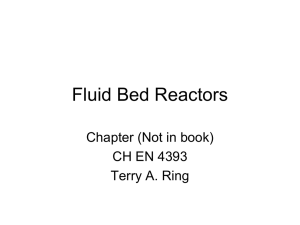
ABSTRACT In the Experiment 1.1. Fixed & Fluidized Bed the aim is to study on the fluidization in a gas-solid system. Bed heights and pressure drops are observed at different air flow rates for this purpose. It is observed that, when flow rate of air is increased the movement of particles begins after a while, that is minimum fluidization velocity, and also bubbling in the bed is seen. In the result part, pressure difference versus fluidization velocity graphs and bed height versus fluidization velocity graphs are plotted. From the graphs, minimum fluidization velocity at which pressure drop nearly becomes stable for forward direction is recorded as 10.2 cm/s while this value is 11.3 cm/s for backward direction. Yet, minimum fluidization velocity is founded as 11 cm/s experimentally. Moreover, assuming єmf equals to 0.4 and the flow is laminar, that is Rep < 20, minimum fluidization velocity is calculated as 16.0 cm/s by Ergun equation. After calculation, it is proved that the assumption of Reynold’s number of the particle is valid. Also, it is founded as 11.4 cm/s using Yu & Wen equation with ±34% standard deviation [2]. 1 Table of Contents ABSTRACT......................................................................................................................................i 1. INTRODUCTON......................................................................................................................1 2. EXPERIMENTAL METHOD..................................................................................................4 2.1 Experimental Set-up..........................................................................................................4 2.2. Experimental Procedure........................................................................................................4 3. RESULTS AND DISCUSSION................................................................................................5 4. CONCLUSION.......................................................................................................................10 5. REFERENCE..........................................................................................................................11 6. APPENDIX.............................................................................................................................12 2 1. INTRODUCTON When a liquid or gas passed at very low velocity up through a bed of solid particles, the particles do not move, and the pressure drop is given by the Ergun equation. If the fluid velocity is steadily increased, the pressure drop and the drag on individual particles increase, and eventually the particles start to move and become suspended in the fluid. The terms fluidization and fluidized bed are used to describe the condition of fully suspended particles, since the suspension behaves as a dense fluid [1]. When a packed bed of particles is subjected to a sufficient high upward flow of fluid (gas or liquid) the weight of the particles is supported by the drag force exerted by the fluid on the particles and the particles become freely suspended or fluidized. When a bed of solids is kept suspended by fluid up flow, the bed can behave in various ways. Figure 1.1 is an illustration of the stages of fluidization. Figure 1.1 Stages of Fluidization At very low flow rates channeling is observed since the fluid passes between the particles through the interstices and the flow is not be distributed across the bed. In this condition, the bed is called as fixed bed. It can be said that fixed beds are poor from the point of view of the fluid/ solid contact. As the flow rate increases, force exerted by the fluid on the particles becomes sufficient to lift the particle from the bed and to separate it from its neighbors. In this condition, state is the incipient fluidization and the bed is called “fluidized bed”. Solid/ fluid contact is improved in this state since all solid surfaces are available to the fluid. 1 As flow rate is increased more, bed goes to third stage, bubbling fluidization. This stage gives good surface area between the solid and fluid. Particles will also show a similar effect of bubbling water. Further increase of flow rate will give much more bubbling effects, which is known as slugging. This stage forms bubbles through the diameter of bed, they move up like a piston. Both the slugging and channeling stages are not desired in fluidizing systems. Conditions for Fluidization Consider a vertical tube partly filled with a solid material and air is admitted below the distributor plate at a low flow rate and passes upward through the bed without causing any particle motion. If the particles are quite small, flow in the channels between the particles will be laminar and the pressure drop across the bed will be proportional to the superficial velocity. As the velocity of air is gradually increased the pressure drop increases but the particles do not move and the bed height remains the same. This is a region where the Ergun equation for a packed bed can be used to relate the pressure drop to the velocity. When u mf is reached, particles become separated enough to move about in the bed and fluidization begins. When the bed is fluidized, the pressure drop across the bed stays constant but the bed height continues to increase with increasing flow. If the flow rate to the fluidized bed is gradually reduced, the pressure drop remains constant and the bed height decreases. However, the final bed height may be greater than the initial value for the fixed bed, since solids dumped in a tube tend to pack more tightly than solids slowly settling from a fluidized state. Figure 1.2 2 represents the pressure drop behavior with different air velocities. Figure 2.2 Pressure drop versus air velocity for a bed of solids An equation covering the entire range of flow rates can be obtained by assuming that the viscous losses and the kinetic energy losses are additive. The result is called Ergun equation: (1.1) Minimum Fluidization Velocity Minimum fluidization velocity can be obtained by an equation setting the pressure drop across the bed equal to the weight of the bed per unit area of cross section; ∆ p=g ( 1−ε ) ( ρ p− ρ ) L At incipient fluidization, ∆p =g ( 1−ε M ) (ρ p −ρ) L (1.2) ε is the minimum porosity, εM . Thus (1.3) 3 Using Equation (1.3) and Ergun equation (1.1) for ∆p at the point of incipient fluidization L gives a quadratic equation for the minimum fluidization velocity, V́ 0M : 150 μ V́ 0 M (1−ε M ) 1.75 ρ V́ 0 M 2 1 + =g( ρ p−ρ) Φ S D p ε 3M Φ 2s D2P ε 3M (1.4) According to Kunii et al.[2] particle Reynolds number less than 20, Ergun equation can be reduced to Kozeny-Carman equation. Which is expressed as below. (1.5) P 150u (1 ) 2 3 h s2 D p2 which can be derived to Eqn-1.6 in order to get minimum fluidization velocity. (1.6) umf D ( p f )g 2 p 3 2 mf s 150 1 mf 2. EXPERIMENTAL METHOD 2.1 Experimental Set-up The equipment used in the experiment is a vertical Plexyglass cylinder of internal diameter of 44 mm and glass beads of ~375 µm as bed material, through which air flows. At the lower end of the cylinder, there exists a distributor chamber so that fluid flow can be uniform. This stainless steel 4 sintered plate distributor support the bed and excessive pressure drop does not occur in the system. The set-up also contains an air compressor (P1), pressure reservoir (D2), pressure safety valve (PSV), air bypass valve (V2), rotameter (FI2), and a U-tube manometer (PdI2) as shown below; 2.2. Experimental Procedure Firstly, the unit is connected to the electrical supply. Then, bypass valve, V2, is opened completely while flowmeter, FI2, is closed completely. The compressor, P1, is started and air flow is adjusted to 200 nL/h in the rotameter. After pressure drop becomes stable, the value of pressure drop in mm Cl4 is noted with the bed height. In the rotameter, the air flow is increased with increments of 100 nL/h up to 500 nL/h and for every flow the data of pressure drop and height is recorded. From 500 nL/h, the air flow is increased to 900 nL/h with the increments of 20 nL/h. The recording step is repeated. When increasing the air flow rate from 900 nL/h to 1600 nL/h with the increments of 100 nL/h, the same procedure is followed. Finally, air flow rate is decreased with the same increments up to 200 nL/h. When the first movement and bubbles are observed, the flow rate is signed for both increasing and decreasing. 5 3. RESULTS AND DISCUSSION In the experiment air flow rate, height of the bed and pressure drop along the cylinder is recorded and data is given in Table-3.1 Table 3.1 Recorded data and corresponding fluidization velocities FORWARD Flow Rate (nL/h) 200 300 400 500 520 540 560 580 *600 620 640 660 **680 700 720 740 760 780 800 820 840 860 880 900 1000 1100 1200 1300 1400 ***1500 1600 u (cm/s) 3.7 5.5 7.3 9.1 9.5 9.9 10.2 10.6 11.0 11.3 11.7 12.1 12.4 12.8 13.2 13.5 13.9 14.6 14.6 15.0 15.4 15.7 16.1 16.4 18.3 20.1 21.9 23.8 25.6 27.4 29.2 ΔP (mm CCl4) h (cm) 42 15.7 63 15.8 85 15.8 105 15.6 126 15.4 132 15.4 137 15.5 138 15.5 139 15.5 140 15.6 140 15.7 140 15.8 140 15.9 140 16.0 140 16.1 140 16.2 140 16.3 141 16.4 141 16.4 141 16.5 142 16.7 142 16.7 142 16.8 143 17.0 146 17.5 148 18.0 150 19.0 154 19.0 150 19.5 152 20.0 156 20.5 BACKWARD Flow Rate (nL/h) 1600 1500 1400 1300 1200 1100 1000 900 880 860 840 820 800 780 760 740 720 700 680 660 640 620 600 580 560 540 520 500 400 300 200 ΔP u (cm/s) (mm CCl4) h (cm) 29.2 156 20.5 27.4 154 20.5 25.6 152 19.5 23.8 154 18.5 21.9 148 18.0 20.1 146 17.5 18.3 146 17.0 16.4 143 16.5 16.1 143 16.5 15.7 142 16.4 15.4 142 16.3 15.0 142 16.3 14.6 142 16.2 14.3 142 16.2 13.9 142 16.1 13.5 142 16.0 13.2 142 16.0 12.8 142 15.9 12.4 142 15.9 12.1 141 15.8 11.7 140 15.7 11.3 140 15.6 11.0 140 15.5 10.6 139 15.5 10.2 137 15.4 9.9 134 15.4 9.5 130 15.4 9.1 126 15.3 7.3 102 15.3 5.5 68 15.3 3.7 52 15.3 6 Data at Table-3.1 marked with (*) indicates the flow rate where the fluidization is observed at the first time. Moreover, data with mark (**) is the place where the bubbling observed during the experiment and finally data with (***) is the place where slug occurred. On the experimental set-up there is a ruler attached to the cylinder in order to ease measurement of the bed height. However at the beginning bed height is measured with another ruler in order to confirm. Those two measurements were not the same, in the calculations and curve plotting the height data is used as the ones verified according to the latter one. However, it is still expected some deviations from actual bed height, since all portions of the bed cannot be measured. According to the data fluidization velocity is calculated for each flow rate and pressure drop vs. velocity curve is plotted. Figure-3.1 is given below as the pressure drop vs. fluidization velocity. 250 200 150 Pressure drop, ΔP (mmH2O) forward backward 100 50 0 0.0 5.0 10.0 15.0 20.0 25.0 30.0 35.0 Fluidization velocity, u (cm/s) Figure 3.3- Pressure drop over fluidization velocity Minimum fluidization velocity is the least velocity needed to lift the particles from the bed. At this point pressure drop becomes constant and upward forces exerted on the particles are equal to the force due to weight of the particles. According to Figure-3.1 the minimum fluidization velocity is determined as the data where the change in pressure drop becomes nearly zero. 7 For forward direction (where flow rates have increasing order) this point is found as 10.2 cm/s with 191 mm H2O and for backward direction it is found as 11.3 cm/s with 195 mm H2O. Figure-3.2 indicates the bed height over fluidization velocity. 18.0 16.0 14.0 12.0 10.0 Bed height, h (cm) 8.0 forward backward 6.0 4.0 2.0 0.0 0.0 5.0 10.0 15.0 20.0 25.0 30.0 35.0 Fluidization velocity, u (cm/s) Figure 3.4- Bed height over fluidization velocity According to Figure-3.2 bed height is constant until the fluidization begins. After that point it starts to increase with increasing fluidization velocity. This behavior occurs as expected according to theory. Additionally, this behavior was observed more clearly at the backward direction. The increase in height occurs after the point where the fluidization begins, because until that point the flow rate of fluidization velocity are not enough to lift the particles apart. Minimum fluidization velocity can be calculated by Ergun equation (Eqn-1.1) as given in introduction section. ∆P is chosen as the point where the fluidization begins during the experiment. Viscosity term h μ is assumed the viscosity of air at room temperature [1]. This assumption may cause some deviations since the temperature of air was not exactly at 20 °C. In Ergun equation there is also a 8 term for sphericity, denoted as , and was taken as 1. By that all glass beam particles were s assumed as spheres which may not be the actual case. Additionally particle diameter was noted as 375 μm on average at the manual of the experiment and calculated by that value. However, each particles cannot be exactly in that size and taking averages of it would cause deviations, also. Finally, the void fraction ε is expected as 0.4 from equation is the bulk density and has a value of 1.5 (g/cm3) and where 1 b p b is the density of p particle and introduced to the equation as 2.5 (g/cm3). However the value 0.4 is for particles without air flow (stable particles). Therefore it is expected as more than that value when fluidization starts for particles, since particles become a little apart from each other at the fluidization. To find the void fraction Eqn-1.2 is used which takes the basis of force balance [3]. (1902 Pa) (9.81m / s 2 )(1 mf )(2500 1.204kg / m3 ) (0.11m) Density of fluid (air) is found by ideal gas law and pressure drop and height is determined from the experimental data. From equation below the εmf is found as 0.3, which is not a reasonable value for void fraction at minimum fluidization, since it is less than 0.4. To determine a theoretical value for εmf Wen Yu constant (K1 and K2) can be used where K2/2K1 equals to 33.7 and 1/K1 equals to 0.0408. These constants gives relations between εmf and ϕs. Solution gives two equations with four distinct root. Only one of them has a reasonable value of 0.415 as εmf (other two have complex roots and last one was less than 0.4). Reynolds number is assumed as the less that 20 for minimum fluidization conditions and fluidization velocity is found as 16.0 cm/s by Eqn-1.6. 9 To verify the laminar flow (Rep < 20) assumption, particle Reynolds number is calculated as 4.25 with introducing the found velocity by equation. The result indicates that the Re p D pu f assumption is valid. Minimum fluidization velocity is also calculated with Wen and Yu equation also. According to Yu-Wen , (K1) and 1.75 mf3 s , (K2) values are constant for many kinds of particles and 150(1 mf ) mf3 s2 this may cause ±34% standard deviation [2] for fine particles Wen and Yu equation is D pumf f D 3p f ( p f ) g 2 (33.7) 0.0408 2 1/ 2 33.7 From that equation umf is found as 11.4 cm/s. So far, minimum fluidization velocity values are determined in five different ways and those values are summarized at Table-3.2. Method used for finding umf umf (cm/s) Experimental observations 11.0 Graphical readings 10.2 (forward) & 11.3 (backward) Ergun equation 16.0 Yu and Wen equation 11.4 Literature 10 11 4. CONCLUSION In the experiment, Fixed and Fluidized Bed, the phenomenon of fluidization in a gas-solid system is investigated. During the experiment, pressure difference and fixed-fluidized bed height values are recorded with the different air flow rates. Fluidization velocity, pressure drop and bed height measured are tabulated at each air flow rate. The pressure drop (mm H 2O) versus fluidization velocity (cm/s) curve is plotted for both increasing and decreasing air flow rates. Additionally, the variation of bed height against the fluidization velocity is plotted. Minimum fluidization velocity is found as 10.2 cm/s and 11.3 cm/s from the pressure drop versus fluidization velocity graph for forward and backward direction of flow, respectively. Minimum fluidization velocity is also determined as 11.0 cm/s with the help of experimental observations whereas it is found as 11.4 cm/s by using Wen and Yu equation and 16.0 cm/s by Ergun equation. 12 5. REFERENCE 1. McCabe, W.L.,.Smith, J.C and Harriott P., "Unit Operations of Chemical Engineering", 7th ed., McGraw Hill, N.Y., 2005. 2. Kunii, D. and Levenspiel, O.,”Fluidization Engineering”, 2nd ed., ButterworthHeinemann, 1991. 3. Che 410 – Chemical Engineering Lab 2 web page – lab manual and web notes. 13 6. APPENDIX Sample Calculations Calculation of Fluidization Velocity: The calculation is made for 500 nL/h u= Q A where bed area, A; 2 π∗D2 π∗(4.4 cm) 2 A= = =15.2cm 4 4 3 3 L cm 1 h cm Q=500 *1000 * =138.9 h L 3600 s s 3 138.9 cm /s u= =9.14 cm/s 15.2 cm2 Conversion of ∆P from mm CCl4 to mm H2O ρ1 × g1 ×h1=ρ2 × g2 ×h2 where g1 = g2 ρ1 =1.39 g/cm3 14 h1 = 105 mm ρ2 =0.997 g/cm3 1.39 h2 g 3 ×105 mm=0.997 g/cm ×h2 3 cm =146.4 mm Calculation of Minimum Fluidization Velocity by Ergun Equation umf D p2 ( p f ) g mf3 s2 150 1 mf (375 106 m)2 (2500 1.204kg / m3 )(9.81m / s 2 ) 0.4153 12 150(0.0175 10 3 kg / m s) 1 0.415 umf 0.160m / s 16.0cm / s umf Calculation of Minimum Fluidization Velocity by Yu & Wen Equation (375 106 m)(umf )(1.204kg / m3 ) (0.0175 103 kg / m s ) (375 106 m)3 (1.204kg / m3 )(2500 1.204kg / m3 )(9.81m / s 2 ) (33.7) 0.0408 (0.0175 103 ) 2 2 1/ 2 33.7 (375 106 m)3 (1.204kg / m3 )(2500 1.204kg / m3 )(9.81m / s 2 ) 5082.11 (0.0175 103 ) 2 [(33.7)2 0.0408 5082.11]1/ 2 33.7 2.95 umf 0.114m / s 11.4cm / s 15 16