slides_3e_chp10
advertisement

Matching Supply with Demand:
An Introduction to Operations Management
Gérard Cachon
ChristianTerwiesch
All slides in this file are copyrighted by Gerard Cachon and Christian
Terwiesch. Any instructor that adopts Matching Supply with
Demand: An Introduction to Operations Management as a required
text for their course is free to use and modify these slides as desired.
All others must obtain explicit written permission from the authors to
use these slides.
Slide ‹#›
Quality
Rework
Quality at the Source
Slide ‹#›
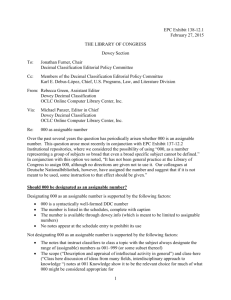
Process interruption due to rework
Scan Passenger
Passenger Prep
6
3.4
X-ray items
Retrieve items
4
2.73
Suppose 10% of bins need to be rescanned.
The average activity time to X-ray is then 0.9 x 20 + 0.1 x 40 = 22 secs
X-ray capacity is now 60 / 22 = 2.73 bins per minute.
The bottleneck’s capacity is reduced due to rework!
Hence – avoid sending re-work through the bottleneck!
Slide ‹#›
Batching and quality
= Good unit
A
B
C
= Bad unit
Suppose process A can start making defective units and once it starts to make
defective units it does so until corrective action is taken,
Suppose quality inspection to discover defective units is only done at process
step C.
With two units allowed in the buffers, there will be four defective units made
before the problem is discovered.
Slide ‹#›
Quality at the source
A
B
C
= Good unit
= Bad unit
But with 6 units allowed in the buffer, there will be 12 defective units before
the problem is discovered!
Hence:
Large batches are problematic when quality is an issue.
Large batches can lead to lots of wasted capacity – imagine if step B were
the bottleneck!
Firms should adopt “quality at the source” whenever possible:
Inspect for quality when an item is produced.
Inspect the 1st item in a batch rather than inspecting only when the
batch is completed.
Inspecting for quality is most valuable in front of the bottleneck.
Slide ‹#›
Quality and Six Sigma
Slide ‹#›
M&M Exercise
Form groups around a scale and a sample of M&M bags
A bag of M&M’s should be between 48 and 52g
Measure the samples on your table:
Compute x1, x2, x3, x4, x5
Compute x-bar and range (R)
Number of defects
All data will be compiled in master spread sheet
Yield = %tage of units according to specifications
How many defects will we have in 1MM bags?
Analysis of new sample in production environment
Slide ‹#›
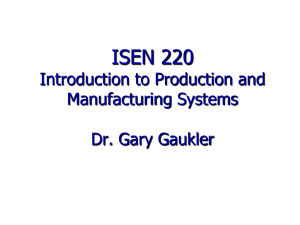
Measure Process Capability:
Quantifying the Common Cause Variation
Process capability measure
Upper
Specification
Limit (USL)
Lower
Specification
Limit (LSL)
Process A
(with st. dev A)
X-3A
X-2A
X-1A
X
X+1A X+2
X+3A
3
Process B
(with st. dev B)
X-6B
X
Cp
USL LSL
6ˆ
x
Cp
P{defect}ppm
1
0.33
0.317
317,000
2
0.67
0.0455
45,500
3
1.00
0.0027
2,700
4
1.33
0.0001
63
5
1.67
0.0000006
0,6
6
2.00
2x10-9
0,00
X+6B
• Estimate standard deviation in excel
• Look at standard deviation relative to specification limits
• Don’t confuse control limits with specification limits: a process can be in
control, yet be incapable / out of control, butSlide
still
capable
‹#›
Two Types of Variation
Common Cause Variation (low level)
Common Cause Variation (high level)
Assignable Cause Variation
• Need to measure and reduce common cause variation
• Identify assignable cause variation as soon as possible
• What is common cause variation for one person might be
assignable cause to the other Slide ‹#›
Two (similar) Frameworks for Managing Quality
Toyota Quality System
Six Sigma System
Jidoka
Andon cord
Detect,
stop,
alert
Avoid
Rootcause
problemsolving
Poka Yoke
Ishikawa Diagram
Build-in quality
Kaizen
Capability
Analysis
Conformance
Analysis
Eliminate
Assignable
Cause
Investigate for
Assignable
Cause
Some commonalities:
Avoid defects by keeping variation out of the process
If there is variation, create an alarm and trigger process improvement actions
The process is never perfect – you keep on repeating these cycles
Slide ‹#›
Detect Abnormal Variation in the Process:
Detect – Stop - Alert
Jidoka
If equipment malfunctions / gets out of control,
it shuts itself down automatically to prevent
further damage
Requires the following steps:
Detect
Alert
Stop
Andon Board / Cord
A way to implement Jidoka in an assembly line
Make defects visibly stand out
Once worker observes a defect, he shuts down the
line by pulling the andon / cord
The station number appears on the andon board
Source: www.riboparts.com, www.NYtimes.com
Slide ‹#›
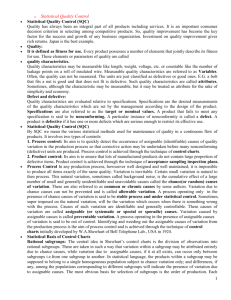
Detect Abnormal Variation in the Process:
Identifying Assignable Causes
• Track process parameter over time
- mean
- percentage defects
Process
Parameter
Upper Control Limit (UCL)
• Distinguish between
- common cause variation
(within control limits)
- assignable cause variation
(outside control limits)
Center Line
Lower Control Limit (LCL)
Time
• Measure process performance:
how much common cause variation
is in the process while the process
is “in control”?
Slide ‹#›
Root Cause Problem Solving
Ishikawa Diagram
A brainstorming technique of what might have
contributed to a problem
Pareto Chart
Maps out the assignable causes of a problem in the
categories of the Ishikawa diagram
Shaped like a fish-bone
Order root causes in decreasing order of frequency
of occurrence
Easy to use
80-20 logic
Slide ‹#›
Quality Management: Conclusion
Variation (once again) is the root cause for all operational problems
Difference between common cause variation and assignable causes
Quality and flow are tightly related
Toyota Production System (TPS) provides an integrated framework of managing
quality AND flow
Strong similarities between Six Sigma and TPS
Measure and reduce the common cause variation
Build processes that are robust to variation / operators (poka-yoke)
Detect assignable causes through control charts
Detect - Stop – Alert (Jidoka, Andon Cord)
Root cause problem solving (Ishikawa, Pareto)
Slide ‹#›