Document 11072616
advertisement

M.I.T.
LffiRARIES
-
DEW^Y
Ctewey
HD28
.M414
MIT LIBRARIES
3 9080 00932 7815
On Base-Stock Policies for Make-to-Ordei/Make-toStock Production
Vien Nguyen
#3812-95-MSA
April 1995
On
Base-Stock Policies for
Make-to-Order/Make-to-Stock Production
Vien Nguyen
Sloan School of Management, M.I.T., Cambridge,
MA
02139
Abstract
This paper analyzes the problem of setting base-stock levels
in
operates under both make-to-order and make-to-stock regimes.
choosing the base stock level to satisfy a service
static priority
and
schemes
—
level
We
study the problem of
constraint and we compare three
first-in-first-out service, priority service for
priority service for make-to-stock jobs.
Modeling
this
network and applying approximations derived from heavy
an algorithm
a production system that
for setting base-stock levels in
make-to-order jobs,
system by a mixed queueing
traffic limit
theorems, we present
each of the three service disciplines and explore
conditions under which each service discipline
is
favorable.
Contents:
;/.AGSACHUS'c;rTS IiMSTITUTC
1.
Introduction
2.
The Mixed Network Model
3.
Setting the Base-Stock Levels
4.
Heavy
5.
Setting the Base-Stock Levels, Revisited
TYaffic Limits
OF TECHNOLOGY
JUN 2
8 1995
and Approximations
LIBRARIES
April 1995
Introduction
1
The
setting of this paper
Some product
items.
initiated
is
a production-inventory system that produces multiple types of
types are produced "to order"; that
by actual customer orders.
production of these items are
is,
Other products are made "to stock";
system holds finished-goods-inventories from which customer orders are
of these items
is
filled,
and production
dictated by a policy for keeping the inventories adequately replenished.
mixture of the two types of production, make-to-order
within a single
in this case, the
facility is representative of
(MTO) and
make-to-stock (MTS),
many manufacturing environments, but
compromises between capacity investments, inventory
the inevitable
and customer service of such an
costs,
operation are not yet well understood. This paper explores two fundamental issues:
choose the base-stock
levels for
whether static priority service
in
make-to-stock items so as to achieve desired service
policies
The
how
levels,
to
and
can significantly improve the performance of the system
terms of reducing holding costs while maintaining satisfactory service.
The
stochastic nature of the production environment
compounded with
limited, finite pro-
duction capacity severely challenges the performance of a production-inventory system. Queueing network models, which naturally incorporate these two characteristics, have been employed
successfully in the study of production-inventory systems
[3,
Past studies have investi-
17].
gated systems with a large variety of characteristics, but to the author's knowledge,
been established regarding the analysis of mixed production systems
[4,
13, 14].
little
has
Building on
the analysis of a queueing network model of the mixed production system, this paper presents
guidelines for setting base-stock levels as well as priority schemes in such a setting.
We
assume that the production-inventory system operates as
follows. First,
production of
each type of make-to-stock items follows the "one-for-one replenishment" policy. Under
policy,
a base-stock
level
is
specified for each product type;
demands
this
are filled from finished-
goods-inventory; and each item pulled from inventory triggers a replenishment order to restore
the finished-goods-inventory to the desired base-stock
met due
level.
to insufficient inventory are considered to be lost.
Second, demands that cannot be
We will
investigate the performance
of the system under three types of static priority service disciplines: first-in-first-out service,
priority service for
The paper
is
MTO
products, and priority service for
organized as follows.
MTS
products.
Section 2 describes the production-inventory system
under study and the corresponding mixed queueing network model. In Section 3 we present
formulas for setting base-stock
levels. In this section
performance measures such as inventory
schemes.
To
simplify the presentation,
level
we
also investigate the trade-offs
and lead time
for
between
each of the three priority
we consider only production systems with one make-
Make-to-order
Type d+1
Type
requests
d-f-2
Typec
Make-to-stock
requests
A
k\ Type
k
inventory
Replenishment orders
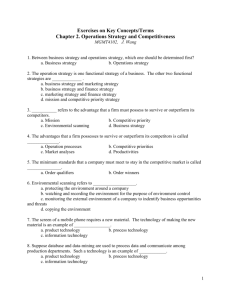
Figure
1:
A mixed
production-inventory system with multiple job types
to-stock job type in this section.
The problem
of setting base-stock levels in a production
system with multiple make-to-stock job types involves additional technical complications and
we return
to this
approximations
problem
we present the
in Section 5 after
theoretical underpinnings of our
in Section 4.
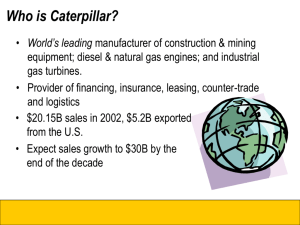
2
The Mixed Network Model
The production-inventory system under study
depicted
is
in
Figure
1.
We envision
the produc-
tion process as a single operation; one can think of the single operation as an aggregation of
the entire production process; alternatively, such a characterization would be appropriate
production process
is
consistently limited by a single bottleneck workstation.
types in the system.
As stated
+
in Section
1
,
1,
.
,
.
.
c,
so that c
is
the total
the
The workstation
produces multiple types of products; make- to-stock products are labeled as types
make-to-order products are given labels d
if
1,
number
a separate finished-goods-inventory
.
.
.
,
d and
of product
is
held for
each product type; each make-to-stock item follows the "one-for-one replenishment" policy;
and demands that occur when the inventory
We
is
empty are considered
model the make-to-order/make- to-stock production system
queueing network model with d
single server. Station
+
1
stations depicted in Figure
2.
to be lost.
of Figure
by the mixed
Each station consists
represents the workstation: an arrival at station
request and each service completion at station
1
of a
signals a production
corresponds to the production of an item.
Class
d+1
Class
d+2
C/2
Class c
Make-to-order
products
Class
1
-Q
Class 2
€i
Make-to-stock
products
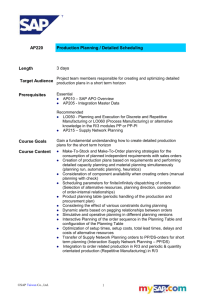
Figure
Stations
in
1
to d
2:
A
multiclass
mixed queueing network
model the finished-goods-inventories (FGI)
queue k represent FGI of type
intervals
O
Class d
between demands
(i.e.,
A;
<
(1
A:
<
for
make-to-stock products: items
and service durations at station k correspond
d)
inter-demand times) of product
k.
Each
a corresponding replenishment order, so jobs that "depart" from station
0.
Because demands that cannot be
in
FGI remains
filled
from inventory are simply
nonnegative; moreover, the number of items in
level. In
A;
demand
is
triggers
are routed to station
lost,
the
number
FGI summed with
of replenishment orders at the workstation for each product type
equals the pre-specified base stock
filled
to
constant at
the
all
of items
number
times and
the language of queueing networks, make-to-order
products are "open" jobs whereas make-to-stock products are "closed" jobs.
Demands
c1; their
for
type k products occur at rate
processing times have
mean
rnok
and
Afc
with squared coeflRcient of variation (SCV)
SCV
(^q^..
We
do not impose any
restrictions
the distribution of inter-demand times and processing times; moreover, each product type
have
its
own demand
on
may
pattern and processing time distribution. For concreteness, we will say
that inter-demand times and processing times for each job type form independent sequences
of independent
and
identically distributed
for ease of exposition; as
valid
random
variables.
This assumption
is
made
only
our results are based on heavy-traffic limits of the network, they are
under weaker conditions as well
(see, for
example,
[7, 9, 10]).
Lastly,
we
will
assume that
no setup times are incurred when switching between job types.
Figure 2 suggests that we model the demand processes of make-to-stock products by the
service processes at stations
1
may
independent and identically distributed service times
of the
demand
process because the
depletion typically
first
is
same
as the inter-demand time distribution
We now
will
full.
introduce notation that
l,...,d, to
assume that
The
mean
if
and only
if
life"
the
That
is,
the
distribution,
and
demand
process
traffic
conditions (see [11, 13,
be used
will
14j).
the remainder of this paper.
in
Write n^,
the the target base-stock level of type k make-to-stock products.
initially,
is
not significant in the sense that the two systems closely
is
approximate each other under heavy
=
inter-demand time following a period of inventory
first
not statistically similar to other inter-demand intervals.
Poisson. Nonetheless, the difference
k
not be a faithful representation
service time of a busy period should be characterized by an "excess
this is the
by
Strictly speaking, a service process characterized
to d.
We
the finished-goods inventory of each makc-lo-stock product type
relative traffic intensity at the workstation
is
is
given by
c
Po
Let us write pa (respectively, pr) to
= XI ^kmok-
mean
make-to-order) products to the relative
the contribution from make-to-stock (respectively,
c
Pr=J2
^kTnok
^k'^Ok-
(2)
k=d+\
k=\
We
the workstation:
traffic intensity at
d
Ps^Yl
(1)
are interested in networks that are neither pure open nor pure closed networks, which
implies Ps
>
and pr >
Next, define
0.
d
n = y]nk
The
fill
and
Pk
= —-
(3)
rate of type k jobs, defined to be the fraction of type k orders that are
inventory,
is
denoted by
Q^t-
The number
of type k jobs
in
the workstation at time
filled
(
is
from
denoted
by Qok{t), which one can interpret as type k work-in-process (WIP) inventory. The number
of items in type k finished-goods inventory.
A;
=
l,...,d,
is
denoted by Qk{i) and
the relationship Qk{t)
=
workstation at time
which includes the remaining processing time of any job
t,
n^ -
(5o/t(0-
Finally,
W{t)
is
the
amoimt
of
satisfies
work present
at the
in service at
that time.
Product-Form Solutions
It is
possible to derive explicit product-form steady-state distributions for this network under
the assumptions that
(a)
(b) all processing
(c)
FIFO
each station operates under the
all
service discipline;
and inter-demand times are exponentially distributed; and
product types have the same mean processing time (at the workstation).
(See Kelly
[12].)
Under these conditions,
known
it is
Pr
is
<
that the condition
1
necessary and sufficient for stability, where pr
(4)
is
the contribution from make-to-order jobs
to the relative traffic intensity at the workstation. Throughout this paper
condition (4) holds. This of course implies
will also
assume the same holds
for
— although
this
<
full utilization
of production capacity
to Section
5.
the formulas
the system
is
1),
assume that
— namely, Ps <
1
in
a system with one make-
deferring the general discussion of multiple make- to-stock job types
(The number of make-lo-order job types
is
not restricted, so c
become more complicated with multiple make-to-stock job
>
2.)
Although
types, the behavior of
qualitatively similar.
Denote by ai the desired
rate for
fill
MTS
N\{ai) and Nl{oc\) the minimum base-stock
FIFO
will
we
Setting the Base-Stock Levels
Let us begin by addressing the problem of setting base-stock levels
=
assume that
not strictly required for stability.
is
3
to-stock job type (d
will
tuq^ for each make-to-order product, and
make-to-stock products. Moreover, we
make-to-stock products do not require
as well
A/t
we
jobs.
The problem
is
to determine
A'^i(Qri),
level required to achieve this service level
service, priority service for make-to-order jobs
and
under
priority service for make-to-stock
jobs, respectively.
Base-Stock Approximations
Define
c
a''
= Y^
Xkmlkicl
+
c^fc),
(5)
k=\
with the interpretation that
o'^
is
a measure of the variability of the workcenter's aggregate
incoming workload. Similarly, define
d
a?
=
5^Afcm^fc(c^
k=\
+
c^fc),
(6)
interpreting a^ as a measure of the variability of the workcenter's incoming make-to-stock
Let [xj denote the integer part of a real number
workload.
approximations for the base-stock
Approximation
levels:
J
^
I
^r(ai)
(7)
Ll-A
+
Niiai)
1;
(8)
A,a?
=
N',{ar)
ai
In
1
system's dynamics
n —
>
Ps
+
Aimoi(l - Qi)
1.
(9)
given in (7)-(9) are based on heavy-traffic analysis of the queueing network
model. This analysis, which we present
level
-
1
+
2psil-Ps)
The formulas
propose the following
(Base-stock Levels)
1
=
Niiai)
We
x.
in
when the workstation
DO, a state of affairs that
we
is
next section, gives exact characterizations of the
balanced {po
refer to as the
—
"heavy
and the aggregate base-stock
1)
traffic limit."
exact formulas to obtain approximations for systems not in the heavy
We then
traffic limit
modify the
with
n < oo
and Po not necessarily equal to one. The accuracy of these heavy-traffic based approximations
were investigated
in
Nguyen
good approximations
lead times.
The next
for
[13, 14],
which showed that
for
FIFO
systems, the method provides
performance measures such as throughput
rates, inventory levels
and
section of this paper will present further simulation experiments, including
networks with priority service, that also
testify to the
accuracy of the approximation method.
Encouraged by these preliminary experiments, we now luni our attention to the qualitative
We
implications of equations (7)-(9).
are primarily interested in the relationships between
base-stock levels, service levels, inventory levels and priority schemes.
Let us
stock level
first
is
consider equation
(7),
the base-stock level under
approximately proportional to the
in the case of po
=
1
and can
higher base-stock level
is
also
be
function -^^^
fill-rate
verified for po 7^
FIFO
1
,
service. First, the base-
which
is
directly evident
by expanding the log term. Second, a
required for a system with higher aggregate variability, as measured
by the unitless term
c
Third, the base-stock level increases
or equivalently, because po
is
when type
1
utilization, as
approximately one, when there
6
is
measured by Aimoi, decreases,
more competing work.
Taking FIFO as the "standard" scenario,
Our approximation method
the two priority disciplines.
MTO
between FIFO and
MTO jobs,
now compare
us
let
To
priority:
set the base-stock level to
attain the
be
-p^x:
same
the base-stock levels under
reveals a very simple relationship
when
service level
priority
is
given to
times that of FIFO.
MTO jobs do not command a high portion of the workcenter's
If the workstation were to give priority to MTO products, the same
As an example, suppose that
capacity (say 1—pr
MTS
level
=
0.90).
service level can be attained with
would increase by 11%), while
When MTS jobs
little
MTO
increase in the base-stock level (the base-stock
lead time would be significantly reduced.
receive priority, the base-stock level
jobs in the system. Hence, the "aggregate" variability
<T^,
and
utilization po of the workstation
TYade-offs Between
To
is
is
set as
a"^ is
if
there were no make-to-order
replaced by
reduced to consist only of
MTS
work
get a better a sense of the trade-offs between throughput and inventory,
consider three such systems. In
—
0.0008;
and the
and A2
=
=
all
three systems,
utilization of the workstation
200; in the second system Ai
800.
With these parameters,
System 2 to 0.32
in
pg.
System
=
MTS
A2
=
c
us consider a
=
2).
0.96.
600;
In the
and
first
both job types
for
system, we set Ai
=
in the third system, Ai
utilization varies
from 0.80
System
in
in Section 4,
we can quickly and
the primary performance measures of interest are
goods inventory. For
the
sum
=
is
1000
400 and
to 0.50 in
1
effectively estimate the
performance of systems with different parameters operating under different service
MTS jobs,
will
3.
Using the approximations developed
For
We
inter-demand times and processing times
all
is
let
and
1
network are exponentially distributed; the mean processing time
in the
component
Throughput and Inventory
network with one make-to-order and one make-to-stock job type (d
A2
MTS
its
MTO Jobs,
we arc interested
in the
fill
disciplines.
and average
rate
finished
average lead time, by which we
of the time that an order spends waiting to be processed and
Rather than reporting the average lead time, however, we
will present
mean
processing time.
its
our results in terms of
the "waiting factor," defined as the ratio of the average waiting time to the average service
time, which
we
feel is
a more meaningful characterization of the penalty due to congestion.
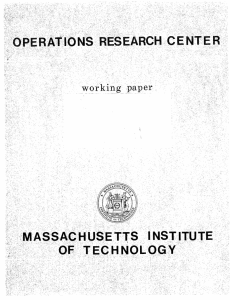
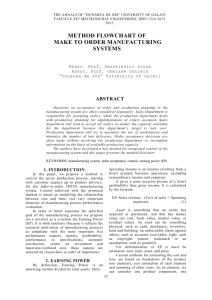
Figure 3 shows the average
and each system when a
fill
FGI and
the average waiting factor for each priority scheme
rate of 0.90
is
required for
MTS
jobs.
Each
line in the
graph
corresponds to one of the three systems; the left-most data point of each line corresponds to
the poUcy that gives priority to
MTO jobs;
the middle point corresponds to
the right-most point arises from the policy that gives priority to
MTS
FIFO
jobs.
service;
and
Figure 4 shows
.
20
a
15
—
+
System
I
Priority
~^
MTO
lo
.
System 2
10 +•.
>
System 3
Priority
-=----.T-<i
MTS
to
FIFO
-+20
40
60
80
Average Waiting Factor
Figure
3:
Attaining a
rale of 0.90
fill
the analogous performance measures associated with a
fill
rate of 0.95.
Let us investigate Figure 4 in more detail, starting with the
MTS
has the lowest percentage of
work so we expect
given service level constraint. As seen in Figure
highest for System
1,
4,
it
FIFO data
points.
System 3
to require the lowest base-stock for a
the average
which has the largest percentage of
FGI
MTS
is
work.
lowest for System 3 and
On
the other hand, the
MTO jobs highest in System 3 and lowest in System
The waiting penalty for MTO jobs can be reduced by giving priority to make-to-order jobs,
and the MTO data points in Figure 4 show the corresponding increase in average FGI that
waiiting penalty for
is
1
is
required to maintain a
MTO
in
System
A
similar analysis applies to the
jobs,
1,
and
in fact,
The
rate of 0.95.
fill
under
increase
priority,
MTS
shown
in
Figure
4,
MTS jobs.
much more dramatic
in
System 3 than
System 3 requires the highest base-slock
data points.
one can decrease the required base-stock
giving service priority to
is
If it is
level while
This results
in
and the degree of degradation
expensive to hold
for
MTS
maintaining the same service level by
a degradation of service for
in
FGI
level.
MTO jobs
as
performance depends on the parameters
of the particular system. Depending on the relative costs of holding FGI, costs of having WIP,
and costs of customer
to
MTO
jobs, to operate
priority service to
To
delay,
it
may be
desirable to operate System
System 2 with FIFO
service,
and
1
by giving priority service
to operate
System 3 by giving
MTS jobs.
get a better appreciation of the impact of the
8
fill
rate constraint. Figure 5 shows the
Priority
20 4.
to
MTO
System
\
D
it
M
>>
10
<
,
5
1
»
•
System 2
—
System 3
FIFO''*^->^
Priority
MTS
to
H
20
40
1
60
80
Average Waiting Factor
Figure
4:
Attaining
rate
fill
=
0.95
50 -r
Fill
40
Rale
--
Priority
t^
30
V
M
n
t 20
^^ MTO
.FIFO
to
---a--.
Priority
.:
to
"
10
.95
98
MTS
i
jjk.
_99
D-
D
+
4-
4-
4-
20
40
60
80
100
Average Waiting Factor
Figure
5:
Performance measure
trade-offs:
System
1
50 -r
^
t*-
Priority
40
--
30
+\
\
\
ec
S
20
>
Fill
Rate
\toNfrO
\
----a---
\
-
.
\
'.
9g
HFO
\
---0
10
.95
\
.99
Priority
-1
o.-.-V
to
MTS
y
\
40
20
+
+
60
80
1(X)
Average Waiting Factor
Figure
FGI and average waiting
average
0.99.
As
for
factor in
in the previous graphs, the left
MTO
to
Performance meaisure
6:
priority,
System
MTS
FIFO, and
System
trade-offs:
for varying
1
System 3
fill
rates,
ranging from 0.90 to
most, middle, and right most data points correspond
priority, respectively.
Figure 6 shows the analogous results
3.
4
Heavy
and Approximations
Traffic Limits
Technical Preliminaries
we need
In order to state the heavy-trafRc limit theorems,
in
heavy
Indexing systems
traffic."
in the
sequence by n, we
,(n)
system by a superscript
(n): for
example, A^
the type k work-in-process inventory at time
where
<
the
system to be n^
n'*"
^3^
<
1
and Yfk=\
the integer part of
level.) In
/3fcn
=
/5fc
=
/?/cn.
plus one.
1,
we
More
to refer to a "sequence of systems
'
is
the
in
t
demand
the
n'*"
will
system. Fixing a vector {0\,
set the base-stock level for type
precisely,
(We add one
mind
(n).
rate of type k jobs and Qofc (0
we ought
so that
that this
is
k=
k jobs,
.
.
1, ...
.
"s
,0d)
,d in
to choose an integer value, such as
we are guaranteed a
the interest of keeping the exposition simple, however,
prescription while keeping in
denote parameters of the n^^
let
positive base-stock
us proceed with the former
without any loss representation power.
For the limit theorems, we require that A^"
10
—
»
Afc
and
tjIq^
— mot
>
as
n —
»
oo. Moreover,
we
will
assume that the following heavy
n{pQ
where
a
/i is
traffic
-
1)
—
condition holds:
»
as
/i
—
n
oo
»
(10)
(but not necessarily nonpositive) number. This condition implies that the
finite
approximations derived from the limit theorems are particularly relevant when the load at the
production faciUty
The heavy
approximately balanced and the base-stock
is
stock level becomes large,
been scaled
theorems
traffic limit
i.e.,
as
will establish
n —
levels are large.
convergence of scaled processes as the base-
we are interested
oo. Specifically,
in processes that
have
manner:
in the following
=
iy"(0
-W^'^Hn'^t);
n
The mode
Q^,{t)
=
-Ql^'^^inH),
Q'iit)
=
l^Qi^\riH),
A;
=
l,...,c;
k
=
i,...,d.
n
of convergence in the limit theorems, denoted by ==>,
on the space D, where
and the topology
is
D
is
is
convergence of distributions
the space of right continuous functions on
the Skorohod Ji topology
[2,
oo) having
[0,
left limits,
16).
First-in-first-out service discipline
We
will start
by reviewing the case of FIFO
Let us assume that production of
all
which was studied
service,
Nguyen
in
[13,
14].
job types follows the first-in-first-out service discipline.
Define
=
6*
We
will write
and
similarly for
Theorem
service
n—
>
oo,
1
and
Qq and
mean
<5" to
min{Ar'/3i,...,A-'/?rf}.
the vectors (Qoi,
•
•
•
,
Qqc) and ((57>
•
•
,
QS), respectively,
QS and Q*.
(Nguyen
[14],
FIFO) Suppose
that the production facility operates
the heavy traffic condition (10) holds, then
(W^",Qo'Q")
=^
under FIFO
{^*,Qo^Q*)
a^
where
W*
is reflected
Qokit)
Q'jH)
-
=
Brownian motion on
^kW'it),
(3k
-
Qo:it),
l<k<c,
\<J<d.
11
[0,6*]
with drift
/i
and variance a^,
(11)
Remark:
Henceforth we
Theorem
facility
1
will express
suggests that for large base-stock levels, the workload process at the production
can be approximated via
-Win^-)
Upon
"W* =
statement (11) by the abbreviated notation
reversing the scaling,
%
we obtain
RBM{[0,b'],n{po - l),a^).
the "heavy traffic approximation"
W{-)^RBMi[0,b],po-l,a''),
(12)
where
6
The approximation
=
minfA^'ni,--- .Aj'rtd}-
(13)
takes the form of a process that lives on the
bounded
interval [0,6],
whereas the actual workload process may assume arbitrarily large values! This phenomenon,
which was discussed
volume
is
in [13, 14],
may be
explained by saying that make-to-stock jobs, whose
limited by the base-stock levels, effectively "regulate" the total workload process so
as to keep the
amount
work from becoming too
of
The one-dimensional
Brownian motion (RBM)
reflected
namics of the production-inventory system, which
From Theorem
of job types.
large relative to the base-stock levels.
itself is
essentially captures all of the dy-
c-dimensional where c
we obtain the following approximation
1,
for
is
type k
the
number
WIP
inven-
tory:
Qoki-)^\kW{-),
and
for type k
k
=
l,...,c;
FGI, we have
Qki-)=nk-Qoki-)
k
=
l,...J.
Closer inspection of the above two equations reveals that type
[rik
— Afcb, rifc).
as a reflected
Aj^'njt
>
b,
(14)
If
k
is
such that 6
=
A:
PC
Under the heavy
an
RBM on
and n^. However,
then the approximation suggests that the FGI process
traflric
is
is
if /c is
such that
bounded away from
zero.
approximation suggests that type k jobs never stocks out!
traffic scaling
and the eventual
limit,
will
emerge as
A^^'ufc.
The same
one or more job types
"bottleneck job types," which are those job types with the smallest values of
"regulating"
the interval
A^'n^, then the approximation states that the FGI behaves
Brownian motion and takes values between
In other words, the heavy
1
mechanism that keeps the workload process from becoming too
12
large relative to
the total base-stock levels also serves to protect non-bottleneck job types from ever stocking
out.
That
is,
non-bottleneck FGI's are kept from becoming too small relative to the FGI's of
Nguyen
bottleneck job types. (See
To
state our approximation,
[14] for
more
details.)
us suppose that make- to-stock product types are
let
numbered
so that
Af'ni
(note that b
=
inequalitites
may be
<
A^'ni); at the end of this section we
Approximation 2 (FIFO) Suppose
levels,
will
(15)
discuss the case where
some of the
2(A)-l)
(16)
that the production facility processes jobs
The long-run average make-to-order fill
inventory
A^'rid
equalities. In addition, define
g_
basis.
< •• <
Aj 'n2
on a FIFO
make-to-stock FGI's, make-to-order
rates,
and make-to-order lead times are approximated by {a,Q,Qo,T),
WIP
respectively,
defined as follows:
<72/2moi
.
Po
=
1
ui -l-cr2/2moi
1
-
=
1
P5-1
1
-
Po
{k
,
'^
^
OiiXimoi
-\-
i=\
W=
otherwise.
c
fc-1
=
I
Aimoi VI -e-">«'^/°i'*''/
{
ajt
(17)
-,,-
f
^
;
2Ai
<
=
and
A;mo/
O''
=
2(p^
where
d),
-
(18)
—
°
1)
-.
(19)
^
A:
Po
\"'^2moi
=
1
(20)
nipo
1
—
--
=
l,...,d).
otherwise.
aiAi(l -e-">'^^/°i-^>)
,
{k
(21)
Po
Qok
=
Afc,
—W,
{k
=
d
+
\,...,c).
(22)
po
fk
= W-hmok,
Equations (17) and (18) use as data the
must be approximated. In order
for the
must show that equations
and
(17)
(/c
fill
=
d-H,...,c).
(23)
rates d^, which themselves are
unkown and
proposed approximation to be consistent, we therefore
(18) uniquely identify d^, k
13
=
l,...,d,
and that these
and
parameters take values between
straightforward to compute the
To end
this section,
This was done in Nguyen
1.
Moreover,
it
is
rates numerically.
fill
we return
to the question of
propose to approximate type 2 products
the
in
how
to resolve possible equalities in
= Aj'n2 <
For example, suppose that Aj"'ni
equation (15).
[13].
same manner
as type
1
we
In such a case,
Aj'ua.
products (as
if it
were
a bottleneck type) and then proceed to type 3 products exactly in the same way as outlined.
Priority for
We now
The
consider the case where production gives priority to products that are made-to-order.
following theorem
Theorem
duction
n
make- to- order products
is
proved
in
Appendix A:
2 Suppose that make- to- order products have preemptive-resume priority in the pro-
facility.
Under
the heavy traffic condition (10), (M^",<?5,(3")
=> {W\Ql,Q*)
as
—* oo, where
Q*ok{t)
=
k
0,
= d+l,...,c,
W* =
RBM{{0,Psb*],
Qok(t)
= —W*{t),
k=l...,d,
j^l...,d.
Q;{t)=f3,-Q*o,{t),
Under the heavy
and the base-stock
traffic
level to
a^),
/i,
condition (10) which requires the production faciltiy to be balanced
be
large,
Theorem
order products in the network at any time
is
2 states that the (scaled)
negligible.
number
of make-to-
Because make-to-order products receive
preemptive-resume priority in production, they are not hindered by make-to-stock work and
effectively faces a
traffic scaling,
the
production center
number
in light traffic.
Therefore we find that under the heavy
of make-to-stock products at station
1
becomes negligibly small
in
the hmit.
For estimation purposes, however, we propose that make-to-order products be approxi-
mated using the standard heavy
intensities less
traffic
methodology
for
GI/G/1 queues that
correct for traffic
than unity. Let us assume that job are ordered so that (15) holds (with the
understanding that equalities would be treated the same way as described
for the
FIFO
case).
Set
a^^ X:
^kml,{c^,+cl).
(24)
k=d+l
Paralleling the arguments developed for the
FIFO
mation:
14
system, we arrive at the following approxi-
:
Approximation
Make-to-Order) Suppose
3 (Priority to
The long-run average make-to-order
ceive priority in production.
WIP
FGI's, make-to-order
that make-to-order products re-
inventory
levels,
fill
rates,
make-to-stock
and make-to-order lead times are approximated
by {dr,Q'' ,Qq,T^), respectively, defined as follows
dT
=
a^/2moi
-
1
(1
<
-
=
Po
Pr)ni +(72/2moi
1
(25)
otherwise
Aimoi Vl -e~('"''^)""^^/°i'^»
I
al
=
Ph"
l
Vl
AfcTTioifc
-
{k
—
2,
.
.
.
where
,d),
(26)
e-(*-''")"*''5**'"''/**'^*
fc-i
Pq''
= ^2 Oi'iXimoi + Y2 -^;"^oi
1=1
(27)
l=k
-
(1
W^ =
2(pS'-1)
Tk
and
pr)n\
po
2Xi{l-pr)
I
1
(1
Ql =
=
1
2moi
-
(28)
Pr)poni
n,-'i^W
otherwise.
{k
=
l,...,d).
(29)
{k
=
+
l,...,c).
(30)
{k
^ d+
l,...,c).
(31)
d
In this approximation procedure, the make-to-order products are analyzed as
no other product types
simply from heavy
in the
system.
traffic analysis
The approximations
for
analysis.
is,
Observe that
[0, b]).
This
is
[9,
10, 15]).
make-to-stock products are based on the results of Theorem
traffic limit results are essentially similar to
in giving priority to the
process at the production center becomes smaller (from
rather than
there are
the approximations in (30) and (31) derive
of a multiclass queue (see
the methods for modifying the heavy
FIFO
That
if
as
we expect: by giving
2,
and
those of the
make-to-order products, the workload
Theorem
2,
the interval
is
now
(0,ps6]
priority to make-to-order jobs, make-to-stock
jobs are more likely to be stocked-out, the total rate at which replenishment orders arrive at
the workstation decreases, hence the workstation experiences less congestion.
The
An
relationship between queue length
apphcation of
W{t)/ Pa
Little's
Law
and workload
to the equation Qok{t)
is
also different from the
^ ^W^(0
suggests that
FIFO
we
interpet
as the waiting time of a class k job at the workstation. Let us replace p^ by
15
case.
1
—
pr,
noting that the two are equivalent
of
1
— Pr
That
as the
is, if
amount
the case po
in
=
We now
I.
have the natural interpretation
of time per unit time available to the workstation for low- priority work.
a low-priority job arrives to see W{t) units of work at the workstation, then
—
expect to wait, on average W{t)/{1
it
can
pr) units of time before receiving service.
Priority for make-to-stock products
Lastly,
The
we consider the system
following theorem
Theorem
duction
n —>
CO,
is
in
which make-to-stock products are given priority
proved
in production.
Appendix B:
in
3 Suppose that make-to-stock products have preemptive-resume priority
facility.
Under
the heavy traffic condition (10), (M/",<?o.Q")
=>
m
the pro-
(t^',<?o.<?*) ««
where
Q'okit)=0,
k
=
l,...,d,
k
=
l,...,d,
Ql{t)
=
W^
RBM{{0,cx)), po-1,
Qokit)
= —W*{t),
Pk,
cr2),
k
= d+l...,c.
is
no accumulation of
POo
The
limit
theorem states that there
WIP
inventory for make-to-stock
products, which receive preemptive resume production priority and therefore experiences pro-
duction in light
Moreover, because there
traffic.
finished-goods inventory
is
always
ment, however, we propose that
the standard heavy
traffic
is
the heavy traffic limit.
full in
for estimation purposes,
approximation
In the following approximation,
no congestion
essentially
for
As
in the
in
previous develop-
make-to-stock products be modeled by
a closed generalized Jackson network
we assume job types
production,
[5, 6, 13, 14].
are enumerated so that condition (15)
holds. Set
0^
, 'AElzA.
(32)
Approximation 4 (Priority to Make-to-Stock) Suppose
ceive preemptive-resume priority in production.
make-to-stock FGI's, make-to-order
WIP
that make-to-stock products re-
The long-run average make-to- order fill
inventory
levels,
rates,
and make-to-order lead times are
approximated by {a',Q',QQ,f'), respectively, defined as follows:
a\
=
X^rnok'
i-A-i
.
^:.:^....
-"*"*'--"
16
--
V
-^--^d.),
(33)
where
(34)
System
in the
heavy
traffic limit,
which requires n
restore the finite base-stock levels n*
—
and the
Away from
oo and Pq —> I
»
utilization factor po to their appropriate roles in
order to obtain good approximations. For technical reasons that we
reahzed that the formulas are more "correct" when the factor po
term. This modification also results in
In addition,
we proposed
job types, whereas
[14]
a network with two
in this
much improved
is
To
types and one
estimates.
rate of non-bottleneck
fill
approximations,
test these
MTO job
=
type (d
and
2
c
=
two systems whose service time and inter-demand time distributions are
exponential and whose parameters are shown
Note that both Systems
in [14].)
so
I
and
11
in
Table
satisfy the
we
not detail here,
will
introduced in the exponent
paper an explicit formula for the
established only boimds.
MTS job
the limit, one must
1
3).
us consider
let
We
will
study
assumed to be
all
(These are the same systems studied
.
product-form conditions (see Section
2)
we can compare our estimates against exact performance measures.
The performance measures
jobs and waiting time for make-to-order jobs.
Tables 2 and 3 compare our approximations
of these performance measures against exact figures.
reasonably good.
traffic limit (for
job type
(i.e.,
and FGI of make- to-stock
of interest are the throughput rate
The method performs
less well
example, when base-stock
when Af'ni and Aj
In
most
cases, the approximations are
when the system
levels are low) or
when
is
there
'n2 are approximately equal).
is
far
from the heavy
no clear bottleneck
As one would expect, the
estimates improve markedly as the utilization of the workstation increases, as the base-stock
levels increase, or as
To
a clear bottleneck job type emerges.
investigate the accuracy of the approximations for priority policies, let us consider a
network consisting of two job types, one make- to-stock and the other make-to-order (thus d
=
and
c
and
for
2).
We
will
work with two such systems, whose parameters are presented
each system we consider three base stock
of the workstation to be 0.90 in both systems.
levels,
n\
—
10,20, 50.
All processing times
We
in
=
Table
1
4,
set the utilization
and inter-demand times
are exponentially distributed.
We
results
compare our estimates against those obtained from simulation. Table
when
priority
is
5 displays the
given to make-to-order jobs. Because of their higher priority, make-to-
order jobs are essentially unaffected by the number of make-to-stock jobs in the network. (One
can think of these jobs as experiencing an
for
M/M/1
queue.)
make-to-order jobs was found to be 0.13 in System
stock levels.
measures
Our approximation method
— the estimates
III
were virtually exact
in
and 1.63
in
System IV
delay time
for all base-
did extremely well in estimating these performance
—
as
one would expect from any reasonable
approximation method, so we did not include these figures
The percentages shown
The long-run average
in
Table
5.
Table 5 have the following interpretations: the percentage as-
18
Fill
ni
722
Rate:
HT
Type
Exact
1
jobs
%
En-
Fill
HT
Rate:Type
Exact
2 jobs
%
Err
Til
"2
MTO
Waiting Time
HT
Exact
%
Err
FGI
HT
at Station
Exact
System
5
10
1
%
1
Err
FGI
HT
at Station 2
Exact
%
Err
=
N:iak)
-I-Pr
(43)
1;
Xkcr'
=
m<^k)
+
Nkiok)
Ok
ln(^]1
In
l-Ps
+
Afcmojfe(l
(b)
If
A:
is
+
-Ok)
(44)
1.
a non-bottleneck job type, then
Nkiak)
=
ak
In
1
1-pS
+
AA;mo*:(l
+
-Ok)
(45)
1;
1
Li-A
N^iak)
Nkiak) +
(46)
1;
A.<t2
=
ak
.2p,(l-p.)
In
1
1
+
-
AfcmoA:(l
Ps
+
-ak)
(47)
1,
where
d
k
Po
=
"^otiXimot
^
+
and
XiTTioi
p^
^
= ^Q/A;mo/+
A;mo/.
(48)
l=\
Given the discussions
imations to
many
(d
>
in the previous sections,
it is
straightforward to extend these approx-
2) make-to-stock job type. Let us therefore devote
our attention to the
implications of the base-stock estimates.
Table 7 displays the base-stock
two systems described
The second column
(respectively, A^;^)
is
in
Table
1.
levels required to achieve various service levels for the
The
desired service levels are given in the
column.
contains the computed base-stock levels for each job type, where
the base-stock level for type k jobs
bottleneck (respectively, non-bottleneck) job type.
ratios r^,
first
if
The
type k jobs were viewed as the
third
column shows the computed
and the fourth column contains the recommended base-stock
criteria outlined at the beginning at the section.
The exact
A^;^
levels using the decision
base-stock levels required to achieve
the specified service levels were determined by exhaustive search (recall that these systems have
product-form solutions) and are shown
The
in the last
column.
designation of bottleneck versus non-bottleneck job type can have significant impact
on the recommended base-stock
resulting approximations
other hand,
if all
level.
If all
jobs were treated as bottleneck job types, the
would require much higher base-stock
levels
than necessary.
jobs were treated as non-bottleneck job types, the resulting
base-stock levels would not be enough to deliver the required service
all
23
the
recommended
level.
Moreover, the numbers in Table 7 illustrate the conventional wisdom that
very costly to require high service levels for
On
it
make- to-stock job types. To be
is
typically
specific, let
ai,Q2
Nf
;vp
N^
N^
System
90%, 90%
ri,r2
I
Ni,N2
NIN^
us focus on System
II.
The
exact base-stocks required to achieve service levels of (90%, 99%),
(95%, 99%) and (99%, 99%) are (8,14), (14,20), (35,35), respectively.
base-stock levels are similar.) Note that a higher service level for type
not only a higher type
1
base-stock but also higher base-stock for type
(The recommended
jobs translates into
1
In this example, the
2.
when type
base-stock level for type 2 jobs experiences a more than two-fold increase
level
changed from 90%
is
From
to
1
service
99%.
the examples presented in this paper,
it is
evident that the problem of how to set base-
stock levels in a hybrid make-to-stock/make-to-order production environment involves complex
and subtle
issues.
This work provides simple and rehable estimates of performance measures
for
such systems, allowing managers to quickly evaluate the impact of different operating scenarios
and understand the
between service and operating
trade-offs
A
We
will present
costs.
Proof of Theorem 2
here an outline of the proofs for Theorems 2 and
we
are typical of heavy traffic analyses so in the interest of brevity,
possible
it
and
refer readers to previous
be convenient to assiune that
will
workstation
works
3.
The
will
details of the proofs
suppress them whenever
For the purposes of the proofs,
for the full proofs.
the finished-goods-inventories are
initially,
awards preemptive priority to open jobs, these jobs
0)
are unaffected by the presence of closed jobs and experience the queue in light
^^
2 of Peterson [15] applies directly to prove that Qofc
>
f
0.
Equivalently, denoting by Wr{t) the
at time
at station
and the
empty.
is
Because the workstation (station
for all
full
t,
we have
W^ =>
C-
(^
amount
We now
tor
k
= d+
I,.
.
.
,c,
traffic.
where
Lemma
C(0 =
work
of make-to-order high priority
follow the
same approach by Peterson
[15]
to prove convergence for the processes of lower priority.
For
tion
fc
=
and by
let Vifc(i)
1,
.
.
.
,
c,
denote by Vok{i) the
Aic{t) the
number
be the simi of the
are at station k at time
0.
of class
first
A;
first t
first
i
type k service times at the worksta-
arrivals to the workstation
by time
(.
For k
service times at station k following the initial
i
=
sup
0<i<l
products in the
of the
=
1,
.
.
.
,
d,
n^ jobs that
Set
E{t)
interpreting E{t) as the
sum
amount
E
yok{Ak{s))-s
of time available for processing low-priority make-to-stock
units of time. Letting
E{t)
=
E{t)
25
pst,
and
n
it
follows from Peterson [15] that
=>
E^
E* where E*
equation (10)) and variance a^ (from equation
=
For k
0,
.
.
,d, let5fc
drift
.
(from
/i
(5)).
be the renewal process associated service times at station
k;
=
equiva1,
.
,
.
.
be the renewal process associated with type k service times at the workstation;
let 5oik
=
.
Brownian motion with
Sk represents the inter-demand process of (make-to-stock) type k jobs. For k
lently,
ji
1,
is
.
.
,
d, let
Bj{t) be the
amount
be the cumulative idleness process
of time station j
for station j.
If
workstation has devoted to type k service during the
is
busy
we
let
in [0,
t]\
and
for
= t — Bj{t)
let Ij{t)
amount of time the
Tkit) be the
first t
c,
units of time,
it
follows from the
previous definitions that
d
^Tk{t) = E{t)-Io(t).
For this section,
amount
of
work
let
We
^d
I
Wk
Uk jobs
\ WkiO)
0,
at station
A;
(A:
=
1,
.
.
.
,d)
is
.
.
.
,d).
The
accordingly
have
VokiSkiBkim + ELd+1
ELi
=
the workload process at station k {k
jissociated with the initial
denoted as Wic{0).
^,^. ^
us denote by
+
Vk{Sok{n{t)))
-
VokiAkit))
-
Bo{t)
if
fc
-
0,
(49)
\^k^l,...,d.
Bk{t)
Let us now define the "centered" processes
=
Vok{t)
Ak{t)
T]{t)
at station
amount
Skit)
tkit)
at
time
t,
and
set r]{t)
=
i
if
no low priority job
of low-priority time available between
if
there
is
T]{t) less
one.
That
E{t)
7j(t)
and
Sok{t)-{l/mok)t,
Sk{t)-Xkt,
Tk{t)
-
XkTnokt.
-
E{r,{t))
=
[Woivit))
zero otherwise. In terms of centered processes,
the remaining service time
v{t))
exactly the
amount
The
of low-priority
- Wrivim-eiit),
and
-
in service at that time.
is,
ei{t) represents
Psit
t is
is
the remaining service time of the low priority job currently in
where
is
=
^
=
to be the arrival time to the workstation of the low priority job receiving service
work present at time
service,
Sokit)
= Vk{t)-{l/\k)t
= Ak{t)-\kt
Vk{t)
Define
Vok{t)-Tnokt
=
[e(77(0)
-
if
the job currently in service
we have
m] + \woivit)) - Wrivm 26
f i(t)-
is
low-priority,
-
-
obey the property
Similarly, the allocation processes
Tk{t)
where
is
62* (0
is
=
amount of
the
VokiSk{Bkir]it))))
l<k<d,
+ €2kit),
service the current job has received
we
zero otherwise. Writing (50) in terms of centered processes,
if
(50)
that job
of type
is
A:
and
arrive at
Vok{SkiBk{v{tm+mokSk{Bk{r,it))) - Xkmoklkirjit)) -
Tkit)
Afcmofc
m
-
{Eivit))
+
-
Wr{r){t))
-
Xkniokhit)]
+
Wo{ri{t))
+ e2k{t).
ex{t)]
(51)
Moreover, (49) can be written as
'
[Vok{Sk{Bk{t)))
Ef=i
Wk{t)
+
VokiAkit))
=
+
-
mokSk{Bk{t))
+
mokAk{t)\
-
n(po
l)t
+
Io{t)
if A:
=
0,
(52)
<^
Wk{0)
+
+
Vk{Sok{Tk{t)))
^Jok{Tk{t)) +
if
/c
=
1,
.
.
.
,d.
Let us introduce the following scaling conventions: for X^^^ a generic process, then
X"(t)
= -X^'^Hnh)
X"(t)
n
-
-^X(")(n2f).
n^
Setting
ELi
\Vok{Sk{Bk{t)))+mokSk{Bk{i))\
Vok{Ak{t))
Efc= d+\
Ut) =
+
Vk{Sok{Tk{t)))
{
+ mokMi) +
^
[E{r^{t))
-
"(Po
-
l)t
if /c
-0,
^Jok{Tk{t)) +
^ {Vok{Sk{Bkm)))) +
•^*"»o*
+
m
4-
-
m^kSk{Bk{Tj{t)))}
Q{r){t))
-
W,{r^{t))
-
tx{t)]
+
J_
mi
if A:
=
1,.
.
.
,d.
the scaled workload processes can be written as
d
^(n)^('») jn
(53)
k=\
k=l
w;:{t)
=
Ckit)
^
Ps
/"()
is
'
(isit)
+ Y.
>^i^^rn^^k^kit)]
k=l
I
\
continuous an nondecreasing with /"(O)
/"(•) increases only at times
The convergence
of
W^
t
when W"(t) =
0, j
mt)
0, j
=
0,
=
.
/?(^"(i))i
0,
.
.
,
.
.
.
,
[15].
Q\
,
k
=
h...
(56)
d.
Nguyen
(14).
The
con-
are proved similary with the methodology
.
27
m)
(55)
d;
to the desired limits follows from the results of
vergence of scaled queue length processes (^ot and
of Peterson
=
+
D
B
Proof of Theorem 3
Closed jobs receiving preemptive priority at station
dynamics of closed jobs
in this
open
jobs, so the
system may be described a a closed network with type k jobs
and station
circulating between station
are not affected by
k.
The
results
from Nguyen
[14]
can therefore be
applied directly to obtain convergence for the scaled queue length processes Qq^ and Q^,
k
—
I,
.
.
.
Turning to the
,d.
total
workload at station
and using the notation developed
in
Appendix A, we have
d
The
from analysis of high priority make-to-stock jobs imply
results
for all
A;
=
1,
on the half
.
.
.
,
d and
line (0, oo)
(
>
0.
with
We
drift
can therefore can conclude that
fi
and variance
a"^.
make-to-order jobs follow from the methods of Peterson
28
W^
Convergence
[15].
I]^
^=> ^ where C(0
converges to an
for the
=
RBM
queue length of
References
[1]
Baskett, F., Chandy, K. M., Muntz, R. R., and Palacios, F. G. Open, closed and mixed
networks of queues with different classes of customers. Journal of the
ACM 22,
248-260
(1975).
[2]
Billingsley, P.
[3]
Buzacott,
Carr, S. A.,
B/C Stock
[5]
Giillii,
Cliffs,
1993.
A. R., Jackson, P. R. and Muckstadt,
An
Exact Analysis of the
Dai, J. G. and Harrison
W.
GljTin, P.
J.
Probability 19, 1463-1519 (1991).
M. The
QNET
method
J.
for
two-moment
Handbook on
OR
Harrison,
J.
M. Broxvnian motion and
[9]
Harrison,
J.
M. and Nguyen, V. The
stochastic flow systems. Wiley,
QNET
method
for
rent status
New
two-moment
queueing networks. Queueing Systems: Theory and Applications
J.
and MS, Vol
2.,
D. P.
Sobel (eds.), Elsevier Science, North Holland, 145-198 (1990).
[8]
Harrison,
analysis of closed
for publication (1992).
Diffusion Approximations. In
Heyman and M.
[10]
No
Chen, H. and Mandelbaum, A. Stochastic discrete flow networks: Diffusion approximation
manufacturing systems. Submitted
[7]
J.
Policy, preprint, 1993.
and bottlenecks. Annals of
[6]
York, 1968.
and Shanthikumar, J.G. Stochastic Models of Manufacturing Systems.
J. A.
Prentice Hall, Englewood
[4]
New
Convergence of Probability Measures. Wiley,
6,
York, 1985.
analysis of
open
1-32 (1990).
M. and Nguyen, V. Brownian models of multiclass queueing networks: Curand open problems. Queueing Systems: Theory and Applications (forthcom-
ing).
[11]
Iglehart, D. L.
and Whitt W. Multiple channel queues
in
heavy
traffic
I.
Advances
in
Applied Probability 2, 150-177 (1970).
and Stochastic Networks. Wiley, New York, 1979.
[12]
Kelly, F. P. Reversibility
[13]
Nguyen, V. Fluid and Diffusion Approximations of
A Two-Station Mixed Queueing
Net-
work. Mathematics of Operations Research, to appear.
[14]
Nguyen, V.
lication.
A
Multiclass Hybrid Production Center in
Heavy
Traffic.
Submitted
for
pub-
MIT LIBRARIES
II
3 9080 00932 7815
[15]
Peterson,
W.
P.
A
heavy
traffic limit
theorem
for
networks of queues with multiple cus-
tomer types. Mathematics of Operations Research 16, 90-118 (1991).
[16]
Whitt,
W. Some
useful functions for functional limit theorems.
Mathematics of Operations
Research, 5 67-85 (1980).
[17]
Yao, D.D. Ed. Stochastic Modeling and Analysis of Manufacturing Systems. SpringerVerlag,
New
York, 1994.
;|97
'!8r
Date Due
fc
'
•<
199{
Lib-26-67