Welding faculty`s presentation I
advertisement

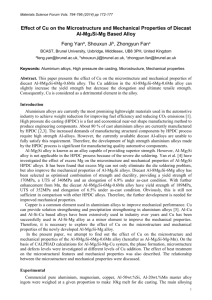
National Technical University of Ukraine – Kyiv Polytechnic Institute, 37, Peremogi ave., Kyiv, 03056, Ukraine, Ph.: +38 044 4890164, E-mail: kvas69@rambler.ru *Institute of High Current Electronics SB RAS, 2/3., Akademichesky ave., Tomsk, 634055, Russia **The E.O. Paton electric Welding Institute of the NAS of Ukraine, 11, Bozhenkastr., Kyiv, 03680, Ukraine ***Admiral Makarov National University of Shipbuilding, 9, Geroev Stalingrada ave., Mykolaiv, 54025, Ukraine, Ph.: +38 0512 431174, F.: +38 0512 421081, E-mail: welding@nuos.edu.ua The Application of High-Current Low-Energy Electron Beam for Diffusion Welding and Brazing of Materials. Abstract – The structure and strength of the surface coating layers of iron, stainless steel and heat-resistant alloy treated by high-current low-energy electron beam have been considered. The microstructure and properties of diffusion bonded and brazed joints have been studied. V.V. Kvasnytskyy, N.N. Koval*, Yu.F. Ivanov*, L.I. Markashova**, V.D. Kuznetsov, V.F. Kvasnytskyy*** Diffusion welding (DW) is the effective method of bond of materials and belongs to method of welding with pressure. In pressure welding a very important issue is surface condition. Presence on the surface of adsorbed gases and oxide films requires that surfaces be activated in order to form bonds between atoms of materials being joint. To activate surfaces there were proposed: cyclic loading, use of ultra dispersed powders, intermediate gaskets (may be fusible and infusible) and many other methods that do not always prove to be effective. Often solders are used as fusible gaskets, which requires placing of solders and complicates assembly of articles. There are also problems in manufacture of modern solders. Therefore, search of new diffusion welding and brazing technologies is vital. Purpose of this work is to study impact of surfaces, modified with high-current lowenergy electron beams, on formation of joints in diffusion welding of iron with stainless steel and heat-resistant alloys and brazing of heat-resistant nickel alloys. Fig. 1 Microstructure of welded joint during traditional DW of alloyЧС88У-ВИ, ×800 a b Fig. 2. Microstructure of modified layer of steel grade 10895 (a, ×250) and its fine structure (b, ×28000). a b Fig. 3. Fine structure of modified layer of steel grade 12Х18Н10Т (a, ×20000) and nickel - base alloy ЧС88У-ВИ (b, ×30000). Microhardness, MPa Condition of metal Steel of 10 895 Steel of 12Х18Н10Т Alloy ЧС88У-ВИ Parent metal (condition of delivery) 1180 ...1240 1210 1610...1920 1810 3290...3410 3320 Modified 1950...2290 2100 1820...2100 1980 2440...2830 2660 Dз~1,5 мкм Dз~15 мкм Fig. 4. Microstructure of modified layer of steel grade 10895 × 250 7 Fig. 5. Microstructure of welded joint of steel grades 12Х18Н10Т and 10895 with modified surfaces: ×400 b, х20 000 а Fig. 6. Microstructure of DW joint of alloy ЧС88У-ВИ with modified surfaces: (a×400), fine structure (b, c) c, х37 000 9 a, х 20 000 b, х 37 000 Fig. 7. Fine structure of DW joint with modified layer of steel grade 10895 and 12Х18Н10Т. 10 Fig.8. Change of TKLD by heating at a speed of 28 °С/с (1, 2), 2 °С/с (4,5), 1 °С/с (3) alloy of ЧС88У-ВИ, driving complete heat treatment (1,3,4) and driving hardening in water (2,5) 11 a b c d Fig. 9. Epures of plastic deformation εx (а), εy (b), εху (c) and ε ecv (d) at the temperature of 1050°С (1), 1075°С (2), 1100°С (3), 1125°С (4) and 1150°С (5) 12 , % 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0 y, % 0 -0,05 -0,10 -0,15 -0,20 -0,25 -0,30 1 2 3 а 4 5 1 2 3 b 4 5 экв, % 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0 1 2 3 3 5 c Fig. 10. Fields of plastic deformation εy (а), εxy (b) and εecv (c) at heating of DW bond of alloy ЧС88 in different structural conditions: at a temperature 1050 °С (1), 1075 °С (2), 1100 °С (3), 1125 °С (4) и 1150 °С (5) (above – heat-treated, down is the hardened metal) 13 b а Fig. 11. Surface of sample (a) and spectrum on the elements of the alloyed (b) and covered (c) surfaces layer on the alloy of ЧС88У-ВИ c 14 aа b ×600 б ×1550 Concentration of Zr, % mass h3,5…4мкм 1 7 Distance , micrometer dг ×3100 c в Fig. 12. Morphology of cross-sectional (a, b, c) and distribution of Zr (d) in a alloy of 1 2 3 4 5 6 7 2 and depths of the ЧС88У-ВИ after alloying of Zr (10 imp. at density of energies 25 J/sm 51,57 54,6 55,76 56,95 57,96 57,19 57,58 Ni 15 9,36 9,74 9,61 10,27alloyed 11,21 11,08 10,87 bench of 4 micrometer Co Cr 13,96 14,66 15,42 15,57 15,16 15,79 15,75 косой шлиф bб ×600 h10мкм 1 7 Concentration of Zr, % mass aа ×1550 Distance , micrometer dг c в ×3100 Fig. Рис.3 13. Morphology of cross-sectional (a, b, c) and distribution of Zr (d) in a alloy of 1 2 3 4 5 6 7 8 9 10 11 ЧС88У-ВИ after alloying of Zr (10 imp. at density of energies 2512J/sm213and depths of the 16 alloyed bench of 8 micrometer а b d c Fig. 14.Surface of heatproof alloys of ЧС88У-ВИ (a), Inconel 718 (b), brazing (c, d) 17 а c b d Fig. 15. Microstructure of bond of alloy of ЧС88У-ВИ by alloying of Zr δ=1,0 micrometer: (a, b) - alloyed two of bond surface, (c, d) - alloyed one of bond surface 18 Conclusions: 1. Comparison of diffusion welding of steel grades 10 895 and 12Х18Н10Т with different preparation of surfaces showed, that formation of bonded joint is most effectively conduced by modification of both surfaces to be joint. If only one surface is to be modified, it should be surface of α-iron, whose energy of crystalline structure defects is much greater than that of γ-Fe. 2. Positive effect of surface modification of dispersion-strengthened nickel alloy is caused by both modification effect (highly dispersive structure, dislocations density, etc.) and build up of high level of strains in contact of modified (hardened) layer and alloy with excessive phase producing plastic deformations in their contact zone, which is confirmed by deformation strips in the butt joint area. At this, more preferable is bonded joint of modified and non-modified surfaces. 3. It was established for the first time that impact of HCLEEB permits to braze surface of heat-resistant alloys with elements reducing melting temperature of surface layer, specifically with Zr, Hf, Nb, with bringing of introduced element concentration close to concentration in solders by changing thickness of its previously applied layer, energy density in electron beam, duration and number of pulses. 4. Brazed layer functions not only as solder but conduces to development of plastic deformations and formation of common grains in the joint. 5. Modification of surface layer of materials to be fused by change of its structure, level of structural strains, 3-d category strains, brazing with elements reducing welding temperature, is an effective means to raise quality and simplify technology of diffusion welding.