Critical Environment Challanges and Constraints of Foundries and

Critical environment challenges and constraints of foundries and feasible clean technology options
Workshop on
Sustainable Environment Practices in Foundry Sector, Kolkata
Prosanto Pal
Senior Fellow,
TERI, New Delhi prosanto@teri.res.in
24 August 2012
Outline
About TERI
Cleaner technology demonstrations in the foundry sector and
TERI’s work
Environment challenges and way forward
Origins of TERI
Conceived by Late Sri Darbari Sethi of Tata Chemicals
Registered as ‘Tata Energy Research Institute’ in 1974
1974-82 – operated from Mumbai
Moved to Delhi in 1982
Own premises at India Habitat Centre in 1994
Research orientation
Independent, non-profit, research institute
Core competencies – research, information & communication and training & outreach
Undertakes sponsored research projects in energy, environment and sustainable development areas
Major sponsors include GOI, corporate, multilateral & bilateral agencies
Outreach
Research
Information and communication
Salient features of gray iron foundries
Cupola is common melting furnace
Conventional cupolas poorly designed and operated leading to high coke consumption
No standardized design of pollution control system to control suspended particulate matter (SPM)
Commissioning of the demonstration plant
Present technology status
Cupola
– Poor furnace design
– Poor operating practices
– Non-uniform size of charge material
PCS
– Variety of PCS designs
– Short life/high corrosion
– Poor knowledge on emission standards and
PCS technology
Pollution reduction at source by
Energy Efficient Cupola
Divided blast cupola
– Reduces coke consumption by about 25%
– Increases tapping temperature by about 50º C
– Increases melting rate
Best operating practice
– optimization of blast rate
– bed preparation
– sizing the raw material
– charging practices
CPCB emission standards
Type Pollutant
Cupola
< 3 tph
> 3 tph
Particulate
Particulate
Induction furnaces Particulate
Conc. (mg/Nm 3 )
450
150
150
SO
2
– 300 mg/Nm 3
UK emission standards
Type
New cupola
Pollutant
Particulate
Existing cupola
Less than 4 tph
4 tph and more
Particulate
Particulate
Conc. (mg/Nm 3 )
20
No standard
100
SPM emissions from cupola without
PCS (1300-2200 mg/Nm 3 )
Figure 3
Common PCS types
Cyclone
Multiple cyclone
Wet cap
Venturi-scrubber
Fabric filter
Minimum Particle size, μm
> 10
Collection efficiency, %
< 85
> 5
> 5
< 95
< 95
> 0.5
> 0.2
< 99
< 99
Selection criteria of PCS
Fines in cupola emissions is high (< 5 μm 16%)
Ability to meet the 150 mg/Nm3 norm
Life of the equipment
Ability to control SO2 emissions
Different PCS initiatives in Howrah
CPCB-NML ‘cyclone’ system at M/s Crawley & Ray
NML-IFA cyclone system at M/s Shree Uma Foundries (P) Ltd, Liluah
B.E. College-WBPCB ‘wet scrubber’ at M/s Bharat Engineering Works
Jadavpur-HFA ‘cyclone and submerged wet-scrubber’ system
TERI-SDC ‘venturi-scrubber’ system at M/s Bharat Engineering Works
Spark arrestor/ dry arrestor/Chinese hat type (Coimbatore)
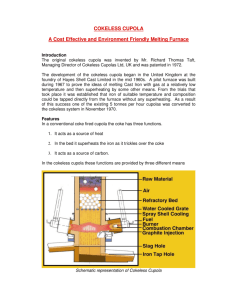
Wet-scrubber system (PCST)
CUPOLA
WATER AND
ENTRAINED DUST
TO SETTLING
TANK
DIRTY FLUE GAS
WATER
DEFLECTOR
WATER FILM
CANOPY
Photo of wet cap
Three stage wet-scrubber system
(B.E.- WBPCB)
Cyclone & submerged wet-scrubber system
Cupola conventional cyclone high efficiency cyclone submerged wet scrubber
ID fan
Twin cyclone
TERI-SDC demonstration plant
Demonstration Plant at Bharat
Engineering Works, Howrah
Commissioned 1998
DBC – Divided Blast Cupola
Bucket charging system
PCS – Pollution Control System
(venturi-scrubber)
100 ft free standing chimney
Demonstration plant
Salient features of the TERI-SDC design
Divided blast cupola
– matching molten metal requirement to cupola size
– increase stack height to utilize heat in flue gas
– proper selection of cupola blower
– proper distribution of blast air
– feedstock weighted & charged mechanically
Venturi scrubber system
– fitted with variable throat
– critical surfaces made of stainless steel
– gas tight construction with explosion doors
Photos of PCS
Energy performance
Coke charge in CC 13.6%
Coke charge in DBC 8.8 %
Energy savings 35 %
[(13.6 – 8.8)/13.6]
Gas Flow from
Cupola Furnace
Venturi
Unit LU
P
Cyclone
LSC
Bleed off
Re-circulation
Pump
Make up water
Re-circulation Tank
Figure 4
Over flow
Drain
Centrifugal fan
Stainless Steel Venturi Scrubber
Environment performance
Environment performance
(a) without PCS: 2000 mg/Nm 3
(b) with common PCS: 500 mg/Nm 3
(c) with venturi scrubber: 50 mg/Nm 3
Environmental challenges
High cost of pollution control especially for small foundry units
Pollution control cost is same for small and large foundries
Particle size analysis is most important in selection of pollution control system
Can be done using centrifugal dust classifier or image analyzer
(more accurate)
Fine particles get deposited in filter paper
Environmental challenges
Problems in isokinetic sampling : accuracy of stack velocity measurement
At no time the gas pressure at sampling point should be negative
Lowest pressure level which can be accurately measured in field conductions is about 3 m/s
If ratio of highest to lowest pitot-static reading exceeds 9:1 (ratio of highest to lowest gas velocity exceeds 3:1) new sampling position needs to be sought
Repeat the readings of gas velocity and temperature
If the sum of pitot static readings differ by more than 10% (or sum of gas velocity readings by more than 5%) the test is not accurate
Measurement of emission level using instrument based on light extinction principle (using laser light) is better
Way-forward
Adopt energy efficient DBC for all new cupola
Develop clearer guidelines for selection of PCS
Appoint independent agency to validate design, fabrication and installation
Develop approved list of vendors/fabricators for fabricating/ installing PCS
Provide soft loans for PCS
Hold regular training programs on stack monitoring and PCS design/operation for PCB staff, fabricators and entrepreneurs