Orgacon
advertisement

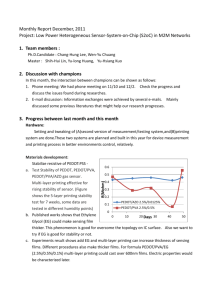
Orgacon® Conductive Transparent Films Application sheet Patterning Orgacon® film by UV photo-lithography [1] Introduction In many applications, conductive layers need to be patterned to perform certain functions or to provide isolation. Orgacon® film consists of a PEDOT/PSS (poly (3,4) ethylenedioxythiophene / polystyrenesulfone acid) layer coated onto a polymer substrate, such as PET. The conductivity of this layer can be destroyed by exposing it to low concentration of a strong oxidant for a short time, e.g. a 1 % concentration of sodium hypochlorite (NaOCl or bleach). This technique is remarkably different from the patterning of ITO layers where strong acids such as HBr are used to chemically etch away the ITO. The destruction of the conductivity of the PEDOT layer is called ‘deactivation’, because the patterning technique does not remove the PEDOT layer from the substrate, resulting in a smooth patterned surface and only small differences in light transmission between conductive and non-conductive areas. Longer exposure times or higher oxidant concentrations will eventually etch away the exposed PEDOT layer. Exposure to other strong oxidisers will also etch away the layer, as opposed to passivating it. The principle of patterning by passivation is applicable by means of different patterning methods. The selection of a patterning method is dependent on the resolution of the required pattern. For coarse patterns, such as the edge isolation for EL lamps, a screenprinting paste has been developed, which works by simply screen-printing the negative of the desired conductive pattern with this deactivation paste (see Orgacon® STRUPAS application note). Another method makes use of a screen-printable mask resist followed by deactivation in a NaOCl solution, after which the resist is removed, yielding the desired conductive pattern (see application note ‘Orgacon® film patterning by screenprinting mask’). Yet, issues remain when imaging defects, underetching, isolation resistance, and surface quality. In the next sections we will expand on all of these process steps, and address some of the issues involved. 2.1. Substrate selection and preparation 2.1.1. Substrate selection Orgacon® film is available on PET in thickness, 63 to 175µm. The film has an antistatic backlayer for improved handling and dust shielding, and a conductive PEDOT layer onto a special adhesion layer, on the other side,. The adhesion layer will stay even after etching of PEDOT layer. 2.1.2. Substrate preparation Although PEDOT layer is fairly robust, care should be taken in handling the material. Scratches and dent marks can adversely affect the patterning for high-resolution patterning. Therefore, the PEDOT layer can be cleaned with DI water or isopropanol to remove superficial dirt. 2.2. Resist selection and coating Many photoresists are available with very different properties. For patterning, we recommend to use positive photoresist from Clariant1 or similar: AZ111 XFS (or “AZ111”). AZ111 XPS resist was selected specifically because of its good adhesion to many surfaces, curability at low temperature. The patterning procedure is developed in combination with AZ111 – see Table 1. Solid Content (%) Viscosity (cSt at 25C) Absorptivity (I/g*cm) at 375 nm Solvent Max water content (%) This application sheet explains how to use UV lithography to pattern PEDOT layer, which offers the finest patterning resolution. 19.3 25.2 0.65 Methoxypropylacetate 0.5 Table 1: Selected properties of AZ111 XFS (source: Clariant) [2] Patterning process The UV lithography process generally consists of the following steps: • Substrate selection and preparation • Resist selection and application • Exposure • Resist development • Passivation or etching of the PEDOT layer • Resist stripping Last updated: 07/2005 1 of 3 The resist is normally coated by spincoating (see fig 1). A suitable clip/clamp is needed to hold down the piece of substrate. The suitable resist thickness is 1 µm (dry layer). Fig 1: Spin-coating resist AZ72 PED 1 http://www.clariant.com PE 2.3. Exposure Baking process, prior to exposure, can improve etching. Therefore, we advise to include pre-exposure baking step at 110°C/3 min. Out of all deactivation agents as listed above, NaOCl offers the best combination of speed and ease of use. It is therefore recommended to passivate PEDOT layers for most applications that do not require high isolation resistance. 2.5.1. NaOCl deactivation agent Fig 2: UV exposure (1 min at 7000 µW/cm2) The absorption peak of the AZ111 resist is around 380 nm. Total exposure energy should be in the range of 360 mJ/cm2 (1µm layer thickness). The choice of mask, either glass mask or PET mask, depends on the resolution. In both cases, collimated light exposure should be used for good imaging to the resist (see fig 2). AZ111 does not normally require post exposure baking process to increase development quality. However, it has been also learned that one thermal baking step during resist processing improves the residual resistance of thin lines. 45sec post baking at 110°C (preferably on hotplate) is recommended. 2.4. Development We recommend to use NaOCl concentration 1%. Available NaOCl is concentrated typically at 5-14%. Therefore, please take time to prepare NaOCl with the correct concentration. Once NaOCl deactivation is prepared, it has limited shelf life, so we advise to prepare it immediately before printing. An exposure time of 5 sec will deactivate the non-masked PEDOT layer and reduce its surface resistance to 1E9 Ohm/sq. Very slight colour change, from blue to yellowish, can be observed under reflected light conditions. The thickness of the deactivated area decreases by <100 nm. We recommend to keep exposure time as short as possible, because it patterned edges can exhibit some ‘under-etching’, i.e. line widths of the protected area are affected by deactivation. Therefore, after the deactivation the substrate should be thoroughly rinsed in DI water (see fig 5). NaClO 1% The standard developer for AZ111 is AZ303. This will adversely influence the resistance of the PEDOT layer: a sixfold increase in surface resistance has been observed when exposing PEDOT layer to AZ303 for 15 min. This effect might contribute to higher resistance values in thin lines. Recommended development conditions are 40sec in 20% AZ303 developer (see fig 3). Fig 4: Deactivation of non-masked PEDOT layer Fig 3: Development of mask-resist (40 sec) As mentioned before, one thermal step can improve the resistance of fine lines. This step can either be a post exposure baking (see above), or post baking after development, such as at 110°C/60sec (hotplate). 2.5. Deactivating PEDOT layer After resist development, the substrate is ready for deactivation of the non-masked PEDOT areas, by exposing the to strong oxidising agents. The following oxidisers have been tested: • • • NaOCl (bleach) K2Cr2O7 (dichromate) + HNO3 KMnO4 (permanganate) + H2S04 Depending on concentration, exposure time and oxidising agent, the PEDOT layer will be deactivated or completely etched away. Low concentration of NaOCl and a short exposure time will deactivate the PEDOT layer, resulting in the sheet resistance at 1E9 Ohm/sq. Theoretically you can also reach 1E15 Ohm/sq, if using untreated PET. With high concentration of NaOCl and longer exposure time, you can reach 1E2 Ohm/sq (PEDOT layer is etched away). The use of even stronger oxidisers enables you to reach 1E14 Ohm/sq. Last updated: 07/2005 2 of 3 Fig 5: Rinsing PEDOT layer in water 2.5.2 K2Cr2O7 + HNO3 deactivation agent At maximum concentrations, this agent reduces surface resistance of deactivated area to 1E11 Ohm/sq. The deactivated areas become transparent after patterning, as the PEDOT layer is etched away. 2.5.3 KMnO4 + H2S04 as a passivation agent The composition of this solution is 15 g KMnO4 + 200 ml H2S04 + 1L DI water. At ambient temperatures, t this agent reduces surface resistance of deactivated area to 1E9 Ohm/sq after 10sec exposure. As with dichromate, the deactivate areas become transparent, as the PEDOT layer is etched away. The short exposure time is preferred, since it minimises the effect of under-etching. By heating it to 60°C, you can expect the result o fhigher isolation resistances at 1E13. Using permanganate leaves a brownish layer of MnO2 on the passivated areas. This layer can easily be removed by reduction in one of the following solutions (10 s exposure time): • 3g Na2SO3 + 25 ml H2S04 + 1 l DI water • 10g Fe2SO4 + 100 ml H2S04 + 1 l DI water 2.6. Resist stripping [4] Visualisation of the pattern The recommended stripper for AZ111 is AZ100. Exposure of PEDOT layer to this solvent will affect the conductivity. Therefore it is recommended to use methoxypropanol for resist stripping. When patterning, it is often required to pattern 2 layers of circuit lines on top of one another. Therefore a pattern typically will contain reference marks or targets. 60sec methoxypropanol exposure on PEDOT layer, followed by rinsing in DI water, will finally remove the resist (see fig 6). Shorter exposure times can leave white residue on the PEDOT layer, indicating that the resist is not completely removed. Methoxypropanol bath should be kept free from water as much as possible, as the presence of water can affect the stripping quality. PEDOT conductive Fig 6: Methoxypropanol exposure By UV light exposure (energy of 360 mJ/cm2), stripping time in methoxypropanol can be reduced to 30 sec. Under-etching is a undesired phenomena. This can occur if patterned circuit lines have small gap than the corresponding lines in the resist-mask. Even if the line width is reproduced successfully, it is still possible that solvent used during processing adversely affect the conductivity in the protected areas by latterly attacking the PEDOT layer at the unprotected sidewalls. This will affect surface resistance of the circuit lines. A number of factors can contribute to under-etching: Imaging Influence of developing and stripping solutions Passivation chemistry You can keep such undesired phenomena under control, by using good quality photo-resist, appropriate imaging equipment (collimated light), and correct exposure. Short development times limit the influence of the developer. It is recommended to use methoxypropanol as stripping agent, as it does not affect the conductivity of the PEDOT. NaOCl deactivation agent will diffuse pattern and decrease the conductivity lines. It is, therefore ,recommended to time to its minimum (which is 5 sec) resistance of 1E9 Ohm/sq, followed thorough rinsing in DI water. The colorant is prepared by dissolving 2g of methylene blue in 1 L of DI water, and putting a few drops of the colorant onto the area of the marks, after which the substrate is quickly and thoroughly rinsed in DI water. The reference mark area should be exposed for approx. 60sec. [5] Conclusion [3] Under-etching and pattern resolution • • • A characteristic of PEDOT patterning with NaOCl is small difference in visual appearance of the deactivated and non-deactivated areas. To enhance the visibility of reference marks, the area around the marks is treated with colorant just before stripping. The effect of the colorant will be to permanently change the colour of the deactivated area, while transparency of the nondeactivated area is preserved as it is protected by the resist. under the resist of the patterned limit the etching to reach surface immediately by The observed under-etching is in a range of 10µm. Due to the effect of under-etching, minimum reproducible line width is limited to 20µm – although almost doubling the original sheet resistance value. Figure 1 shows a 50µm line pattern created by UV patterning. Finely structured patterns on PEDOT layer are ready for UV lithography. Agfa has developed the optimised process using AZ111 resist. This will result in an isolation resistance of 1E9 Ohm/sq in the deactivate areas. However, the process may result in under-etching in a range of 10 µm or finer line with. Step Resist spincoating Pre Exposure Bake Exposure Post Exposure Bake Development DI water rinse Conditions AZ111, 1 µm dry layer thickness 110°C, 180 s 380 nm, 360 mJ/cm2 110°C, 45 s hotplate AZ303 20%, 40s 40 s Optional: Post Bake Passivation DI water rinse 110°C, 20 s hotplate NaOCl 1%, 5s 40 s Optional : Reference mark coloration Drying Full-plane Exposure Resist stripping DI water rinse Drying Methylene blue 2g/l, 60 s 90°C, 60-180 s 380 nm, 360 mJ/cm2 Methoxypropanol, 30s 40s 90°C, 60-180s 3 of 3 Immediately after development 110°C is max T Immediately after passivation Optional, followed by water rinse Water-free For more info, please do not hesitate to contact the staff at Agfa. Advanced Materials Speciality Industries Agfa-Gevaert N.V. Septestraat 27 B-2640-Mortsel Belgium HIROKO IINUMA Tel. ++81 (0)3 5704 31 40 Fax ++81 (0)3 5704 30 89 e-mail: hiroko.iinuma@agfa.com Last updated: 07/2005 Layer thickness 1 µm 110°C is max T [6] MORE INFORMATION LOUIS BOLLENS Tel. ++32 (0)3 444 29 96 Fax ++32 (0)3 444 76 62 e-mail: louis.bolles@agfa.com Fig.1 : line of 50µm (x292). Remarks