Proceedings of 7th Annual American Business Research Conference
advertisement

Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
A Model for Green Supply Chain Based on Reliability:
Goal Programming Approach
Seyed Sadegh Dajkhosh*, Ramin Sepehrirad**, Reza Dabestani*** and
Haidar Almohri****
Closed-loop supply chain (Green CLSC) is defined as the supply chain activities to
make use of products no longer required by the customer to usable products. This
paper proposes a novel general multi-objective mixed- integer goal programming
model for multi-product CLSC, where supply chain either can provide required parts
from suppliers or cover the demand through reverse logistics loop. It is supposed that
suppliers, refurbishing sites and remanufacturing subcontractor are multiple. We
propose a multi objective mixed-integer linear programming model to determine
which suppliers and refurbishing sites should be selected (strategic decisions), and
find out the optimal number of parts and products in CLSC network (tactical
decisions). The Goal programming model minimizes the cost, maximizes utilizing
returned product and maximizes products reliability and the Green CLSC forces
manufacturer to achieve required parts through closed-loop supply chain rather than
buying new parts. A numerical example has been solved.
JEL Codes: Closed-loop supply chain, Green CLSC, Goal programming, Reliability
1. Introduction
High competitiveness and the emergence of new Information and Communication
technologies in two early decades, has lead industrial enterprises to new activities
such as procurement, distribution and logistics of supply chain management.
As one of the key aspects of supply chain management, logistics try to improve the
movement of products/parts between or within the facilities. In this field, closed-loop
supply chain systems utilize used subsystems’ elements and components, together
with new ones, which represents a special case of the management of closed loop
supply chains, i.e. supply chains involving, among others, the reuse of products and
materials, which are tackled in the recent literature with economic and environmental
motivations (amin and ahang, 2012). In this paper we will introduce a new hard Multiobjective model for closed-loop supply chain using goal programming approach.
_____________________
*Sadegh
Dajkhosh,
IE
Department,
Email: s.s.dajkhosh@gmail.com
**Ramin
Sepehrirad,
IE
Department,
Email: r.seperirad$gmail.com
***Reza
Dabestani,
IE
Department,
Email: rdabest@yahoo.com
****Haidar Almohri, ISE Department,
Email: almohri@wayne.edu
Tarbiat
Modares
University,
Tehran,
Iran,
Tarbiat
Modares
University,
Tehran,
Iran,
Tarbiat
Modares
University,
Tehran,
Iran,
Wayne
1
State
University,
Detroit
MI,
USA,
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
2. Literature Review
Initially, the growing attention on Reverse Logistics (RL) and Closed-Loop Supply
Chain (CLSC) issues originated with public awareness. Then governmental
legislations forced producers to take care of their End of Life (EOL) products. For
instance, the Waste Electrical and Electronic Equipment(WEEE) directive (directive
2002/96/EC) became European law in 2003, which contains mandatory
requirements on collection, recycling, and recovery for all types of electrical goods,
with a minimum rate of 4 kilograms per head of population per annum (Govindan,
Soleimani & Kannan, 2015).
Logistics can be divided into two categories of forward and backward. A backward
movement can be described as a process that considers the return goods to
suppliers called reverse logistics (Lu and Zhang, 2005). Reverse logistics or Closedloop supply chain is defined as the process of planning, implementing and controlling
the inbound flow and storage of secondary goods and related information opposite to
the traditional supply chain directions for the purpose of recovering value and proper
disposal (Du and Evans, 2008). It encompasses all of the processes described in
logistics, but in a reverse manner (Baenas et al. 2011).
There are various motives for product remanufacturing e.g. increased profitability,
ethical responsibility, legislation, secured spare part supply, increased market share
and brand protection (Östlin, Sundin & Björkman, 2008). However, there are different
types of reverse logistics models that can be considered according to the
characteristics and requirements of the industry, but in general, the design of reverse
logistics network is a difficult problem because of economic aspects and the effects
on other aspects of human life, such as the environment and sustainability of natural
resources (Francas & Minner, 2009). It has come to conclusion that this type of
return is more predictable than others due to the additional information that is
available to the remanufacturing company. In the automotive industry, there is
widespread use of ‘‘exchange cycles’’ where products are only sold if a core is given
back (Seitz and Peattie, 2004).
Green logistics (CLSC) is receiving much attention recently due to growing
environmental or legislative concerns and economic opportunities for cost savings or
revenues from returned products (Roghanian & Pazhoheshfar, 2014).
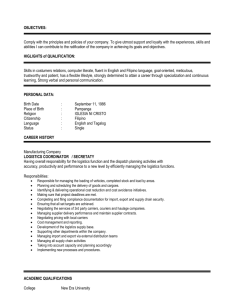
3. Problem Definition
We have proposed a general framework for the remanufacturing system in reverse
logistics. In this study, a CLSC network that consists of disassembly, refurbishing
and disposal sites is investigated. Figure.1 shows a general layout of a CLSC
network.
Remanufacturing process begins with the returned products from customers. First,
these products are sent to the collection site. The used products are then moved to
2
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
disassembly site. Therefore, the parts are divided into two categories of reusable
and non-reusable products. Next, the useable parts are cleaned and repaired in the
refurbishing site. Extra products beyond the disassembly and refurbishing capacity
are transported to remanufacturing subcontractor. Finally, the outputs of
remanufacturing subcontractor and refurbishing site are stocked in the part inventory
in order to be used as a new part in the manufacturing process.
Figure 1: A general green CLSC layout
4. Proposed model
According to the proposed general green CLSC diagram, the goal programming
model has been developed. The model and its indices is mentioned in the next part:
𝐽
𝐼
𝑀𝑖𝑛 𝑍1 = ∑ 𝑐𝑑𝑝𝑖 𝐷𝐼𝑆𝑃𝑎𝑟𝑡𝑖 + ∑(𝑐𝑑𝑗 + 𝑐𝑡𝑑𝑗 )𝐷𝑃𝑅𝑗 + 𝑐𝑠𝑑𝑗 𝑌𝐷𝑗 + (𝑐ℎ𝑗 + 𝑐𝑡𝑐𝑗 + 𝑝𝑗 )𝑃𝑅𝑗
𝑖=1
𝑗=1
𝐼
𝑀
′
+ ∑ ∑ (𝑐𝑓𝑖𝑚 + 𝑐𝑡𝑟𝑓𝑖𝑚 + 𝑐𝑡𝑟𝑓𝑖𝑚
)𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 + 𝑐𝑠𝑟𝑖𝑚 𝑌𝑅𝑖𝑚
𝑖=1 𝑚=1
𝐼
𝐿
𝐼
𝐾
+ ∑ ∑ 𝑐𝑖𝑙 𝑆𝑃𝑎𝑟𝑡𝑖𝑙 + ∑ ∑ 𝑐𝑡𝑖𝑖𝑘 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 (1 − 𝑤𝑟𝑚𝑖𝑘 )
𝑖=1 𝑙=1
𝐽
𝐾
𝑖=1 𝑘=1
+ ∑ ∑(𝑐𝑚𝑗𝑘 + 𝑐𝑡𝑟𝑗𝑘 )𝑅𝑀𝑃𝑅𝑗𝑘
𝑗=1 𝑘=1
3
(1)
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
𝐼
𝐾
𝐼
𝑀
𝑀𝑎𝑥 𝑍2 = ∑ ∑ 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 (1 − 𝑤𝑟𝑚𝑖𝑘 ) + ∑ ∑ 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚
𝑖=1 𝑘=1
𝐼
𝑖=1 𝑚=1
𝐿
− ∑ ∑ 𝑆𝑃𝑎𝑟𝑡𝑖𝑙
𝐼
(2)
𝑖=1 𝑙=1
𝐽
𝐿
𝐽
𝐼
𝑀
𝑀𝑎𝑥 𝑍3 = ∑ ∑ ∑ 𝛼𝑖𝑙 𝜆𝑖𝑗 𝑆𝑝𝑎𝑟𝑡𝑖𝑙 + ∑ ∑ ∑ 𝛽𝑖𝑚 𝜆𝑖𝑗 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚
𝑖=1 𝑗=1 𝑙=1
𝐽
𝐼
𝑖=1 𝑗=1 𝑚=1
𝐾
+ ∑ ∑ ∑ 𝛾𝑖𝑘 𝜆𝑖𝑗 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 (−𝑤𝑟𝑚𝑖𝑘 )
(3)
𝑖=1 𝑗=1 𝑘=1
𝑠𝑢𝑏𝑗𝑒𝑐𝑡 𝑡𝑜
𝐽
∑ 𝑣𝑗 𝑃𝑅𝑗 ≤ 𝐶𝑎𝑝𝐶
(4)
𝑗=1
𝐽
∑ 𝑡𝑑𝑗 𝐷𝑃𝑅𝑗 ≤ 𝐶𝑎𝑝𝐷
(5)
𝑗=1
𝐼
∑ 𝑡𝑓𝑖 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 ≤ 𝐶𝑎𝑝𝑅𝐹𝑚
𝑚 = 1, 2, . . . . , 𝑀
(6)
𝑖=1
𝐽
∑ 𝑅𝑀𝑃𝑅𝑗𝑘 ≤ 𝐶𝑎𝑝𝑅𝑀𝑘
𝑘 = 1, 2, . . . , 𝐾
(7)
𝑗=1
𝐼
∑ 𝑆𝑃𝑎𝑟𝑡𝑖𝑙 ≤ 𝐶𝑎𝑝𝑆𝑙
𝑖=1
𝐿
𝑙 = 1, 2, . . . , 𝐿
𝑀
(8)
𝐾
∑ 𝛼𝑖𝑙 𝑆𝑃𝑎𝑟𝑡𝑖𝑙 + ∑ 𝛽𝑖𝑚 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 + ∑ 𝛾𝑖𝑘 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 (1 − 𝑤𝑟𝑚𝑖𝑘 ) ≥ 𝜃𝑖 𝑃𝑎𝑟𝑡𝑖 𝑖
𝑙=1
𝑚=1
= 1, 2, . . . , 𝐼
𝐿
𝑘=1
(9)
𝑀
𝐾
∑ 𝑆𝑃𝑎𝑟𝑡𝑖𝑙 + ∑ 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 + ∑(1 − 𝑤𝑟𝑚𝑘 )𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 ≥ 𝑃𝑎𝑟𝑡𝑖
𝑙=1
𝑚=1
𝑘=1
= 1, 2, . . . , 𝐼
𝐾
(10)
𝐾
𝐽
∑ 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 (1 − 𝑤𝑟𝑚𝑖𝑘 ) ≤ ∑ ∑ 𝑅𝑀𝑃𝑅𝑗𝑘 𝐵𝑂𝑀𝑖𝑗
𝑘=1
𝑖
𝑘=1 𝑗=1
= 1, 2, . . . , 𝐼
(11)
4
𝑖
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
𝑀
𝐷𝐼𝑆𝑃𝑎𝑟𝑡𝑖 + ∑ 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚
𝑚=1
𝐽
= ∑ 𝐷𝑃𝑅𝑗 𝐵𝑂𝑀𝑖𝑗
𝑖 = 1, 2, . . . , 𝐼
(12)
𝑗=1
𝐽
𝐷𝐼𝑆𝑃𝑎𝑟𝑡𝑖 ≥ ∑ 𝐷𝑃𝑅𝑗 𝑤𝑟𝑝𝑗 𝐵𝑂𝑀𝑖𝑗
𝑖 = 1, 2, . . . , 𝐼
(13)
𝑗=1
𝐾
𝑃𝑅𝑗 = 𝐷𝑃𝑅𝑗 + ∑ 𝑅𝑀𝑃𝑅𝑗𝑘
𝑃𝑅𝑗 ≤ 𝑃𝑅𝑗𝑢
𝐷𝑃𝑅𝑗 ≤ 𝑀. 𝑌𝐷𝑗
𝑗 = 1,2, … , 𝐽
(14)
𝑘=1
𝑗 = 1,2, … 𝐽
𝑗 = 1,2, … 𝐽
𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 ≤ 𝑀. 𝑌𝑅𝑖𝑚
(15)
(16)
𝑖 = 1,2, … , 𝐼; 𝑚 = 1,2, … , 𝑀
(17)
𝑆𝑃𝑎𝑟𝑡𝑖𝑙 , 𝑅𝑀𝑃𝑅𝑗𝑘 , 𝑅𝑀𝑃𝑎𝑟𝑡𝑖𝑘 , 𝑅𝐹𝑃𝑎𝑟𝑡𝑖𝑚 , 𝐷𝑃𝑅𝑗 , 𝑃𝑅𝑗
, 𝐷𝐼𝑆𝑃𝑎𝑟𝑡𝑖 ≥ 0, 𝐼𝑛𝑡𝑔𝑒𝑟
𝑌𝐷𝑗 , 𝑌𝑅𝑖𝑚 = 0 𝑜𝑟 1
Where indices include:
𝑖 Set of parts 𝑖 = {1,2, … , 𝐼}
𝑗 Set of products
𝑗 = {1,2, … , 𝐽}
Variables and parameters
Most of the variables and parameters are shown in figure 1 of the conceptual model,
and the rest are described as follows:
𝑌𝐷𝑗 ,
𝑌𝑅𝑖𝑚
𝑝𝑗
𝑐𝑖𝑙
𝑃𝑎𝑟𝑡𝑖
Binary variable for
set-up of
disassembly
product 𝑗 &
refurbishing part 𝑖
at site 𝑚
The unit price of
purchasing
Second-hand
product 𝑗
The unit
purchasing cost of
part 𝑖 from
supplier 𝑙
The required
5
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
𝑐𝑚𝑗𝑘
𝑐𝑓𝑖𝑚
𝑐𝑑𝑗
𝑐𝑠𝑑𝑗
𝑐𝑠𝑟𝑖𝑚
𝑐ℎ𝑗
𝑐𝑑𝑝𝑖
𝑐𝑡𝑐𝑗
𝑐𝑡𝑟𝑗𝑘
𝑐𝑡𝑖𝑖𝑘
𝑐𝑡𝑑𝑗
quantity of part 𝑖
The
remanufacturing
cost for product 𝑗
by subcontractor 𝑘
The unit operation
cost of
refurbishing
disassembled part
𝑖 at of refurbishing
site 𝑚
The unit operation
cost of
disassembling
product 𝑗
The set-up cost
for disassembling
collected product 𝑗
The set-up cost
for refurbishing
disassembled part
𝑖 at site 𝑚
The unit cost of
holding product 𝑗
The unit cost of
disposing part 𝑖
The unit cost of
transporting
product 𝑗 to
collection site
The unit cost of
transporting
product 𝑗 from
collection site to
subcontractor 𝑘
The unit cost of
transporting part 𝑖
from
subcontractor 𝑘 to
part inventory
The unit cost of
transporting
product 𝑗 from
collection site to
disassembly site
6
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
𝑐𝑡𝑟𝑓𝑖𝑚
′
𝑐𝑡𝑟𝑓𝑖𝑚
𝛼𝑖𝑙 ,
𝛽𝑖𝑚 ,
𝛾𝑖𝑘
𝑣𝑗
𝑡𝑑𝑗
𝑡𝑓𝑖
𝐵𝑂𝑀𝑖𝑗
𝑃𝑅𝑗𝑢
The unit cost of
transporting part 𝑖
from disassembly
site to refurbishing
site 𝑚
The unit cost of
transporting part 𝑖
from refurbishing
site 𝑚 to part
inventory
Reliability of part 𝑖
produced by
supplier 𝑙,
refurbishing site 𝑚
& subcontractor 𝑘
The volume of the
product 𝑗
The required time
for disassembling
one unit of
product 𝑗
The unit required
time for
refurbishing one
unit of part 𝑖
The number of
part 𝑖 used in
product j (Bill Of
Material)
The upper bound
of returned
product 𝑗
5. A Numerical Example
Here, we have presented a numerical example to show the efficiency of the model.
Researchers believe that the model can be solved optimally, rather than binary and
integer variables. Consider a manufacturer that produces 3 types of products, each
composed of 5 parts that can be achieved directly from one of five suppliers, three
remanufacturer subcontractors, or five refurbishing sites. The needed amount of
each part (𝑃𝑎𝑟𝑡𝑖 ) is 100, 500, 200, 700 and 50 respectively. Table .1 indicates the
bill-of-material of each product (𝐵𝑂𝑀𝑖𝑗 ). The capacity of remanufacturing sites for
each product or part type is set to be 800 m3 for collection site (assuming the
volume of products are 12, 5 and 14 m3 respectively), 1000 minutes for disassembly
site, 20 products for each remanufacturing subcontractors and 1200, 1500, 800,
7
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
1000 parts for each refurbishing site. The upper bound of returned products is
assumed 60 units for each type. Each supplier can deliver 80, 300, 250, 400, 150
parts of all types, respectively.
Table 1: The BOM of products
Product
1
Product
2
Product
3
Part
1
Part
2
Part
3
Part
4
Part
5
4
3
0
2
1
0
2
5
0
0
1
4
0
3
0
We have utilized goal programming method to solve the multi-objective model.
Hence, we solve the single objective model for each objective function separately to
achieve a goal for the linear goal programming. Table .2 indicates some information
about the described models.
The results are shown in Table .3; it indicates the number of purchased parts directly
from the supplier. The remaining required parts must be covered from reverse
logistic loop. Table .4 shows the number of returned and disassembled and
outsourced products. Tables 5 and 6 illustrate the number of parts received from
each subcontractor and refurbishing site respectively.
Table 2: Solving time, memory used, number of iteration and objective
function value
𝑹𝑭𝑷𝒂𝒓𝒕𝒊𝟏 𝑹𝑭𝑷𝒂𝒓𝒕𝒊𝟐 𝑹𝑭𝑷𝒂𝒓𝒕𝒊𝟑 𝑹𝑭𝑷𝒂𝒓𝒕𝒊𝟒
Part
0
0
0
0
1
Part
35
0
0
0
2
Part
0
0
0
0
3
Part
0
0
23
0
4
Part
4
0
0
7
5
8
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
Table 3: The number of purchased parts from suppliers
Par
t1
Par
t2
Par
t3
Par
t4
Par
t5
𝑺𝑷𝒂𝒓𝒕𝒊𝟏𝑺𝑷𝒂𝒓𝒕𝒊𝟐
𝑺𝑷𝒂𝒓𝒕𝒊𝟑𝑺𝑷𝒂𝒓𝒕𝒊𝟒𝑺𝑷𝒂𝒓𝒕𝒊𝟓
0
0
0
0
0
50
5
170
63
0
0
50
0
150
0
30
299
0
200
100
0
0
0
2
0
Table 4: The number of returned, disassembled, and out-sourced products to
each subcontractor
Produ
ct 1
Produ
ct 2
Produ
ct 3
𝑷𝑹𝒋 𝑫𝑷𝑹𝒋𝑹𝑴𝑷𝑹𝒋𝒌 𝑹𝑴𝑷𝑹
;𝒌
;𝒌
𝒋𝒌 𝑹𝑴𝑷𝑹
𝒋𝒌 ; 𝒌
=𝟏
=𝟐
=𝟑
5 13
20
4
20
7
0
0
0
0
0
1
6
0
0
16
0
Table 5: The number of parts received from each subcontractor
Par
t1
Par
t2
Par
t3
Par
t4
Par
t5
𝑹𝑴𝑷𝒂𝒓𝒕𝑹𝑴𝑷𝒂𝒓𝒕
𝑹𝑴𝑷𝒂𝒓𝒕
𝒊𝟏
𝒊𝟐
𝒊𝟑
0
222
3
236
0
0
0
0
0
0
0
138
0
51
0
9
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
Table 6: The number of parts received from each refurbishing site
Objec
tive
functi
on
Cost
Gree
n
Relia
bility
Multi
Objec
tive
Iterati
on
4302
42
2103
4773
1021
23
7104
76
Mem
ory
Use
d (K)
62
75
55
71
OFV
Optim
al?
8365.7
20
326.48
42
2572.3
20
170.69
21
Yes
Yes
Yes
Yes
6. Conclusion
In This paper, we proposed a goal programming model for reverse logistics
considering remanufacturing, repairing and recycling. Based on the framework of
green CLSC in this study, a multi-objective integer programming model was
proposed to optimize the performance of supply chain.
First objective function (eq.1) minimizes total cost of covering required parts
including the cost of purchasing parts from suppliers directly, the cost of buying,
holding, disassembling, refurbishing, and remanufacturing used products, the cost of
transportation over the network and the cost of disposing unusable parts. Second
objective (eq.2) forces the manufacturer to cover its demands trough reverse
logistics rather than purchasing new parts from suppliers. Since it tries to maximize
the number of parts from reverse logistics, we called eq.2 as green objective. Third
objective function (eq.3) maximizes the reliability of products where𝜆𝑖𝑗 is proportion
of part 𝑖 on the reliability of product𝑗.
The findings from the model solution indicate that there is an optimal solution for
each facility. Therefore, the results may provide a guideline for companies which are
interested to manage their products according to the reverse logistics system.
10
Proceedings of 7th Annual American Business Research Conference
23 - 24 July 2015, Sheraton LaGuardia East Hotel, New York, USA
ISBN: 978-1-922069-79-5
References
Amin, S. H., & Zhang, G. (2012). An integrated model for closed-loop supply chain
configuration and supplier selection: Multi-objective approach. Expert Systems with
Applications, 39(8), 6782-6791.
Baenas, J. M. H., De Castro, R., Battistelle, R. A. G., & Junior, J. A. G. (2011). A
study of reverse logistics flow management in vehicle battery industries in the
midwest of the state of São Paulo (Brazil). Journal of Cleaner Production, 19(2), 168172.
Du, F., & Evans, G. W. (2008). A bi-objective reverse logistics network analysis for
post-sale service. Computers & Operations Research, 35(8), 2617-2634.
Francas, D., & Minner, S. (2009). Manufacturing network configuration in supply
chains with product recovery. Omega, 37(4), 757–769.
Govindan, K., Soleimani, H., & Kannan, D. (2015). Reverse logistics and closed-loop
supply chain: A comprehensive review to explore the future.European Journal of
Operational Research, 240(3), 603-626.
Lu, J., & Zhang, G. (2005). Personalized Multi-Stage Decision Support in Reverse
Logistics Management. In Intelligent Data Mining (pp. 293-312). Springer Berlin
Heidelberg.
Östlin, J., Sundin, E., & Björkman, M. (2008). Importance of closed-loop supply chain
relationships for product remanufacturing. International Journal of Production
Economics, 115(2), 336-348.
Roghanian, E., & Pazhoheshfar, P. (2014). An optimization model for reverse
logistics network under stochastic environment by using genetic algorithm.Journal of
Manufacturing Systems, 33(3), 348-356.
Seitz, M., & Peattie, K. (2004). Meeting the closed-loop challenge. California
management review, 46(2), 74-89.
11