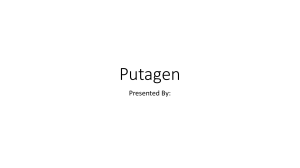
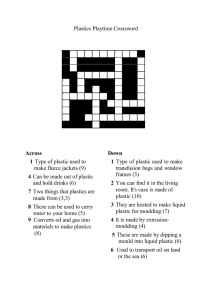
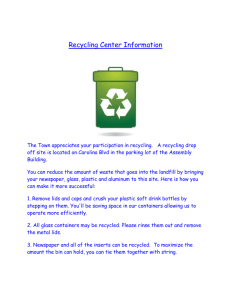
Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 Contents lists available at ScienceDirect Journal of Analytical and Applied Pyrolysis journal homepage: www.elsevier.com/locate/jaap Pyrolysis of plastic waste: Opportunities and challenges a, a a b a Muhammad Saad Qureshi *, Anja Oasmaa , Hanna Pihkola , Ivan Deviatkin , Anna Tenhunen , Juha Mannilaa, Hannu Minkkinena, Maija Pohjakallioc, Jutta Laine-Ylijokid T a VTT- Technical Research Centre of Finland, Tietotie 4C, Espoo, Finland Department of Sustainability Science, School of Energy Systems, Lappeenranta-Lahti University of Technology LUT, 53850, Lappeenranta, Finland Sulapac Ltd, Iso Roobertinkatu 21, 00120, Helsinki, Finland d FCG Finnish Consulting Group Ltd., Osmontie 34, PL 950, 00601, Helsinki, Finland b c ARTICLE INFO ABSTRACT Keywords: Pyrolysis Plastic waste Chemical recycling Circular economy Environmental impact With current low recycling rates and exponentially increasing production of plastics there is an increase in plastic material wastage, and thus new technologies are needed for waste refining. Presently in Europe, only about 10% of plastic waste is recycled, most of which is achieved through mechanical recycling. Chemical recycling methods like pyrolysis could significantly increase these recycling rates, as it can utilize mixtures of waste plastics unlike mechanical recycling. It can also be used to treat waste of many novel materials, such as composites, especially in the emerging phase when the volumes of the new materials in markets are low making separate collection of waste not a cost-efficient option. Pyrolysis offers an environmentally sound alternative to incineration and inefficient landfilling. Currently, main challenges for pyrolysis of plastic waste are unavailability and inconsistent quality of feedstock, inefficient and hence costly sorting, non-existent markets citing lack for standardized products, and unclear regulations around plastic waste management. Possible solutions could include tight cooperation between feedstock providers and converters for securing steady quantity and quality of feedstock. Advanced pre-treatment would provide the basis for cost-effective recycling. The classification of pyrolysis liquid as a product instead of waste is needed, and the REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) registration should be carried out to standardise the liquid oil as a product. In addition, sustainability impacts need to be clearly positive. 1. Introduction The recycling industry together with the waste management operators are facing two common challenges related to development of new business: most of easily recyclable waste is already being recycled and secondly, the secondary raw materials markets are challenging as prices of secondary raw materials compared to primary raw materials are not typically price competitive and overall the markets for secondary raw materials are still not properly established. This increases the demand for the development of new technological solutions that techno-economically compete with new materials - technological developments in waste collection, sorting and recycling processes can result in efficiency gains and increased usage of recycled plastics in new products. Mechanical recycling of plastics alone, given the limitations of the technology, is insufficient to meet the demands of the of the projected recycled plastics markets; therefore, feedstock recycling technologies where a material is recycled into its basic monomers are being sought for. Going back to and starting further processing from ⁎ monomers also ensures that legacy substances are not transferred to new products which enables safe and circular economy. In 2017, 348 million tonnes of plastic were produced globally and it is estimated that this demand will quadruple by 2050 [1,2]. Since 1950s plastics mass production, global plastic waste is estimated to be 6300 million tons, of which 79% has accumulated in landfills and environment [3]. It has been almost 40 years since the recycling symbol for plastics was introduced and still just 14% of plastic packaging is collected today and only 2% is closed-loop recycled into the same quality material [4]. The demand for efficient and cost-effective recycling technologies is acute – only about 10% of plastics produced in Europe is presently recycled (Fig. 1), and almost all commercial plastic recycling plants use mechanical recycling routes. In mechanical recycling plastic is sorted, washed, melted into granulates and finally formed into new products. Currently in Europe, approximately over 5 million tonnes of plastic waste is mechanically recycled and only around 50,000 tons of plastic waste is chemically recycled. [5] Typical plastic waste recycling systems are logistically more complex with Corresponding author. E-mail address: muhammad.qureshi@vtt.fi (M.S. Qureshi). https://doi.org/10.1016/j.jaap.2020.104804 Received 31 October 2019; Received in revised form 15 February 2020; Accepted 2 March 2020 Available online 06 March 2020 0165-2370/ © 2020 Elsevier B.V. All rights reserved. Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. Fig. 1. Recycled volumes of plastics in Europe in 2015. [7]. separate collections and several different flows than other traditional waste processing systems, like metals or paper which results in higher plastic waste management costs [5]. Thus, mechanical recycling works best with separately collected plastics, and fails to efficiently recycle mixed plastic waste. However, for example, 40–60 % of separately collected plastic waste in Finland ends up being incinerated [6]. Situation is similar at the European level, where a large share of plastics collected for recycling ends-up as rejects during recycling (see Fig. 1). There are multiple bottlenecks and challenges that hinder the increase of recycling of plastic waste. Apart from economic infeasibility, there are also multiple technical challenges. Complexity of plastic recycling increases when dealing with more challenging plastic products like multi-layer materials or plastics that contain harmful substances as additives like brominated flame retardants, phthalates, etc. [8]. Besides mechanical recycling technologies, there are also chemical routes to recycle the plastic waste. Chemical recycling technologies [2,58,60] are likely to play a crucial role in the transition towards circular economy and closed-loop recycling of materials and compounds like hydrocarbons. These technologies enable the removal of hazardous substances and thus the handling of challenging waste streams. Commitment from materials and chemicals producers to use raw materials from secondary sources is a prerequisite for the development of sustainable, feasible and cost-efficient chemical recycling value chains. One of the most important chemical recycling technologies is pyrolysis, also referred to as thermolysis. Pyrolysis is degradation of organic materials under the effect of heat and in the absence of oxygen [9]. Depending on the process conditions, pyrolysis yields typically a mixture of molecules in the form of liquid or wax as main products [10]. Produced liquid or wax can be refined into chemicals or fuels [11,12,88]. Table 1 presents examples of pyrolysis products from different polymers. It is of special interest that some resins, like polystyrene (PS), polymethyl methacrylate (PMMA), and polyamides (PA) produce high yields of their monomers upon thermal degradation. However, collected plastic waste of municipal origin is often a mixture of various plastics and, therefore, yields a mixture of products including different hydrocarbons of various chain lengths. In order to improve the recycling of mixed plastics, several steps should be undertaken. This demands the optimization of the whole value chain from waste collection to recycled products, the efficiency of collection, monitoring and sorting to produce suitable feeds to target products. According to the EU Plastics Strategy report published in 2019 and circular economy principals, it is essential to apply eco-design approach to plastic products and whole value chain. Furthermore, it is even more fundamental to introduce the approach especially in the early stages of plastic value chain, e.g. in material and product design, to ensure circularity at the end-of-life stage. [13]. A holistic approach is required and optimal solutions can be formed, e.g. by integrating mechanical and chemical recycling. Pyrolysis is an interesting possibility for safe circular economy as it can handle legacy additives and harmful substances and stop the transfer of these substances into new products. Besides techno-economic feasibility, the environmental sustainability of the value chain is a key issue in further development and commercialization. A life cycle approach is necessary for an overall evaluation related to environmental impacts and benefits [14]. Important sustainability aspects relate to plastics recycling include possibilities for reducing greenhouse gas emissions, reducing the need for primary raw materials and removing harmful substances. In case the products from pyrolysis would be used as a fuel, the requirements of the European Renewable Energy Directive (REDII) would need to be considered. This paper discusses the underlying opportunities and challenges related to pyrolysis of plastic waste. It includes among others, data Table 1 Examples of pyrolysis products from different polymers. Modified from Ref. [12]. Resin Major origin of waste Low temperature products* High temperature products* PE PP PS PA-6 PMMA PET PU PVC Household, industrial plastic packaging, agricultural plastics Household and industrial packaging, automotive Household, industrial plastic packaging, construction, demolition, WEEE Automotive waste Automotive, construction waste Household plastic packaging Construction, demolition, automotive Construction plastic waste Waxes, paraffins, Waxes, oils Styrene, its oligomers ԑ - Caprolactam Gases and light oils Gases and light oils Styrene, its oligomers, PAH Terephthalic acid, Di-isocyanate HCL, benzene MMA (methyl methacrylate), benzene, benzoic acid, formaldehyde, acetaldehyde, CO2, CO Methane, CO, aromatics Toluene PE = Polyethylene, PP = Polypropylene, PS = Polystyrene, PA-6=Polyamide 6, PMMA = Polymethyl methacrylate, PET = Polyethylene terephthalate, PU = Polyurethane, PVC = Polyvinyl Chloride, HCl=Hydrochloride, WEEE = Waste Electrical and Electronic Equipment, PAH = Poly Aromatic Hydrocarbons. * Low temperature refers to < 400 °C, High temperature refers to >700 °C. 2 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. created in a Finnish Business Finland granted national research project “Sustainable high value products from low-grade residues and wastes”, [15] where the overall goal was to generate novel sustainable solutions for bio and circular economy meeting the research needs of the Finnish industry. During the project, the whole value chain from pretreatment of industrial plastic waste feedstocks via pyrolysis to products was studied. The paper is organized as follows: First, the main technical opportunities and challenges related to pyrolysis of plastic waste are discussed. Secondly, two potential solutions are presented. Thirdly, main opportunities and challenges related to the operational environment, namely sustainability requirements and complex regulatory framework are discussed. The final part of the paper consists of a concluding summary that presents recommendations for future development of pyrolysis of plastic waste. 2. Technical opportunities simple process, it has the capability to treat various kinds of plastic waste ranging from packaging waste to more complex materials, like rubber and plastics from WEEE (waste electrical and electronic equipment), hospital waste, and ELV (end of life vehicle) which are contaminated with toxic and hazardous substances [12,21–27]. Pyrolysis of plastics besides liquid products generates also hydrocarbon rich gas, which has, depending of feed and conditions, a heating value of 25–45 MJ/kg [15] making it ideal for energy recovery. Therefore, in many cases [9] the pyrolysis gas is circulated back into the process to extract the energy for the heating purpose. This use of pyrolysis gas for heating substantially reduces the reliance on external heating sources. Depending on the scale of operation pyrolysis technology allows efficient downscaling to small plants making them essentially als mobile [15,28]. These portable systems could be installed on the waste concentration sites where the feedstock is abundant but the transport costs are high. For example, in Finland scalable pyrolysis solutions are possible to locate in inhabited regions per environmental permits [29]. 2.1. Quality of the feedstock 2.3. Product selection Plastic waste is generally classified into two broad categories: postindustrial and post-consumer. The characteristics of these waste streams are quite different. While the post-industrial plastic waste is of clean, consistent quality and has usually defined composition, the plastic waste collected from consumers is rather dirty and is contaminated with different sorts of foreign materials including organic waste, wood pieces, glass, metals etc. This makes the post-consumer waste non-ideal for mechanical recycling unless otherwise thoroughly cleaned and separated. This dirty and heterogeneous plastic waste stream is usually incinerated or landfilled. Plastic materials deteriorate gradually over their lifetime. This deterioration results from several factors including sunlight, air, water, thermal stresses from cold and hot conditions, chemical and biological degradation from different contact materials, etc.. Oxygen contributes to the photo-oxidative degradation of plastics, which cause material embrittlement, colour change, cracks, and other changes [16]. In most cases, these degradations in the properties of the plastic material renders the materials unfit for recycling into high-end applications and in some cases even unfit for mechanical recycling at all. Pyrolysis of plastic on the other hand allows such plastic waste to be valorized into valuable fuel oil/monomers. Although, there is a limit to what can be fed to pyrolysis process, in comparison to mechanical recycling it can tolerate considerably higher levels of contaminants in the feed which makes it attractive in terms of economics, considering reduced number of pretreatment steps needed upstream [17]. Integrated chemical recycling of wood waste and plastic waste via pyrolysis is also an interesting option. The possibilities and process optimisation of pyrolysis based on co-feeding of wood-based waste and plastics waste have been studied for example by Sajdak et al. [18,19]. It should also be noted that many novel material innovations are either composites consisting of several types of polymeric materials or completely novel polymer resins. For them integrated pyrolysis could provide a feasible means for recycling especially in the emerging phase when the volumes of the new materials on market are low, and thus separate collection of waste is not a cost-efficient option. The pyrolysis process gives the freedom to tune the product by varying the reactor type, operating conditions and use of catalysts. This is highly advantageous in terms of the economics of the whole process. While in most cases, the pyrolysis liquid yield is the main goal of the process, the process can be adapted to optimize the production of wax [30], monomers [12], aromatics [31–34] or selective chemicals [35,36] with the use of a suitable catalyst [37–40]. 2.4. Energy storage The main distinction between pyrolysis and other thermochemical conversion techniques is that it allows the waste to be converted primarily into liquid oil and wax. These products can be efficiently/feasibly stored and utilized flexibly as an energy source. [41] 2.5. Industrial integration The oil and wax obtained from the waste plastic pyrolysis are rich in hydrocarbons, which makes them an ideal raw material for a refinery. Several studies have been carried out to simulate the integration of pyrolysis of plastics to conventional refinery. Also, the integration has been tested for example at the ReOil pilot plant at OMV oil refinery in Austria [42], where the plastic waste is pyrolyzed and the liquid is fed to the refinery unit. Though compared to the crude oil, the scale is very insignificant at the moment, but the proof of concept is validated. A recent report by McKinsey states that waste plastics derived feedstocks will play a crucial role in the renewal of the whole petrochemical industry. McKinsey estimates that by 2030 one third of the plastics entering the global market could be manufactured from recycled plastics. [43] This would necessitate considerable increase in mechanical recycling and in the use of thermochemical technologies which convert waste plastics to cracker feedstock for the petrochemical industry. The estimate is that it would also be economically beneficial for the petrochemical industry and for the plastics industry, assuming a $75-a-barrel (approximately 159 litres) oil selling price and an effective regulatory framework reinforced by supportive behaviour from other industry stakeholders and consumers. 2.2. Simple and advantageous process Pyrolysis technology has been developed over the years to valorise organic materials into valuable liquid fuels. Extensive research has been dedicated to the process to cater the variable needs of the products and challenges arising from the different feedstock types. It also entails considerable efforts in designing new reactor types over the years to optimize the organic yields while minimizing the energy needs. Pyrolysis is a mature technology and commercial plants are operating for biomass [20] and for plastics (Table 2). While pyrolysis is rather 3. Technical challenges 3.1. Feedstock availability The non-availability of plastic waste has been one of the main factors in the past why many plastic recycling initiatives failed despite being technically sufficient [9,44]. In order to accomplish economically feasible pyrolysis of plastic waste, a steady flow of rather consistent 3 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. Table 2 Reactor comparison for plastic thermolysis. Modified from [49]. BFB = Bubbling fluidized bed, CFB = Circulated fluidized bed. quality feedstock is required. Also, pointed out by Ragaert et al [63], the economics is dependent on the large volumes of feedstock. In the past, nearly all plastic waste was exported to Asian countries and particularly to China from the EU countries. However, in 2018 China banned and stopped the import of plastic waste citing environmental and health consideration. The ban triggered some of the export of plastic waste to other developing countries. In 2019, the United Nations’ Basel Convention that manages flow of toxic waste from richer to poorer countries was amended to also include plastic waste and signed by nearly all, 187, countries. Consequently, large volumes of the waste plastics now remains in the EU countries to be treated locally. In order to deal with this change, many initiatives, regulations and programs in the EU countries are launched to increase the recycling rates of plastics by bringing innovations to plastic recycling methods. For example, by 2025, 55% of plastic packaging needs to be recycled, which is more than twice the current volume [13]. Considering these drastic changes to waste recycling value chains, while it is important to have the waste supplier in the recycling value chain, the feedstock non-availability will most likely not be a major bottleneck in future. designed to tolerate high concentrations of PVC in the feed during pyrolysis [44–48,59,76,77] or before pyrolysis using hydrothermal treatment [76], mechano-chemical treatment [77] and subcritical water extraction [78], it is generally avoided in the feedstock. PVC is mostly used in the construction sector and is not among the highest contributor in the packaging industry [61,62]. However, PET is found in abundance in the packing industry. While mechanical recycling of PET is well established, chemical recycling of PET such as by glycolysis, methanolysis, hydrolysis etc. enables PET to be completely depolymerized into its monomer constituents terephthalic acid, dimethyl terephthalate, bis(hydroxylethylene) terephthalate (BHET), and ethylene glycol [63]. In most cases the recycled PET from mechanical recycling is used in cascaded application owing to inferior material properties. Furthermore, these techniques are still however limited to clean PET feedstock which motivates the collection of clean PET plastics. For the PET found in the packaging waste, there has been few methods to catalytically prevent the formation of high boiling terephthalic acid while treating it with other polymers in pyrolysis [79–81]. 3.2. Feedstock selection 3.3. Pretreatment and material feeding Plastics collected from different waste streams are very heterogeneous. The types of polymer mixtures vary significantly from packaging to WEEE or from ELV to agricultural waste streams. Polyolefins dominate as major shares of plastic items, PET and PVC are also found in various streams. While polyolefins make an ideal feed for pyrolysis, degrading into valuable hydrocarbon products, PET and PVC type plastics are problematic in the feed and are limited in the feedstock mixtures to less than 5% and typically around 1 to 2% [9]. The thermal degradation products of these polymers are detrimental to the process and product. PVC upon thermal degradation produces chlorinated hydrocarbons and HCl, which causes corrosion in the reactor and renders the oil halogenated. PET tends to decompose into phthalic acids deteriorating the oil quality in addition to clogging the pipes. The pyrolysis of PET with PVC enhances the formation of organic chlorine [75]. While in many cases in the past, several pyrolysis processes were Pretreatment of plastic waste is an essential step before pyrolysis. It must be ensured that plastic waste is not contaminated with foreign materials such as metals, wood etc. In order to maintain the economic feasibility of the Plastic to Fuel (PTF) plant, the plastic waste must be presorted. The origins of the plastic waste also plays an important role because plastic items from different sources have different shapes and sizes. In many cases, it is challenging to process such waste without pretreatment and therefore it is necessary to uniformly size them by crushing and sieving before feeding into the pyrolysis process. This is an additional step which incurs an extra cost to the whole process. However, in some cases, feeding big items and with various shapes and densities is not a limiting factor. For example, rotary kilns can accommodate plastic waste with varied shapes and sizes. For some reactors, especially fluidized bed reactors, the feedstock should be more or less evenly sized to have the uniform thermodynamics in the reactor. In 4 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. order to cope up with this challenge, several feeding devices have been tested. Some plants use screw feeders while the use of hydraulic feeding system is not uncommon. Plastic films are difficult to feed through the screw feeders; they tend to entangle around the screw. They also form a melt on the heated screw making it difficult for the system to continue with feeding. [9] waste [12,24–27]. One good example is the Haloclean process developed by Hornung et al [65] to treat the thermosetting composites like electronic scrap. The system is based on an airtight rotary kiln equipped with metal spheres to promote heat transfer. Screw reactors are also used for feedstock recycling, for example, a German project ResolVe [87] aims at recycling Polystyrene into monomer styrene through depolymerization. Kiln reactors have simple design and are in general good for treating complex waste of different feedstock shape and size, however if not optimally designed they suffer from poor heat transfer and temperature control resulting in fussed polymer material to the interiors of the reactor. Vacuum pyrolysis has been mainly developed commercially through Pyrovac process by Christian Roy [50,53]. In its recent form the pilot reactor, capacity of 50 kg/h uses a vertical formation which is heated by the non-condensable gases. The hollow heating plates are disposed one above the other to allow liquid plastics to travel from top to bottom. These plates allow the plastic thermal decomposition through internal circulation of hot eutectic salts. The eutectic salts are acting as a heat carrier and provide an uniform and elevated temperature in the system. Another feature of the process is the advanced design of a condensing system directly enabling a fraction of a diesel fuel (75% v/v), and separately, a fraction of gasoline fuel (25% v/v). Vacuum pyrolysis protects monomers generated from the pyrolysis from repolymerization. These reactors in general are heated from the outside which means that they do not have good heat transfer also these reactors could be costly given the pressure requirements. Melting vessels or stirred-tank reactors (STR) are the most common types of reactors used in various chemical processes. They have also been applied to plastic pyrolysis in the past such as in Smuda process from Poland and Hitachi Zosen process [51]. The company Plastic Energy Limited, is a very good example of the STRs employed for plastic pyrolysis. Various reactor configurations exist employing in situ heating by an oil or vapor upgrading by a catalyst such as in the Thermofuel process. These reactors are quite flexible with residence time but are characterized by insufficient heat transfer though in some case assisted by a stirrer, which results in heat gradients in the reactor and induce secondary reactions [15,49,60]. As pointed out by Butler et al [51], they may require big infrastructure and frequent maintenance. Microwaves reactors have recently been used to pyrolyse plastic material. Besides many advantages this technology suffer from poor thermal conductivity (very low di-electric constants) of plastics especially in the microwave frequency range creates problems. Hence, some conductor materials need to be included to the shredded plastic waste for e.g. graphitic carbon or inorganic oxides [51]. Carbonaceous material exposed to microwaves can reach temperatures up to 1000 °C in a few minutes depending on the microwave strength and the amount of carbon. Heat is absorbed by carbon and it is conducted to the plastic waste. Moreover, the reducing nature of carbon prohibits the formation of undesired oxygenated compounds if the plastic waste contains oxygen bearing contaminants such as those from paper, bio-waste or plasticizers. A significant amount of domestic plastic waste contains plastic/aluminium laminates such as in the packaging of different food and liquid items. This type of waste is not generally easy to process in the conventional thermolytic processes, however, owing to the gentle heating rendered by microwaves, these can be safely processed and aluminium can be easily recovered and recycled [89]. A recent demonstration unit of microwave pyrolysis is Pyrowave [90], aimed at recovering styrene from polystyrene waste. 3.4. Choice of reactor The choice of reactor plays an essential role in defining the pyrolysis product spectrum. The value of the products obtained from the pyrolysis mainly depends on the feedstock composition but also reactor technologies play an important role in maximizing the desired product. There are pros and cons to each pyrolysis reactor type, but the choice must be based on the required product and the flexibility to handle the variations in the feedstock. When choosing an appropriate reactor type, two main factors have to be considered—heat and mass transfer efficiency [60]. A broad comparison of different reactor types is presented in Table 2. The reactors are assessed based on the different operational and economical flexibility parameters with findings from several sources. However, a substantial work is deduced from the work of Arena and Mastellone [49], Butler et al [49], Sheirs and Kaminsky [12], Lopez et al [64], and Panda et al [82]. It is important to note that this assessment is solely based on the application of these reactors for plastic waste pyrolysis and is subject to change for other feedstock type. Also, these assessments reflect general characteristics of the reactors therefore special modifications to the reactors are not considered here. Fluidized bed reactors (Bubbling Fluidised Bed, BFB, Circulated Fluidised Bed, CFB) have the advantage that operating parameters such as the temperature can be quite flexibly controlled, which gives direct freedom to achieve suitable product distribution [11,30–33,36,49]. Fluidized bed reactors are best known for their excellent heat and mass transfer achieved by a heated fluidizing medium in the reactor. These reactors can be designed in various configurations to maximize the intended product yield. Fast pyrolysis of polyolefins in thermal mode of operation yield waxes as the primary product which can be further cracked into suitable compounds. Fluidized bed reactors have also been successfully used with catalysts to achieve lower reaction temperature and selective product distribution. The catalyst contact mode can be both in-situ by using the catalyst as the bed material in the reactor or ex-situ by adding a second reactor with catalyst to allow pyrolysis vapors to interact with the catalyst. In ex-situ configuration, the catalyst life is better because some inorganic impurities are already removed through cyclones. In a circulated fluidized bed, the catalyst is regenerated by circulating it to the regenerator. While fluidized bed reactors offer many advantages, they can require high investment costs especially in small scale. The feeding can also be challenging in terms of the particle size restriction [51,64]. Superior advantage of fluidized bed reactors is their scalability. They have been scaled up to demonstration and commercial scale plant for biomass valorization [20,28]. Rotary kilns are robust and affordable. They have been extensively used to treat the complex waste streams such as auto shredder residue, tires, and industrial waste. The heat is usually supplied to the kiln by externally heated walls. In the past, rotary kiln reactors have been applied to big scale, for example, the Conrad recycling process treated plastics and tires in a horizontal auger kiln reactor to produce liquid petroleum and solid carbonaceous material [12] and Toshiba Sapporo process treated plastic waste in a rotary kiln having ceramic balls to avoid coke build up [51]. The pyrolysis of tires in a kiln reactor dates back to 70 s [12]. The Faulkner process was developed to treat tires; the unique design allowed varying the temperature of the kiln by externally heated distinct heaters. Screw kiln reactors are another variant of the rotary kilns. The screw or an auger placed coaxially in a fixed kiln transports the feed through the heated reactor. This allows a better control over the residence time in the reactor and the easier handling of complex plastic 3.5. Wax formation Pyrolysis of plastics, especially polyolefins, yield wax as one of the main products. In order to conveniently recover the waxes the recovery systems must be designed to handle waxes. Inefficient condensing systems scale wax on the inner surfaces of the condensing systems, which makes the recovery difficult. One approach used by Kaminsky 5 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. et al. [12] is to use heated impact precipitators in the condensing train to keep the waxes in liquid form and makes the recovery of products efficient increased mixing/compounding efficiency and thus shorter length of needed mixing zone. Furthermore reduced required investments and reduced floor space compared to traditional pretreatment systems makes MODIX an attractive pretreatment solution. 3.6. Toxicity of the feedstock and products 4.2. Conversion As discussed earlier, the plastic waste originating from different sources for example WEEE, ELV, CDW (Construction and Demolition Waste), packaging, and agriculture is very heterogeneous. These waste streams can potentially contain various toxic substances, such as halogens, biohazardous materials, and other harmful additives; [83–86] therefore, it is necessary to characterize the feedstock carefully before pyrolysis. This ensures not only good quality product, but also safety in operations, because these toxic materials could potentially escape from the recycling system, posing serious environmental and health risks. Furthermore, it is also important to understand that pyrolysis of plastic waste eventually turns the polymers back into hydrocarbons; some of them such as aromatic compounds are dangerous substances and are classified as possible carcinogens. Before pyrolysis, it is strongly recommended to ensure that a thorough risk assessment is carried out and all possible risks related to pyrolysis are identified and mitigation strategies are well devised. Pyrolysis is thermal or catalytic decomposition of a material in an oxygen-free or limited oxygen environment. In pyrolysis, the polymer feedstock is introduced into a reactor at 450–600 ℃ to produce a vapor. Vapors consists of condensable (liquid and wax) and non-condensable (gas) fractions. Depending on the technology, liquid products may be fractionated onsite, usually by distillation, into a range of light, middle and heavy distillate fuel oils. If fractionation does not occur onsite, the liquid petroleum product, typically classified as a light sweet synthetic crude oil, can be sold to a refinery for further processing. Output quality and quantity from the pyrolysis processes depends on feedstock and the technology. [9] Monomers (Table 1) can also be produced from certain resins. Several technologies encompassing diverse reactors with their pros and cons (Table 2) have been under research for the said purpose. Normally the choice of the reactor is based on the feedstock and the product required. Table 3 shows pilots and commercial scale plastic to liquids plants with planned capacity up to 60 TPD (tons per day) [9,52,53]. In order to provide constant volumes of adequate quality feedstock the waste supplier and pyrolysis operator should have long-term binding agreements. Another alternative would be that the feedstock collector would also be the pyrolysis oil producer. The latter option is the case by Pohjanmaan Hyötyjätekuljetus (PHJK [54]), a Finnish SME which is waste managing company and has also a 12–14 TPD pyrolysis (cracking unit). The unit is equipped with fractional distillation and additional refining unit. The present production capacity is 3 million litres diesel fuel per year, which qualifies i.e. to slow-speed diesel engines (cetane number of upgraded product over 50). A continuous system is under construction. 3.7. Non-existent analytical standards Pyrolysis oil derived from plastics is not a standardized product therefore, standard testing methods are almost non-existent. The absence of validated testing methods originates also from the complexity and heterogeneity of waste. The composition of the pyrolysis liquid varies significantly with the feedstock composition making it difficult to formulate standards. However, despite these challenges, efforts are being made to formalize the methods to examine the product so it can reach a standard product status. 3.8. Stability and storage The stability and ageing properties of pyrolysis liquids are key properties that determines the quality of the liquid. Pyrolysis liquid is thermodynamically unstable and tends to repolymerize. Therefore, post treatment of liquid is necessary to maintain its quality over extended period. These post treatments could include blending, dewaxing, etc. [51]. 5. Opportunities related to the operational environment: Sustainability Compared to the high number of life cycle assessment (LCA) studies focusing on waste incineration, pyrolysis of waste has not been given much attention [55]. In the context of the WasteBusters project, the climate impacts related to pyrolysis of plastic waste were studied using the LCA methodology. LCA is a quantitative environmental impact assessment method, which can be used for evaluating the environmental impacts of products covering their whole life cycle. Applied LCA approach was partly framed in the study by Deviatkin and Pihkola [14] and in the report by Oasmaa et al. [15]. The system boundaries of the studied business-as-usual scenario, as well as of the alternative scenarios are shown in Fig. 4. The aim of the studied system was to use plastic waste as a raw material for diesel and polymer production. The functional unit used in the study was treatment of 1 kg of plastic waste, and production of diesel and polyethylene in the amounts equal to those produced during pyrolysis process. Pyrolysis of plastic waste was compared to a current business-as-usual situation in Finland, in which plastic waste was either incinerated for electricity and heat production or recycled mechanically, and the reject from recycling was sent to incineration. Collection of plastic waste from consumers was not included in the study, because the collection system was expected to be the same in all scenarios. Thus, the system boundaries begun with the transportation of plastic waste to either incineration (baseline) or their separation from impurities and transportation to pre-treatment before pyrolysis (alternative scenarios). Environmental impacts from the preceding life cycles of collected plastic were not included in the study, due to lack of proper data. In the LCA methodology, this so called zero-burden approach (or cut off allocation) may 4. Potential solutions 4.1. Pretreatment Cost-efficient pretreatment is needed however, the number of unit operations in pretreatment should be minimized to support economical feasibility. One example utilized and further developed in the WasteBusters project [15] at VTT is a new type of modular extruder mixer (MODIX) (Fig. 2), which is capable of processing organic waste and recycling material otherwise not suitable to be fed to pyrolysis, like fluffy plastic films, plastic bottles, canisters and mixed plastic waste including paper, cartoon and pieces of wood (Fig. 3). Due to wide diameter of hollow rotor and stator, MODIX has a tenfolded size of feeding zone compared to traditional extruders with the same capacity. This enables the feed of large heterogeneous particles and thus excludes the shredding/crushing steps needed with conventional extruders. Compared to traditional extruder, MODIX has high surface area of rotor/stator surfaces compared to the volume of the material flow enabling efficient heat transfer to material to be melted and/or thermally decomposed. In addition, the hollow rotor structure enables easy machining of the components. The inner surface of the stator is nested in the MODIX, whereas the surface of the stator of traditional extruders is limited to be smooth. The nested structure of the stator enables highly 6 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. Fig. 2. Traditional extruder (on left) and scalable compact modular extruder (on right). be applied if the raw material is considered as waste with no other value or use. The study was geographically representative of Finland in terms of the plastic waste composition, the technologies studied, and the energy and raw materials supply chains [15]. The study consisted of a screening carbon footprint study in which various data sources were applied. Table 4 lists the sources of data and the names of unit processes retrieved from Ecoinvent 3.4 database [66]. Primary data from the pilot trials conducted in the Wastebusters project for both pyrolysis and pre-treatment phases was used in the study. Available database data, literature and expert estimations were used as additional data sources. Under studied assumptions and conditions, the results from the assessments showed that pyrolysis of plastic waste has a significantly lower carbon footprint compared to direct incineration of plastics and production of diesel and polymers from virgin materials. In the studied scenarios, the carbon footprints of the alternative pyrolysis scenarios were 15–60 % lower compared to the business as usual scenario. Yet, the results are sensitive to the applied assumptions and data. When climate impacts of sending the separately collected post-consumer plastics waste to incineration or to pyrolysis were compared, the results from the two scenarios were quite close to each other. However, sending the reject from mechanical recycling to incineration was a significant contributor to the carbon footprint in the business as usual scenario. Thus, it is assumed that a more favorable result could be received in case the reject from mechanical recycling would be directed to pyrolysis instead of incineration. Similar findings are reported in the study of Perugini et al. [56] who showed that low temperature pyrolysis combined with mechanical recycling of plastic packaging waste result in a reduction of the carbon footprint of plastic landfilling by 67% and by 76% compared to plastic incineration in the baseline scenario. The sensitivity analysis conducted during the case study showed that a large variation in the results is possible depending on the modelling approach used, e.g. the type of electricity and heat replaced, or depending on the accuracy of the data. Applied energy production profiles, assumed yields related to mechanical recycling and assumptions related to incineration of plastic waste all affect the results. Thus, it is not possible to draw generic conclusions based on one case study, even if the results seem promising. Future studies should focus on considering the alternative best case and worst-case scenarios and their combinations. In addition, future studies should aim for collecting and applying more accurate data for the processes studied. In addition to climate impacts, the scope of the studies should be extended to cover other emissions and impacts to the environment, starting from air emissions and resource depletion categories. In case the raw material is expected to include harmful substances, potential impacts related to toxicity should be considered. If the product from pyrolysis would be used for transport fuel production, it should comply with the GHG (Greenhouse Gas) reduction requirements set out in the recast of the European Union’s Renewable energy directive (REDII) for recycled carbon fuels. According to the REDII, at least 14% of the final energy consumed in the transport sector (minimum share) should become from renewable sources by 2030. EU member states may include the use of recycled carbon fuels when calculating the required minimum share. Within the REDII, recycled carbon fuels are defined as “liquid and gaseous fuels that are produced from liquid or solid waste streams of non-renewable origin which are not suitable for material recovery”. The threshold for the required minimum GHG emission savings for the recycled carbon fuels was not yet defined by the time of this study. 6. Challenges related to the operational environment: Legislation The legislative framework relevant for pyrolysis of plastic waste can be considered as complex, as it includes policies related to circular economy, waste management, product safety and fuels. For example, due to safety reasons, there are several requirements imposed by the legislation that prevent the use of recycled plastics in food contact materials and toys, which are among the most common uses for plastic [57]. In case the end-product is used as a fuel, the GHG savings criteria Fig. 3. Separately collected plastic packages including fluffy plastic films, plastic bottles, canisters and mixed plastic waste including paper, cartoon and pieces of wood (left, middle) were treated to homogenous melt (right). 7 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. Table 3 Selected plastic to liquids plants in Europe and in North-America [9,52,53]. Technology provider Capacity (TPD) Products Technology Location Status VadXX Nexus Agilyx Recycling Technologies Plastic Energy Susteen Technologies 60 50 10-50 20 20 12 Rotary kiln Melting Vessel Dual screw reactor Fluidized Bed STR Screw with recirculation TCR® Fuel USA USA USA UK Spain Germany Online Online Online Online Online Online PHJK 12-14 Rotary kiln Finland Online Renewlogy 0.24 10 1.2 12 Syncrude, diesel Light crude, diesel, gasoline, Kerosene blendstock, wax Light synthetic crude oil Low sulphur hydrocarbon Plaxx – wax raw diesel, light oil, synthetic gas components Green Crude, Diesel, Gasoline and Jetfuel Green Hydrogen Anthracite Coal Light crude oil Diesel Crude oil Rotary kiln USA Online Diesel and gasoline Diesel and gasoline Canada Online In construction 2.4 1 0.1-0.2 Synthetic crude oil Light and heavy wax Styrene monomers from PS Multiple Hearth Vacuum Reactor Idem Melting vessel Fluidized bed microwave catalytic depolymerization Pyrovac Re-oil (OMV) Thermal cracking (BP process) Pyrowave Canada Austria Germany Canada Online Dismantled Online TPD = Tons Per Day, STR = Stirred-Tank Reactor, TCR = Thermo-Catalytic Reforming (TCR®). set out in the revised Renewable Energy Directive (2018/2001/EU) would be important to fulfill. According to the Waste Framework Directive WFD 2008/98/EC ‘recycling’ means any recovery operation by which waste materials are reprocessed into products, materials or substances whether for the original or other purposes. It includes the reprocessing of organic material but does not include energy recovery and the reprocessing into materials that are to be used as fuels or for backfilling operations. New addition to WFD is “material recovery” which means any recovery operation, other than energy recovery and the reprocessing into materials that are to be used as fuels or other means to generate energy. It includes, inter alia, preparing for re-use, recycling and backfilling. Thus, one of the major challenges related to the regulatory status of pyrolysis, is that currently, pyrolysis is not considered as a recycling technology under EU legislation, if the end product is used in any form of energy production. No distinction is made between advanced traffic fuels and production of heat and electricity. This status should be changed before pyrolysis of plastic waste could really start developing as a feasible business. However, in the international standard ISO15270:2008 (Plastics — Guidelines for the recovery and recycling of plastics waste. International Standards Organization 2008.) pyrolysis is recognized as forms of feedstock recycling technologies when the products are used for the production of fuels or raw materials, rather than for combustion and subsequent energy recovery which would be considered as a waste-to-energy process [52]. Another important step would be the establishment of the so-called End-of-Waste (EoW) -criteria to pyrolysis oil. The Waste Framework Directive (2008/98/EC) includes the option to set EoW criteria, under which specified waste fractions shall cease to be waste. Fulfilling the End-of-Waste criteria would mean that the pyrolysis oil would no longer be classified as waste, but as a product subject to product legislation instead of waste legislation during trade and use. However, this would require that in addition to fulfilling relevant technical, environmental and safety requirements, a market or demand for the product or substance would exist [57,71]. Commercial use of pyrolysis as a means of chemical recycling would be promoted, if the liquid end-product from pyrolysis would be classified as a product with a clear End-of-Waste status and REACH registration. 7. Conclusions About 10% of plastics is presently recycled in Europe, and almost all commercial plastics recycling plants use mechanical recycling routes. Fig. 4. System boundaries used in the LCA study for the business-as-usual scenario and the alternative scenarios for managing three types of plastic waste. Studied system was considered representative of Finnish conditions in terms of waste treatment and applied assumptions related to energy and heat production. 8 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. Table 4 Sources of inventory data used in the LCA study. Process Source of data, comments Transportation of plastic waste Incineration in a MSWI plant LIPASTO [67] Ecoinvent 3.4 Mechanical recycling Avoided electricity Avoided heat Based on data from an operating plant in Finland. Confidential data. Ecoinvent 3.4 Mix based on [68] using processes from Ecoinvent 3.4 Production of diesel Production of polyethylene Sorting Ecoinvent 3.4 Ecoinvent 3.4 Modelled using only electricity consumption based on private VTT Ecodata database Modelled using only electricity consumption based on test runs Modelled using only electricity consumption based estimates Yields as in laboratory test runs. Heat demand [69]. Electricity demand based on TEA calculations. All demands are covered by a CHP, so no impact. Formation of carbon dioxide from incineration of char and noncondensible gases based on carbon content Expert estimates from industry Plastics Europe Eco-profiles [70] MODIX Size reduction Pyrolysis CHP Refinery Cracking and polymerization Name in database, if applicable Chemical recycling could be applied for the high share of plastics that cannot be mechanically recycled. Many novel material innovations are either composites consisting of several types of polymeric materials or completely novel polymer resins. For them integrated pyrolysis with feedstocks from several polymeric waste streams, e.g. wood and plastics, could provide a feasible means for recycling especially in the emerging phase when the volumes of the new materials on market are low, and thus separate collection of waste is not yet a cost-efficient option. In order to optimize the whole value chain from waste to products, the efficiency of collection, monitoring and sorting to produce more suitable feeds to target products needs to be improved. At VTT a modular extruder was concluded to decrease the process steps in feedstock recycling. For circular economy, eco-design - including material and product design for recycling as well as stopping the transfer of harmful treatment of waste plastic, mixture, municipal incineration market for electricity, medium voltage, FI 41% heat and power co-generation, wood chips, 6667 kW, state-of-the-art 2014 39% heat and power co-generation, hard coal 18% heat and power co-generation, natural gas, combined cycle power plant, 400 MW electrical 3% heat and power co-generation, oil market for diesel, low-sulphur polyethylene production, low density, granulate market for electricity, medium voltage, FI market for electricity, medium voltage, FI market for electricity, medium voltage, FI substances into new products - is important. A holistic approach and optimal solutions e.g. by integrating mechanical and chemical recycling (Fig. 5) should be applied. Besides economics the environmental sustainability of the value chain is a key issue for further development and commercialization. Life cycle assessment should be used for analyzing potential impacts and benefits related to alternative routes of plastics recycling and identifying environmentally sound options. Depending on the local energy and waste management infrastructure, different solutions may end-up being sustainable, but care must be taken in conducting the evaluations and drawing conclusions. Development of technologies, value chains, and supporting legislation is still required for plastic waste-based pyrolysis products to become a reality in industrial scale. It needs to be emphasized that chemical recycling is not a new technology but application of chemical processes and methods in waste Fig. 5. Integration of mechanical and chemical recycling. 9 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. handling and valorization where changes in bond structure of materials take place. Its comparison to incineration is not by any means justified. Pyrolysis can treat materials not applicable to mechanical recycling depending on resin types either to new products or sustainable storable liquid fuel to replace fossil fuels are produced. Instead, it complements mechanical recycling and hence it should be given the status of recycling in the waste hierarchy. While pyrolysis is a robust method for waste valorization, it must be noted that there are still vast number of challenges related to the feedstock quality, segregation, reactor operations, and stability and standardization of the product. Therefore, efforts along the whole plastic recycling value chain are needed to truly close the plastic loop and establish circular economy for plastics. Conceptual Study, Research report, 2019 VTT-R-512-19, 30.4.2019. [16] A. Ali Shah, F. Hasan, A. Hameed, S. Ahmed, Biological degradation of plastics: a comprehensive review, Biotechnol. Adv. 26 (3) (2008) 246–265 May–June 2008 https://www.sciencedirect.com/science/article/pii/S0734975008000141. [17] H. Rubel, U. Jung, C. Follette, A. Meyer zum Felde, S. Appathurai, M. Benedi Diaz, A Circular Solution to Plastic Waste. July 2019, Boston Consulting Group, bcg.com., 2019. [18] M. Sajdak, R. Muzyka, J. Hrabak, K. Słowik, Use of plastic waste as a fuel in the copyrolysis of biomass. Part I. The effect of the addition of plastic waste on the process and products, J. Anal. Appl. Pyrolysis 107 (2014) (2014). [19] M. Sajdak, R. Muzyka, J. Hrabak, K. Słowik, Use of plastic waste as a fuel in the copyrolysis of biomass: part III: optimisation of the co-pyrolysis process, J. Anal. Appl. Pyrolysis 112 (2015) (2015). [20] D. Meier, B. Van De Beld, A.V. Bridgwater, D.C. Elliott, A. Oasmaa, F. Preto, Stateof-the-art of fast pyrolysis in IEA bioenergy member countries, Renew. Sust. Energy Rev. 2013 (20) (2013) 619–641 23 p. [21] S.L. Madorsky, Thermal Degradation of Organic Polymers, Wiley Interscience, New York, 1964. [22] D.P. Serrano, J. Aguado, J.M. Escola, Developing advanced catalysts for the conversion of polyolefinic waste plastics into fuels and chemicals, ACS Catal. 2 (9) (2012) 1924–1941. [23] J. Aguado, D.P. Serrano, J.M. Escola, Fuels from waste plastics by thermal and catalytic processes: a review, Ind. Eng. Chem. Res. 47 (21) (2008) 7982–7992. [24] D.P. Serrano, J. Aguado, J.M. Escola, E. Garagorri, Conversion of low density polyethylene into petrochemical feedstocks using a continuous screw kiln reactor, J. Anal. Appl. Pyrolysis 58 (2001) 789–801. [25] M. Elmously, N. Jäger, J. Neidel, A. Apfelbacher, R. Daschner, A. Hornung, Upscaling of thermo-catalytic reforming process from lab to pilot scale, Ind. Eng. Chem. Res. 2019 (58) (2019) 15853–15862. [26] M. Kirby, A. Hornung, M. Ouadi, M. Theodorou, The role of thermo-catalytic reforming for energy recovery from food and drink supply chain wastes, Energy Procedia 123 (2017) 15–21 2017. [27] P. Hense, K. Reh, M. Franke, J. Aigner, A. Hornung, A. Contin, Pyrolysis of waste electrical and electronic equipment (WEEE) for recovering metals and energy: previous achievements and current approaches, Environ. Eng. Manage. J. 14 (July 7) (2015) 1637–1647 2015. [28] Y. Solantausta, A. Oasmaa, K. Sipilä, C. Lindfors, J. Lehto, J. Autio, P. Jokela, J. Alin, J. Heiskanen, Bio-oil production from biomass: steps toward demonstration, Energy & Fuels. 26 (1) (2012) 233–240 8 p. [29] J.-N. Louis, C. Antonio, E. Pongrácz, N. Hänninen, Micro energy to rural enterprise, Technology Development and Adaptation. MicrE WP3 Final Report, University of Oulu, NorTech Oulu, 2012 Available at: http://nortech.oulu.fi/MicrE_files/WP3_ Report.pdf. [30] M. Predel, W. Kaminsky, Pyrolysis of mixed polyolefins in a fluidised-bed reactor and on a pyro-GC/MS to yield aliphatic waxes, Polym. Degrad. Stab. 70 (3) (2000) 373–385. [31] W. Kaminsky, M. Predel, A. Sadiki, Feedstock recycling of polymers by pyrolysis in a fluidised bed, Polym. Degrad. Stab. 85 (3) (2004) 1045–1050. [32] W. Kaminsky, J. Franck, Monomer recovery by pyrolysis of poly (methyl methacrylate)(PMMA), J. Anal. Appl. Pyrolysis 19 (1991) 311–318. [33] P.J. Donaj, W. Kaminsky, F. Buzeto, W. Yang, Pyrolysis of polyolefins for increasing the yield of monomers’ recovery, Waste Manag. 32 (5) (2012) 840–846. [34] C.M. Simon, Monomerengewinnung Aus Abfallkunststoffen Durch Pyrolyse in Einer Stationären, Indirekt Beheizten Wirbelschicht, Dissertation Hamburg University, Institute of Technical and Macromolecular Chemistry, 1997, p. 274 1997. [35] J. Mertinkat, A. Kirsten, M. Predel, W. Kaminsky, Cracking catalysts used as fluidized bed material in the Hamburg pyrolysis process, J. Anal. Appl. Pyrolysis 49 (1999) (1999) 87–95. [36] W. Kaminsky, J.S. Kim, Pyrolysis of mixed plastics into aromatics, J. Anal. Appl. Pyrolysis 51 (1999) (1999) 127–134. [37] R. Miandad, M.A. Barakat, A.S. Aburiazaiza, M. Rehan, A.S. Nizami, Catalytic pyrolysis of plastic waste: a review, Process. Saf. Environ. Prot. 102 (2016) 822–838. [38] S.M. Al-Salem, A. Antelava, A. Constantinou, G. Manos, A. Dutta, A review on thermal and catalytic pyrolysis of plastic solid waste (PSW), J. Environ. Manage. 197 (2017) 177–198. [39] R. Bagri, P.T. Williams, Catalytic pyrolysis of polyethylene, J. Anal. Appl. Pyrolysis 63 (1) (2002) 29–41. [40] S.D.A. Sharuddin, F. Abnisa, W.M.A.W. Daud, M.K. Aroua, A review on pyrolysis of plastic wastes, Energy Convers. Manage. 115 (2016) 308–326. [41] J. Ikäheimo, E. Pursiheimo, J. Kiviluoma, H. Holttinen, Role of power to liquids and biomass to liquids in a nearly renewable energy system, Iet Renew. Power Gener. 13 (7) (2019) 1179–1189, https://doi.org/10.1049/iet-rpg.2018.5007 20 May 2019Print ISSN 1752-1416, Online ISSN 1752-1424. [42] https://www.omv.com/en/blog/reoil-getting-crude-oil-back-out-of-plastic. [43] T. Hundertmark, M. Mayer, C. McNally, T.J. Simons, C. WitteHow, Plastics Waste Recycling Could Transform the Chemical Industry, McKinsey & Company, 2018 2018. [44] K. Saito, H. Narita, Studies on the dechlorination and oil-production technology of waste plastics, J. Mater. Cycles Waste Manag. 3 (2) (2001) 93–98. [45] J. Yu, L. Sun, C. Ma, Y. Qiao, H. Yao, Thermal degradation of PVC: a review, Waste Manag. 48 (2016) 300–314. [46] https://ec.europa.eu/environment/waste/studies/pvc/chem_recycle.pdf. [47] I.C. McNeill, L. Memetea, W.J. Cole, A study of the products of PVC thermal degradation, Polym. Degrad. Stab. 49 (1) (1995) 181–191. [48] R. Kikuchi, J. Kukacka, R. Raschman, Grouping of mixed waste plastics according to Acknowledgements The authors want to acknowledge Mikko Lammi from Pohjanmaan Hyötyjätekuljetus and from VTT Kirsi Korpijärvi, Jani Lehto, Lisa Wikström, Margareta Wahlström, Taina Ohra-aho, Christian Lindfors, Joona Lahtinen, Elmeri Pienhäkkinen, Ismo Ruohomäki, Elina YliRantala, Satu Pasanen, Malin zu Castell-Rüdenhausen and Holger Pöhler. Funding The research received financial support through the Finnish national Business Finland WasteBuster project (BF 5401/31/2016). Appendix A. Supplementary data Supplementary material related to this article can be found, in the online version, at doi:https://doi.org/10.1016/j.jaap.2020.104804. References [1] PlasticsEurope, Plastics the Facts 2018, s.l. Available at: Plastics Europe, 2018, https://www.plasticseurope.org/application/files/6315/4510/9658/Plastics_the_ facts_2018_AF_web.pdf. [2] H. Fineberg, Reinventing Plastics, s.l. Available at: Institut Veolia, 2019, https:// www.institut.veolia.org/en/nos-publications/la-revue-de-linstitut-facts-reports/ reinventing-plastics. [3] R. Geyer, J.R. Jambeck, K.L. Law, Production, use and fate of all plastics ever made, Sci. Adv. 3 (7) (2017). [4] Ellen MacArthur Foundation, The New Plastics Economy: Rethinking the Future of Plastics &amp; Catalysing Actions, (2017). [5] W. d’Ambriéres, Plastic Recycling Worldwide: Current Overview and Desirable Changes. Reinventing Plastics., s.l. Available at: Institut Veolia, 2019, https:// journals.openedition.org/factsreports/5102. [6] H. Dahlbo, V. Poliakova, V. Mylläri, O. Sahimaa, R. Anderson, Recycling potential of post-consumer plastic packaging waste in Finland, Waste Manag. 71 (2018) 52–61, https://doi.org/10.1016/j.wasman.2017.10.03. [7] Material Economics, P.-A. Enkvist, P. Klevnäs (Eds.), The Circular Economy – a Powerful Force for Climate Mitigation, 2018 2018 https://media.sitra.fi/2018/06/ 12132041/the-circular-economy-a-powerful-force-for-climate-mitigation.pdf. [8] Å. Stenmarck, E.L. Belleza, A. Fråne, N. Busch, Å. Larsen, M. Wahlström, Hazardous Substances in Plastics, 2017:505. Ed, TemaNord. Nordic Council of Ministers, Copenhagen, 2017, https://doi.org/10.6027/TN2017-505. [9] OCEAN RECOVERY ALLIANCE (ORA), Plastics-to-Fuel Project Developer’s Guide, Available: (2015) https://www.oceanrecov.org/assets/files/Valuing_Plastic/2015PTF-Project-Developers-Guide.pdf. [10] A. Rahimi, J.M. García, Chemical recycling of waste plastics for new materials production, Nat. Rev. Chem. 2017 (1) (2017) 46. [11] D. Scott, S. Czernik, J. Piskorz, D. Radlein, Fast pyrolysis of plastic waste, Energy Fuels 4 (1990) 407–411. [12] John Scheirs, Walter Kaminsky, Feedstock Recycling and Pyrolysis of Waste Plastics: Converting Waste Plastics Into Diesel and Other Fuels, (2006), https://doi. org/10.1002/0470021543. [13] M. Crippa, M. De Smet, R. Koopmans, K. van Doorsselaer, C. Velis, B. De Wilde, A.C. Ritschkoff, J. Leyssens, M. Wagner, J. Muncke, A Circular Economy for Plastics Insights From Reserach and Innovation to Inform Policy and Funding Decisions, s.l. European Comission Publications, 2019. [14] I. Deviatkin, H. Pihkola, Enhancing plastic recycling by its thermolysis: the study on environmental impacts, 2nd Conf. Waste LCA 2044 (2018). [15] A. Oasmaa, M. Qureshi, H. Pihkola, K. Onarheim, I. Ruohomäki, J. Raitila, C. Lindfors, J. Mannila, M. zu Castell-Rüdenhausen, I. Deviatkin, K. Korpijärvi, Fast Pyrolysis of Industrial Waste Residues to Liquid Intermediates -experimental and 10 Journal of Analytical and Applied Pyrolysis 152 (2020) 104804 M.S. Qureshi, et al. chlorine content, Sep. Purif. Technol. 61 (1) (2008) 75–81. [49] U. Arena, M.L. Mastellone, Fluidized bed pyrolysis of plastic wastes, Feedstock Recycling and Pyrolysis of Waste Plastics, John Wiley & Sons, Ltd, 2006, pp. 435–474 2006. [50] C. Roy, A. Chaala, H. Darmstadt, The vacuum pyrolysis of used tires: end-uses for oil and carbon black products, J. Anal. Appl. Pyrolysis (1999) 201–221 1999/07/01. [51] E. Butler, G. Devlin, K. McDonnell, Waste polyolefins to liquid fuels via pyrolysis: review of commercial state-of-the-art and recent laboratory research, Waste Bio.Valo. 2 (3) (2011) 227–255. [52] Conversion Technology: a Complement to Plastic Recycling April, 4R Sustainability, Inc., Portland, 2011 OR 97203, www.4RSustainability.com , 503-319-7009, https://plastics.americanchemistry.com/Plastics-to-Oil/. [53] Private Communication With C. Roy in October, (2019). [54] Plastic Waste to Turn to Oil in Laihia: Circular Economy Brings Jobs to Ostrobothnia, (2020) https://www.maaseutu.fi/en/the-rural-network/goodfinnish-ideas/plastic-waste-to-turn-to-oil-in-laihia-circular-economy-brings-jobs-toostrobothnia/. [55] T.F. Astrup, D. Tonini, R. Turconi, A. Boldrin, Life cycle assessment of thermal Waste-to-Energy technologies: review and recommendations, Waste Manag. 37 (2015) (2015) 104–115. [56] F. Perugini, M.L. Mastellone, U. Arena, A life cycle assessment of mechanical and feedstock recycling options for management of plastic packaging wastes, Environ. Prog. Sustain. Energy 24 (2005) (2005) 137–154. [57] Å. Stenmarck, E. Belleza, A. Fråne, N. Busch, Å. Larsen, M. Wahlström, Hazardous substances in plastics –ways to increase recycling, TemaNord 2017 (505) (2017) ISSN 0908-6692. [58] K. Kaiser, M. Schmid, M. Schlummer, IDRecycling of polymer-based multilayer packaging: a review, Recycling 2018 (3) (2018) 1. [59] M. Fukushima, B. Wu, H. Ibe, K. Wakai, E. Sugiyama, H. Abe, K. Kitagawa, S. Tsuruga, K. Shimura, E. Ono, Study on dechlorination technology for municipal waste plastics containing polyvinyl chloride and polyethylene terephthalate, J. Mater. Cycles Waste Manag. 12 (2) (2010) 108–122. [60] G. Grause, A. Buekens, Y. Sakata, A. Okuwaki, T. Yoshioka, Feedstock recycling of waste polymeric material, J. Mater. Cycles Waste Manag. 13 (December 4) (2011) 265–282 2011. [61] www.plasticeurope.org factsheet. [62] https://circhubs.fi/en/tietopankki/pvc-2/. [63] K. Ragaert, L. Delva, K. Van Geem, Mechanical and chemical recycling of solid plastic waste, Waste Manag. 69 (2017) 24–58. [64] G. Lopez, M. Artetxe, M. Amutio, J. Bilbao, M. Olazar, Thermochemical routes for the valorization of waste polyolefinic plastics to produce fuels and chemicals. A review, Renew. Sust. Energy Rev. 73 (2017) 346–368. [65] A. Hornung, U. Hornung, A. Schoeneberger, J. Weichmann, H. Bockhorn, Staged Pyrolysis, a Process for Chemical Separation of Waste Plastics; Gestufte Pyrolyse Als Verfahrensprinzip Zur Chemischen Auftrennung Von Kunststoffgemischen, (1996). [66] G. Wernet, C. Bauer, B. Steubing, J. Reinhard, E. Moreno-Ruiz, B. Weidema, The ecoinvent database version 3 (part I): overview and methodology, Int. J. Life Cycle Assess. 21 (2016) 1218–1230, https://doi.org/10.1007/s11367-016-1087-8. [67] LIPASTO, Road transport: Freight, (2019). [68] Energiateollisuus ry, Kaukolämpötilasto 2017, (2018). [69] A. Fivga, I. Dimitriou, Pyrolysis of plastic waste for production of heavy fuel [70] [71] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] 11 substitute: a techno-economic assessment, Energy. 149 (2018) 865–874, https:// doi.org/10.1016/j.energy.2018.02.094. PlasticsEurope, Eco-profiles, (2018) (accessed December 28, 2018), https://www. plasticseurope.org/en/resources/eco-profiles. Tuuli Teittinen, Margareta Wahlström, Maija Pohjakallio, Kati Vaajasaari, CHEMPLAST- Kansallisten EoW-asetusten Mahdollisuudet Muovijätteiden Kemiallisen Kierrätyksen Edistämisessä, VTT-CR-01281-19. Espoo 20.12. (2019). T. Bhaskar, J. Kaneko, A. Muto, Y. Sakata, E. Jakab, T. Matsui, A. Uddin, Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed withPET and dehalogenation (Br, Cl) of the liquid products, J. Anal. Appl. Pyrolysis 72 (2004) 27–33. P. Zhao, I. Tian, L. Weijie, L. Yuan, Dechlorination of PVC wastes by hydrothermal treatment using alkaline additives, J.Environ. Technol. 39 (8) (2018) 977–985. M. Baláz, P. Baláz, Z. Buáková, Z. Pap, D. Kupka, A. Zorkovská, Mechanochemical dechlorination of PVC by utilizing eggshell waste, Proc. of the International Conference on Mechanochemistry and Mechanical Alloying, Kraków, Poland, June, 2014, pp. 22–26. A. Soler, J.A. Conesa, N. Ortuño, Application of subcritical water to dechlorinate polyvinyl chloride electric wires, Energies 11 (10) (2018) 2612. S.J. Chiu, W.H. Cheng, Promotional effect of copper (II) chloride on the thermal degradation of poly (ethylene terephthalate), J. Anal. Appl. Pyrolysis 56 (2) (2000) 131–143. T. Yoshioka, E. Kitagawa, T. Mizoguchi, A. Okuwaki, High selective conversion of poly (ethylene terephthalate) into oil using Ca (OH) 2, Chem. Lett. 33 (3) (2004) 282–283. T. Yoshioka, G. Grause, S. Otani, A. Okuwaki, Selective production of benzene and naphthalene from poly (butylene terephthalate) and poly (ethylene naphthalene-2, 6-dicarboxylate) by pyrolysis in the presence of calcium hydroxide, Polym. Degrad. Stab. 91 (5) (2006) 1002–1009. A.K. Panda, R.K. Singh, D.K. Mishra, Thermolysis of waste plastics to liquid fuel: a suitable method for plastic waste management and manufacture of value added products—a world prospective, Renew. Sust. Energy Rev. 14 (1) (2010) 233–248. J.N. Hahladakis, C.A. Velis, R. Weber, E. Iacovidou, P. Purnell, An overview of chemical additives present in plastics: migration, release, fate and environmental impact during their use, disposal and recycling, J. Hazard. Mater. 344 (2018) 179–199. W.J. Hall, P.T. Williams, Fast pyrolysis of halogenated plastics recovered from waste computers, Energy Fuels 20 (4) (2006) 1536–1549. M. Harju, E.S. Heimstad, D. Herzke, Current State of Knowledge and Monitoring Requirements. Emerging “new” Brominated Flame Retardants in Flame Retarded Products and the Environment, Report prepared for the Norwegian Pollution Control Authority, 2008. S. Kemmlein, D. Herzke, R.J. Law, Brominated flame retardants in the European chemicals policy of REACH—regulation and determination in materials, J. Chromatogr. A 1216 (3) (2009) 320–333. https://depolymerisation.com/. M. Ruban, S. Ramasubramanian, R. Pugazhenthi, Sivaganesan, Investigation of performance analysis and emission characteristics of waste plastic fuel, IOP Conf. Ser.: Mater. Sci. Eng. 183 (2017) 012037. C. Ludlow-Palafox, H.A. Chase, Microwave-induced pyrolysis of plastic wastes, Ind. Eng. Chem. Res. 40 (22) (2001) 4749–4756. https://www.pyrowave.com/en/.