Ultrasonic Flow Sensor
advertisement

Maseeh College of Engineering and Computer Science
Electrical Engineering Department
Mechanical Engineering Department
Senior Capstone Final Report – 2010
Group Members:
Tyler Jones
Shi Yang
James Miller
Aaron Poole
Academic Advisor:
Dr. James Morris
Industry Advisor:
Eric Bond, Project Engineer
Ultrasonic Flow Sensor 2010
1 - Executive Summary
Edwards Vacuum pumps develop thermal abatement systems that assist in silicon wafer
production, among many other products. These systems are essential for handling exhaust gases so that
they are cooled and any acid larger particulates are scrubbed out of the system.
It essential that all exhaust gas makes it way to the combustor where it is burnt up and then
what is left is sent to the scrubber. Failure to do so, could affect the efficiency of the process as well as
well limiting the life of the quadrant pipe and other components prior the quadrant. Since most gases
flowing through the system can be very corrosive (Cl2 and F2). Knowing the volumetric flow rate would
allow engineers and technicians to be able to detect a blockage as well as being able to analyze process
efficiency.
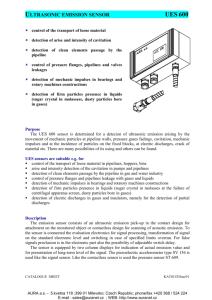
The project sponsor, Edwards Vacuum pumps, would like a volumetric sensor that can detect
flow of corrosive gases such fluorine and chlorine. The sensor should be able to handle high
temperatures, and it is key that the gas flow is not obstructed. This project would then be further
developed by the R&D department over the next 3–4 years.
The design team has developed a custom ultrasonic sensor that is built in to the existing
quadrant to measure volumetric flow of the gas. This sensor operates by ultrasonic transducers sending
and receiving ultrasonic pulses that the circuit uses to calculate the flow rate based on the difference in
transit time of the pulses. Although built-in ultrasonic sensors exist, none can operate well at these high
temperatures. This is accomplished by using custom-designed transducer, as well as using an insulating
sleeve to hold and house the transducers.
Page 2 of 78
Ultrasonic Flow Sensor 2010
Table of Contents
1 - Executive Summary.................................................................................................................................. 2
2 - Mission Statement ................................................................................................................................... 6
3 - Introduction and Background Information .............................................................................................. 6
4 - Product Design Specifications .................................................................................................................. 8
5 - Top Level Design Considerations ........................................................................................................... 10
5.1 - Thermal Technology ....................................................................................................................... 10
5.2 - Coriolis Technology ......................................................................................................................... 10
5.3 - Differential Pressure Technology.................................................................................................... 11
5.4 - Ultrasonic Technology .................................................................................................................... 12
5.5 - Technology Selection Matrix and Final Design Consideration........................................................ 13
6 - Electrical Design ..................................................................................................................................... 14
6.1 - Research and Overview .................................................................................................................. 14
6.1.1 - Research Findings and Interpretation ..................................................................................... 14
6.1.2 - Overview of the Design ............................................................................................................ 14
6.2 - Electrical Circuit Design................................................................................................................... 15
6.2.1 - Level-0 Block Diagram .............................................................................................................. 15
6.2.2 - Level-1 Block Diagram .............................................................................................................. 16
6.2.3 - ATmega325P Microcontroller .................................................................................................. 17
6.2.4 - TDC-GP2 Ultrasonic Flow Sensor Chip ..................................................................................... 17
6.2.5 - Switching Network ................................................................................................................... 18
6.2.6 - FIRE Pulse Amplification .......................................................................................................... 19
6.2.7 - Receiving Circuitry ................................................................................................................... 19
6.2.8 - 7-segment Display.................................................................................................................... 20
6.2.9 - Programming ........................................................................................................................... 21
7 - Mechanical Design ................................................................................................................................. 24
7.1 - Research.......................................................................................................................................... 24
7.1.1 - Research Findings and Interpretation ..................................................................................... 24
7.1.2 – Standards ................................................................................................................................ 24
7.1.3 - Overview of the Design ............................................................................................................ 25
7.2 - Design ............................................................................................................................................. 25
Page 3 of 78
Ultrasonic Flow Sensor 2010
7.2.1 - Drawings of the Quadrant ....................................................................................................... 25
7.2.2 - Design of the Modified Quadrant ............................................................................................ 25
7.2.3 - Weld Stub Fitting ..................................................................................................................... 26
7.2.4 - Transducer Press-Fit Sleeve ..................................................................................................... 27
7.2.5 - Transducers .............................................................................................................................. 27
8 - Final Design ............................................................................................................................................ 28
8.1 - Complete Design ............................................................................................................................. 28
8.2 - Sensor Housing Assembly ............................................................................................................... 28
8.3 - Insulating Transducer Sleeve and Modified Long Neck Flange ...................................................... 30
8.4 - Electrical Housing ............................................................................................................................ 30
8.5 - Main Circuit Schematic ................................................................................................................... 32
8.6 - 7-Segment Circuit Schematic .......................................................................................................... 32
9 - Testing and Evaluation ........................................................................................................................... 33
9.1 - Electrical .......................................................................................................................................... 33
9.2 - Proving the Accuracy ...................................................................................................................... 35
9.2.1 - Rotameter Comparative Testing .............................................................................................. 35
9.2.2 - Differential Pressure Readings................................................................................................. 36
9.2.3 - Results ...................................................................................................................................... 36
10 - Future Considerations.......................................................................................................................... 37
10.1 - Electrical........................................................................................................................................ 37
10.2 - Mechanical .................................................................................................................................... 38
10.3 - Transducers................................................................................................................................... 38
11 - Conclusion ............................................................................................................................................ 39
12 - References ........................................................................................................................................... 40
13 - Appendix .............................................................................................................................................. 40
Appendix A - Bill of Materials.................................................................................................................. 40
Appendix B - Manufacturing Instructions ............................................................................................... 43
Appendix 1B - Original Quadrant Drawing from Edwards .................................................................. 43
Appendix 2B - Modifications to the Quadrant .................................................................................... 44
Appendix 3B - Transducer Fittings ...................................................................................................... 45
Appendix 4B - Electrical Housing Box ................................................................................................. 46
Page 4 of 78
Ultrasonic Flow Sensor 2010
Appendix C - The Program ...................................................................................................................... 47
Appendix D - Calculations ....................................................................................................................... 53
Time of Flight ...................................................................................................................................... 53
Volumetric Flow Rate .......................................................................................................................... 54
Reflection and Transmission Coefficients ........................................................................................... 54
Flow Analysis ....................................................................................................................................... 55
Heat Transfer Analysis ........................................................................................................................ 57
Mechanical Analysis ............................................................................................................................ 60
Appendix E - Top Level Research ............................................................................................................ 65
Thermal Sensing Technology .............................................................................................................. 65
Appendix F - Manufacturing Drawings ................................................................................................... 75
Appendix G - Raw Data ........................................................................................................................... 76
Page 5 of 78
Ultrasonic Flow Sensor 2010
2 - Mission Statement
To develop a volumetric flow sensor that measures the volume of gas flowing through a
quadrant that feeds gas into the combustion chamber of the thermal abatement system.
The goal of this project is to employ the time-of-flight method of ultrasonic pulses to measure
the volumetric flow of gas in a 1-inch stainless steel pipe. The time difference between an upstream and
downstream pulse can be calculated, and from that time difference and the cross-sectional area of the
pipe the volume per second can be calculated. We will not be designing for immediate application, but
rather to prove that the technology will work for the particular setup for which Edwards wants to
employ it.
3 - Introduction and Background Information
The purpose of a thermal abatement system is to cool exiting gas and remove harmful
particulates that can be hazardous or harmful to the environment. Some of these exiting gasses consist
of fluorine (F2) and chlorine (Cl2). Figure 3-1 shows a schematic that describes the process in which gas
enters from the top of the combustor. With the addition of heat, these gases can be made into
combusting compounds (CO2, H2O, H2). [1]
Page 6 of 78
Ultrasonic Flow Sensor 2010
Figure 3.1 - Typical Edwards’ thermal abatement system that uses an inward-fired combustor. [1]
The exiting gas leaves the combustor, is cooled, and then is released to the atmosphere. Any
acids or hard particulates are subsequently scrubbed out of the system.
However, to ensure that this process works, the gas needs to be controlled in such a way that
the velocity, the amount of gas, and quality of gas is in a form that can be combusted before it reaches
the combustor. Figure 3.2 shows this part of the process. Process gas enters the quadrant (pipe) into
which an auxiliary pipe injects oxygen to the system. A scrubber with injected methane then helps clean
the gas. In this process, it is essential to have an accurate reading of the flow rate of the gas into the
combustor. This knowledge ensures that the proper combusting compounds are produced in the
Combustor and also notifies someone when a clog that restricts flow rate occurs, which can induce
pressure and increase corrosion. [1]
Page 7 of 78
Ultrasonic Flow Sensor 2010
Figure 3.2 - Cross-section of the quadrant and scrubber system located on top of the combustor. [1]
The project proposed by Edwards to the design team was to design and build a volumetric flow
sensor capable of detecting process gas flows that may consist of fluorine and chlorine gas. The design
team’s tasks were to research existing technology and create a custom solution that can be
implemented in Edwards’ thermal abatement systems.
4 - Product Design Specifications
Table 4.1 - Overview of the design constraints
Page 8 of 78
Ultrasonic Flow Sensor 2010
General Requirements:
Budget must stay within specified limits.
The project has a budget of $5,000 for production of at least one sensor capable of sensing flows within
one of the quadrant tubes. Further funding will not be provided but the ability to sense multiple tubes
would be optimal.
Accuracy must be close to what is available in an off the shelf flow meter.
The accuracy of the flow meter must be comparable to similar models available on the market. Typical
accuracies are 5% error or less.
Environmental Requirements:
The flow sensor needs to survive a corrosive environment.
The flow sensor must withstand corrosion from chlorine and fluorine gases as well as 304 stainless steel;
which is what the quadrant tubes are made from. Typical lifetime of the quadrant tube is 7 years with 12
month service intervals.
The sensor element must handle high temperatures.
The temperature of the stainless steel tubing can reach 180 °C at the upper o-ring sealing surface. The
gas flow temperature is commonly less than 35 °C.
The sensor should not impede flow or cause buildup of particulate from gas flow.
The gas flow contains particulate that can build up on protruding surfaces. Pressure drop resulting from
sensor components will need to be near zero or negligible.
Electrical Requirements:
The entire range of possible flows will need to be measured.
Flow can range from 10 up to 100 SLM requiring the sensor to have a turndown ratio of 10:1. Flowrate
will be calculated with a moving average and output at a 1Hz frequency for data logging.
Power for the sensor must come from available power supply currently in cabinet.
The power available in the cabinet is 110VAC and 24VDC. Power supplied directly to the circuitry can be
regulated to 12V, 5V and 3.3V DC within the designed circuitry.
Output will need to be logged in a computer for analysis.
Currently in the cabinet is a PLC that can accept a 0-5V DC signal proportionate to the flowrate or a
digital RS232 input.
Page 9 of 78
Ultrasonic Flow Sensor 2010
5 - Top Level Design Considerations
There are four types of flow sensing technologies which we thoroughly researched for design
considerations. They included thermal, coriolis, differential pressure and ultrasonic sensing
technologies.
5.1 - Thermal Technology
Thermal sensors work on the principle of heat transfer. A heated element with a known
temperature is inserted into a pipe that contains a gas flow. As the gas passes the heated element, heat
is taken away from the heated element and a temperature difference occurs. An RTD (resistance
temperature detector) senses the temperature change and changes its resistance, which then change
the voltage read-out. This change in temperature can be directly correlated to the amount of flow
passing through the pipe. [2]
Figure 5.1 - A thermal insert able flow sensor from Serria Instruments.
The advantages of using this technology are that it is simple and can be easily built with the
appropriate components. Some modification to the pipe is required, but it is minor. However, a flow
restriction is created, and a pressure drop occurs. Most manufacturers of thermal sensors claim the
pressure drop is low, although experimental data were not available to confirm how low the pressure
drop was. Another disadvantage is that gas properties must be known in order to calculate a “mass
flow”, which then can be used to calculate the flow rate. Because the gas is mixed and is not always
known, this was not considered a viable option.
5.2 - Coriolis Technology
Coriolis flow sensors involve a bent tube or series of tubes through which the fluid travels. These
tubes are then excited by a uniform forcing pulse that causes the pipe to slightly oscillate. Sensitive
sensors pick up the motion of the oscillating pipe, one before the forcing exciter and one after. As the
Page 10 of 78
Ultrasonic Flow Sensor 2010
fluid moves through the pipe, the pipe begins to “twist” and causes a slight change of phase between
the two sensors. The phase change is proportional to the mass flow of the gas, from which the
volumetric flow rate can be derived. Furthermore, the sensor is also able to measure the density of the
fluid flowing through the pipe. For this type of sensor, it is possible to measure the volumetric flow
without knowing the characteristics of the gas. Typical commercial coriolis flow sensors have exhibited
accuracy ±0.5%, which exceeds expectation.
Figure 5.2 - A coriolis flow sensor constructed in a delta configuration.
Although coriolis flow sensing technology shows great promise for accuracy as well as for an
emerging market, the technology has its drawbacks. One disadvantage is that it measures mass flow
versus direct fluid flow. Although the density of the gas can be approximated, this would affect accuracy
of readings as the gas will change density with different temperatures. Another concern is sensitivity.
Due to the large amount of ambient vibration, misreading from the vibration transducers may occur.
There also appears to be no evidence that this technology will work in a vertical configuration. The last
major issue to overcome, and possibly the most important, is the amount of pipe required to implement
a coriolis sensor. Most researched existing sensors use more space and pipe than would be permissible
considering usable space.
With all of these consequences, the design team decided that this choice of technology would
not be the best option.
5.3 - Differential Pressure Technology
Differential pressure technology is the simplest of the sensing technologies because it uses an
obstruction to cause a pressure drop so that pressure can be sensed before and after the pressure
sensor. This is based on the Bernoulli equation, in which the velocity can be found, leading to finding the
flow rate, by knowing the pipe and obstruction geometry. Because of the design specification that
Page 11 of 78
Ultrasonic Flow Sensor 2010
requires no flow restriction; differential pressure technology cannot be selected as a design solution for
the flow sensor. Although gradual restrictions exist, such as a venturri tube, pressure drops still occur
and can enhance corrosion.
Figure 5.3 - A typical example of differential pressure drop being used for flow measurement.
5.4 - Ultrasonic Technology
Ultrasonic sensing relies on transducers sending ultrasonic pulses back and forth along different
sections of the pipe. An ultrasonic pulse will take longer to travel a particular distance against a gas flow
than it would with a gas flow. Using this method, known as the time-of-flight method, the difference in
the transit times can be measured. With knowledge of the pipe’s geometry, taken together with the
difference in the transit times, the flow rate can be calculated. Both clamp-on and integrated sensors
exist, thus flow does not necessarily have to be obstructed. This option is ideal because it allows for no,
or very little, modification to the existing pipe in order for it to calculate the flow rate.
Figure 5.4 - Typical example employing the time-of-flight method.
One disadvantage is the availability and cost of sensors used in such an environment. Another
disadvantage is the diameter of the pipe and the travel distance associated with a smaller pipe.
Page 12 of 78
Ultrasonic Flow Sensor 2010
5.5 - Technology Selection Matrix and Final Design Consideration
Once we had several possible technologies to consider, we needed to determine how to decide
which would work best for implementation. To do this, we created a design matrix that would rate the
technology based on six key design parameters. We gave each technology one of three ratings: low
means that there is a little concern regarding the parameter, medium means that there is some concern
regarding the parameter, and high means that there is a lot of concern regarding the parameter.
The differential pressure method was not considered due to the significant pressure drop
associated with it. As can be seen from the selection matrix, the choice with the fewest design issues
and concerns is the ultrasonic sensing technology. Based on this, the team selected this technology for
further development as the team’s sensor.
With approval of the concept design from the team’s industry advisor, further research was
conducted on specific components needed for construction of the ultrasonic flow sensor. One such
component was the ultrasonic transducers. The initial plan was to purchase General Electric Panametrics
transducers, which were designed for measuring gas flow. However, after further research, we
discovered that these transducers were not available for purchase individually and could only be
purchased by buying the complementary electronics, which was not an option. During discussion with
engineers from General Electric, we discovered that a clamp-on ultrasonic flow sensor would not be
optimal. To understand why, we decided to calculate the reflection and transmission coefficients of
sound. The calculations showed that 99.996% of the ultrasonic wave would be reflected at the boundary
between steel and gas because the density change at the medium is too great. Thus, not only would we
have nearly 100% of the transmitted wave’s initial intensity reflected at the steel-to-gas medium but
Page 13 of 78
Ultrasonic Flow Sensor 2010
also nearly 100% of the transmitted wave would be reflected at the gas-to-steel medium when the wave
is received.
The team still considered ultrasonic sensing to be the best option, but now it would have to be
built into the existing pipe. This was not preferred by Edwards; however, minimal pipe modification
would be required.
6 - Electrical Design
6.1 - Research and Overview
Once the ultrasonic time-of-flight method was chosen, research was required in order to
understand the technology before any design work could be done. There were several key areas of
research, such as the ultrasonic transducers themselves, the circuitry involved with the transducers, the
control of the pulses and any noise associated with the outside environment, and efficiently calculating
the flow rate.
6.1.1 - Research Findings and Interpretation
The transducers require high voltage levels in order to adequately create an ultrasonic pulse
capable of being detected. Typical voltage levels are 100 to 500VDC. Because the transducers we chose
for this project use a ceramic oscillator, the amplitude of the ultrasonic pulse produced by the
transducer is proportionate to the amplitude in the voltage difference across the ceramic element. In
order to produce the high voltage, a 40:1 DC pulse transformer would be used along with a FET
transistor.
In order to control the upstream and downstream pulses and to keep the amount of circuitry
required to a minimum, we are using two analog components that contain three independent switches.
These would be controlled by the microcontroller. The number of switches is necessary because of the
high voltages in the circuit. The switches are also used to reduce the noise in the system by opening for
short periods of time to allow a pulse to pass through.
Finally, we needed to have a circuit to receive the ultrasonic pulse from the receiving
transducer. This receiving circuit would do two things: it would first adjust a high voltage down to .7 V
with a diode, and second, it would filter and amplify the signal to 5 V. Once the receiving pulse has been
filtered and amplified, it becomes the STOP pulse, which is routed to the TDC-GP2 chip.
6.1.2 - Overview of the Design
The electronics are broken into two parts. The first is the main PCB, which houses the inputs and
outputs, microcontroller, TDC-GP2 chip, switching network, and the amplifier/receiving circuits. The
second is the 7-segment display PCB, which houses the 7-segment BCD decoder and the 7-segment
Page 14 of 78
Ultrasonic Flow Sensor 2010
displays. The two PCBs are connected by a 12-pin connector. Cost constraints limit the size of the PCBs
to 10 square inches and only two layers.
6.2 - Electrical Circuit Design
6.2.1 - Level-0 Block Diagram
Module
Ultrasonic Volumetric Flow Sensor
Inputs
- DC signal from T/R Transducers
- Power: 12 VDC regulated to 5 VDC
Output
Functionality
-
? VDC signal to computer system
The sensor will use the travel time of an up-stream and down-stream
ultrasonic pulse. The travel time will then be used by a microcontroller to
calculate the volumetric flow rate. The calculated rate will be sent to a
computer system.
Page 15 of 78
Ultrasonic Flow Sensor 2010
6.2.2 - Level-1 Block Diagram
Page 16 of 78
Ultrasonic Flow Sensor 2010
6.2.3 - ATmega325P Microcontroller
The Microcontroller (MC) synchronizes the interactions between itself and the TDC-GP2 sensor
chip and the direction of the up and down stream pulses. It is programmed through its JTAG interface
and communicates with the TDC-GP2 through its SPI serial interface. The SPI serial interface is also used
to program the TDC-GP2 chip.
Pins PC0 through PC3 are used to control the switching network, which routes the up and down
stream pulses. Pins PG0 through PG4 control which of the 7-segment displays is on during a refresh.
Refreshing occurs 50,000 times per second. Pins PA0 through PA3 are used to send the BCD flow rate to
the 7-segment BCD decoder on the 7-segment circuit.
It operates at a core clock frequency is 16MHz, AVR 8-bit instruction with 32kB of programmable
flash memory. The core voltage runs at 5V and has 54 programmable I/O lines. Its peak operating
temperature is 85°C which does not meet the 125°C specifications; however, the electronics are stored
in another portion of the cabinet which houses the quadrants. The temperature where the electronics
are stored is estimated to never exceed 60°C.
6.2.4 - TDC-GP2 Ultrasonic Flow Sensor Chip
This chip is specially designed for ultrasonic flow measurement employing the time-of-flight
method. Another feature is its temperature measurement, but we are not using that in this project. The
chip has a core clock frequency of 4MHz and optimizes a 50ps bus to keep track of the time of flight. It
Page 17 of 78
Ultrasonic Flow Sensor 2010
operates at a core voltage of 3.3V and has an I/O voltage of 5V. The FIRE pulse that is produced during
time-of-flight measurement is 5V and 48mA.
In order to optimize the performance of this chip, the amount of travel time is needed. There
are two different measurement ranges: the first has a measurement range of 3.5ns to 1.8µs, and the
second has a measurement range of 500ns to 4ms. For our purposes, we calculated that it would take
roughly 400us for the ultrasonic wave to travel through the pipe. Thus, measurement range two was
selected (time delays in the circuitry were ignored).
Measurement range two has one channel with a typical resolution of 50ps and is able to read a
rising and/or falling edge. The bus is initialized before the FIRE pulse is sent and begins counting when
the FIRE pulse is sent (the two pins are connected).
6.2.5 - Switching Network
The switching network is used to route the upstream and downstream pulses. It is directly
controlled by the MC and is synchronized with the firing sequence of the TDC-GP2 chip. There are five
switches; two switches route the FIRE pulse from the TDC-GP2 to the upstream or downstream amplifier
circuit, two switches route the received pulse, and the lastly there is a switch that routes the amplified
received pulse to the STOP pin on the TDC-GP2.
We are using two SPDT-MAX4619CPE analog switch ICs. Each IC contains three switches,
operates at 5V, and has an on time of 15ns. Figure 6.1 shows how the switches are connected to the
amplifying and receiving circuits.
Diodes are used to lower the high-voltage pulses down to .7V so that the sensitive IC is not
overloaded during operation. When a downstream pulse is sent, the receiving circuit attached to the
transducer is disconnected by the switch. Likewise, when the downstream pulse is sent, the amplifier
circuitry on the receiving end is turned off by a FET transistor. Refer to Figure 6.1.
Page 18 of 78
Ultrasonic Flow Sensor 2010
6.2.6 - FIRE Pulse Amplification
Figure 6.1 - DC Pulse Transformer.
In order to optimize the performance of the
transducers, the FIRE pulse from the TDC-GP2 needs to be amplified
from 5V to over 100V. The current consumed by the transducer is
negligible. The transducers that we selected have a maximum driving
voltage of 400Vp-p.
Several attempts to use an analog switching amplifier failed
to produce the desired square wave amplification that we desired.
However, there is another option that will create a short highvoltage burst. The amplification in our circuit is done by a 1:40 DC
pulse transformer. With a supply voltage of 5V, we are able to produce a 200Vp-p spike that is used to
drive the transducer.
The pulse is then passed through a rectifier circuit to try to square off the pulse as much as
possible before it is passed to the transducer. A 1watt 1k ohm resistor absorbs any excess current
conducted by the diodes.
6.2.7 - Receiving Circuitry
The receiving circuitry consists of an amplifier with a maximum DC amplification of 100. The
circuit will be used to amplify the voltage of a received pulse to a maximum of 5V. Once the pulse is
received by the transducer, it will immediately be passed through a high-power resistor to absorb any
excess current. The pulse is then lowered from whatever voltage it is received at to the .7V of the
forward biased diode. Some filtering is done through the 4.7nF and 100pF capacitors, and the circuit is
capable of being used as a high- or low-pass filter (the capacitor in the feedback loop).
Page 19 of 78
Ultrasonic Flow Sensor 2010
Figure 6.2 - Switching, Amplifier, and Receiving circuits are shown.
6.2.8 - 7-segment Display
Flow rate information is received from the MC in the form of a
BCD. A 7-segment common anode decoder converts the BCD and
displays the value on the 7-segment LED (LED). A latch system is used to
control which LED is being refreshed at any given time. The MC is used
to turn on and off each of the LED’s at a rate of 50,000 times per second.
Five blue Kingbright LED’s are used to give us a maximum flow reading of
999.99 slm (standard liters per minute).
Figure 6.3 - 7-Segment Display
Page 20 of 78
Ultrasonic Flow Sensor 2010
6.2.9 - Programming
In sections 6.2.3 through 6.2.8 there were six parts of the total circuit described. A program is
needed to control when the TDC sends a pulse, which direction the pulse is to be sent, calculate the
average flow rate from a series of time differences from the TDC, and display that flow rate on a 7segment display. This section will break down these different parts and briefly show how it is done. The
full length program can be found in the appendix on page 47.
First, the MC controls the TDC. Their communication is over their built in SPI interface. The MC
sends an operation code to the TDC, and the TDC recognizes the code and does the operation. The
operations are up or down stream FIRE commands.
Figure 6.4 - Operation code summary.
In the table 6.4, ADR2, ADR1, and ADR0 are the configuration registers within the TDC chip. In
order to communicate with the TDC, these registers need to be configured.
1. Writing operation: If we wanted to configure register one of ADR, the 0x81 operation code is sent.
Then a 24bit register configure value is sent. During this time, it is especially important to not call
/SS between those two steps.
2. Reading operation: If we wanted to read the value of register one, the 0xB1 operation code is sent
to the TDC chip and the 24bits of information would be transmitted to the MC. After the operation
code is sent, it is especially important that you do not stop CLK or call /SS.
There are other operation codes which can be sent to the TDC chip. Some examples are: 0x70
which initializes the TDC, 0x50 which resets the TDC, and 0x01 which will start a firing command. All
three of these commands are used for the basic functionality of the program. Below is a code segment
of how these are used.
REG0=0X80AB5668;
REG1=0X81214200;
REG2=0X82E03200;
REG3=0X83200000;
REG4=0X84203400;
REG5=0X82000000;
Page 21 of 78
Ultrasonic Flow Sensor 2010
In the program, the TDC’s operational workflow is as follows:
SPI-send Reset 0x50 SPI-send REGCONFIG 0x8X+24bit SPI-send Initialize 0x70 SPI-send start firing
0x01 SPI-read read state 0x B5SPI-send fire 0x01;
There are some specific things to pay attention to within that sequence. Because of how the SPI
functions, data is transmitted and received simultaneously. Therefore, if we want to read data from the
TDC, /SS must not be called and a 0 must be written to the buffer in order to keep CLK from stopping
during transmission. Below is a code segment which shows how the SPI sends and reads data during an
operation:
if(bitlength==32)
{ for(int i=0;i<4;i++)
{
datat>>=(24-(i<<3));
SPDR=datat;
while(!(SPSR&(1<<SPIF)));
temp[i]=SPDR;
datat=data;
}
Secondly, we use ports on the MC to directly control the switching, and a counter is used to keep track
of the next direction that the FIRE pulse is to be sent. If the counter is an odd number, the switch is in
the up-stream direction, and for an even number it is in the down-stream. Below is a code segment
showing the switching direction:
if(direction==0)
// updirection direction=0
{
PORTC=(1<<PORTC0)|(0<<PORTC1)|(0<<PORTC2)|(1<<PORTC3);
}
if(direction==1)
{
PORTC=(/*0*/0<<PORTC0)|(1<<PORTC1)|(1<<PORTC2)|(0<<PORTC3);
)
Third, the MC controls the 7-segment LED display circuit. The LED circuit is composed of two
parts, a decoder (74ls47) and five 7-segments. Each 7-segment is Anode connected to one port of the
MC. The decoder reduces many steps of the data transformation because the MC can simply output a
BCD value to the ports which are connected to the decoder. The BCD is then converted to display the
value on one 7-segment at a time.
In order to display the flow rate properly, we want to turn on each of the 7 segments in a
sequence. This is done by an internal timer on the MC to control the rate at which the 7-segments are
turned on or off. The rate should be at least 60Hz so that the human eye cannot see when a 7-segment
is on or off. During this sequence, only one of the five 7-segments is on. The timer used is the 0 timer.
Before the MC can send the information to the decoder, the flow rate needs to be converted to
BCD. The maximum flow rate that can be displayed is 999.99 slm and a simple algorithm is used to send
the information.
Page 22 of 78
Ultrasonic Flow Sensor 2010
data= flowrate*100+0.5;
led_buf[4] = (data / 10000);
display buffer
NUM1 = data % 10000;
led_buf[3] = (NUM1 / 1000);
NUM1 = NUM1 % 1000;
led_buf[2] = (NUM1 / 100);
NUM1=NUM1%100;
led_buf[1] = (NUM1 / 10);
led_buf[0] = (NUM1 % 10);
simplify the fraction part number
store the highest bit to led
calculate the number left
A code segment of how the timer is initialized:
DDRG|=0x1f;
DDRA|=0x0f;
TCCR0A=0b00111101;
OCR0A=0x0f;
TIMSK0=0b110;
//CTC,1024,Set OC0A
//top value
//OCIE0A
At the same time the flow rate is being displayed on the 7-segment display, it is being
transferred over UART to an external computer system. Due to the fact that the circuit is not 100%
complete, data is not transmitted over UART. This is because the analog switch IC’s did not work and
manual switches were needed to test the basic functionality of the circuit and program. The data is
transmitted as a LONG INT and is initialized by the following:
UCSR0B|=(1<<TXEN0);
UCSR0C|=(0<<UMSEL0)|(0<<USBS0)|(3<<UCSZ00);
UBRR0L = 0x0c;
UBRR0H = 0x00;
Figure 6.5 - Overall program workflow.
Page 23 of 78
Ultrasonic Flow Sensor 2010
7 - Mechanical Design
7.1 - Research
7.1.1 - Research Findings and Interpretation
After research was conducted into designing a clamp-on ultrasonic sensor and discovering that a
clamp-on sensor was not feasible, an integrated design had to be taken. A few different design ideas
were discussed but the fundamental design would have to be determined by the transducer selection.
One such problem posed was to buy a transducer or make one. The below design was for an exposed
piezo-electric element sitting upon a gold washer. The seal was then completed with a cap, and a epoxy
seal between the cap and the transducer fitting.
Figure 7.1 – Exposed Piezo-electric element design with sealed cap.
However after it was determined that it would be best to buy transducer a new method was
taken that verified a vacuum seal. It was discovered that standard vacuum seal assemblies existed and
could be sponsored through our sponsor company BOC Edwards. These parts were to be purchased and
would be modified to meet compliance.
7.1.2 – Standards
The design standard to comply with stated by our sponsor engineer was SEMI-S2. Upon
researching through this standard, mechanical piping and sealing would have to be in compliance with
ASME Boiler code, section VIII for unfired pressure vessels. However this standard is for pressure vessels
and piping that hold pressure 15 psi or greater. Since this is a vacuum process the gage pressure can
never exceed atmosphere pressure 14.7 psi, therefore these standard has specifications that are too
great for mechanical design. After discussing this with our sponsor engineer, it was decided that we
would not need to design in compliance with either of these standards, and that it would be BOC
Edwards responsibility to use these standards when developing this project beyond the scope of this
project.
Page 24 of 78
Ultrasonic Flow Sensor 2010
However, if the quadrant is to have new flanges these NW flange fittings must be used, since the
NW 40 Flanges currently exist on the quadrant. Upon research and finding NW flange assemblies, as
many NW rated parts were purchased to enhance this seal.
7.1.3 - Overview of the Design
The design consists of a pair of modified vacuum seal assemblies, complaint with NW parts. Each
assembly consists of a welded fitting, based on a NW 16 long neck flange, which houses a transducer
sleeve also having a mating NW 16 flange. A standard Viton o-ring is used to help seal between the
welded fitting and the transducer sleeve. To enhance that a seal has been made, a standard NW 16/10
clamp is used to hold the seal together.
7.2 - Design
The ultrasonic transducer is integrally mounted into the quadrant pipe. Mounting through the
pipe wall is necessary to measure the gas flow inside due to the large differences in material densities
and the resulting energy reflection that would occur if mounted externally. Integral mounting was
accomplished by adding ports to the tube wall to accept a sleeve housing the transducer.
7.2.1 - Drawings of the Quadrant
We were supplied with sample quadrant tubes that were fully manufactured. We used these
tubes in designing the mounting for the transducers and building flow models, which were created using
FloXpress within SolidWorks. A detailed drawing of the quadrant section was supplied so that we could
obtain accurate dimensions. Refer to the Appendix 1B for a detailed drawing of the original quadrant
(provided by Edwards).
7.2.2 - Design of the Modified Quadrant
Two machined holes are required in the quadrant tube to mount the transducers and for passthrough of the ultrasonic beams. The holes are placed by setting the appropriate beam reflection angle,
and then their spacing is determined by the existing tube geometry. Machining of the holes is done
along the axis of beam travel, giving aligned edges with the axis and the proper hole geometry when
viewed along the beam axis. The diameter of this hole is nearly the diameter of the transducer sleeve
bore so that the two align smoothly when welded.
Page 25 of 78
Ultrasonic Flow Sensor 2010
Figure 7.2 - The quadrant modifications.
7.2.3 - Weld Stub Fitting
The fitting designed to permanently attach to the quadrant tube and accept the transducer unit
is the weld stub fitting. The prototype model is fabricated with 304-stainless steel. The sealing flange is
similar in dimensions to an NW16 weld stub fitting, but the part has a slightly larger outside diameter
and bore. The slightly larger size is needed to accommodate an insert to house the transducer that was
available to us. Although of larger bore size, it is still able to accept NW16 clamps and O-ring seals but
lacks the step required for a centering ring.
The face that mates to the quadrant tube is coped to the outside radius of the tube and angled
appropriately for aligning the transducer beams. The weld stub fitting seats on the quadrant tube
outside face for ease of alignment in manufacturing; alternatively, it could have been inserted into the
quadrant tube, but this would pose the problem of setting the depth when welding.
Page 26 of 78
Ultrasonic Flow Sensor 2010
Figure 7.3 - All additional parts directly related to the quadrant tube: exploded view.
7.2.4 - Transducer Press-Fit Sleeve
A 304-stainless steel sleeve was designed to house the plastic-bodied transducer and slip fit into
the weld stub fitting. The sleeve has a bore designed to press fit the transducer body acting as a sealing
mechanism. The outside body diameter is a loose clearance fit with the weld stub fitting this is required
for ease of installation/removal due to deformation in the weld stub fitting after being fused to the
quadrant tube; a tighter fit may require post-welding machining to retain tolerances.
Unfortunately, we were restricted to selecting transducers that were readily available. This
made fitting the transducer available into an NW16 format while being able to easily remove the
transducer and cap the ports impossible, requiring us to use the same clamping style as NW16 but with
oversized tube dimensions. In the future, obtaining a 300-kHz transducer in a smaller housing that
incorporates the NW flange would allow us to easily use standard NW16 hardware, only adding the cope
or very possibly reducing the size format to NW10.
7.2.5 - Transducers
The ultrasonic transducer is an AT300 model from AIRMAR Technologies. Its housing is made
from Valox, the brand name for GE’s injection molding resin PET (polyethylene terephthalate), with a
white face consisting of Kynar, a brand name for PVDF (polyvinylidene fluoride). A lead of coaxial cable
with a BNC connector attached is supplied out the back.
Page 27 of 78
Ultrasonic Flow Sensor 2010
The transducer operates at a peak frequency of 300 KHz at a maximum drive voltage of 400 Vp-p.
The outside dimensions of the cylinder vary, being narrower near the face and widening near the back
end. This dimension variance made it difficult to gauge an adequate press fit. The average diameter was
used as the dimension for the press fit.
8 - Final Design
8.1 - Complete Design
The final design below is an integrated ultrasonic flow sensor that uses ultrasonic transducers to
measure the flow based off the transit time method. The sensor housing comprises NW 16 standard and
non-standard parts used to ensure a vacuum seal. The flanged assembly includes an inner sleeve that
secures the transducers. Both transducers are hooked up to the electrical box, which contains all of the
electrical circuitry.
The circuit first generates a pulse that is emitted from the first transducer. A timer is started and
then stopped when the pulse reaches the second transducer. This time is stored, and the timer is started
again as the second transducer emits a pulse back to the first transducer. As the pulse from the second
transducer is received by the first transducer, the timer is stopped and the difference in the calculated.
From this time difference the volumetric flow can be calculated. The flow rate is displayed by an LED
display on the front of the circuit box and also has the ability to send the flow rate to a computer.
8.2 - Sensor Housing Assembly
The sensor housing is composed of some standard NW 16 and non-standard parts that complete
the custom vacuum seal assembly for the flow sensor. When the design needed to be changed from a
non-invasive clamp-on sensor to an integrated sensor, the main design concern became creating a
vacuum seal. After some research, we found that Edwards produced components that could ensure a
vacuum that could be added on to the pipe. This inspired the final design of the sensor housing shown
below.
Page 28 of 78
Ultrasonic Flow Sensor 2010
(8) BNC Connector
(7) Transducer
(4) Transducer
Sleeve
(3) O-ring
(1) Quadrant
(2) Weld Fitting
(5) Vacuum
Clamp
Figure 8.1 - All additional parts directly related to the quadrant tube: exploded view.
First, the existing quadrant had to be modified by milling. Because components are mounted at
an angle and need a normal projection of that of a circle, two ellipses were machined into the quadrant,
with the smallest diameter of 16 mm. A long-necked (70mm) NW16 flange was to be used. However,
when the transducers were received, we found that their OD was larger than expected, and a custom
weld fitting was made out of 304-stainless steel. The material was donated to the design team for use.
Page 29 of 78
Ultrasonic Flow Sensor 2010
An inner sleeve that secures the transducer slides into the weld fitment. The transducer is
pressed fit into a bored hole in the sleeve. The bottom of the hole is chamfered, allowing lower contact
stresses of the inner sleeve where it makes contact with the transducer as well as allowing centering of
smaller transducers, should they be used in the future.
A Viton NW16 O-ring is used between the two flanged surfaces. It was chosen because of its
corrosive resistance to the process gasses to be used as well its ability to handle temperatures up to 200
°C. An exterior NW10/16 clamp is used to ensure that vacuum seal is complete. This is also a stock part
purchased from Edwards.
8.3 - Insulating Transducer Sleeve and Modified Long Neck Flange
A sleeve was machined to accept the transducers we had available to use in the project. The
transducer was press fit into the sleeve and this assembly then inserted into the long neck flange.
A long neck weld stub fitting was specially machined to accept the transducer sleeve. The bore
and OD are slightly larger than a standard NW16 fitting. The sealing flange is similar in dimensions to
NW10/16 and will accept clamps and seals for those fittings but lacks the groove for a centering ring.
The final part was machined from 304 stainless steel round stock which was donated to the project by
Timberland Tool and Die.
8.4 - Electrical Housing
All circuitry is housed within a single container. Originally an off-the-shelf plastic injectionmolded two-piece project box was purchased and further modified to house the custom circuit
components. A container of reasonable dimensions was selected, and this posed a soft constraint on
sizing of circuit boards and all elements mounted through the container.
Solid modeling of the box was combined with models of all components that would require
mounting cutouts. Placement of certain components such as the BNC connectors was dependent on
their placement on the circuit board whereas other components were allowed to “float,” such as the
LCD display array, RS232, and power switch. For prototyping purposes, cutouts were designed for ease
of manufacturing while retaining cleanliness, closure, and an ergonomic result.
The final circuitry housing was laser cut and formed from 18ga stainless steel. A solid model of
the housing was created and the cutouts for the fan, power switch, LCD display and all other ports were
all precisely positioned. Laser cutting and CNC forming produced a housing that fit the existing circuit
boards and components well.
Page 30 of 78
Ultrasonic Flow Sensor 2010
Figure 8.1 - Manufacturing drawing for bottom section of custom circuitry housing.
Figure 8.2 - Drawing of housing cover plate.
Page 31 of 78
Ultrasonic Flow Sensor 2010
8.5 - Main Circuit Schematic
8.6 - 7-Segment Circuit Schematic
Page 32 of 78
Ultrasonic Flow Sensor 2010
9 - Testing and Evaluation
9.1 - Electrical
The testing of the electrical circuit was slow going. At each step we encountered problems that
were quite difficult to fix since the PCB was small. It is also difficult to modify an existing PCB that does
not have any places to attach wires or jumpers.
Figure 9.1 - This was our first test of the 7-segment program.
Page 33 of 78
Ultrasonic Flow Sensor 2010
Figure 9.2 - Complete setup; a power supply was designed specifically for this project.
Page 34 of 78
Ultrasonic Flow Sensor 2010
Figure 9.3 - This is the FIRE pulse from the TDC-GP2 chip; 10 pulses as expected.
9.2 - Proving the Accuracy
9.2.1 - Rotameter Comparative Testing
A Rotameter style airflow meter was used to compare flow results obtained from the ultrasonic
sensor. The Rotameter is a variable area flow sensor, using a weight that is lifted by flow in a tube of
increasing diameter. As the weight rises, more air can flow past, and the weight maintains its elevation
at constant flow rates. Only flow rates within the project outline were tested (10–100 SLM).
Page 35 of 78
Ultrasonic Flow Sensor 2010
9.2.2 - Differential Pressure Readings
In addition to measuring flow rate, pressure loss data was recorded using the design flow rates.
This data may be useful in calibrating the ultrasonic sensor and in predicting flow properties. The image
below shows the test setup which consists of PVC piping and connections, both a quadrant with the
integrated housing and plain unmodified quadrant, Rotameter flow meter, and differential pressure
sensor.
Flow Meter
Pressure Taps
Differential Pressure
Sensor
Figure 9.1 – Image of test setup to measure pressure drop.
The test procedure was to use a regulated air flow and measure that the air flows within our
design criteria. To do this, a quadrant is selected and subjected to flow rates ranging from 0-3.4 CFM (0100 SLM). For each measured flow rate reading, a differential value is also measured and tabulated.
This process was repeated several times on the quadrant with and without the sensor. This information
was used to see the effects of flow rate versus pressure drop to see if the sensors implementation
caused unwanted pressure drop.
9.2.3 - Results
The results from the pressure tests show that very little pressure drop occurs due to the
sensor’s presence. The below result shows pressure drop measurement between the un-modified
quadrant and the quadrant with a built in sensor. The below plot compares all of the data points taken
from trials 4-10, testing with and without sensor modification. Trials 1-3 were disregarded due to leaks
in the testing apparatus.
Page 36 of 78
Ultrasonic Flow Sensor 2010
Pressure drop of quadrant
Pressure (in of H2O)
0.14
0.12
y = 0.0019x - 0.0666
R² = 0.9652
0.1
Without Sensor
0.08
With Sensor
0.06
0.04
y = 0.0014x - 0.0544
R² = 0.9643
0.02
0
30.0
50.0
70.0
90.0
110.0
Linear (Without
Sensor)
Linear (With
Sensor)
Flow Rate (slm)
The increase in pressure drop was quite low as expected, and thus sensor’s impact cause
minimal pressure drop in the pipe with the flow. From this data, the design criterion of minimal pressure
drop due to the sensor’s implementation was achieved.
10 - Future Considerations
Future development of this project is highly recommended. The bulk of the work has been
completed. Further modification would require that a detailed plan be provided at the beginning of the
capstone project because of the lead times of some of the required components. Furthermore, the
sensors should easily be modifiable for application in a working environment. Testing is likely to take a
significant amount of time due to the complex synchronization of four sensors into one board. Also,
mechanical stresses due to the high heat and corrosive environment will require extensive testing to
ensure that the maintenance and life intervals will be met.
10.1 - Electrical
Future designs will use a four-layer PCB to allow for better path routing and thicker paths for
certain features, such as the power supply to the chips and the communication to/from the 7-segment
display PCB. Furthermore, the goal for Edwards is to have four sensors, with each monitoring the flow
through a quadrant.
There are many ways to accomplish this. If the high sampling rate is encouraged, then a simple
replication of the current circuitry will be done. Essentially, the microcontroller will control four sensors
concurrently and wait for the time difference to be sent from each of the four TDC-GP2 chips. Significant
modification to the programming would need to be done to incorporate the extra sensors. However, if
Page 37 of 78
Ultrasonic Flow Sensor 2010
the sampling rate can be reduced to only 250 samples per second, then the only modification needed
would be to replicate the amplifier/receiving circuitry.
A significant upgrade in the display would be necessary so that a user could easily see the flow
rate. This would best be done by a larger LCD display that could display several lines of information on
the same screen. Possible touch sensitivity could be implemented to control the calibration of each
circuit independently. Also, a user could manually adjust the sampling, RS232 data output rate, and
other functions within the circuit based on the customer’s needs.
10.2 - Mechanical
Redesigning of the transducer mount to reduce the affect on gas flow would potentially benefit
the sensor operation and component lifetimes. Although completely external mounting of the
transducers may not be possible due to acoustic impedance mismatch, it may be possible to create a
transducer that would sit flush with the inside of the pipe surface when installed.
Another area of improvement is the interface between the transducer and gas. Currently, the
fixture angle and flat face of the transducer combine to create a cavity into which the gas can deposit
material and degrade sensor performance. Redesigning the mounting fixture to be the dimensions of an
NW10 weld stub would help reduce this cavity but not eliminate it. Further redesign of the transducer
itself would be required.
10.3 - Transducers
The transducer used in the prototype design is a readily available model that was donated to us.
Custom design of the transducer housing with a specific operating frequency would require a long lead
time and production of many units to mitigate costs per unit. If time was available, many improvements
to the project could be made.
First, incorporating the NW flange into the PET injection-molded body of the transducer would
reduce parts, cut production cost, simplify replacement, and allow for smaller package size. This could
enable the use of NW10 dimensions and further minimize space required around the quadrant tube.
The second improvement is to the transducer face. A curved transducer face could be designed
so that, when installed, it is flush with the inside pipe wall, eliminating the cavity and not impeding flow.
This would require extensive research and may focus the ultrasonic beam undesirably, but it may be
possible using new materials such as PVDF (polyvinylidene fluoride). This is a flexible piezoelectric
material that AIRMAR currently uses in transducers.
Page 38 of 78
Ultrasonic Flow Sensor 2010
11 - Conclusion
We feel that the complexity and time required for this project were underestimated. In
particular, the electrical aspects of the project were found to be very complex and not feasible within
the time frame allowed for the senior capstone project.
As a whole, we all enjoyed the project and the fact that it was composed of Mechanical and
Electrical Engineering students. We learned valuable tools and techniques to interact with other
disciplines of engineering and convey information to our sponsor.
Page 39 of 78
Ultrasonic Flow Sensor 2010
12 - References
[1] Edwards Training PowerPoint, Edwards BOC, 2010
[2] Serria Instruments, Product overview; 2010 http://www.sierrainstruments.com/products/820s.html
[3] ‘The Coriolis Measuring Principle’, Endrauss and Hauser, 2009,
http://www.youtube.com/watch?v=XIIViaNITIw&feature=related
13 - Appendix
Appendix A - Bill of Materials
Bill of Materials for Mechanical Components
Material
316L SS Tubing 16mm
NW Flange Blanks
QTY
1ft
2
Unit Price
$3.67
Total Cost
Donated
$7.34
O-Ring Viton(5 pack)
2
$3.82
$7.64
NW 16 70mm Long Flange
NW 10/16 Clamping Ring SS
Additional Material
O-Ring NW10 w/ Centering Ring
O-Ring NW16 w/ Centering Ring
2
2
$10.33
$1.11
$20.66
$2.22
2
2
$1.70
$1.88
$3.40
$3.76
NW 16 Flange Blank
2
$3.81
$7.62
NW 10 70mm Long Flange
2
$17.15
$34.30
304 Stainless Roundstock
Outsourced Work
3ft
0.5
hrs
1
8 hrs
Fab - Welding
Fab - Circuitry Housing
Fab - Machining
Stock
Y
3-4
wks
3-4
wks
Y
Supplier
Medalion Metals
Edwards
Part #
C10512366
Edwards
H02124013
Edwards
Edwards
C10512316
C10512401
Edwards
Edwards
C10511395
C10512395
Edwards
C10511366
C10511316
Donated
Edwards
Timberland Tool &
Die
Donated
$31.00
~$400
Holland Fabrication
GK Machine
J&J Precision
Y
Y
3-4
wks
3-4
wks
Page 40 of 78
Ultrasonic Flow Sensor 2010
Bill of Materials for Electrical Components
Part Name
ATmega325P-AU
1:40 1MHz DC
Transformer
High Speed OpAmp
Analog Switch SPDT
7 Segment Display
300V-1A Diode
1n4148 Diode
Power NMOS
100nF Ceramic Cap
22pF Ceramic Cap
15pF Ceramic Cap
10uF Tantalum Cap
.0047uF Ceramic Cap
100pF Ceramic Cap
4700uF Electrolytic Cap
15k ohm Pot
1M ohm Pot
100 ohm 1W Resistor
1k ohm 1W Resistor
1k ohm Resistor
10k ohm Resistor
150 ohm Resistor
470 ohm Reisistor
36 ohm Resistor
Female BNC
Male BNC
Power Switch
3mm Blue LED's
BCD to 7-seg Decoder
100 ohm Resistor
220 ohm Resistor
0 ohm Resistor (jumpers)
5.1 ohm Resistor (5 ohm)
7-seg connector female
7-seg connector male
Comparator
Part Number
Price
(each)
Location
Quantity
556-ATMEGA325P-20AU
mouser.com
2
$6.99
$13.98
673-P8204
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
mouser.com
4
5
5
12
24
10
5
50
8
8
8
4
4
2
2
2
5
8
20
20
6
6
20
4
4
1
5
3
10
10
50
40
5
5
2
$9.35
$1.87
$2.42
$2.40
$0.18
$0.03
$1.72
$0.08
$0.09
$0.07
$2.10
$0.32
$0.09
$1.39
$2.06
$1.28
$0.16
$0.16
$0.04
$0.04
$0.04
$0.05
$0.04
$1.80
$1.44
$2.30
$0.29
$1.48
$0.04
$0.04
$0.05
$0.04
$0.38
$0.99
$2.09
$37.40
$9.35
$12.10
$28.80
$4.32
$0.30
$8.60
$4.00
$0.72
$0.56
$16.80
$1.28
$0.36
$2.78
$4.12
$2.56
$0.80
$1.28
$0.80
$0.80
$0.24
$0.30
$0.80
$7.20
$5.76
$2.30
$1.45
$4.44
$0.40
$0.40
$2.50
$1.60
$1.90
$4.95
$4.18
595-OPA357AIDDA
700-MAX4619CPE
604-SA03-11PBWA/A
863-MUR130G
512-1N4148
512-FDP8441
581-08055C104K
80-C0805C220J5G
80-C0805C150J5G
80-T356G106M035AT
80-C0805C472K1RTM
80-C0805C101J5G
647-UVR1C472MHD
652-3386P-1-153TLF
652-3386F-1-105LF
594-5073NW100R0J
594-5073NW1K000J
260-1.0K-RC
260-10K-RC
292-150-RC
652-CR0805FX-4700ELF
260-36-RC
571-5227161-7
523-31-320-RFX
611-S102031SS03Q
604-WP7104QBC/D
595-SN74LS47N
292-100-RC
260-220-RC
652-CR0805-J/-000ELF
260-5.1-RC
538-51353-1200
538-87831-1241
700-MAX9142ESA
Totals:
Page 41 of 78
Ultrasonic Flow Sensor 2010
Extra BNC's
regulator
opamp
sockets
header
max232
rs232
7-seg BJT's
AC adapter - 24VDC
DC Power Jack
24V-12V Regulator
12V-5V Regulator
12V-3.3V Regulator
Programmer
Crystal Oscillator - 16MHz
Power Switch
RS232 Interface IC
mouser.com
mouser.com
595-UA78M33CKCSE3
mouser.com
579-MCP6023-E/P
mouser.com
538-50394-8051
mouser.com
538-87568-1263
mouser.com
595-MAX232EIN
mouser.com
601-40-9709S
mouser.com
610-2N3707
553-WDU24-800
mouser.com
mouser.com
502-RASH722X
mouser.com
511-L7812CV
mouser.com
511-L78M05CV
mouser.com
511-L78L33ACZ
mouser.com
556-ATAVRISP2
mouser.com
815-ABL-16-B2
mouser.com
611-S102031SS03Q
mouser.com
595-MAX232EIN
John Menteith (ACAM Product
TDC-GP2
Manager) 513-583-9491
To order the TDC-GP2, call John Monteith (see the attached quote)
Serial Input Connectors
mouser.com
571-1872152
JTAG pin header
mouser.com
798-A3C-10P-2DSA
523-112116
4
2
5
60
4
2
2
12
1
1
1
1
1
1
2
1
1
$1.59
$0.60
$1.16
$0.12
$2.90
$0.94
$0.54
$0.81
$15.14
$1.53
$0.56
$0.62
$0.53
$34.00
$0.39
$2.30
$0.94
$6.36
$1.20
$5.80
$7.20
$11.60
$1.88
$1.08
$9.72
$15.14
$1.53
$0.56
$0.62
$0.53
$34.00
$0.78
$2.30
$0.94
2
$32.85
3
3
$2.10
$1.48
$65.70
$0.00
$6.30
$4.44
$367.81
Page 42 of 78
Ultrasonic Flow Sensor 2010
Appendix B - Manufacturing Instructions
Appendix 1B - Original Quadrant Drawing from Edwards
Page 43 of 78
Ultrasonic Flow Sensor 2010
Appendix 2B - Modifications to the Quadrant
Page 44 of 78
Ultrasonic Flow Sensor 2010
Appendix 3B - Transducer Fittings
Page 45 of 78
Ultrasonic Flow Sensor 2010
Appendix 4B - Electrical Housing Box
Page 46 of 78
Ultrasonic Flow Sensor 2010
Appendix C - The Program
/*-----------------Capstone Project Programming Code-----------------------*/
#include <avr/io.h>
#include <avr/pgmspace.h>
#include <avr/interrupt.h>
#include <util/delay.h>
#define NOP delayfunction();
#define spidisable
PORTB|=(1<<PORTB0);
#define spienable
PORTB&=(0<<PORTB0);
void tdcstate(void);
void spisend(unsigned long int, int);
void timemeasure(void);
void timeaverage(float,float);
void flowrate(float);
void SWITCH(int);
void leddisplay(int long);
void DATACONVERT(float);
void time0init(void);
void uart_init(void);
void uarttransmit(long int);
void GP2_init(void);
void communicationtest(void);
void hardwaredelay(void);
volatile unsigned long int datat,count1; volatile unsigned long int datar; volatile
float timeup,timedown,delay;int count=0;
unsigned long int FLOWRATE;/*for testing*/ float timeavg=0, timesum=0; volatile int
a=0; int led_buf[5];
unsigned long int comtest;volatile long int temp[5]; long int ledtestnum;
void delayfunction(void)
{
for(int i=0;i<2;i++)
{
asm("nop");
}
}
/*spi initialization read and send data*/
//dont forget clear
datar after use it!!!!
void spiinit(void)
{
DDRB|=(1<<PB1)|(1<<PB2)|(1<<PB0)|(0<<PB3);
SPCR|=(1<<SPE)|(1<<MSTR)|(0<<SPR1)|(1<<SPR0)|(1<<CPHA)|(0<<CPOL)|(0<<DORD);
spidisable;
}
/*---------------TIME0initialization----------*/
void time0init(void)
{
DDRG|=0x1f;
DDRA|=0x0f;
TCCR0A=0b00111101;
//CTC,1024,Set OC0A
OCR0A=0x0f;
//top value
TIMSK0=0b110;
//OCIE0A
}
/*-----------UART_initialization-------*/
void uart_init(void)
{
UCSR0B|=(1<<TXEN0);
Page 47 of 78
Ultrasonic Flow Sensor 2010
//UCSR0A|=(1<<U2X0);//²¨ÌØÂʱ¶Ôö
UCSR0C|=(0<<UMSEL0)|(0<<USBS0)|(3<<UCSZ00);
UBRR0L = 0x0c;
UBRR0H = 0x00;
}
//volatile!!ÈëջʱÓбäÁ¿,ÒªÓÃ!"for, switch, etc."
void spisend(volatile unsigned long int data,int bitlength)
{
spienable;
datat=data;
if(bitlength==8)
{
SPDR=datat;
while(!(SPSR&(1<<SPIF)));
//temp[i]=SPDR;
datat=data;
}
if(bitlength==32)
{
for(int i=0;i<4;i++)
{
datat<<=i*8;
SPDR=datat;
while(!(SPSR&(1<<SPIF)));
temp[i]=SPDR;
//temp[i]=0xabcd; //test
datat=data;
NOP;
NOP;
}
}
if(bitlength==40)
{
for(int i=0;i<5;i++)
{
datat<<=i*8;
SPDR=datat;
while(!(SPSR&(1<<SPIF)));
temp[i]=SPDR;
datat=data;
NOP;
NOP;
}
}
spidisable;
}
void spiread(int readbitlength)
{
if(readbitlength==8)
{
datar=temp[1];
}
if(readbitlength==16)
{
datar=(temp[1]<<8)+temp[2];
}
if(readbitlength==32)
{
// "sendtype" 5: COM_test 4: state 1:result
//State adjustment 16bits
Page 48 of 78
Ultrasonic Flow Sensor 2010
datar=((temp[1]<<24)+(temp[2]<<16)+(temp[3]<<8)+temp[4]);
}
}
/*---------Time_Measurement_Function----------*/
void timemeasure(void)
{
if(count==0)
{
//SWITCH(0);
spisend(0x01,8);
}else
{ //SWITCH(1);
spisend(0x01,8);
}
while((PIND&(1<<PD1)));
tdcstate();
}
//should be there
/*-----------TDC_STATE_JUDGEMENT_FUNCTION--------*/
void tdcstate(void)
{
spisend(0xB4,32);
spiread(16);
if((datar&0x200)==0)
{
spisend(0xb0,32);
spiread(32);
if(count%2==0)
{timeup=(float)datar;}
else
{timedown=(float)datar;}
count++;
datar=0x0;
if(count==2){count=0;}
}else
{
datar=0x0;
}
//time data overflow 10's bit set
//read_reg0 OPCODE; //maybe b1,b2
//read 32bits time data;
//else don't store the data
}
/*---------Time_Average_Function----------*/
void timeaverage(float TIMEUP,float TIMEDOWN)
{
if(count%2==0)
{
timesum+=(TIMEUP-TIMEDOWN);
timeavg=(timesum)/(count1);
//cal timeavg
if(count1==1000)
{
count1=0x0;
flowrate(timeavg);
}
count1++;
}
}
Page 49 of 78
Ultrasonic Flow Sensor 2010
/*---------flowrate_calculation_Function----------*/
void flowrate(float TIMEAVG)
{
float flowrate;
flowrate=TIMEAVG;
FLOWRATE=(long int)flowrate;
//for testing
}
/*---------Switch_Function----------*/
void SWITCH(int direction)
{
if(direction==0)
// updirection direction=0
{
PORTC=(1<<PORTC0)|(0<<PORTC1)|(0<<PORTC2)|(1<<PORTC3);
}
if(direction==1)
{
PORTC=(/*0*/0<<PORTC0)|(1<<PORTC1)|(1<<PORTC2)|(0<<PORTC3);
}
}
/*----------convert float to long int----*/
void DATACONVERT(float data)
{
long int datadisplay;
datadisplay=(data*100)+0.5;
leddisplay(datadisplay);
}
/*------------store data to buffer for display------------*/
void leddisplay(long int data)
{
long int NUM1;
led_buf[4] = (data / 10000);
/*½«ÏÔʾÐÅÏ¢¼ÓÔص½ÏÔʾ»º´æÇø*/
NUM1 = data % 10000;
led_buf[3] = (NUM1 / 1000);
NUM1 = NUM1 % 1000;
led_buf[2] = (NUM1 / 100);
NUM1=NUM1%100;
led_buf[1] = (NUM1 / 10);
led_buf[0] = (NUM1 % 10);
}
/*-----------Time0interrupt_for_dynamic_scane_display---------*/
SIGNAL(TIMER0_COMP_vect)
{
if (a == 4) {
PORTG=(1 << 0);
PORTA=led_buf[4];
}
if (a == 3) {
PORTG=(1 << 1);
PORTA=led_buf[3];
/*ÏÔʾλ*/
Page 50 of 78
Ultrasonic Flow Sensor 2010
}
if (a == 2) {
PORTG=(1 << 2);
PORTA=led_buf[2];
}
if (a == 1) {
PORTG=(1 << 3);
PORTA=led_buf[1];
}
if (a == 0) {
PORTG=(1 << 4);
PORTA=led_buf[0];
}
a++;
if (a > 4) {
a = 0;
}
// _delay_ms(100);
/*Òç³ö´¦Àí*/
}
/*----------uart_data_transmit--------*/
void uarttransmit(long int data)
{
for(int i=0;i<4;i++)
{
UDR0=data>>(24-i*8);
while(!(UCSR0A&(1<<UDRE0)));
}
}
/*-----tdc-gp2 initialization---------*/
void GP2_init(void)
{
long int REG0,REG1,REG2,REG3,REG4,REG5;
long int PU=0X50,Init=0x70;
REG0=0X80AB5668;
//80AB5668;
REG1=0X81214200;
REG2=0X82E03200;
REG3=0X83200000;
REG4=0X84203400;
REG5=0X82000000;
spisend(PU,8);//Éϵ縴λ
NOP;
spisend(REG0,32);
NOP;
spisend(REG1,32);
NOP;
spisend(REG2,32);
NOP;
// spisend(REG3,32);
NOP;
//spisend(0xB0,40);
// spisend(REG4,32);
NOP;
// spisend(REG5,32);
NOP;
spisend(Init,8);
}
/*---------TDC-GP2_COMMUNICATIONTEST--------*/
Page 51 of 78
Ultrasonic Flow Sensor 2010
void communicationtest(void)
{
spisend(0xB5,32);
NOP;
spiread(8);
comtest=datar;
datar=0x0;
}
/*-------------------hardware_delay---------------*/
void hardwaredelay(void)
{
for(int i=0;i<2;i++)
{
timemeasure();
}
delay=(timeup-timedown);
}
int main(void)
{
DDRC=0xff;
time0init();
sei();
uart_init();
spiinit();
GP2_init();
//SWITCH(0);
communicationtest();
hardwaredelay();
while(1)
{
timemeasure();
timeaverage(timeup,timedown);
uarttransmit(FLOWRATE);
DATACONVERT(FLOWRATE);
}
return 0;
}
Page 52 of 78
Ultrasonic Flow Sensor 2010
Appendix D - Calculations
Time of Flight
The time of flight is calculated by using the Pythagorean Theorem of right triangles to calculate
the distance that the gas will travel. Further, we were also able to calculate the Doppler shift caused by
the gas flowing through the pipe. Figure 5.4 will be used to demonstrate the calculations.
𝐿 = 𝑑1 sin 𝜃 → 𝐿𝑡𝑜𝑡𝑎𝑙 = 2𝐿
Where d1 is the inside diameter of the pipe, and L is the length from the inside of the pipe to the
center point between the two transducers. Thus, the time of flight is then given by the distance of travel
(Ltotal) divided by the speed of sound in air (340m/s).
In order to calculate the time of flight of the ultrasonic pulse, you must consider the horizontal
velocity vector that the gas adds or subtracts to the sounds horizontal velocity. The red in the figure
below shows the final triangle of the ultrasonic pulse, and the black triangle is the original velocity
vectors of the ultrasonic pulse.
Figure D1 - Shows the velocity vectors of the ultrasound and the gas
Page 53 of 78
Ultrasonic Flow Sensor 2010
Where Vsy and Vsx are the vertical and horizontal, respectively, vector components of the
ultrasounds velocity. Vso is the straight path velocity of the ultrasound, Vg is the velocity of the gas, and
Vds is the final velocity of the ultrasound traveling through the pipe.
𝑉𝑠𝑦 = 𝑉𝑠𝑜𝑢𝑛𝑑,𝑎𝑖𝑟 sin 𝜃, 𝑉𝑠𝑥 = 𝑉𝑠𝑜𝑢𝑛𝑑,𝑎𝑖𝑟 cos 𝜃
2
Vds is then expressed as: 𝑉𝑑𝑠 = √𝑉𝑠𝑦 2 + (𝑉𝑠𝑥 + 𝑉𝑔 ) . To calculate Vus for an upstream pulse, you
would subtract Vg from the equation.
𝑇𝑖𝑚𝑒 𝑜𝑓 𝐹𝑙𝑖𝑔ℎ𝑡 =
𝐿𝑡𝑜𝑡𝑎𝑙
𝑉𝑠𝑜𝑢𝑛𝑑,𝑎𝑖𝑟
=
𝐿𝑡𝑜𝑡𝑎𝑙
Ltotal
or
→ ∆t = t up − t down
𝑉𝑑𝑠
Vus
Furthermore, it is appropriate to calculate the Doppler shift the ultrasonic pulse experiences
during its transit. This is done by first calculating the time of flight of an up or down stream pulse.
Typically, the Doppler shift is negligible and will not affect the performance of the sensor.
𝐷𝑜𝑝𝑝𝑙𝑒𝑟 𝑆ℎ𝑖𝑓𝑡 = ∆𝑥 = 𝑉𝑔 ∗
𝐿𝑡𝑜𝑡𝑎𝑙
𝑉𝑑𝑠
Volumetric Flow Rate
Once the difference in the time of flights is calculated, an equation can be used which is
independent on the geometry of the pipe.
𝑉𝑜𝑙𝑢𝑚𝑒 =
𝐿𝑡𝑜𝑡𝑎𝑙
∆𝑡
∗
2 cos 𝜃 𝑡𝑢𝑝 ∗ 𝑡𝑑𝑜𝑤𝑛
Reflection and Transmission Coefficients
Below is the Matlab code which was written to calculate the reflection and transmission
coefficients which showed that a clamp on sensor was not feasible when gas is flowing through a
stainless steel pipe.
clear all
clc
format compact
format short
%format loose
%Incidence Angle: off the pipe wall - in degrees
theta_i = 30;
%Temperature of Gas: in Celcius
Tg = 165;
%Converting Gas Flow rate from slm to cm/s
Vg_ini = 70; %in slm
Pg = 1; %pressure of gas in atm
Dg = 1.429; %density of gas in Pa
Vg_calc = 355.2; %converted velocity in cm/s
Page 54 of 78
Ultrasonic Flow Sensor 2010
%Calculate Velocity of Ultrasound in the Gas
k = 1.3806504*10^-23; %Boltzman's Constant J/K
Tg_abs = Tg + 273.15; %Temperature in Kelvin
y = 7/5; %Adiabatic Index (for all materials)
mF = 18.998404; %mass of Fluorine atom in amu
mCl = 35.4527; %mass of Chlorine atom in amu
mO = 15.9994; %mass of Oxygen atom in amu
%Find mass of gas mixture
% 60% Fluorine, 30% Chlorine, 10% Oxygen
mg_kg = (.6*mF+.3*mCl+.1*mO)*1.66054*10^-27;
Vus_gas = sqrt((y*k*Tg_abs)/(mg_kg));
Bss = 2.5*10^9; %Bulk Modulus of 316l in Pa (N/m^2)
Dss = 1430; %Density of 316l in kg/m^3 (remains constant for all T)
Vus_ss = sqrt(Bss/Dss);
%Calculate the Transmission Angle in degrees
theta_i_norm = (90-theta_i)*pi()/180;
theta_t = asin(Vus_gas/Vus_ss*sin(theta_i_norm));
Transmission_Angle_rad = theta_t;
%Characteristic Acoustic Impedance of the Mediums:
Zgas = (.6*1.696+.3*3.214+.1*1.429)*Vus_gas; %in ohms
Zss = Dss*Vus_ss; %in ohms
%Transmitted Power
num = 4*Zgas/Zss*cos(theta_t)/cos(theta_i_norm);
den = (Zgas/Zss+cos(theta_t)/cos(theta_i_norm))^2;
TP = num/den;
RP = 1 - TP;
%Values to Display:
Velocity_of_Ultrasound_GAS = Vus_gas
Velocity_of_Ultrasound_316SS = Vus_ss
%Off of the pipe wall
Ultrasound_Incidence_Angle = theta_i
Ultrasound_Reflection_Angle = theta_i
%Off of perpendicular to the pipe wall
Ultrasound_Transmission_Angle = theta_t*180/pi()
Characteristic_Acoustic_Impedance_GAS = Zgas
Characteristic_Acoustic_Impedance_316SS = Zss
Transmitted_Power_Percentage = 100*TP
Reflected_Power_Percentage = 100*(1-TP)
Flow Analysis
Purpose: To examine the flowrates and determine fundamental values such as Reynolds number so that
pressure loss calculations can be estimated.
Solution:
Specified flow properties and values
Measured Conditions
Ts
293
Liter
1
Ta
308
Ps
Pa
760 766
ft^3
0.035314667
Page 55 of 78
Ultrasonic Flow Sensor 2010
Pipe Diameter (m)
0.028
Pipe Area (m^2)
0.000615752
Actual flowrate from standard flowrate (Figliola & Beasley pg419)
𝑇𝑎 𝑃𝑠
𝑄𝑎 = 𝑄𝑠 × (
)
𝑇𝑠 𝑃𝑎
Flow Velocity; Munson, Young, Okiishi
𝑉=
Actual Flowrates (SLM, cfm)
Qs
SLM
10
20
30
40
50
60
70
80
90
100
𝑄𝑎
𝐴𝑝
Qa
L/m
10.43
20.86
31.29
41.72
52.15
62.58
73.01
83.44
93.87
104.30
Qa
m^3/s
1.74E-04
3.48E-04
5.21E-04
6.95E-04
8.69E-04
1.04E-03
1.22E-03
1.39E-03
1.56E-03
1.74E-03
Velocities
Qa
V
(cfm)
(m/s)
0.37
0.28
0.74
0.56
1.10
0.85
1.47
1.13
1.84
1.41
2.21
1.69
2.58
1.98
2.95
2.26
3.31
2.54
3.68
2.82
Reynolds Number
𝑅𝑒𝑑 =
4 × 𝑄𝑎
𝜋𝑑𝜈
Reynolds Number Results:
Reynolds #
Page 56 of 78
Ultrasonic Flow Sensor 2010
Kinematic Viscosity (ν)
Air @ 50°C (m^2/s)
0.0000179
Min Re
441.5864358
Max Re
4415.864358
Conclusion:
The results for the Reynolds numbers show that the flow is laminar at its slowest rate (Re=442).
At the highest flowrate (Re=4416) the flow is in what may be a turbulent transitional zone (Re=2000 to
6000). Likely due to the piping previous to the quadrant tube the flow will become turbulent at the low
end of the transitional range.
Further equations are included that describe the pressure loss.
Laminar Friction Coefficient
𝜆=
64
𝑅𝑒
Turbulent Friction Coefficient
1
√𝜆
= −2 log [
2.51
𝑅𝑒 × √𝜆
+
𝐾
(0.269)]
𝐷
Pressure Drop from Piping
𝐿 𝜌
∆𝑃 = 𝜆 ( ) ( ) Ū2
𝐷 2
Pressure Drop due to Obstruction
𝜌
∆𝑃 = 𝜁 ( ) Ū2
2
Heat Transfer Analysis
Purpose: To see if PEEK plastic could be used as an insulating transducer sleeve for a future design.
Solution:
First determine the amount of heat transfer occurring in a hollow welded fitting. The point in
which heat transfer will looked at is where a transducer would be placed with respect to the welded
fitting:
𝑇1,𝑡𝑢𝑏𝑒 − 𝑇2,𝑔𝑎𝑠
𝑄=
𝑅𝑇𝑜𝑡
Page 57 of 78
Ultrasonic Flow Sensor 2010
Where ,
𝑅𝑇𝑜𝑡 = 𝑅1 + 𝑅2 ; 𝑅1 =
ln(𝑟2 ⁄𝑟1 )
2𝜋𝑘𝐿
; 𝑅2 = ℎ
1
𝑔𝑎𝑠 2𝜋𝑟1 𝐿
Letting the following variables equal the following;
T1 = 180 °C ; T2 = 80° C; r1 = 14 mm; r2 = 15.5 mm; L = 40 mm, k = 13.4 W/m2 – K
h = 10 W/m2 – K
Calculating the following variables results in the following;
𝑅𝑇𝑜𝑡 =
𝑄=
ln(15.75⁄14)
1
+
2𝜋13.4(0.04) (10)2𝜋𝑙𝑛(014/.012)(0.04)
180−80
=
2.61
= 2.61
38.224 W
Now the heat loss will be found by placing a 1mm walled tube inside the welded fitting with a 1
mm air gap.
A new resistance will now be introduced called R3.
ln(12⁄10)
𝑅3 = 2𝜋(0.23)(.04) = 3.15
Therefore new Total Resistance = 2.61 +3.15 = 5.76
𝑄=
180−30
=
5.76
26.042 W
Conclusion:
This approach shows that insulating sleeve made of PEEK plastic would be able to take the
temperature down to a design temperature of 30° C from 180°C occurring in the welded fitting.
However this approach used a couple of assumptions being the temperature of the gas at a point inside
of the welded fitting as well as the coefficient of convection, h. Although these are reasonable
assumptions, it would be best to experimentally determine both of these values. However letting these
values roam, as long as the heat loss is not less than 26.042 in the analysis of the hollow weld fitting the
maximum temperature of the ambient gas can be is 112 °C.
Page 58 of 78
Ultrasonic Flow Sensor 2010
Temperature Distribution of Transducer Sleeve (Axisymmetric model)
Maximum temperature = 180 °C (450 K)
Minimum Temperature = 40 °C (310 K)
Page 59 of 78
Ultrasonic Flow Sensor 2010
Mechanical Analysis
Thermal Strain of transducer sleeve and welded fitting
Eq (3-61) (Shigley)
𝜖 = 𝛼∆𝑇 = ((17x10-6)/C°)(150 C°) = 0.0026
α = Coefficiant of Thermal Expansion of Stainless steel (1/C°)
Є = Strain (mm/mm)
∆𝑙 = 𝑙0 𝜖 = (0.0026)(1.54mm) = 0.0031mm
∆𝑙 = Change in length (radius) (mm)
𝑙0 = Original length (mm)
Tangential Stress
Welded fitting – (𝜎𝑡 )𝑚𝑎𝑥 =
𝑝(𝑑𝑎𝑣𝑔 )
2𝑡
=
(14.6 𝑝𝑠𝑖)(0.0195𝑚)
2(0.00153𝑚)
∗
6894 𝑃𝑎
𝑝𝑠𝑖
= 640 Kpa
Transducer Sleeve - (𝜎𝑡 )𝑚𝑎𝑥 =
𝑝(𝑑𝑎𝑣𝑔 )
2𝑡
=
(14.6 𝑝𝑠𝑖)(0.0175𝑚)
2(0.00153𝑚)
∗
6894 𝑃𝑎
𝑝𝑠𝑖
=570 Kpa
𝑝 = Applied pressure (psi)
𝑑𝑎𝑣𝑔 = average diameter (m)
𝑡 = wall thickness (m)
Press Fit (Sleeve and Transducer)
(Eq 3-56) (Shigley) – 𝑝 =
𝛿
2 2
1 𝑟2 +𝑅2
1 𝑟 +𝑅
𝑅[ ( 02 2 +𝜐0 )+ ( 𝑖2 2 +𝜐𝑖 )
𝐸0 𝑟0 −𝑅
𝐸𝑖 𝑟 −𝑅
𝑖
𝛿 = radial interference (m), 𝑅= nominal radius (m), ‘𝑜′ and ‘𝑖′ are subscripts that refer to inner
and outer components, E = Elastic Modulus (GPa), 𝑟 = radius of component (m) and 𝜐 = poisson’s ratio
Letting,
𝛿 = 0.00008m, R = 0.006m, ro=0.00585m, ri = 0.00615m, Eo = 190 GPa, Ei = 2 Gpa, 𝜐0 = .3, 𝜐𝑖 = .37
P = 440 KPa
FEA Models
Page 60 of 78
Ultrasonic Flow Sensor 2010
Transducer Sleeve (Axisymetric Model)–
Boundary Conditions and Loads
Loads – Pressure = 14.6 psi (1 x 105 Pa)
Boundary Conditions – Contact surface of the transducer
Page 61 of 78
Ultrasonic Flow Sensor 2010
Displacement model
Von Mises Stress model
Page 62 of 78
Ultrasonic Flow Sensor 2010
Conclusion:
Max Displacment = 0.00004 mm
Max Stress = 900 KPa
Although the models visually look quite dramatic, the numbers state that displacement and
stress are none factors to failure as expected. These models can be useful after field testing to observe
certain areas for pre-mature failure. These models indicate that a buckling of the wall is the most likely
place for failure to occur.
Transducer (Axisymetric model) –
Boundary Conditions and Loads
Page 63 of 78
Ultrasonic Flow Sensor 2010
Stress Model
Displacement Model
Page 64 of 78
Ultrasonic Flow Sensor 2010
Conclusion
Max displacement = 0.0004mm
Max Stress = 1.98 Mpa
Larger stresses occur at the middle axis. This is due to the seating surface and material the
transducer is made out of. This point is also well below a failure point (80 GPa). The displacment is also
negliable.
Appendix E - Top Level Research
Thermal Sensing Technology
Summary:
After researching the following products it appears that one of the following sensors may work
under the design constraints which is the “Fox Thermal Instruments FT2”. There claim is pressure is
negliable, and an email has been sent asking for a more detailed explanation. The last product from
Serria Instruments claims low pressure drop which can be negliable depending on a flow rate.
Two main designs were found. The first was sticking an insert able probe into the flow of the
pipe. This technology is used with the FT2 and there claim was that the pressure drop was negliable. As
mentioned above this is being investigated further. The second design was uses a capillary tube to
measure a small portion of the flow. Serria Instruments also claims a small pressure drop due to this
design. For a video of the technology go to this page,
http://sierratechsupport.com/video/flow_control.html
The main problem with all these flow sensors found is that the either do not meet the
temperature range criteria or marginally meet it. It is not clear if this is due to the material selection, or
the sensing instrument. Another problem is that this means that the pipe will need to cut or
manipulated to use any of these flow sensing technolgy.
Thermal Flow Sensors:
Flow Sensor #1 – Fox Thermal Model FT2 Gas Mass Flowmeter and
Temperature Transmitter
PRODUCT DESCRIPTION
The Fox Model FT2 Thermal Gas Mass Flowmeter and Temperature Transmitter measures two
important process variables in one rugged instrument. The FT2 measures gas flow rate in
standard units without the need for temperature or pressure compensation. It provides isolated 4
to 20 mA and pulse outputs for flow rate and a 4 to 20 mA output for process gas temperature.
You choose the flow rate and temperature engineering units. An optional on-board 2 x 16
Page 65 of 78
Ultrasonic Flow Sensor 2010
characters, backlit display is available to view flow rate, total, elapse time, process gas
temperature, and alarms. The display is also used in conjunction with the Configuration Panel to
configure flowmeter settings such as 4 mA and 20 mA for flow rate and temperature, pulse
output frequency scaling, pipe area, zero flow cutoff, filtering (dampening), display
configurations, diagnostics and high or low alarm limits. If you prefer, you can view
measurements and set parameters with an optional Palm PDA instead of the on-board Display
and Configuration Panel.
The FT2 is available in insertion and in-line models. The insertion meter is easily installed by
drilling a ¾"hole in the pipe and welding on a ¾" NPT coupling. A Fox supplied compressing
fitting secures the probe in place. The in-line model is available in ¼-inch to 6-inch sizes and
include built in flow conditioners that eliminate the need for long, straight pipe runs. The meter
can be ordered with flange or NPT end connections. Both models are supplied with 316 stainless
steel wetted materials standard or Hastelloy C-276 as an option.
RS232 for connecting a Palm PDA or computer; RS422/RS485-Modbus, Profibus-DP,
DeviceNet and Ethernet give the FT2 flexible communications capability. The FT2 is an
advanced Thermal Mass Flowmeter and Temperature Transmitter for your most challenging gas
flow measurement applications.
Common Gases: Air, ammonia, argon, biogas, butane, chlorine, compressed air, carbon
monoxide, carbon dioxide, digester gas, ethane, ethylene, helium, hydrogen, methane, mixed
gases, natural gas, nitrogen, oxygen, propane, and many more. (1)
Measures gas flow rate in SCFM, NM3H, Kg/Hr, & many more
Measures process gas temperature
Outputs: 2 x 4 to 20 mA - one for flow rate and one for temperature; pulse output for
flow/total
RS232 for connecting a Palm Handheld or computer; RS422/ RS485-Modbus, ProfibusDP, DeviceNet & Ethernet
Insertion and in-line models
All welded, 316 SS sensor construction; Hastelloy
Low-end sensitivity - leak detection
Microprocessor based, field programmable
On-board 2 x 16 character, backlit display with configuration panel to view/set readings
and parameters
Palm handheld terminal available to view/set readings and parameters when on-board
display & configuration panel is not ordered
NEMA 4X enclosure; designed for Class I, Division 2, Groups B, C, & D hazardous
areas
NIST traceable calibration; CE approved
Negligible pressure drop
No moving parts
Other Specifciactions of Note:
Page 66 of 78
Ultrasonic Flow Sensor 2010
-
Accuracy within + 1% for flow
Response time 0.9 seconds
Cons: Some Pressure Drop – Claimed to be negliable
Welding and Pipe manipulation required
Pros: Is available in Stainless Steel and Hastelloy
Accuracy within acceptable range
Measure both Flow and Temperature
Flow Sensor #2 - EL-FLOW® Laboratory style, digital
GAS Mass Flow Meters / Mass Flow Controllers
General (http://www.bronkhorst.com/files/downloads/brochures/folder-el-flow.pdf)
EL-FLOW® Series Mass Flow Meters/Controllers are thermal mass flow meters of modular construction
with a 'laboratory style' pc-board housing. Control valves can either be integrally or separately mounted,
to measure and control gas flows from:
lowest range 0,02...1 mln/min
up to highest range 25...1250 ln/min
The control valve design of the mass flow controller distinguishes itself from competitive designs in its
truly modular construction and it can be field replaced or changed by the user without any adjustment.
The standard valve is normally closed and is available up to Kv-values of 1.5. Normally opened valves can
also be supplied. Patented constructions enable us to handle high flows and/or pressures at differential
pressures up to 400 bar in the EL-FLOW® program, which is unique.
"Multibus" Digital Mass Flow Meters/Controllers
In some applications there are more requirements for a modern instrument than analog-based
technology can offer. Examples of these requirements are self-diagnostics, alarm and counter functions,
digital communication and remotely adjustable control settings. These requirements can only be met
with a digital based instrument. Therefore Bronkhorst High-Tech developed a fieldbus based pc-board
for their mass flow metering and control solutions. The latest digital instruments offer great flexibility
thanks to the "multibus" concept, thanks to which the instruments can be equipped with on-board
interface board with DeviceNetTM, Profibus-DP®, Modbus or FLOW-BUS protocol. More information
about digital "multibus" communication.
Features
High accuracy (standard 0,5% of Rd plus 0,1% of FS)
Page 67 of 78
Ultrasonic Flow Sensor 2010
Fast response (down to 200 msec)
Pressure ratings up to 400 bar (higher on request)
Electro-chemical polish of all surfaces
Compact, modular construction
No moving parts
Metal sealed and/or down-ported versions available
Applications
Analytical/environmental equipment
Gas flow monitoring in food, chemical and petrochemical industries
Gas consumption measurement in gas distribution systems for internal accounting purposes
Detection of gas leakage through objects
Semiconductor manufacturing
Surface treatment installations
Flow capacities (based on air)
Mass Flow Meters (MFM);
PN100
Ranges
Series F-110C
min. 0,02 ... 1 mln/min
max. 0,2 ... 10 mln/min
Series F-111C
min. 0,2 ... 10 mln/min
max. 0,3 ... 15 ln/min
Series F-111CM (metal sealed)
min. 0,1 ... 5 mln/min
max. 2 ... 100 ln/min
Series F-112AC
min. 0,2 ... 10 ln/min
max. 5 ... 250 ln/min
Series F-113AC
min. 2 ... 100 ln/min
max. 25 ... 1250 ln/min
Mass Flow Meters (MFM);Ranges
Page 68 of 78
Ultrasonic Flow Sensor 2010
PN200 / PN400
Series F-120M / F-130M
min. 0,2 ... 10 mln/min
max. 0,3 ... 15 mln/min
Series F-121M / F-131M
min. 0,3 ... 15 mln/min
max. 0,4 ... 20 ln/min
Series F-122M / F-132M
min. 0,2 ... 10 ln/min
max. 6 ... 250 ln/min
Series F-123M / F-133M
min. 4 ... 200 ln/min
max. 25 ... 1250 ln/min
Mass Flow Controllers (MFC);
Ranges
PN64 / PN100
Series F-200CV / F-210CV 1)
min. 0,02 ... 1 mln/min
max. 0,2 ... 10 mln/min
Series F-201C / F-211C 1)
min. 0,2 ... 10 mln/min
max. 0,3 ... 15 ln/min
Series F-201CM (metal sealed) 1)
min. 0,2 ... 10 mln/min
max. 2 ... 100 ln/min
Series F-201AC / F-211AC 1)
min. 0,2 ... 10 ln/min
max. 1,4 ... 70 ln/min
Series F-202AC / F-212AC 2)
min. 0,2 ... 10 ln/min
max. 5 ... 250 ln/min
Series F-203AC / F-213AC 2)
min. 2 ... 100 ln/min
max. 25 ... 1250 ln/min
MFCs for high-pressure /
Ranges
high- P applications; PN400
Series F-230M 3)
min. 0,2 ... 10 mln/min
max. 10 ...500 mln/min
Series F-231M 3)
min. 6 ... 300 mln/min
max. 0,2 ... 10 ln/min
Series F-232M 3)
min. 0,14 ... 7 ln/min
Page 69 of 78
Ultrasonic Flow Sensor 2010
max. 2 ... 100 ln/min
1) with small type of valve for normal applications ( Series F-200 / F-201 )
2) with pilot-operated valve for high flow applications (Series F-202 / F-203 )
3) with vary-p-valve for high (differential) pressure applications up to 400 bar ( Series F-230 / F-231 / F232 )
Note: Mass flow meters ( Series F-110 / F-111 / F-112 / F-113 ) can be close coupled with Control Valves
( Series F-001 / F-002 / F-003 / F-033 ) to constitute a compact mass flow control assembly.
Page 70 of 78
Ultrasonic Flow Sensor 2010
Meets the following Design Requirements:
Size Requirements: No
Material: Yes
Temperature Range: No
Pressure Range: Unconfirmed
Doesn’t Obstruct Flow: Unconfirmed
Accuracy: Yes
Flow Sensor #3 – Serria Flow Instruments – Max Track Model 180
Max-Trak® Model 180 Industrial Instruments with NEMA 6 / IP67 Rating
Max-Trak® is a family of industrial gas mass flow instruments from the company that has been a
trusted name in industrial thermal mass flow meters for decades—Sierra Instruments. MaxTrak® will measure and control any clean, dry gas mass flow from 10 to 1000 SLPM, with
lower flows and higher flows available upon request.
Based upon Sierra’s successful Smart-Trak® line of digital instruments, Max-Trak® adds
rugged industrial packaging to popular premium features:
• Dial-A-Gas® multi-gas capability
• 316 stainless steel construction
• 4 types of analog and 2 types of digital communication
• a wide variety of field adjustable parameters
• compact sizes to measure and control flow rates from 10 to 1000 SLPM (higher upon request)
When added inside the industrial eclosure, the internal Compod™ programmable control
module gives RS-485/MODBUS RTU communications capability to the Model 180. Compod
greatly simplifies basic flow control installations to permit networking of multiple instruments.
Page 71 of 78
Ultrasonic Flow Sensor 2010
Meets the following Design Requirements:
Size Requirements: No
Material: Yes
Temperature Range: No
Pressure Range: Unconfirmed
Doesn’t Obstruct Flow: Maybe – Negliable pressure drop claimed
Accuracy: Yes
The following video shows how the sensor works;
http://sierratechsupport.com/video/flow_control.html
Flow sensor #4 – Thermal instrument company - Model 600-9
Summary – (http://www.thermalinstrument.com/600-9How.asp)
It's really very simple.
Page 72 of 78
Ultrasonic Flow Sensor 2010
Our Thermal Mass Flow Meters operate using a constant temperature system that employs two
RTD sensors; one for sensing temperature, and one for sensing flow. The sensor is heated to a
precise temperature above that of the fluid passing by.
The Fluid conducts heat off the sensor in direct proportion to the mass flow rate. The
temperature is used to set the heat on the flow sensor and correct for changes in the fluid
temperature.
Completely unobstructed flow; Sensor is incorporated into the outer surface protected
from the adverse conditions and out of the flow path.
Minimal pressure loss; Straight tube design helps maintain steady pressure.
Rugged construction; Provides longer life and better performance.
Handles a variety of materials; Can be used for liquids, slurries, gases, and homogenous
solids.
No moving parts to break or wear out.
MODEL 600-9 - HOW IT WORKS - No obstruction for better flow
Specifications
Accuracy: 0.5% of Full Scale or 2% of reading - whichever is better
Repeatability: Better than 0.2% of reading
Temperature Extremes: -250°F to 1100°F (-156°C to 593°C)
Pressure Extremes: Up to 60,000 psi (dependent upon size)
Response Time: Liquids less than 1/2 second, Gases 1 to 2 seconds typical (4 to 8 seconds worst
case)
Pressure Drop: Negligible - completely unobstructed straight thru flow path
Page 73 of 78
Ultrasonic Flow Sensor 2010
Flow Element: Construction meets NEMA 4, 7 & 9 explosion proof requirements
Flow Wetted Parts: 316 S.S. standard, also many exotic metals and coatings available to suit
requirements
Operating Principle:
The Model 600-9/9500 operates using a constant temperature system that employs two RTD
sensors: one for sensing temperature, and one for sensing flow. The flow sensor is heated to a
precise temperature above that of the fluid passing by. The fluid conducts heat off the sensor in
direct proportion to the mass flow rate. The temperature sensor is used to set the heat on the flow
sensor and correct changes in the fluid temperature.
Thermal Instrument's thermal mass flowmeters consist of one piece; a flow element with a
bridge controller, signal conditioner with power supply, flow signal, A/D converter, linearizing
network, 4-20 MA DC, flow output, operational flow display, and totalizer.
Page 74 of 78
Ultrasonic Flow Sensor 2010
Appendix F - Manufacturing Drawings
Page 75 of 78
Ultrasonic Flow Sensor 2010
Appendix G - Raw Data
Raw Data from pressure tests –
Trial 1 - With Sensor
Flow (CFM)
1.2
2
3
4
Flow (slm)
Pressure Drop (in of H2O)
34.0
0
56.6
0.01
84.9
0.04
113.2
0.08
1
1.2
1.6
2
2.6
3
3.4
4
Flow (slm)
Pressure Drop (in of H20)
28.3
0
34.0
0
45.3
0.005
56.6
0.012
73.6
0.028
84.9
0.047
96.3
0.073
113.2
0.08
1.4
2
2.4
2.8
3
3.4
Flow (slm)
Pressure Drop (in of H2O)
39.6
0.003
56.6
0.012
67.9
0.024
79.3
0.032
84.9
0.04
96.3
0.05
Trial 2 - With Sensor
Flow (CFM)
Trial 3 - With Sensor
Flow (CFM)
Page 76 of 78
Ultrasonic Flow Sensor 2010
Trial 4 - With Sensor
Flow (CFM)
1.2
1.8
2
2.4
2.8
3
3.2
Flow (slm)
Pressure Drop (in of H2O)
34.0
0
51.0
0.006
56.6
0.009
67.9
0.025
79.3
0.039
84.9
0.45
90.6
0.05
Trial 5 - Without Sensor
Flow (CFM)
1.6
1.8
2
2.2
2.4
2.6
2.8
3
3.2
3.6
FLOW (slm)
Pressure Drop (in of H2O)
45.3
0.009
51.0
0.02
56.6
0.028
62.3
0.03
67.9
0.04
73.6
0.053
79.3
0.057
84.9
0.062
90.6
0.077
101.9
0.085
Trial 6 - Without Sensor
Flow (CFM)
1.8
2.2
2.8
3.2
Flow (slm)
Pressure Drop (in of H2O)
51.0
0.015
62.3
0.028
79.3
0.05
90.6
0.08
Trial 7 - Without Sensor
Flow (CFM)
1.8
2.4
2.8
3.2
3.6
Flow (slm)
Pressure Drop (in of H2O)
51.0
0.012
67.9
0.033
79.3
0.051
90.6
0.062
101.9
0.084
Page 77 of 78
Ultrasonic Flow Sensor 2010
Trial 8 - With Sensor
Flow (CFM)
1.8
2.2
2.6
3
3.4
Flow (slm)
Pressure Drop (in of H2O)
51.0
0.02
62.3
0.04
73.6
0.06
84.9
0.08
96.3
0.12
1.4
1.6
1.8
2.2
2.6
3
3.2
Flow (slm)
Pressure Drop (in of H2O)
39.6
0.015
45.3
0.018
51.0
0.025
62.3
0.052
73.6
0.065
84.9
0.092
90.6
0.105
1.4
1.8
2.2
2.6
3.2
Flow (slm)
Pressure Drop (in of H2O)
39.6
0.015
51.0
0.028
62.3
0.05
73.6
0.07
90.6
0.11
Trial 9 - With Sensor
Flow (CFM)
Trial 10 - With Sensor
Flow (CFM)
Page 78 of 78