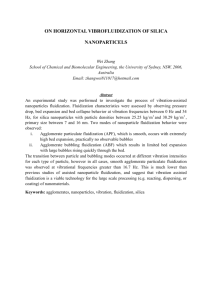
EFFECT OF COHESIVE INTERPARTICLE FORCES ON MINIMUM FLUIDIZATION VELOCITY AT HIGH TEMPERATURES Ammendola Paola and Chirone Riccardo Istituto di Ricerche sulla Combustione IRC-CNR P.le V. Tecchio, 80 – 80125 Napoli – Italy Tel. [39] 081 7682242; fax [39] 081 5936936 – E-mail: chirone@irc.na.cnr.it ABSTRACT Pressure drops and bed expansion curves have been obtained to establish the influence of temperature on minimum fluidization velocity, terminal velocity, Richardson and Zaki exponent and size of fluidized particles for three different materials belonging to Groups A, B and C of Geldart classification. Experiments have been carried out by means of a laboratory scale fluidized bed operated with and without the application of acoustic fields having different intensities and frequencies, at temperatures varying from ambient temperature up to 600°C. The experimental results have been interpreted on the basis of a simple model predicting the effectiveness of sound assisted fluidization in reducing interparticle forces. INTRODUCTION The interest in handling relatively fine particles in various industrial processes carried out at thermal levels above ambient conditions raises the question of the caution in scaling up cold models not only in the case of cohesive particles, which belong to Geldart’s C powders but also of powders classified as A (1) or B (2). Very few indications are reported in literature on the effect of temperature on fluidization quality. Yates (3) found that the correlations obtained at ambient temperature can still be used at high temperatures when variations of density and viscosity of gas and a correct value of the minimum fluidization voidage are used. However it is not clear how temperature influences the minimum fluidization bed voidage. Pattipati and Wen (4), found for a Group B material that it is not dependent on temperature. On the other hand, Botterill et al. (5), found that it depends on both temperature and particle size. Raso et al. (6) and Formisani et al. (7) found a moderate increase in minimum fluidization voidage with temperature. The influence of interparticle forces on fluidization behaviour has been suggested by various Authors (8-11, 2). Formisani et al. (8) indicated the increase in interparticle forces as the cause for temperature-dependence of particulate phase voidage and minimum fluidization velocity. Lettieri et al. (9-10) found that, depending on the material, fluidization behaviour can be dominated by interparticle forces. In this case, they found that the exponent of Richardson-Zaki (12) and the terminal velocity were much higher than those predicted by literature correlations (12,13). Also Geldart and Wong (11) found high values (4–60) of Richardson-Zaki exponent associated with high degrees of cohesiveness of materials. Lin et al (2) found a nonmonotonous trend of minimum fluidization velocity for a Group B material. Even if no direct evidence on the effect of interparticle forces on fluidization behaviour has been proved, there is a general consideration that they may play a role also in the case of Groups A and B materials. Very few indications are reported in the literature on the effect of temperature on solid-to-solid forces. With reference to van der Waals forces (14), the interparticles forces that prevail during high temperature fluidization, Osborne and Lee (15) and Visser and Maassluis (16) found that for different materials the Hamaker constant is rather insensitive to temperature. Differently, Krupp (17), Veli-Matti Kerminen (18) and Petrazzuolo (19) found a strong influence of temperature. A systematic approach to characterize the effect of temperature on the fluidization of three different powders of Groups A, B and C of Geldart classification, has been carried out in this work. Pressure drops and bed expansion curves have been obtained to establish the influence of temperature on minimum fluidization velocity, terminal velocity, Richardson and Zaki exponent and size of fluidized particles. The relevance of interparticle forces on fluidization has been highlighted by carrying out experiments under sound assisted conditions. A simple model has been developed to account for the role played by van der Waals forces on the size of fluidized particles for a multi-sizes Group A powder. EXPERIMENTAL APPARATUS AND TECHNIQUE The experimental apparatus used is shown in Fig.1. Tests were carried out with or without application of acoustic field with intensity and frequency varying between 130 and 150dB and 50 and 300Hz respectively. Tests were carried out at a temperature ranging from ambient temperature up to 600°C and using nitrogen from cylinders as fluidizing gas. Three different materials were used: ashes collected at the exit of a fluidized bed combustor and two silica sand powders. Their properties are reported in Table I. Experiments aimed at characterizing the minimum fluidization velocity. Pressure drops and bed expansion curves as a function of gas velocity were measured in Figure 1. Experimental Apparatus: 1) preexperiments carried out at different heater; 2) electric heaters; 3) 40mm ID fluidization column; 4) sound guide; 5) temperatures. Beds made of 180g were microphone; 6) loudspeaker; 7) monometer; 8) used for Group A and B materials. thermocouple. Experimental data were worked out to calculate bed voidage at minimum fluidization conditions and, according to Ergun correlation (20), average size of fluidized particles. Experiments aimed at characterizing the terminal velocity and the Richardson and Zaki exponent. Bed expansions curves as a function of gas velocity have been measured in experiments carried out at different temperatures under homogeneous expansion regime of a bed made of 180g of Group A material. Experimental data were worked out to obtain terminal velocity and Richardson and Zaki exponent. According to Stokes correlation, terminal velocities were further worked out to calculate the average size of fluidized particles. Table I. Properties of tested materials Experiments aimed at highlighting the relevance of interparticle forces Ashes Silica sand Silica sand on fluidization behaviour. Pressure < 80 6-146 300-400 Particle size, (µm) drops and bed expansion curves as a function of gas velocity were 8 60 340 Sauter diameter, (µm) measured in experiments carried Apparent density, 2000 2600 2600 out at different temperatures and 3 (kg/m ) using acoustic fields of different Sphericity factor 0.5 0.73 0.73 intensities (130-150dB) and Gerdart Classification C A B frequencies (50-300Hz). Beds made of 180g of Groups A and B powders and 80g of Group C powder were used. Experimental data were worked out to calculate minimum fluidization velocities and bed voidages for all materials and, only for Groups A and C, terminal velocities and Richardson and Zaki exponents. The average sizes of fluidized particles were evaluated according to Ergun and Stokes correlations. THEORY forces, N Adi/Ag A simplified model was used to predict the influence of temperature on the size of fluidized particles. It assumes that a small particle adheres on a larger one if its weight is smaller than van der Waals forces active at contact points between particles. Accordingly, particles of different sizes stay alone or as aggregates depending on the magnitude of cohesive and gravitational forces. Considering the aggregate of particles suspended in 1.2 the space, the application of an 25 °C 200 °C acoustic field may produce the break 400 °C 600 °C 0.9 up of the aggregate, when inertial and drag forces applied to the 10 µm 80 µm aggregate particles overcome its 0.6 cohesion. Sound affects fine/coarse particles aggregates as results of a 0.3 relative motion between particles. Coarse and fine particles follow gas 0.0 oscillations with an amplitude that -9 depends on their size and on 16x10 150 dB intensity and frequency of the 12x10-9 acoustic field. Details of the model are reported elsewhere (21). Figure 8x10-9 2A gives the displacement of particles of different size over gas 4x10-9 particles displacement, Adi/Ag. Adi/Ag = 1 means that particles oscillate as 0 gas does, Adi/Ag = 0 means that -1 0 1 2 3 4 5 10 10 10 10 10 10 10 particles are stationary in the space. For the particles size considered, frequency, Hz relatively low frequencies (f<1Hz) as Fig 2. A) Relative displacement of particles over gas well as relatively high frequencies particles displacement: Adi/Ag and B) maximum (f>104 Hz) are not able to promote a disaggregating forces and cohesive forces on a 80µm/10µm particles aggregate as a function of sound relative motion of particles. For frequency. A B frequencies larger than 10Hz, coarse particles are fixed in the space (Adc/Ag=0) and fine particles oscillate (0<Adf/Ag≤1). Cohesive forces between particles counteract the relative displacement of the particles. Coarse/fine particle detachment occurs when the disaggregating force due to particles relative motion overcomes the cohesive forces acting at contact points. According to Russo et al. (22), it is Fc, cohesive = nµFcw, with n number of contact points between particles, µ static friction coefficient and Fcw van der Waals force between particles (17). µ=0.5 (23) and n=3 have been used in calculations. The effects of temperature has been accounted for considering that: i) gas density and viscosity are temperature dependent (2): ρg=1.2x(293/T) and µg=146x10-6 T1.504/(T+120); ii) temperature does not affect the density of the solid particles; iii) two alternative considerations have been made on van der Waals forces: (A case) Fcw=cost, or (B Case) Fcw= Fcw(T) as increasing Hamaker constant (19). Figure 2B gives the highest value of the disaggregating forces due to the application of a 150dB sound field acting on a 80µm/10µm particles aggregate as a function of frequency at different temperatures. In the figure the cohesive forces active between the small and the coarse particles are also reported as horizontal lines. Disaggregating forces, negligible for frequencies <1Hz, first increase reaching a maximum value and then decrease becoming negligible for frequencies >104Hz. The increase in temperature results in an increase of the maximum disaggregating forces of a factor of 3 and also in a moderate increase of the optimal frequency of sound. The sound will be able to separate the aggregated particles when disaggregating forces are larger than cohesive forces (horizontal lines). With reference to ambient conditions (solid lines), a frequency in the range 7-300Hz is required when an acoustic field of 150dB is applied. With reference to A case, the disaggregating forces increase with temperature, while cohesive forces remain the same (solid horizontal line). This results in a larger range of operative frequencies. However, this conclusion is not fulfilled by comparing the curves of disaggregating forces with those of cohesive forces when the latter are assumed to be temperature dependent (B Case). In this case an increase of temperature results in a decrease of the range of operability frequencies and at 600°C an acoustic field of 150 dB is not able to separate the particles whatever the frequency used (dash-dot lines). EXPERIMENTAL RESULTS Group A material – Silica sand. Minimum fluidization velocity (umf), minimum fluidization bed voidage (εmf), terminal velocity (ut), Richardson-Zaki exponent (n) and average size of fluidized particles calculated by working out minimum fluidization (dumf) or terminal velocities (dut) are reported in Fig. 3 as a function of bed temperature. Data are obtained in tests carried out without the use of an acoustic field (solid symbols) and under sound assisted conditions (open symbols) with acoustic fields intensity of 150 dB and frequencies of 50, 120, 300 Hz. Also smaller intensities of the acoustic field, 130 and 140 dB were investigated and similar results have been obtained. Associated to a less sound intensity a smaller effects of sound application has been found. All the variables increase with temperature. This behaviour is not expected on the bases of purely hydrodinamic considerations on the effect of temperature on gas viscosity and density. The comparison among tests carried out with and without the application of acoustic fields shows that at ambient conditions the application of 80 ut, cm/s 0 .9 0 .6 0 .3 0 .0 εmf 10 0 0 200 400 0 .6 30 0 .5 20 0 .3 0 200 4 00 0 600 15 0 15 0 12 0 12 0 t 90 n o so u n d 50 H z 3 00 H z 1 20 H z 60 30 0 0 200 400 600 0 200 400 600 10 du , µm mf 40 0 600 0 .4 du , µm 60 20 n umf, cm/s 1 .2 0 2 00 40 0 tem p era tu re, °C 6 00 90 n o so u n d 50 H z 300 H z 120 H z 60 30 0 0 2 00 400 6 00 tem p eratu re, °C Fig. 3. Group A material – Silica sand. Minimum fluidization velocity, bed voidage, terminal velocity, Richardson-Zaki exponent and average sizes of fluidized particles as a function of temperature. sound involves a remarkable reduction of all considered variables. Increasing temperature, there is lower and lower influence of sound application that eventually vanishes for bed temperature of 600°C. The frequency of the acoustic field shows a non monotonous trend: 120Hz is the most effective frequency. The value of Richardson and Zaki exponent at ambient conditions without sound, n=20, is relatively high and it increases up to n=30 as temperature increases up to 600°C. Such high values of n are representative of high degrees of cohesiveness of the material (11) and its increase with temperature indicates an increased role of cohesive forces. The application of an acoustic field reduces n by a factor of 3, 5<n<10. The comparison among average sizes of fluidized particles calculated working out minimum fluidization or terminal velocities shows that, whatever the procedure used, similar values and trend are obtained. In both cases the average sizes of fluidized particles obtained without sound are larger than the average size of the material, 60µm. The application of sound generally reduces the size of fluidized particles even if the effect decreases as temperature increases and vanishes at temperature of 600°C. With reference to the simple model presented in Theory section it must be noted that predictions are in agreement with experimental findings. For example, considering the powder made of only two particle sizes, 80µm and 10µm, with relative weight fractions of 0.9 and 0.1, the model indicates the formation of 84µm aggregates. This size is very close to those found in fluidization experiments without sound at ambient temperature. An acoustic field of 150dB and 120Hz is able to break up 80/10µm aggregates and this should result in the decrease of average size of fluidized material to 60µm. The effect of an increase of temperature can be only umf, cm/s 20 partially justified by theory when an increase of cohesiveness of the material 15 with temperature is assumed (B Case). 10 Group B material – Silica sand. Minimum fluidization velocity (umf), 5 minimum fluidization bed voidage (εmf) and 0 average size of fluidized particles 0.6 calculated by working out minimum fluidization velocities (dumf) are reported in 0.5 Fig. 4 as a function of bed temperature. 0.4 Analysis of figure shows that, as expected on the basis of purely hydrodnamic 0.3 considerations, minimum fluidization velocity decreases with temperature and 400 bed voidage at minimum fluidization conditions increases. The effect of 200 no sound temperature on average size of the 140 dB - 120 H z fluidized particles is limited. The 0 0 200 400 600 comparison among tests carried out with tem perature, °C and without sound shows a small reduction of all variables but no effects on Fig. 4. Group B material – Silica sand. Minimum their trends. For instance, considering fluidization velocity, bed voidage and average ambient temperature experiments, the sizes of fluidized particles as a function of temperature. average size of fluidized particles without sound application is 410µm, while that obtained with sound application reduces to about 300µm. Both values are close to the average Sauter diameter, 340µm, of the material. The differences are likely to be related to the effect of sound on the removal of some smaller particles originally adhering on the material. Group C material – Ashes. Minimum fluidization velocity (umf), minimum fluidization 200 400 600 0 200 400 600 mf du , µm εmf 0 2 .5 0 .0 9 u , cm/s u , cm/s 2 .0 t mf 0 .0 6 0 .0 3 1 .5 1 .0 0 .5 0 .0 0 0 200 400 600 0 .0 800 0 200 400 600 800 0 200 400 600 800 20 0 .6 5 mf 15 ε n 0 .6 0 10 0 .5 5 0 200 400 600 d 0 30 800 20 20 ut umf , µm 30 d , µm 0 .5 0 5 10 0 140 dB - 100 H z 140 dB - 120 H z 0 200 400 600 te m p e r a tu r e , ° C 800 10 0 140 dB - 100 H z 140 dB - 120 H z 0 200 400 600 800 te m p e r a t u r e , ° C Fig. 5. Group C material – Ashes. Minimum fluidization velocity, bed voidage, terminal velocity, RichardsonZaki exponent and average sizes of fluidized particles as a function of temperature. bed voidage (εmf), terminal velocity (ut), Richardson-Zaki exponent (n) and average size of fluidized particles calculated by working out minimum fluidization (dumf) or terminal velocities (dut) are reported in Fig. 5 as a function of bed temperature. Data are obtained in tests carried out only under sound assisted fluidization conditions, SPL=140dB and f=100 and 120Hz (open Symbols) due to the impossibility of obtaining an ordinary fluidized state. With the exception of terminal velocities, which are relatively constant, all variables increase with temperature. 100 Hz frequency of sound results into smaller particle size and therefore a higher effectiveness of agglomerates breaking-up. n varies from 8 to 18 as temperature increases from ambient to 500°C. These relatively high values are indicative of elevated degrees of cohesiveness of material even in conditions of sound assisted fluidization. LITERATURE CORRELATIONS PREDICTIVITY 0 (umfexp/umft-1)*100, % (nexp/nt-1)*100, % (utexp/utt-1)*100, % (umfexp/umft-1)*100, % Experimental values of minimum fluidization velocity, terminal velocity and Richardson-Zaki exponent, obtained for the Groups A and B materials with and without the use of acoustic fields, were compared with values predicted by available correlations. Ergun (20), Stokes (13) and Richardson and Zaki (12) correlations were used. Minimum fluidization velocities were calculated in two cases: i) considering a constant value(obtained at ambient temperature) of minimum fluidization voidage with temperature (ε0); ii) assuming for each temperature the values of minimum fluidization voidage from experiments (5). Figures 6 and 7 give the deviation of εmf=ε0=const correlations from experiments. For Group 600 εmf=εmf(T)exp A material, without sound (solid symbols), εmf=ε0=const 400 deviations of correlations increase with εmf=εmf(T)exp temperature up to deviations as high as 200 400%-500%. Accounting for temperature effects on minimum fluidization voidage 0 there is a strong effect on minimum fluidization velocity predictions whose 600 deviations are reduced. Deviation are smaller if data from sound assisted 400 fluidization experiments (open symbols) are considered. The reduction of 200 interparticles forces increases the 600 400 200 0 0 200 400 600 temperature, °C Fig. 6 Group A material – Silica sand. Deviation of Ergun (20), Stokes (13) and Richardson and Zaki (12) correlations from experiments. 100 εmf=ε0=const 80 εmf=εmf(T)exp 60 40 20 0 0 200 400 600 temperature, °C Fig.7 Group B material – Silica sand. Deviation of Ergun (20) correlation from experiments. predictivity of the correlations. This effect is rather limited for terminal velocities but it must be considered that relatively large uncertainties are due to the extrapolation of bed expansion curves. For Group B material, predictions of minimum fluidization velocity is rather good, deviations smaller than 20%, especially when accounting for temperature effects on minimum fluidization voidage. CONCLUSIONS • • • • • The influence of temperature on fluidization has been investigated for three materials of Groups A, B and C of Geldart classification. The behaviour of group A and C powders can hardly be explained on a purely hydrodynamic basis on the effect of temperature on gas viscosity and density. The different role played by interparticle forces on fluidization of Group A, B and C powders has been highlighted by comparing experimental findings in ordinary and sound assisted fluidization. Deviations of literature correlations for Group A material are relatively high and increase with temperature. These decrease when cohesive forces diminish. Literature correlations are suitable for Group B material especially when accounting for temperature effects on minimum fluidization voidage. A simple model has been presented to account for the role played by van der Waals forces on the size of fluidized particles in the case of multi-sizes Group A powders. The model can account for temperature effects on both hydrodynamic and cohesive forces. REFERENCES 1. P. Lettieri, J. G. Yates, D. Newton, Powder. Tech., 110, (2000), 117-127 2. C.L. Lin, M.-Y. Wey, S.-D. You, Powder Tech., 126, (2002), 297-301 3. J. G. Yates, Chem. Eng. Sci., 51, (1996), 167-205 4. R. R. Pattipati, C. Y. Wen, Ind. Eng. Process. Des. Dev., 20, (1981), 705 5. J. S. M. Botterill, Y. Teoman, K. R. Yuergir, 15, Chem. Eng. Com.., (1982), 227 6. G. Raso, M. D’Amore, B. Formisani, P. G. Lignola, Powd. Tech.,72,(1992), 71 7. B. Formisani, R. Girimonte, L. Mancuso, Chem. Eng. Sci., 53, (1998), 951-961 8. B. Formisani, R. Girimonte, G. Pataro, Powder Technology, 125,(2002), 28-38 9. P. Lettieri, D. Newton, J, G. Yates, Powder Technology, 120, (2001), 34-40 10. P. Lettieri, D. Newton, J. G. Yates, Powder Technology, 123, (2002), 221-231 11. D. Geldart, A. C. Wong, Chem. Eng. Sci., 40, (1985), 653 12. J. F. Richardson, W. N. Zaki, 32, Trans. Inst. Chem. Eng., (1954), 35-50 13. R. H. Perry, D. Green, Perry’s Chem. Eng. Handbook, 6th, Sect.5, McGraw-Hill 14. H. Krupp, Adv. Colloid. Interface Sci., 1, (1966), 4176-4180 15. Osborne, Lee, Chem. Eng. Sci., 22, (1968), 1293 16. Visser, J. Maassluis, Powder Technology, 58(1), (1989), 1-10 17. H. Krupp, Adv. Colloid. Interface Sci., 1, (1967), 111-239 18. Veli, Matti Kerminen, Aerosol Science and Technology, 20, (1994), 207 19. M. Petrazzuolo, Thesis in Chem. Eng., (1995), University Federico II, Naples, Italy 20. J.F. Davidson, R. Clift, D. Harrison, 1985, “Fluidization II”, Academic Press 21. P. Ammendola, Thesis in Chem. Eng., (2003), University Federico II, Naples, Italy 22. P. Russo, R. Chirone, L. Massimilla, S. Russo, Powder Techn., 82,(1995), 219 23. W. Flugge, 1962, Handbook of Eng. Mech., McGraw-Hill, New York