____________ ________________ 2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA... MIT OpenCourseWare
advertisement

MIT OpenCourseWare
http://ocw.mit.edu
____________
2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)
Spring 2008
For information about citing these materials or our Terms of Use, visit: ________________
http://ocw.mit.edu/terms.
Control of
Manufacturing Processes
Subject 2.830/6.780/ESD.63
Spring 2008
Lecture #16
Process Robustness
April 10, 2008
Manufacturing
2.830J/6.780J/ESD.63J
1
Outline
• Last Time
– Optimization Basics
– Empirical Response Surface Methods
• Steepest Ascent - Hill Climbing Approach
• Today
– Process Robustness
• Minimizing Sensitivity
• Maximizing Process Capability
– Variation Modeling
• Noise Inputs as Random Factors
– Taguchi Approach
• Inner - Outer Arrays
Manufacturing
2.830J/6.780J/ESD.63J
2
What to Optimize?
• Process Goals
–
–
–
–
Cost
Quality
Rate
Flexibility
Manufacturing
(Minimize)
(Maximize Cpk or Minimize E(L))
(Maximize)
(N/A for now)
2.830J/6.780J/ESD.63J
3
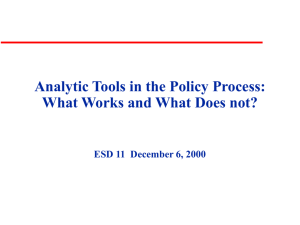
Simple Problem: Minimum Cost
• Must Hit Target
0.45
0.4
0.35
x =T
0.3
0.25
0.2
0.15
0.1
• Multiple Input Factors
– Contours of constant output
– Match to Target
– Assume constant output variance
0.05
0
-4
LSL
-3
-2
-1
T
μ
0
1
2
3
4
USL
• Choose Operating Point to
– Minimize Cost (e.g. material usage; tool wear, etc)
– Minimize Cycle Time
Manufacturing
2.830J/6.780J/ESD.63J
4
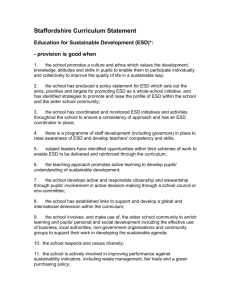
Linear Model with Constraint
15
yˆ =1+7x1 +2x2 +5x1x2
Line of mean
=5.0
10
Target
Y
5
Need Second
Criterion to select
unique x1 and x2
0
-5
0
+1
-10
-1
X2
0.6
X1
-1-0.2
+1
Manufacturing
• cost
• rate
-1
2.830J/6.780J/ESD.63J
5
Quality: Minimum Variation
∂Y
∂Y
ΔY =
Δα +
Δu
∂α
∂u
• Minimize Sensitivity to Δα
– Process Robustness
• Maximize Cpk
• Minimize expected quality loss: E{L(x))}
Manufacturing
2.830J/6.780J/ESD.63J
6
Maximizing Cpk
(USL − μ ) (LSL − μ ) ⎞
⎛
Cpk = min ⎝
,
⎠
3σ
3σ
Measure using estimates of response of y and s:
⎛ (USL − yˆ ) (LSL − yˆ )⎞
Cpk = min
,
⎝
⎠
3sˆ
3sˆ
Or create a new response variable from the raw data
⎛ (USL − y j ) (LSL − y j ) ⎞
η j = min ⎜
,
⎟
3s j
3s j
⎝
⎠
• Single variable that combines y and s
• Could be discontinuous
Manufacturing
2.830J/6.780J/ESD.63J
7
Variance Dependence on Operating Point
• We often assume that σ2 is constant throughout
the operating space
– Implicit in simple ANOVA, most regression fits
– Process optimization might also assume this
• E.g. Cpk, E(L), sensitivity to α independent of u
• Reality: process variation may be different at
different operating points!
– Imperfect control of u implies δY/δu can vary, if
model/dependence is nonlinear
– Presence or sensitivity to noise may depend on u
Manufacturing
2.830J/6.780J/ESD.63J
8
Process Output Variance
• We can define the response variable as η=σj
and solve for η=Xβ+ε
Input and Levels
Within
Test
Within
Test
Response Replicates
mean
std.dev.
Test
x1
x2
ηi1
ηi2
ηi3
ybar
1
-
-
η11
…
…
y bar 1
s1
2
+
-
…
…
…
y bar 2
3
-
+
…
…
η33
y bar 3
s2
s3
4
+
+
η43
y bar 4
s4
i
si
New Response Variable
Manufacturing
2.830J/6.780J/ESD.63J
9
Process Output Variance
• Solve for η=Xβ+ε using the same X matrix as
with y.
• This will yield a “variance response surface”
• Linear model: minimum at the boundary
Manufacturing
2.830J/6.780J/ESD.63J
10
Combining Mean and Variance:
• Find the line (or general function) defining
minimum error from the y response surface
• Find the minimum variance using those
constrained x1 and x2 values
Manufacturing
2.830J/6.780J/ESD.63J
11
Combining Mean and Variance:
Direct Method
yˆ = β 0 + β 1 x1 + β 2 x 2 + β 12 x1 x2
y surface
y* = β 0 + β1 x1 + β 2 x 2 + β12 x1 x2 = target
solve for x1
(y − β0 − β 1 x2 )
x1 =
x2
β1 + β12 x 2
*
(line on surface)
ˆs = β 0 + β x + β 2x2 + β x x
'
Manufacturing
'
1 1
'
'
12 1 2
2.830J/6.780J/ESD.63J
s surface
12
Combining Mean and Variance:
Direct Method
Substitute for x1 in the s equation and find minimum
(y * − β 0 − β 1 x2 )
x1 =
x2
β 1 + β12 x 2
sˆ = 1 + β 1 x1 + β 2 x2 + β 12 x1 x 2
'
'
'
s surface
sˆ = f (x 2 ) it will be non − linear in general
∂sˆ
=0
∂x 2
Manufacturing
solve for x2
2.830J/6.780J/ESD.63J
13
Minimizing E(L)
E{L(x)} = kσ + k(μx − x*)
2
x
2
define a new response variable:
η j = ks + k(y j − y*)
2
yj
2
and find min(η)
NOTE: Since the response variable is
quadratic in y and s, the new estimation
model should be quadratic as well
Manufacturing
2.830J/6.780J/ESD.63J
14
Problems?
• With Variance Varying?
• What Caused Non-Constant Variance?
• Can We Assess “Robustness”?
Manufacturing
2.830J/6.780J/ESD.63J
15
Use of the Variation Model
Recall:
∂Y
∂Y
ΔY =
Δα +
Δu
∂α
∂u
Disturbance
Sensitivity
∂Y
= f (u,α )
∂α
How would we minimize
u
α
input
∂Y
∂α
?
∂Y
∂α
“noise”
Manufacturing
2.830J/6.780J/ESD.63J
16
Robustness to Noise Factors –
Inner and Outer Factors
• Find Control Factors
that Minimize Effect of
Noise
• Taguchi Approach:
Varying Noise Factors
at Each Level of
Control Factors
Inner
B
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
-4
kn = # noise factors
kc = # control factors
Manufacturing
-3
-2
-1
0
1
2
3
N2
4
A
Outer
N1
∂Y
Each corner gives a measure of
∂α
2.830J/6.780J/ESD.63J
17
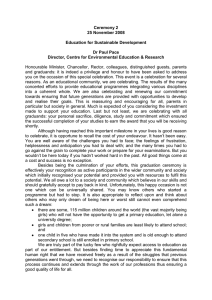
Robustness to Noise Factors
Crossed Array Design
Variance
caused by
Outer array
variations
Outer Array
Inner
Number
of Tests?
Array
N1
-1
1
-1
1
N2
-1
-1
1
1
A
B
Average Variance
-1
-1
Yij
Yij
Yij
Yij
Ybar1
s21
1
-1
Yij
Yij
Yij
Yij
Ybar2
s22
-1
1
Yij
Yij
Yij
Yij
Ybar3
s23
1
1
Yij
Yij
Yij
Yij
Ybar4
s24
20
S/N
Taguchi S/N =
−10 log
2
yi
Si 2
SN1
SN2
SN3
SN4
15
10
5
Y
0
0
-5
-10
-1
-0.9
-0.8
-0.7
-0.6
-0.5
X20.6
-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
X1
Manufacturing
2.830J/6.780J/ESD.63J
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
+1
-1
0
2
18
Taguchi – Signal-to-Noise Ratios
• Nominal the best:
• Larger the better:
• Smaller the better:
Manufacturing
2.830J/6.780J/ESD.63J
19
Crossed Array Method
• Number of tests
– Control Factor tests * Noise Factor tests
– Linear model leads to linear response
surface for S/N
– True Optimum requires Quadratic test on
inner array
• # Tests = 3kc 2kn unless interaction ignored
• 3kc requirement can be reduced with use of
central composite or related designs
Manufacturing
2.830J/6.780J/ESD.63J
20
Robustness Using Noise Response
∂Y
∂Y
ΔY =
Δα +
Δu
∂α
∂u
u:
• control factors
α:
• some can be manipulated if desired (Noise Factors)
• some cannot (Pure error)
Treat control and noise as factors for experiments:
ŷ = β0 + β1x1 + β2 x2 + β12 x1x2 + γ 1z1 + δ11x1z1 + δ 21x2 z1
xi are control factors, zj are noise factors
Manufacturing
2.830J/6.780J/ESD.63J
21
Noise Response Surface Approach
y = β0 + β1 x1 + β2 x2 + β12 x1 x2 + γ 1z1 + δ11 x1z1 + δ 21 x2 z1 + ε
Assume
z1 : N(0, σ z )
ε : N(0, σ )
Full factorial in x1 and x2 (Control Factors)
Interaction terms for z1
(Noise Factors)
• Why are they vital?
Manufacturing
2.830J/6.780J/ESD.63J
22
Noise Response Models
y = β 0 + β1 x1 + β 2 x 2 + β12 x1 x 2 + γ 1 z1 + δ 11 x1 z1 + δ 21 x 2 z1 + ε
Assume
z1 : N(0, σ z )
ε : N(0, σ )
Mean of Response:
E(y) = β0 + β1x1 + β2 x2 + β12 x1x2
Variance of Response:
V (y) = (γ 1 + δ 11 x1 + δ 21 x 2 ) σ + σ
2
2
z
2
Now variance is a function of control factors
Manufacturing
2.830J/6.780J/ESD.63J
23
Variance Models
V ( y) = (γ 1 + δ 11 x1 + δ 21 x 2 ) σ + σ
2
2
z
2
V (x1 , x2 ) = (γ 1 + 2γ 1δ12 x1 + 2γ 1δ 21 x2 +
2
δ12 x1 + δ 21 x2 + 2δ12δ 21 x1 x2 )σ
2
2
2
2
2
z
Quadratic in x1, x2
Manufacturing
2.830J/6.780J/ESD.63J
24
Example: Robust Bending
• Control Factors
– Depth of Punch x1
– Width of Die x2
• Noise Factors
– Yield Point of Material z1
– Thickness of Material z2
Manufacturing
2.830J/6.780J/ESD.63J
25
Example: Robust Bending
y = β 0 + β1 x1 + β 2 x2 + β12 x1 x2 + γ 1z1 + δ11 x1z1 + δ 21 x2 z1 + ε
yp
x1
-1
1
-1
1
-1
1
-1
1
w
x2
-1
-1
1
1
-1
-1
1
1
sigma
z
-1
-1
-1
-1
1
1
1
1
Mean
Angle
38.1
45.9
24.1
33.2
37.8
45.3
23.7
32.6
β0
β1
β2
γ1
β12
δ11
δ21
β123
35.09
4.16
-6.69
-0.24
0.34
-0.06
-0.01
0.01
y = 35.1 + 4.2x1 − 6.7x2 + 0.34x1 x2
− .24z1 − .06x1z1 + −0.013x2 z1 + ε
Manufacturing
2.830J/6.780J/ESD.63J
26
Example: Robust Bending
x2
x1
E(y) = 35.1 + 4.2x1 − 6.7x2 + 0.34x1x2
Manufacturing
2.830J/6.780J/ESD.63J
27
Example: Robust Bending
Variance Surface
x1
x2
V (y) = (−.24 + −.06 x1 + −.01x 2 )2 σ z2 + σ 2
Manufacturing
2.830J/6.780J/ESD.63J
(σ z2 = 0.1)
28
Example: Robust Bending
E(L) = (T − E(y))2 + V(y)
x2
Manufacturing
x1
2.830J/6.780J/ESD.63J
29
Response Model Method
• Define Control and Noise Factors
• Perform Appropriate Linear Experiment
• If possible scale noise factor changes to
±1σz
– (Assumes we know noise factor statistics)
• Define Response Surface for V
• Optimize V, Subject to desired E(y)
• Number of Tests?
–
–
–
–
Full factorial with center point:
Quadratic in control:
RSM, full factorial with center point:
RSM, central composite:
(2kc+1)(2kn)
3kc 2kn
(2kc+kn + 1)
2kc+kn+2(kc+kn)+1
• Taguchi orthogonal arrays: fractional factorials ignoring
noise factor interactions
Manufacturing
2.830J/6.780J/ESD.63J
30
Comparison
Control
Factors
2
2
3
4
Noise
Factors
1
2
3
3
Crossed
Array Lin.
8
16
64
128
Crossed
Array (quad)
18
36
216
648
Response
Surface
6
13
60
124
• Crossed array with S/N does not adjust mean
• Size of Experiments is Large vs. RSM
• Forces use of Fractional Factorial DOE
– Assumes little or no Interaction
Manufacturing
2.830J/6.780J/ESD.63J
31
Conclusions: Process Optimization
• Cost, Rate, Quality
• Quality:
– Min E(L)
– Max Cpk
– Max S/N
• All depend on variation equation:
∂Y
∂Y
ΔY =
Δα +
Δu
∂u
∂α
Manufacturing
2.830J/6.780J/ESD.63J
∂Y
= f (u,α )
∂α
32