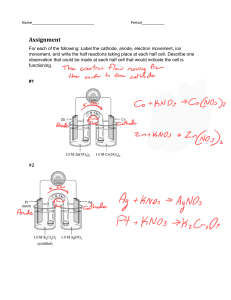
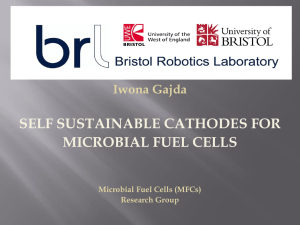
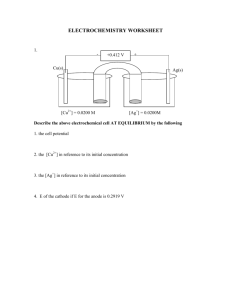
Journal of Electroanalytical Chemistry, 375 (1994) II-27 17 Review The electrochemistry of L-cystine and L-cysteine Part 2 *: Electrosynthesis of L-cysteine at solid electrodes T.R. Ralph Johnson Matthey Technology Centre, Blount’s Court, Sonning Common, Reading RG4 9NH (UK) M.L. Hitchman Department of Pure and Applied Chemistry, University of Strathclyde, Thomas Graham Building, 295 Cathedral Street, Glasgow, Gl 1XL (UK) J.P. Millington EATechnology, Capenhurst, Chester CHl 6ES (UK) F.C. Walsh ** Applied Electrochemistry Group, Chembtry Department, Universiry of Portsmouth, St. Michael’s Building, White Swan Road, Portsmouth, PO1 2DT (UK) (Received 23 November 1993; in revised form 22 February 1994) Abstract The industrial uses of L-cysteine are summarized and alternative synthesis routes are critically considered. The electrosynthesis of r_-cysteine free base and the acid salt form of the product at solid electrodes are reviewed. The performance of several flow-through parallel plate cell designs is shown to be very dependent upon the electrolysis conditions. The role of current density and the rate of mass transport in the cells is discussed. It is seen that the choice of electrode material, the flow conditions within the cell, the provision of turbulence promoters and the operating current density are critical factors in obtaining a high fractional conversion and a high current efficiency with a reasonable electrolytic power consumption. - 1. Uses of L-cysteine The current industrial route to L-cysteine is by the electroreduction of L-cystine, usually in acid solution. The estimated world market for L-cysteine is approximately 1000-1500 tonnes per annum [21, with the high value product commanding prices from X30 kg-’ [2] for large up to E55 kg-’ [3] for small quantities. All applications use either the free base or the hydrochloride l l For Part 1, see ref. 1. * To whom correspondence 0022-0728/94/$7.00 SSDI 0022-0728(94)03408-U should be addressed. salt, with L-cysteine hydrochloride preferred in many instances because of its greater resistance to oxidation. Indeed, the free base should be converted into the hydrochloride salt for storage. It will be seen that electrochemical routes exist for both the acid salt and the free base. In common with almost all amino acids, there is no demand for the D-isomer or the racemic mixture owing to their lack of function in biological systems. The major application areas are in the foodstuffs, cosmetics and pharmaceutical industries. L-cysteine is added to wheat flour by the baking and pasta industry to improve dough flexibility, which improves the baked product and reduces baking time. It 0 1994 - Elsevier Science S.A. All rights reserved 18 T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 is the major component of the recipe for the meaty flavouring used in savoury snacks and pet foods and it is effective as an antioxidant in natural fruit juices and other foodstuffs. L-Cysteine and numerous derivatives exhibit a normalizing effect on skin metabolism and have a significant effect on hair. For example, they are used in preparations to treat excess skin lipid production (seborrhoea) and acne, in anti-dandruff shampoos and, especially in Japan, as a substitute for thioglycolic acid for less damaging cold wave preparations. The pharmaceutical industry requires L-cysteine to produce N-acetyl-r_-cysteine, S-carboxymethyl-r_-cysteine and L-cysteine methyl ester, which are used as mucolytic agents in the treatment of bronchitis and nasal catarrh. Many other derivatives are employed in the treatment of hepatitis, respiratory disorders, dermatitis and radiation damage. L-Cysteine is itself required as an antidote to snake venom. The application areas and uses of L-cysteine have been extensively reviewed elsewhere [4,5]. 2. Alternative synthesis routes There are a number of alternative synthesis routes to r_-cysteine in addition to the electrochemical reduction of L-cysteine, but none compete for large-scale manufacture. 2.1. Microbial production A fermentation method for r_-cysteine has not been established but enzymatic methods have recently been developed in the laboratory [6]. These procedures are still some years away from evaluation as industrial processes but they are of interest since the L-isomer is produced in a one-step reaction. 2.2. Chemical synthesis Many chemical routes to r_-cysteine are available [7-91. With the exception of the chemical reduction of L-cystine, however, all are expensive, multi-step processes which produce a racemic mixture that must be optically resolved to give the desired L-isomer and the b-isomer for racemization and recycling. The addi- TABLE 1. A typical product specification for L-cysteine hydrochloride [11,12] Minimum assay Specific rotation at [crlD at 25°C (20gdm-3in5moldm-3HCI) Other amino acids Loss on drying Residue on ignition (as sulphate) Heavy metals 98.5% w/w + 5.50 to + 6.50 < 1% w/w < 0.5% w/w < 0.1% w/w < 10 ppm tional processes represent a significant economic disincentive. Chemical reduction of L-cystine is normally performed by catalytic hydrogenation, usually with tin in hydrochloric acid [lo]: RSSR + 2M-H,,,, - 2RSH + 2M (1) The process compares favourably with electrochemical reduction for laboratory preparations but is inferior for industrial production. Toxic waste must be disposed of and the metal recycled. 3. Electroreduction of L-cystine Several hundred tonnes per annum of L-cysteine, as the hydrochloride or less frequently the sulphate salt, are produced by the electrochemical reduction of Lcystine in the corresponding mineral acid catholyte. The resultant acid salt, which is produced by simply evaporating the catholyte, may be converted into the free base in a separate electrodialysis step with an anion-exchange membrane. The major manufacturers include Degussa, Diamalt, Ajinomoto, Tanabe, Takeda, Nipon Chemical and Drug and Isochem. The reactant, L-cystine, is obtained by extraction from acid hydrolysates of keratines from hair, feathers, hooves, horn and wool. Extraction is based on the low solubility of the disulphide at neutral pH. This technology suffers from a high energy requirement, objectionable odours and intractable wastes. Consequently, raw material costs are significant, being around f15 kg-’ at present [2]. Together with the high value of r_-cysteine and the high product purity demanded by the application areas for the thiol (e.g. a typical product specification is shown in Table 1 [11,12]), this places an essentially quantitative material yield and selectivity as the most important performance criteria. Tables 2 and 3 summarize the available electrosynthesis conditions cited in the literature for the reaction RSSR + 2H++ 2e- - 2RSH (2) As early as 1955, Rambacher [13] patented the electrochemical reduction of r_-cystine hydrochloride to L-cysteine hydrochloride in almost quantitative yield at tin and copper cathodes. With copper cathodes tin chloride was added to the catholyte. Suzuki and Karube [14] investigated the reduction at a series of cathodes at all of which L-cystine was readily reduced to L-cysteine. Zinc gave a quantitative chemical yield and the highest current efficiency (100%). The cathode corroded in the acidic catholyte, however, contaminating the product with zinc(H) ions. There was a suggestion that adsorbed, atomic hydrogen, produced during the corrosion process, aided the reduc- Pt Pb Pb Pb cu Stainless steel Unspecified type of threedimensional carbon High area carbon felt 6F-S6 (Electrosynthesis Company) Parallel plate batch recycle Parallel plate batch recycle DSA 0.42 M RSSR 8.6 M aq. NH, 0.42 M RSSR 2.3 M HCl 0.7 M RSSR 2.7 M HCl 0.1-0.4 M RSSR 1.0-1.5 M HCl 0.24 M RSSR lMHC1 0.25 M RSSR 3Maq.NH3 0.75 M (NH,),CO, 0.25 M RSSR 1.5 M HCl 0.1 M RSSR lMHC1 0.5 M RSSR 2.7 M HCl Catholyte 3 M H,SO, 4 M H,SO, 0.05 M H *SO4 2.7 M HCl 1 M H,SO, 1.5 M HCl 3.35 M (NH,),CO, 1.4 M HCl lMHC1 Anolyte 1.5 0.5 0.4 0.2 0.1 0.2 78 17 N/A N/A 80-670 N/A 150 50 40 20 10 N/A Not applicable Not applicable Not applicable Not applicable ms-’ 0.4 78 17 600 (cell voltage 4.4-4.8 V) 1500 (cell voltage 6.4-7.8 V) 2500 (cell voltage 6.2-8.4 V) 5000 100-400 (cell voltage 3v 700 600-900 (cell voltage 5 V) 700 (cell voltage 2.5 V to 3.5 V) 250 500 300-600 j/ Ame 96.6 96.5 94.6 96.5 94.5 92 591 60-70 50-60 93.5 92.4 87.8 81.5 76.1 46 N/A 100 50 19 14 12 N/Ah %4” 96.6 94 < 91 95.6 95.0 90.4 84.0 78.4 99.8 92 100 100 70 65 58 100 %f?pa 31,32 30 28 20-2? 18,19 17 16 14 13 Ref. amount of L-cysteine reduced). See Table 3 for N/A N/A 80-670 N/A N/A 30 1.55 Not applicable Not applicable Not applicable Not applicable 10-6 m’s_l 10-s m3sm1 ms-’ Anolyte Catholyte Flow rate of r_-cysteine reduced); % 4 = 100 (amount of L-cysteine formed/theoretical Cationic membrane Cationic membrane Cationic membrane Cationic membrane Cationic membrane Anionic membrane Porcelain diaphragm Porcelain diaphragm Diaphragm Separator a % 0p = 100 (amount of L-cysteine formed/amount definitions of figures of merit. j = current density. b N/A: data not available. Electrocell AB parallel plate batch recycle (100 cm2) 3-D carbon Pb Pb Parallel plate batch recycle (500 cm21 Parallel plate batch recycle (20 cm’) Stainless steel Stainless steel Pt Pt Graphite Anode Tank cell (80 cm21 Beaker cell (120 cm21 Sn. Cu Tank cell (2 cm21 Beaker cell (120 cm2) Zn Pb Ag CU Pb Cathode Cell design (cathode area) TABLE 2. Synthetic studies of the electrochemical reduction of L-cystine to L-cysteine T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 20 tion. Corrosion of lead, silver and copper cathodes was not reported during the short duration (typically 6 h) experiments. Current losses were attributed exclusively to hydrogen evolution, with higher current efficiencies being obtained at high hydrogen overpotential cathodes such as lead. During electrolysis, L-cystine reduction and hydrogen evolution consumed protons. The resultant decrease in the acid concentration of the catholyte was promoted by the use of an anion-exchange membrane, which prevented protons being transferred from the anolyte to the catholyte. It was claimed this lowered the time required for product work-up. Suzuki and Karube [14] examined alkaline electrolytes but there was a considerable loss of both amino acids, due not only to oxidation and decomposition reactions (see Part 1 of this review ‘1 but also from migration and diffusion of the negatively charged amino acid molecules into the anolyte compartment. The poor performance in alkaline media was confirmed by Hasaka 1151 and Mizuguchi [16]. Hasaka found for electrolysis at a lead cathode at a low current density of 100-300 A me2 the yield of L-cysteine was only approximately 75% in various alkaline media. Similarly, Mizuguchi, using a lead cathode at a current TABLE 3. Cumulative figures of merit for reduction of L-cystine at various cathodes Cell design Parallel plate Batch recycle (100 cm’) a Cathode Mercury-plated copper Pb Ti Sll C 18% Cr-8% Ni stainless steel cu Ni MO DEM batch recycle (1750 cm2) b Parallel plate batch recycle (20 cm*) ’ Ti Porous, three-dimensional carbon i/ A m-’ Xd %e,e %f#Jf PST g/ kg mm2 h-’ 100 0.26 0.26 0.99 0.26 0.24 0.99 0.29 0.26 0.99 0.23 0.24 0.99 0.28 0.24 0.98 0.24 0.25 0.99 0.26 0.24 0.98 0.22 0.26 0.26 0.22 0.97 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 1.00 94 97.6 65.0 39.0 95.4 58.9 37.0 72.5 65.0 30.7 81.4 38.6 17.6 74.9 32.2 14.6 64.2 33.2 14.7 54.9 32.2 14.6 33.6 10.0 23.2 5.0 73.0 92 -‘A h/ Ref. kWhkg-’ 2.20 5.82 3.48 2.20 5.26 3.32 1.62 5.82 2.76 1.82 3.46 1.58 1.68 2.88 1.30 1.44 2.98 1.32 1.24 2.98 1.30 0.76 0.90 0.52 0.44 8.32 0.59 1.61 2.88 0.60 1.77 3.03 0.77 1.50 3.27 0.65 2.51 5.58 0.70 2.93 6.64 0.79 2.77 6.46 0.93 2.85 6.49 1.41 8.88 2.08 17.98 0.91 29.17 1.04 24-26 26-27 29 a Platinized titanium anode. Catholyte, 0.7 M RSSR in 2.0 M HCI (Hg/Cu, Pb, Ti) and 0.25 M RSSR in 2.0 M HCl (other cathodes), both at 25°C. Anolyte, 2.0 M HCI. Catholyte and anolyte linear velocities 0.123 m s-l. Expamet PV876 turbulence promoting mesh in the catholyte channel. b Platinized titanium anode. Catholyte, 0.77 M RSSR in 2.0 M HCI at 30-40°C. Anolyte, 1.2 M HCl. Catholyte and anolyte linear velocities 0.3 m s-1. Three-dimensional carbon anode. Catholyte, 1.0 M RSSR in 2.3 M RSSR in 2.3 M HCl at 45°C. Anolyte, 4 M H,SO,. Catholyte and anolyte flow rates 1.67 x 10m5 m3 s-r. d Fractional conversion, X= 1 - (moles r,-cystine consumed/initial moles r_-cystine). e Material yield, 8, = ((moles of L-cysteine formed/moles of t_-cystine reduced) x 100). f Current efficiency, 4 = ((moles of L-cystine reduced/theoretical moles of L-cystine reduced) X 100). g Space-time yield, p ST = (3.6 X lo3 ZM+/nFA) where Z (A) is the current, M (kg mol-‘) the molar mass and A (mZ) the active electrode area. h Specific energy consumption for electrolysis, Es = ( -~FE,,,/IU&J), where E,,, is the cell voltage. ’ T.R. Ralph et al. / Electrochemistry density of 250 A m-‘, obtained a product yield of only 58% with a current efficiency of 12%. The catholyte was aqueous 3 mol dmw3ammonia with added ammonium carbonate. Wong and Wang [17] described the electrochemical reduction of L-cystine hydrochloride to L-cysteine hydrochloride at stainless-steel electrodes. The process is not suitable, however, for large-scale manufacture. The anode would soon corrode and the chlorine (or hypochlorite) generated at the electrode would tend to attack and degrade the type of anion-exchange membrane used (i.e. Selemion AMV, Asaki Glass). The acid salt was converted into the free base by dissolving in ethanol and adding ammonia solution to pH 6.2. This simple neutralization procedure gave a product yield of only 80%. Clearly this purification route is not competitive with electrodialysis. A series of Japanese patents [18,19] for Showa Denko dealt with the manufacture of L-cysteine hydrochloride in a parallel plate electrochemical reactor operated in the batch recycle mode. Lead was the preferred cathode giving at best a chemical yield of 95.6% and a current efficient of 93.5%. From liquid chromatography, a product purity of better than 99% was claimed. The importance of catholyte flow rate on both the chemical yield and current efficiency was stressed. A high flow rate minimized side-reactions. At lead electrodes the cathode potential was monitored during electrolysis and a sharp rise from about - 0.6 V (vs. SCE) to more negative potentials was associated with increased hydrogen evolution. Monitoring of the cathode potential was proposed as a method of determining the moment to terminate electrolysis. Excessive electrolysis times not only resulted in wastage of energy but also in reduced chemical yields with the pungent smell of hydrogen sulphide being noted. Several papers [20-231 in the Chinese literature consider essentially the system patented by Showa Denko. No improvement on lead as a cathode was reported. At lead electrodes, increasing the electrolyte flow rate and the current density reduced electrolysis times. More recently, the present authors have investigated the production of r_-cysteine hydrochloride at a wide range of cathode materials (i.e. mercury plated copper, lead, titanium, tin, stainless steel, carbon, copper, nickel and molybdenum) using constant-current batch electrolysis in a small, divided, parallel plate reactor operated in the batch recycle mode [24-261 (Fig. 1). This reactor was used rather than small glass “H” cells which are typically employed in the initial evaluation of reactor materials for a new electrosynthesis, for two main reasons. First, it provided conditions, particularly with regard to rates of mass transport, more closely ofwzystine and myteine: Part 2 21 resembling those in an industrial scale-reactor, and second, it allowed long-term tests on electrodes, electrolytes, membranes and other reactor materials to be made. At each cathode a parametric study of the major process variables (i.e. current density and catholyte flow rate) was performed. A simple model was used to predict the reactant concentration decay during batch electrolysis. At high reactant levels (short times) the rate of reduction was under current control and at low reactant levels (long times) pure mass transport control ensued. The model was used to characterize the electrosynthesis conditions at each cathode (Table 3). For all cathodes, the material yield and selectivity were essentially quantitative, all current losses being ascribed to hydrogen evolution. Consequently, the effect on the electrosynthesis of varying the current density was well defined. For example, Fig. 2 shows the performance of a lead cathode and Table 3 provides data for a range of cathode materials. As the current density was increased, batch processing times were reduced (Fig. 2(a)), as reflected by the higher spacetime yields (Fig. 2(b)), although this was partly offset by a reduction in the current efficiency (Fig. 2(c)), due to increasing rates of hydrogen evolution which, together with an increased cell voltage, resulted in a larger and less favourable specific energy consumption for electrolysis (Fig. 2(d)). The exception to this behaviour was shown by titanium electrodes, where only a small decrease in current efficiency was observed as the current density was increased. Consequently, at 500 A rnM2, Fig. 1. Expanded view of a laboratory parallel plate reactor [25] showing (a) cell housing (PVC), (b) disc spring compressors, (c) cathode, (d) glass reservoir containing SCE, (e) PTFE tube salt bridge for reference electrode, (0 catholyte compartment frame (PVC), (g) anolyte cell frame (PVC), (h) electrolyte inlet ports, (i) electrolyte outlet ports, (j) PTFE flexible seal, (k) expanded plastic mesh turbulence promoter, (1) plastic mesh spacer, (m) Nafion 324 cation exchange membrane, (n) nylon mesh, (0) anode, (p) end-plate, (q) screw to compress assembly. T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 22 high hydrogen overpotential mercury-plated copper and lead cathodes were the most efficient substrates but, at the industrially useful current density of 2000 A rnm2, titanium was just as proficient. At all three of these cathodes batches of product met the specification listed in Table 1. For routine industrial manufacture, however, none was satisfactory. With prolonged usage all showed stability problems [24] in the acidic catholyte. The mercury-plated copper cathode slowly amalgamated, the lead electrode corroded with lead chloride film formation and, in the case of titanium, hydride was formed. The net result was a drastic decrease in current efficiency at all of the electrodes, due to enhanced rates of hydrogen evolution, and at mercuryplated copper and lead cathodes there was also product contamination by toxic heavy metal ions. The model also made clear the great importance of efficient rates of mass transport for the process economics. Since the mass transport of r_-cystine hydrochloride controlled the rate of reduction towards the end of an electrolysis, the use of high catholyte flow rates and the inclusion of plastic mesh turbulence promoters in the catholyte channel significantly reduced electrolysis times, thereby improving the cumulative figures of merit at high reactant conversion. For example, at lead (Fig. 31, increasing the catholyte flow rate from 0.033 to 0.123 m s-l, in the presence of a F turbulence promoter, significantly reduced electrolysis times (Fig 3(a) and (b)). The result was an increase in the current efficiency (Fig. 3(c)) and space-time yield (Fig. 3(d)) values whilst the specific energy consumption for electrolysis was reduced (Fig. 3(e)) at high reactant conversions. Table 4 shows the cumulative figures of merit for these electrolyses at a lead electrode, with a fractional conversion close to 99%, such high conversions being necessary to avoid costly product work-up. The benefit of the higher catholyte flow rate and the use of an Expamet PV 876 turbulence promoter in the catholyte channel is clear. At an electrolyte velocity of 0.033 m s-r, the reactant conversion was below 95% over the duration of the experiments. The importance of efficient mass transport was highlighted, on a larger pilot scale, by the performance of titanium cathodes in a dished electrode membrane (DEM) reactor (Fig. 4) [26,27]. Much improved figures of merit were obtained at high reactant conversion in the DEM reactor compared with the small parallel plate cell using titanium cathodes (see Table 31, because of the higher rates of mass transport in this unit. This study highlighted [12] that product work-up is costly and the obvious purification method (dissolution of the acid salt in water, followed by filtration to remove undissolved disulphide and evaporation of the A$:1 0 60 a 'ij 0.45 E , 0.30 - 0.15 - 'q.;;r.,, '-7.. “y., "~,_ ,. '. 'Lb_ (a> '9 'P t “T,,, 08 200 600 Nxl I I t/n% 5.0 , 0 I I I I 400 200 t / I 6(X1 I xtn, min Fig. 2. Effect of current density on the reduction of L-cystine hydrochloride at a lead cathode in 2 M HCI [24] in the presence of a plastic mesh turbulence promoter at a linear catholyte velocity of 0.123 m s-l, showing the time dependence of (a) reactant concentration, (b) space-time yield, (c) cumulative current efficiency and (d) specific electrolytic energy consumption. Current density: (0) 2000; (m) 1000; (v) 500 A m-‘. (0) (t,rit, c,,~~), i.e. the point at which the reaction changes from charge transfer to mass transport control. Dashed lines, predicted by model. T.R. Ralph et al. / Electrochemistry of L-cyst& and L-cysteine: Part 2 ” 200 23 8M) 600 t / min ci,*/ mol dmm3 5.0 0 I I Ci,t / mol dmm3 I I I I 0.2 Ci,t / 0.4 0.6 0.8 mol dme3 Fig. 3. Effect of catholyte flow rate on the reduction of L-cystine hydrochloride at a lead cathode in 2 M HCI in the presence of a plastic mesh turbulence promoter at 2000 A me2 [24], showing the time dependence of (a) reactant concentration, (b) natural logarithm of reactant concentration, (c) cumulative current efficiency, (d) space-time yield and (e) specific electrolytic energy consumption. Flow rate: (0) 0.123; (m) 0.066; (v) 0.033 m s- t. (0) (tcrif, c._,~~). i.e. the point at which the reaction changes from charge transfer to mass transport control. Dashed lines, predicted by model for flow rates of (1) 0.123, (2) 0.066 and (3) 0.033 m s-l. TABLE 4. Effect of mass transport on the cumulative figures of merit a at high reactant conversion for the reduction of r_-cystine hydrochloride to L-cysteine hydrochloride at a lead cathode [24-261 Catholyte Empty channel, u =0.123 ms-’ Expamet PV 876, u=O.l23ms-’ Expamet PV 876, u=O.O66ms-l %X %8, %4 psr/ ES/ kg mm2 h-t kW h kg-’ 98 100 28.2 2.52 3.95 99 100 33.8 3.02 3.33 99 100 28.5 2.56 3.92 Basis: parallel plate reactor (100 cm2 active electrode area) operated in the batch recycle mode; catholyte, 0.7 M RSSR in 2.0 M HCl at 25°C; platinized titanium anode; anolyte, 2.0 M HCl. Current density 2000 A m-‘. a Figures of merit are defined in Table 3. filtrate to give pure product) results in oxidation of L-cysteine hydrochloride to L-cystine hydrochloride. Workers from Taiwan [28] have also described a divided parallel plate reactor, operating in the batch recycle mode, for electrosynthesis of L-cysteine in hydrochloric acid solution. The reactor employed a lead plate cathode and platinum net anode, with a CMV (Asahi Glass) cation-exchange membrane. Copper and stainless steel were examined as alternative cathode materials but both showed an inferior current efficiency to lead. At lead cathodes, the authors reported a current efficiency of 91.5% at a current density of 200 A m-*. However, the material yield was only 91% and a significant level of unreacted L-cystine was found in the product. No conversion data or concentration vs T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 24 time curves were presented and the cathode area was not stated. Following concentration and crystallization, the product was found to contain an average lead content of 15 ppm, which was slightly higher than the 13 ppm contained in the L-cystine starting material. However, the authors noted that, by controlling the start-up and shut-down procedure and ensuring that the cathode always operated at a reasonably high current density, no significant lead pickup by the product occurred. The problems of traditional electrode materials for the electrosynthesis of the acid hydrochloride and the problems of chlorine evolution at the anode in hydrochloric acid anolytes have encouraged alternative CATHOLYTE OUT ANOLYTE n OUT MEMBRANE CATHODE ANODE TURBULENCE PROMOTER CATHOLYTE IN ANOLYTE IN DISHED ANOLYTE CATHOLYTE ANODE FRAME FRAME I I I TURBULENCE PROMOTER MEMBRANE D&ED CATHODE (b) Fig. 4. The DEM cell used for electrosynthesis of L-cysteine hydrochloride, showing the construction of a divided cell. (a) Sectional view; (b) exploded view. TABLE 5. Electrosynthesis of L-cysteine at planar and porous three-dimensional carbon cathodes in a flow-through parallel plate cell [29] Type of cathode %XB %e,a %4a Planar carbon (in the presence of a turbulence promoter) RVC (40 pores per linear cm) 99 100 38 99 100 91 Catholyte linear velocity 0.12 m s-l. Other conditions as in Table 4. a Figures of merit are defined in Table 3. strategies. For example, Walsh et al. [29] have recently incorporated high surface area carbon cathodes (projected area 1 dm2) into a laboratory filter press cell which utilizes a Nafion 324 cation-exchange membrane and an oxygen-evolving DSA type anode. In the case of a 100 ppi (pores per inch) RVC (reticulated vitreous carbon) electrode, batch electrolysis times were considerably reduced whilst maintaining high materials yield and current efficiency values (Table 5). Sanchez-Can0 et al. [30] have also found that threedimensional carbon electrodes (type unspecified) were highly efficient for reduction of the disulphide in an acid environment using a reactor operating in the batch recycle mode. At a current density of 5000 A me2 (based on the geometric area) a very high spacetime yield of 29 kg mm2 h-’ was achieved with a material yield of 94% and a current efficiency of 92% at 100% conversion. The 6% of reactant not accounted for is a concern. The low material yield was not addressed by the authors, although prolonged batch electrolysis may have reduced the loss. The Electrosynthesis Company have explored the direct electrosynthesis of L-cysteine free base by reduction of L-cystine in an Electrocell AB MP flow cell [31,32] (Fig. 5). Using a proprietary high surface area carbon felt cathode and an aqueous ammonia catholyte, which was nitrogen purged, they claimed, based on the determination of the L-cysteine concentration, a chemical yield of 94.6% and a current efficiency of 94.6% at a high current density of 2500 A me2 (Table 6). Evaporation of the solvent under pressure yielded the crude product (at a maximum purity of approximately 98% L-cysteine). As discussed, this is not sufficiently pure for many applications. In contrast with attempts to purify the acid salt, however, dissolution of the free base in demineralized water followed by filtration to remove insoluble material, it was claimed, gave L-cysteine with a purity of 99.6 wt.%. This, however, may represent an additional costly process step. Moreover, the more stable hydrochloride salt is easily stored and is favoured for many applications. T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 In agreement with the findings of Walsh et al. [29] and Sanchez-Cano et al. [30], the Electrosynthesis Company have found that the use of three-dimensional 25 TABLE 6. Effect of current density on the electrosynthesis of L-cysteine free base at a carbon felt cathode in the Electrocell AB MP flow cell [31] j/ %X %dJ 96.6 99.2 96.5 94.6 86.5 95.6 99.2 94.6 94.6 86.5 Ame 600 1000 1500 2500 4000 Projected cathode area 100 cm2, catholyte, 0.42 M L-cystine in 8 M ammonia solution; catholyte flow rate, 0.28 m3 s-‘; mean linear catholyte velocity, 0.16 m s-t; cathode-membrane gap, 5 mm; anode, DSA-0,; anolyte, 3 M H,S04. 100 Q (%I * II a 80 60 .‘1?*... fluid distrlbutor ! 20 I 0 I 1000 I I 2000 t 3000 j I A me2 Fig. 6. Current efficiency as a function of current density for L-cystine reduction at planar and high surface area (felt) carbon electrodes [31-341. The current efficiencies for the felt and the planar electrodes are reported at 100% and 75% theoretical fractional conversion, respectively. (0) Carbon felt; (01 planar carbon. (a) Turbulence Pro Graphkc Backplate (b) Fig. 5. (a) MP model of Electrocell reactor used with (b) a three-dimensional carbon felt cathode for electrosynthesis of L-cysteine free base. cathodes (based on carbon felt) resulted in much higher current efficiencies for reduction of the disulphide (Fig. 6). This was at least partly due to the much enhanced rates of mass transport to the cathodes compared with the corresponding planar cathodes [34]. Care must be exercised over the stability of both L-cystine and r_-cysteine in alkaline catholyte, based upon previous experience [14-161, even if the electrolyte was nitrogen purged. The specific energy consumption of the Electrosyntheis Company process is also much higher than typical values for production of L-cysteine hydrochloride. Cell voltages of 6.2-8.4 V were measured for production of the free base at a current density of 2500 A m-*. This contrasts with cell voltages of 3.8-4.2 V for L-cysteine hydrochloride production from 2.0 mol dme3 hydrochloric acid using a titanium cathode at a current density of 2000 A m-*. Much of this difference is due to the lower conductivity of the alkaline catholyte. On the other hand, ammonia solution facilitates efficient catholyte evaporation to yield the free base directly. 26 T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 4. Conclusions Both the free base and acid salt processes are capable of generating r_-cysteine in high purity by simple evaporation of the catholyte following electrolysis of the disulphide. The majority of applications require the hydrochloride salt, but local markets or speciality processes may demand the free base; for storage and transportation, the acid salt is much more stable. It is clear from the recent literature that porous, three-dimensional carbon cathodes have significant potential for the commercial electrosynthesis being electrocatalytic, offering good stability and avoiding product contamination by toxic metals from the cathode. Such high surface area electrodes are becoming increasingly used, within plate-and-frame cells, to improve the performance of many existing electrosyntheses and to investigate novel syntheses [33,34]. The usual drawback of non-uniform potential and currrent distributions over three-dimensional electrodes does not appear to affect the electrosynthesis adversely under the reported conditions as the only side-reaction is hydrogen evolution. Of the remaining cathode materials investigated for the production of the acid salt, lead with its high hydrogen overpotential is amongst the most proficient and remains the choice for many industrial processes. During prolonged use, or stop/start operation, however, there are concerns regarding cathode stability in acid electrolytes and some lead contamination of the product can result. The common reactor choice is a parallel plate design operating in the batch recycle mode. Such operation allows the rate of mass transport to be readily enhanced by increasing the catholyte flow rate and by incorporation of turbulence promoters within the catholyte channel. The significance of maximizing mass transport rates of L-cystine supply to the cathode is clearly shown by much improved figures of merit towards the end of a batch electrolysis, coupled with the requirement for a near quantitative reactant conversion to avoid costly product work-up. Selection of the other major process variable, the current density, is a trade-off between use of the highest value to maximise the space-time yield whilst avoiding losses due to hydrogen evolution and the attendant increase in specific energy consumption for the product. Concerning the other major reactor components, a choice exists between the generation of chlorine or oxygen gas at the anode. Platinized titanium in hydrochloric acid and a DSA oxygen-evolving anode in sulphuric acid have, respectively, been the two common strategies The use of an oxygen-evolving anode has the attraction of avoiding the need to handle toxic chlorine gas if it cannot be used on-site. Cation membranes are currently favoured owing to their greater stability when compared with their anion counterparts. In a recently developed free base process, the cation membrane prevents the loss of negatively charged reactant and product molecules into the anolyte. There is no evidence of such loss of the positively charged analogues in the case of the acid salt process. Acknowledgements The academic authors are grateful to EA Technology, Capenhurst, for fruitful collaboration, to the SERC for the provision of a CASE award studentship (to T.R.R.) and the University of Portsmouth Science Faculty for research support (to F.C.W.). References T.R. Ralph, M.L. Hitchman, J.P. Millington and F.C. Walsh, J. Electroanal Chem., submitted. N.L. Weinberg, paper presented at the Third International Forum on Electrolysis in The Chemical Industry - From Laboratory to Pilot Plant, to Production, Florida, November 1989. Sigma Chemical Catalogue, Sigma, St. Louis, MO, 1991, p. 301. A. Kleeman, W. Leuthtenberger, B. Hoppe and H. Tanner, in Ullmann’s Encyclopedia of Industrial Chemistry, Vol. A2, VCH, Weinheim, 1985, 5th edn., pp. 57-97. T. Itoh, in T. Kaneko, Y. Izumi, I. Chibata and T. Itoh (Eds.), Synthetic Production and Utilisation of Amino Acids, Halsted Press, New York, 1974, Chapter 6. T. Nagasawa and H. Yamada, in K. Aida, I. Chibata, K. Nakayama, K. Takinami and H. Yamada (Eds.), Progress in Industrial Microbiology. Vol. 24: Biotechnology of Amino Acid Production, Elsevier, Amsterdam, 1986, Chapter 19. J.P. Greenstein and M. Winitz, Chemistry of the Amino Acids, Vol. 3, J. Wiley, New York, 1961, Chapter 24. 8 Y. Izumi in T. Kaneko, Y. Izumi, I. Chibata and T. Itoh (Eds.), Synthetic Production and Utilisation of Amino Acids, Halsted Press, New York, 1974, Chapter 4. 9 J. Martens, H. Offermanns and P. Scherberich, Angew. Chem., Int. Ed. Engl., 20 (1981) 668. 10 E. Baumann and C. Preusse, Z. Physiol Chem., 5 (1881) 309. 11 T. Itoh in T. Kaneko, Y. Izumi, I. Chibata and T. Itoh T. (Eds.), Synthetic Production and Utilisation of Amino Acids, Halsted Press, New York, 1974, Chapter 5. 12 J.P. Millington, unpublished work. 13 P. Rambacher, German Patent 1 024 518, 1955; US Patent 2 907 703, 1959. 14 S. Suzuki and I. Karube, Recent Dev. Sep. Sci., 3 (1977) 355. 15 A. Hasaka, Japanese Patent 5 823 450, 1962. 16 J. Mizuguchi, Bull. Tokyo Inst. Technol., 64 (1965) 661; Chem. Abstr., 64 (1966) 9336. 17 C.-H. Wong and K.-T. Wang, J. Chin. Chem. Sot., 25 (1978) 149. 18 K. Nakayasu, 0. Furuya, N. Inoue and S. Moriguchi S., Japanese Patent 81, 40 966, 1981. 19 N. Takahashi and K. Nakayasu, Japanese Patents 82, 98 684, 1982; 82,98 685, 1982. 20 M. Chen, Huaxue Shiji, 5 (1983) 173; Chem. Abstr., 99 (1983) 140338k. T.R. Ralph et al. / Electrochemistry of L-cystine and L-cysteine: Part 2 21 R. Yang and B. Wu, Shengwu Huaxue Yu Shengwu Wuli Jinzhan, 22 23 24 25 26 27 28 56 (1984) 67; Chem. Abstr., 101 (1984) 131064a. W. Zhu, Nanjing Xuebao Ziran Kexue, 22 (1986) 566; Chem. Abstr., 107 (1986) 154725e. C. Zhu and X. Song, Huazhong Shifan Daxue Xuebao Ziran Kexueban, 20 (1986) 307; Chem. Abstr., 107 (1987) 78219a. T.R. Ralph, Ph.D. Thesis, University of Strathclyde, 1991. M.L. Hitchman, J.P. Millington, T.R. Ralph and F.C. Walsh, Inst. Chem. Eng. Symp. Ser., No. 112 (1989) 223. M.L. Hitchman, J.P. Millington, F.C. Walsh and T.R. Ralph, Inst. Chem. Eng. Symp. Ser., No. 127 (1992) 23. J.P. Millington and D.A. Hughes, European Patent Application EP 235 908, 1987. T.S. Wang, W.H. Chang and B.H. Chiang, J. Food Eng., 15 (1991) 209. 27 29 F.C. Walsh, P. Trinidad and T.R. Ralph, paper to be presented at Electrochem ‘94, Edinburgh, September 1994. 30 G. Sanchez-Cano, V. Montrel and M. Aldaz, Tetrahedron, 47 (1991) 877. 31 J.D. Genders, N.L. Weinberg and C. Zawodzinski, Extended Abstracts, Electrochemical Society Spring Meeting, Montreal, 6-11 May 1990, Vol. 90-1, p. 890; in R.D. Little and N.L. Weinberg (Eds.), Electroorganic Synthesis - Festschrift for Manuel M. Baizer, Marcel Dekker, New York, 1991, p. 273. 32 J.D. Genders, D.J. Mazur and N.L. Weinberg, European Patent Application EP 436 055, 1991. 33 A.M. Couper, D. Pletcher and F.C. Walsh, Chem. Rev., 90 (1990) 837. 34 F.C. Walsh, A First Course in Electrochemical Engineering, Electrochemical Consuhancy, Romsey, UK, 1993, p. 319.