Manufacture – powder coatings and inks
advertisement

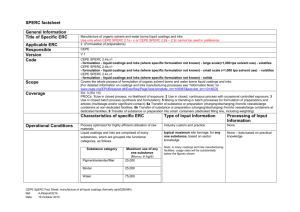
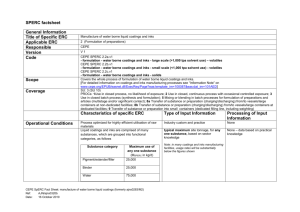
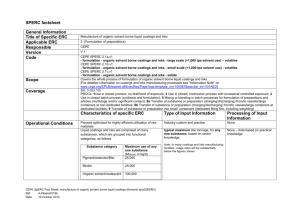
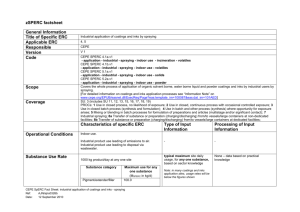
SPERC factsheet General Information Title of Specific ERC Applicable ERC Responsible Version Code Scope Coverage Operational Conditions Manufacture of powder coatings and inks 2 (Formulation of preparations) CEPE V1 CEPE SPERC 2.3a.v1 - formulation – powder coatings and inks - solids Covers the whole process of formulation of powder coatings and inks. [For detailed information on coatings and inks manufacturing processes see “Information Note” on www.cepe.org/EPUB/easnet.dll/ExecReq/Page?eas:template_im=100087&eas:dat_im=101AED] SU: 3 (SU 10) PROCs: 1 Use in closed systems, no likelihood of exposure; 2 Use in closed, continuous process with occasional controlled exposure; 3 Use in closed batch process (synthesis and formulation); 5 Mixing or blending in batch processes for formulation of preparations and articles (multistage and/or significant contact); 8b Transfer of substance or preparation (charging/discharging) from/to vessels/large containers at dedicated facilities; 9 Transfer of substance or preparation into small containers (dedicated filling line, including weighting) Characteristics of specific ERC Type of Input Information Processing of Input Information Process optimized for highly efficient utilisation of raw materials Powder coatings and inks are comprised of substances, grouped by functional categories as follows Industry custom and practice None typical maximum site tonnage, for any one substance, based on sector knowledge None – data based on practical knowledge Substance category Pigment/extender/filler Maximum use of any one substance (MSPERC in kg/d) 50,000 Binder 50,000 Additives 1,000 Note: in many coatings and inks manufacturing facilities, usage rates will be substantially below the figures shown Days Emitting 225 days per annum typical maximum site operating days, based on sector knowledge None – data based on practical knowledge Environmental Parameters for Fate Assume: - dilution factor in freshwater is 10 Dilution factors taken from REACH guidance document None CEPE SpERC Fact Sheet: manufacture of powder coatings and inks (formerly ajns0284/M3) Ref: AJN/ajns0322a Date: 29 September 2010 Calculation Emission Fractions (from the process) - dilution factor in marine waters is 100 Characteristics of Specific ERC No direct dust emissions to the air are expected. To air Initial loss from handling of solid substances is captured by air extraction devices. Emission fraction maximum 0.000097 of the substance tonnage used per site. To Wastewater/ Sewer/ Water courses No direct emissions of solid substances to wastewater. Emission fraction: 0.00 - indirect emissions via dust deposition and subsequent wet cleaning of surfaces Emission fraction: maximum 0.005 of the substance tonnage used per site. - emissions via equipment cleaning and subsequent discharge to wastewater. To Soil Appropriate Risk Management Measures (RMM) that may be used to achieve required emission reduction Emission fraction: 0.005 of the substance tonnage used per site. No emissions Type of RMM Typical Efficiency Air On-site Technology Justification i) EMISSION SCENARIO DOCUMENT ON COATINGS INDUSTRY (PAINTS, LACQUERS AND VARNISHES), OECD, July 2009 [http://www.oecd.org/officialdocu ments/displaydocumentpdf?cote =ENV/JM/MONO(2009)24&docla nguage=en] i) Adopted from the EMISSION SCENARIO DOCUMENT ON COATINGS INDUSTRY (PAINTS, LACQUERS AND VARNISHES), OECD, July 2009 [http://www.oecd.org/officialdocu ments/displaydocumentpdf?cote =ENV/JM/MONO(2009)24&docla nguage=en] Not applicable Particulates RMMs are primarily aimed at controlling emissions of particulates at the most significant emission points to atmosphere from sources within the manufacturing process where airborne particulates can be created. Typically: CEPE SpERC Fact Sheet: manufacture of powder coatings and inks (formerly ajns0284/M3) Ref: AJN/ajns0322a Date: 29 September 2010 - particulate raw materials are delivered in bulk tankers and discharged to closed silos - particulate raw materials are delivered in closed packaging (IBCs, drums, boxes, sacks) - closed transfers of particulates from storage to production equipment (e.g. metered piped or pumped additions) is used - no extraction is used on closed production equipment, when adding and incorporating particulate raw materials - use of semi-closed production vessels with extraction to atmosphere are used to maintain workplace airborne particulate concentrations below respective OELs - cyclone and bag filters, connected to (often multiple) emission sources, are used to control emissions from manufacturing plant - particulate wastes are stored in closed containers. Efficiency of particulate RMMs Bag and cyclone filters are typically rated at 99% efficient. Off-site Technology None Other None Water On-site Technology None Off-site Technology Municipal STP Soil None required Narrative Description of, and justification for, specific ERC Description: The manufacture of powder coatings and inks is a multi-stage batch process. The process is arranged to maximise the efficiency of use of input raw materials, through the highest conversion into formulated products. Process losses are reduced to the absolute minimum, through use of general and manufacturing plant extraction to maintain workplace concentrations of airborne VOCs and particulates below respective OELs; and through use of closed or covered manufacturing equipment, wherever possible, to minimise evaporative losses of VOCs. The composition of products and the overall process are such that there are no discharges of raw materials or products to waste-water or to soil from the manufacturing plant. Justification: The overall high efficiency of the coatings and inks manufacturing process is reflected in the low emission factors identified in independent assessments, such as that carried out by the UK’s Environment Protection Agency, as part of the development of an Emission Scenarios Document for the OECD. Safe Use CEPE SpERC Fact Sheet: manufacture of powder coatings and inks (formerly ajns0284/M3) Ref: AJN/ajns0322a Date: 29 September 2010 Communication in eSDS The REACH registrant establishes a set of standard conditions of safe use for a substance in the formulation of a coating or ink by adopting the conditions specified in this SPERC and recommending a Required Removal Efficiency (RRE) for adequate risk reduction. This may include the removal efficiency of municipal sewage treatment plant (RESTP,SPERC), and the efficiency of an on-site emission reduction (REER,SPERC). This information is documented in the Chemical Safety Report and communicated in the extended Safety Data Sheet. All other parameters underlying a substance exposure scenario based on this SPERC are implicitly referred to via the reference to this SPERC. Scaling (emissions to waste water only) The formulators of organic solvent and water borne coatings and inks are responsible for evaluating the compliance of their specific situations with the registrant’s information. To that end, the users need to know their site-specific substance use rate (MSite) and days emitting (TEmission,Site), onsite and offsite emission controls and subsequent total substance emission reduction efficiency (RETotal,Site = 1 – [(1 – REOnsite,Site) x (1 – REOffsite,Site)]), sewage treatment plant effluent flow rate (GEffluent, Site) and receiving water dilution factor (qSite). Adequate control of risk exists if the following relevant expression holds true: for risk driven by wastewater treatment plant microbes [MSPERC x (1 – RETotal,SPERC )] / GEffluent,SPERC [MSite x (1 – RETotal;, Site)] / GEffluent,Site for risk driven by freshwater/freshwater sediments, marine water/marine water sediments [MSPERC x (1 – RETotal,SPERC )] / (GEffluent,SPERC x qSPERC ) [MSite x (1 – RETotal, Site)] / (GEffluent,Site x qSite) for risk driven by secondary poisoning (freshwater fish/marine top predator) or indirect exposure to humans (oral) [MSPERC x TEmission,SPERC x (1 – RETotal,SPERC )] / (GEffluent,SPERC x qSperc ) [MSite x TEmission,Site x (1 – RETotal, Site)] / (GEffluent,SPERC x qSite) It is simpler and thus may be preferable to some users to compare MSite with MSafe (the maximum tonnage that can be safely used, within the prescribed operating conditions, OC SPERC and RMM, RETotal,SPERC ). Adequate control of risk exists if the following conditions are met [RETotal ,Site RETotal,SPERC, GEffluent,Site, GEffluent,SPERC and qSite qSperc] and MSafe MSite. Local amount used, emission days per year, receiving water flow rate (or dilution factor), sewage treatment plant effluent flow rate, and risk management measure removal efficiency are the adjustable parameters for emission assessment. These parameters can be refined using site-specific information, which often is obtainable with limited effort and expertise. Adjusting the assessment by refining these parameters is referred to as scaling. Scaling is applied to evaluate compliance of a specific use with a generic Exposure Scenario. For that reason, site parameter values which deviate from the default values need to reflect the actual situation. This may have to be justified on demand. The release factors are an additional set of adjustable parameters; however, refining the default values requires significant justification and, thus, is beyond the boundary conditions defined in the SPERC Factsheet. For that reason, release factor refinements do not constitute a SPERC-based assessment and must be considered an element of downstream user chemical safety assessment. CEPE SpERC Fact Sheet: manufacture of powder coatings and inks (formerly ajns0284/M3) Ref: AJN/ajns0322a Date: 29 September 2010