied by the cell and the voltage across it. Each cell can supply current at a voltage from 0 V to a maximum in the 0.5-1.0 V range, depending on the particular semiconductor used for the cell. Cell technology Silicon wafers The technology used to make most of the solar cells, fabricated so far, borrows heavily from the microelectronics industry. The silicon source material is extracted from quartz, although sand would also be a suitable material. The silicon is then refined to very high purity and melted. From the melt, a large cylindrical single crystal is drawn, usually of 10-15 cm diameter and 1 m or more in length, weighting several tens of kilograms. The crystal, or `ingot, is then sliced into circular wafers, less than half a millimetre thick, like slicing bread from a loaf. Sometimes this cylindrical ingot is `squared-off before slicing so the wafers have a quasi-square shape that allows processed cells to be stacked more closely side-by-side. Most of this technology is identical to that used in the much larger microelectronics industry, benefiting from the corresponding economies of scale. Since good cells used in microelectronics, additional economies are obtained by using `off-specification silicon and `off-specification a silicon wafers from this industry. Fig 2 As the photovoltaics industry matures, it will increasingly use technology optimised for its own requirements. An example is the increasing use of multicrystalline silicon wafers (Fig. 2) The starting ingot is formed simply by solidifying the molten silicon slowly in its container. This ingot can be massive, weighing several hundreds of kilograms. It is sawn into pieces of a more manageable size and then sliced into wafers. Techniques for growing silicon in the form of ribbons from the melt have also been developed. These have the advantage that no slicing is required. 4.2. From wafers to cells Some manufacturers make their own wafers while others buy them from wafer suppliers. In either case, the first step in processing a wafer into a cell is to etch the wafer surface with chemicals to remove damage from the slicing step. The surface of crystalline wafers is then etched again using a chemical that etches at different rates in different directions through the silicon crystal. This leaves features on the surface, with the silicon structure that remains determined by crystal directions that etch very slowly. The square-based pyramids of Egypt. These pyramids are very effective in reducing reflection from the cell surface. (Light reflected from the side of a pyramid will be reflected downwards, getting a second chance to get coupled in). The all-important p-n junction is then formed. The impurity required to give p-type properties (usually boron) is introduced during crystal growth, so it is already in the wafer. The n-type impurity (usually phosphorus) is now allowed to seep into the wafer surface by heating the wafer in the presence of a phosphorus source. This gives a thin skin of phosphorus-doped material around the entire wafer. The skin along the wafer edge is removed (that along the rear is rendered inactive during the rear contacting step). Next, the top and bottom contacts are applied using metal particles (usually silver) suspended in a paste with other additives. This paste is `screen-printed onto the cell surface in the desired pattern using a simple process similar to that used to print patterns onto T-shirts. After printing, the paste is dried and heated at high temperature, leaving the metal particles agglomerated together. A very thin layer of insulating material is sometimes added to the top cell surface as an antireflection coating, similar to the coating used on high-quality camera lenses. Such coatings are always used for `multicrystalline wafers, since the pyramidaltexturing approach is not effective for such wafers and this alternative approach is essential to control reflection. All the equipment required for this process is available “off the shelf” from the microelectronics industry (the `hybrid or “thick film” industry sector). This, ombined on the surface, with the silicon structure that remains determined by crystal directions that etch very slowly (Fig. 3) The square-based pyramids apparent in Fig. 3 that are formed by this process are similar in shape, if not in size, to the great pyramids of Egypt. These pyramids are very effective in reducing reflection from the cell surface. (Light reflected from the side of a pyramid will be reflected downwards, getting a second chance to get coupled in).´The all-important p-n junction is then formed. The impurity required to give p-type properties (usually boron) is introduced during crystal growth, so it is already in the wafer. The n-type impurity (usually phosphorus) is now allowed to seep into the wafer surface by heating the wafer in the presence of a phosphorus source. This gives a thin skin of phosphorus-doped material around the entire wafer. The skin along the wafer edge is removed (that along the rear is rendered inactive during the rear contacting step). Next, the top and bottom contacts are applied using metal particles (usually silver) suspended in a paste with other additives. This paste is “screen-printed” onto the cell surface in the desired pattern using a simple process similar to that used to print patterns onto T-shirts. After printing, the paste is dried and heated at high temperature, leaving the metal particles agglomerated together. A very thin layer of insulating material is sometimes added to the top cell surface as an antireflection coating, similar to the coating used on high-quality camera lenses. Such coatings are always used for multicrystalline wafers, since the pyramidal-texturing approach is not effective for such wafers and this alternative approach is essential to control reflection. A more recently commercialised approach is the Heterojunction with intrinsic thin layer (HIT) cell of Fig. 7. This combines crystalline silicon technology with that of amorphous silicon, discussed below. The HIT cell would be expected to give some of the improvements of the buried contact sequence in the areas mentioned, although not to the same extent. The rear processing of the cell is improved compared to the buried contact sequence and the cell responds to light from both directions, a feature that can be used to advantage in some applications. For the processing of multicrystalline wafers, the use of silicon nitride as an antireflection coating has advantages known for some time. These arise from the presence of hydrogen in this layer, arising from its presence in one of the source gases (SiH4) used in the deposition process. The hydrogen diffuses into the silicon and is effective in reducing detrimental activities at the boundaries between the individual grains in multicrystalline material. The use of nitride is expected to be more widely adopted in the future for such multicrystalline material, in particular. . Thin-film solar cells Thin-film advantages The potential for on-going cost reductions is the key reason for confidence in a significant role for photovoltaics in the future. Rather than the wafer-based technology of the previous section, the future belongs to thin-films), thin layers of semiconductor material are deposited onto a supporting substrate, or superstrate, such as a large sheet of glass´ . Typically, less than a micron thickness of semiconductor material is required, 100-1000 times less than the thickness of a silicon wafer. Reduced material use with associated reduced costs is a key advantage. Another is that the unit of production, instead of being a relatively small silicon wafer, becomes much larger, for example, as large as a conveniently handled sheet of glass might be. This reduces manufacturing costs. Silicon is one of the few semiconductors inexpensive enough to be used to make solar cells from self-supporting wafers. However, in thin-film form, due to the reduced material requirements, virtually any semiconductor can be used. Since semiconductors can be formed not only by elemental atoms such as silicon, but also from compounds and alloys involving multiple elements, there is essentially an infinite number of semiconductors from which to choose. At present, solar cells made from five different thin-film technologies are either available commercially, or close to being so. Over the coming decade, one of these is expected to establish its superiority and attract investment in major manufacturing facilities that will sustain the downward pressure on cell prices. As each of these thin-film technologies has its own strengths and weaknesses, the likely outcome is not clear at present. 5.2. Amorphous silicon alloy cells 5.2.1. Properties Given its success in wafer form, silicon is an obvious choice for development as a thin-film cell. Early attempts to make thin-film polycrystalline silicon cells did not meet with much success. However, starting from the mid-1970s, very rapid progress was made with silicon in `amorphous form. In amorphous silicon, the atoms are connected to neighbours in much the same way as in the crystalline material but accumulation of small deviations from perfection means that the perfect ordering over large distances is no longer possible. Amorphous material has much lower electronic quality, as a consequence, and originally was not thought suitable for solar cells. However, producing amorphous silicon by decomposing the gas, silane (SiH4), at low temperature, changed this opinion. It was found that hydrogen from the source was incorporated into the cell in large quantities (about 10% by volume), improving the material quality. Hydrogenated amorphous silicon cells very quickly found use in small consumer products such as solar calculators and digital watches, their main use so far. The problem with outdoor use is that some of the beneficial effect of hydrogen becomes undone under bright sunshine and the cell performance degrades. Initially, there was hope that some simple material-related solution could be found. When this did not happen, the only alternative was to design around it. Cells had to be developed that could work well with material of degraded quality, rather than of the starting quality. 5.2.2. Amorphous cell design Since the amorphous silicon quality is much poorer than crystalline silicon, a different cell design approach is required. The most active part of a p-n junction solar cell is right at the junction between the p- and n-type regions of the cell (Fig. 1). This is due to the presence of an electric field at this junction. With amorphous silicon cell design, the aim is to stretch out the extent of this junction region as far as possible so almost all the cell is junction. This is done by having the p- and n-type doped regions very thin, with an undoped region between them. The strength of the electric field established in this undoped region is nearly constant and depends on this region's width. The poorer the quality of amorphous silicon, the stronger the field needs to be for the device to work well and hence the thinner the device needs to be. For degraded material, it turns out that the cell needs to be thinner than the thickness required to absorb all the useable incident sunlight. The way around this is to stack several cells on top of one another so that light not absorbed by an upper one passes through to an underlying cell. This works best if the material in the underlying cells is varied so that each responds progressively better to the redder light that is transmitted to it. By alloying silicon with germanium, a material chemically similar to silicon but much scarcer, this is readily achieved. The best commercial amorphous silicon cells presently use three cells stacked on top of one another, with progressively more germanium in the bottom. Each cell is very thin, only 100- 200 nm thick. This ensures reasonable stability (only about 15% degradation in output when exposed to bright sunlight). However, the stabilised efficiency is quite poor, only 6-7% for the best commercial modules, according to manufacturers' data sheets. This low efficiency, even with the sophisticated cell design involved, is expected to make it difficult for this technology to be competitive in the long term. However, the low temperatures involved in making these cells mean that they can be deposited onto lowtemperature substrates such as plastics. This makes them especially suitable for consumer products. 5.3. Thin-film, polycrystalline compound semiconductors Many semiconductors made from compounds can absorb light more strongly than the elemental semiconductors, silicon and germanium, for reasons that are well understood but quite subtle (silicon and germanium are indirect rather than direct bandgap materials). This means compound semiconductor cells can be thin but still operate efficiently. Most compound semiconductors, when formed in polycrystalline form, have poor electronic properties due to highly deleterious activity at grain boundaries between individual crystalline grains in the material. A small number maintain good performance in polycrystalline form for reasons that are not usually well understood. These are the candidates for thin-film polycrystalline compound semiconductor solar cells. One such semiconductor is the compound cadmium telluride (CdTe). Technically, it is an ideal material, giving properties suitable for making reasonable solar cells even with relatively crude material deposition approaches (such as electrodeposition, chemical spraying, and so on). The junction in these cells is again between p- and n-type materials, but for the latter, a different compound semiconductor, cadmium sulphide, gives best results. CdTe cells have been used mainly in pocket calculators to date, but large area, moderate performance modules have also been demonstrated. The main concern with this technology is the toxicity of the materials involved, even though very small amounts are used in the modules. At the very least, this would mean that modules would have to be carefully disposed of or, preferably, recycled after their useful life was finished. However, there may be some problems in gaining market acceptance in what is likely to be mainly a `green market over coming years. There are also only limited known resources of tellurium. If all identified reserves were converted into cells of the present designs overnight, they could generate 10% of the world's present electricity use (a steadily decreasing percentage indefinitely, if recycled at end of life). An even more promising technology at the moment, in the author's opinion, is one based on the ternary compound, copper indium diselenide (CuInSe2). As if three elements were not enough, this compound is often alloyed with copper gallium diselenide (CuGaSe2) and copper indium disulphide (CuInS2), giving material with up to five elements involved. The n type layer in these devices consists of a layer of cadmium sulphide, as in the previous cadmium telluride cells. An alternative for this layer is being sought, to eliminate the toxic cadmium. Small area laboratory cells have demonstrated efficiency close to 19%, despite the finegrained polycrystalline material used. Modules of this material are now commercially available in small volumes with efficiency up to 12% demonstrated in pilot production. This is not far behind what is achieved with standard crystalline silicon wafer modules. Apart from the use of cadmium and even more limited known resources of indium than tellurium, an often quoted limitation of this technology is manufacturability. This is often interpreted as meaning it is difficult to diagnose problems in production with this material, since the difference between good and bad material is not sufficiently well understood to allow differentiation and control during the various manufacturing steps. Thin-film polycrystalline silicon cells As previously mentioned, silicon is a weak absorber of sunlight compared to some compound semiconductors and even to hydrogenated amorphous silicon. Early attempts to develop thinfilm solar cells based on the polycrystalline silicon did not give encouraging results since the silicon layers had to be quite thick to absorb most of the available light. However, in early 1980s, understanding of how effectively a semiconductor can trap weakly absorbed light into its volume greatly increased. Due to the optical properties of semiconductors, particularly their high refractive index, cells can trap light very effectively if the light direction is randomised, such as by striking a rough surface, once it is inside the cell. Optically cell can appear about 50 times thicker than its actual thickness if this occurs. Such `light trapping removes the weak absorption disadvantage of silicon. Work on polycrystalline thin-film solar cells is proceeding in two areas. A variety of `high temperature approaches such as suggested by Fig. 9 are being explored. There generally involve either high-temperature deposition of silicon onto a substrate or melting the silicon after deposition, to obtain large grain size in the final film. Although preparation details are sketchy, the thin-film silicon product available from the US company, Astropower, is the most developed representa-tive of this class of approach. In this case, the silicon is deposited onto an expansion-matched ceramic substrate. The final material consists of millimetre sized grains and is similar in appearance to multicrystalline silicon wafers. Small area cell performance in the 16-17% range has been demonstrated, similar to that from such cells on moderate-quality multicrystalline silicon. The performance of large arrays of such cells has also been similar. The other type of approach is a `low-temperature approach, generally based on amorphous silicon technology. One approach is to deposit the silicon in amorphous form and then crystallise it by heating for prolonged periods at intermediate temperatures. This `solid-phase crystallisation approach has produced cells of quite reasonable performance. Another approach has involved changing the amorphous silicon deposition conditions, to produce a nanocrystalline phase of silicon. The potential of this approach was highlighted by early results with the `micromorph solar cell. More recently, cell efficiency above 10% has been confirmed with this approach. There are plans to use such cells as the lower cell in a tandem configuration with an amorphous silicon upper cell, with commercial product targeted for 2002. Also targeted for commercialisation in the same timeframe is a polycrystalline silicon on glass product shown in Fig. 10, based on an amorphous silicon precursor 5.5. Nanocrystalline dye cells A completely different thin-film approach is based on the use of ruthenium-based organic dyes [8,9]. Dye molecules are coated onto a porous network to titanium dioxide particles and immersed in an electrolyte (Fig. 11). In a process bearing some relationship to photosynthesis, light absorbed by the dye photoexcites a electron into the titanium dioxide which completes the circuit through the external load and the electrolyte. Interestingly, the dye only absorbs a band of photon energies, rather than all photons of energy above the prospects for unique devices, such as transparent windows that convert the infrared wavelengths while letting visible light through. 6. Longer-term developments As outlined above, photovoltaic technology is on the verge of a major transition from `firstgeneration silicon wafer-based technologies to a `second generation thin- film product. This transition should proceed at an accelerating pace over the coming decade. Once this transition is complete, is there anywhere else for the technology to go? Although there will be evolutionary improvements in both first- and second-generation cell performance, the efficiency of standard cells is restricted to less than 33% by quite fundamental considerations. Basically, standard cells are quantum converters, ideally converting one sunlight photon to an electron in the load. This alone limits efficiency to about 44%. An additional loss arises since the cell can supply this current at a voltage somewhat less than the potential corresponding to its energy bandgap. However, the thermodynamic limit on the conversion of sunlight into electricity is a more impressive 93%. Is it possible for solar cells to come closer to this limit? The answer seems to be `YES, although new ideas are probably required to make this a reality. One idea that is well established is based on splitting sunlight into different wavelength bands and sending to cells of bandgap optimised for each band. Fortunately, this splitting can be achieved more simply merely by stacking cells on top of one another, with the highest bandgap cells uppermost. In the limit of an infinite number of such cells, the limit on conversion efficiency is increased to 70%, and further to 87% if focussed sunlight is used (the diffuse component of sunlight would have to be wasted in the latter case, giving a lower effective efficiency in practice). Three-cell stacks are now in production for high-performance cells for spacecraft and to improve the stability of amorphous silicon cells. Are there other ways of obtaining such performance that may be simpler in practice? A few other approaches have been suggested. These should become experimentally more feasible with on-going improvements in material science over the coming decades. One class of device is based on `hot carriers. Although the solar cells stay cool, the charge carriers in such devices ideally reach distributions typical of much higher temperatures by avoiding energy loss by collisions with the atoms making up the cell,a fundamental loss mechanism in standard cells. Efficiencies similar to the infinite tandem cell are possible in this case. Another approach is to use not just excitations between two bands of carrier energy as in a normal cell, but excitations in materials designed to have more than two bands of allowed energy participating in the process. Again, efficiencies approaching the infinite tandem cell case are feasible, in principle. 7. Policy implications The history of the evolution of solar cell costs versus accumulated production volume is shown in Fig. 13. The straight line fitted to the data shows an 80% learning curve, i.e. the behaviour expected if cell costs decreased to 80% of their original for each doubling in production volume. This straight line can be seen to be quite a good fit to the data actually observed. Almost all the data shown apply to wafer based technology, with thin-film technology yet to make its impact. With on-going improvements in cost expected from both second- and third-generation technology, the type of `learning behaviour shown in Fig. 13 is expected to be maintained well into the future, or even accelerated when new technology makes its appearance. If this scenario is accepted, the key to reducing photovoltaic costs lies in increasing the quantity sold. This encourages both efficiencies in production and the investment in the development and commercialisation of new generations of technology. However, at present costs, photovoltaics are competitive mainly in remote areas. Markets here are small in the developed world and potentially enormous in the developing world, but largely inaccessible due to lack of access to finance. Fortunately, a market-pull mechanism seems to have been recently put into place that seems likely to provide healthy growth and cost reductions over the coming decade. This is by the subsidisation of rooftop mounted systems in urban areas of the developed world (Green, 2000). Interest in this rooftop application started in the USA in the late 1970s. Japan took over the running in the mid-1980s with the construction of a test bed for over 200 residential systems on Rokko Island in 1986. After several years of evaluating technical issues related to their grid connection, a subsidised installation program was launched by the Japanese government in 1993. By the end of 1999, over 20,000 rooftop photovoltaic systems had been installed in urban areas of Japan, with a massive 1.5 million being targeted for 2010. Note to be outdone, the US Government announced a `million roof program in mid-1997, targeting this number of systems also for 2010. At the end of 1997, the European Union also agreed to a similar target for 2010, with half the systems to be installed inside Europe and half outside. Since then, individual countries such as the Netherlands, Germany, Italy and Australia have announced targets for photovoltaic roofs. These programs generally involve a three-way subsidy between the government, home-owner, and the local utility. Government subsidies are usually large in the early stages of the program (50-70%) but reduce with time as system costs drop (currently 33-1/3% in the Japanese program). This allows more systems to be subsidised for the same sum as the programs develop. Even with this government subsidy, it would still be cheaper for the home-owner to buy power from the grid. Those participating are usually attracted by the opportunity to do something positive for the environment, rather than waiting for governments or utilities to take concerted action. The systems operate without energy storage by selling excess power generated in the daytime to the utility operating the local grid. At night, power flows in the opposite direction. In some parts of the world, utilities are required by legislation to pay the same for electricity supplied by a photovoltaic system as they charge for electricity sent the other direction. Other utilities do this voluntarily. By adopting such ”net metering”, utilities also help improve the viability of these systems by effectively providing free storage for the solar generated electricity. Utilities are already well placed to provide such storage, since `spinning reserves and stand-by units are always available to meet a sudden increase in demand or the unscheduled outage of a large, conventional power station. It is not until photovoltaics were supplying more than about 15% of the electricity in any particular network that any significant change in operation of the grid network would be required. As a result of these residential programs and others likely to be stimulated by them, there is expected to be a rapidly increasing demand for photovoltaics over the coming decade. This should continue driving down the costs of photovoltaic systems as suggested by Fig. 13, to the level where systems should be attractive with minimal subsidies. It is not difficult to imagine that, at some stage in the future, all new housing might require its own photovoltaic system to make it greenhouse neutral. Reduced costs will progressively open up other applications such as large centralised photovoltaic power stations providing bulk electricity to the grid in direct competitive to conventional, but less benign, large-scale generators. If this prognosis is correct, appropriate policies are those that encourage the success of these urban rooftop photovoltaic systems, while simultaneously encouraging the development and commercialisation of improved photovoltaic technology. In schemes where premiums for sustainable energy generation are available, it is important for photovoltaic development that `portfolio rather than `least-cost strategies be adopted. In portfolio approaches, some portion of the funds generated by the premium would be assigned to photovoltaically generated electricity. Even though it is presently not directly competitive with electricity from other sustainable sources such as wind or biomass, this strategy would recognise the greater longterm potential of photovoltaics to impact energy generation and use. 8. Conclusion As we enter the new millennium, photovoltaics are poised to make a more significant impact upon energy use. Although still dominating the marketplace, `first generation a technology based on silicon wafers is starting to be challenged by `second generation thin-film technology. This has the advantage of much lower material costs and of being better suited to high-volume manufacture. There is also scope for a third generation of technology, based on principles not yet fully developed, offering prospects for significantly enhanced efficiency at some stage further into the future. Accompanying the rapidly growing demand for photovoltaics and such on-going improvements in technology, photovoltaic costs have been steadily decreasing and are expected to do so well into the future. The application driving market growth at the present is in urban residential rooftop systems. This is expected to continue to be the most important commercial application over the coming decade, although dependent on subsidies for its viability. The required level of subsidy is expected to decreases over the coming decade, with this application fully economic by the end of the decade. Policies that support this market pull mechanism while encouraging the development and commercialisation of improved photovoltaic technology are believed to be the most appropriate.