r? III 11 Mechanical Property Characterization of
advertisement

Mechanical Property Characterization of
Metal Nano-particle Films for MEMS Devices
by
Eric Wing-Jing Lam
S.M. Electrical Engineering & Computer Science, Massachusetts Institute of Technology (2008)
B.S. Bioengineering, B.S. Electrical Engineering, University of Washington (2005)
SUBMITTED TO THE DEPARTMENT OF ELECTRICAL ENGINEERING & COMPUTER SCIENCE
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
DOCTOR OF PHILOSOPHY IN ELECTRICAL ENGINEERING & COMPUTER SCIENCE
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
SEPTEMBER
TUTE
-
2012
@ 2012 Massachusetts Institute of Technology. All rights reserved.
Signature of Author:
Department of Electrical Engineering & Computer Science
August 31, 2012
III
r?nfr(~11
Certified by:
Martin A. Schmidt
Professor of Electrical Engineering & Computer Science & Associate Provost
Thesis Supervisor
Accepted by:
Lalie A. Kolodziejski
Professor of Electrical Engineering & Computer Science
Chair, Department Committee on Graduate Students
1
2
Mechanical Property Characterization of
Metal Nano-particle Films for MEMS Devices
by
Eric Wing-Jing Lam
Submitted to the Department of Electrical Engineering & Computer Science on
August 31, 2012 in partial fulfillment of the requirements for the degree of
Doctor of Philosophy in Electrical Engineering & Computer Science
ABSTRACT
Printing-based fabrication methods have emerged as a promising alternative to conventional
lithographic processes in a number of applications. These methods are being exploited in display
manufacturing, flexible electronics, and more recently MEMS. Unlike applications in printed electronics,
MEMS devices require comparatively thick layers, typically on the order of microns. In the micronthickness regime, nanoparticle-based inks are the preferred means for material delivery, in large part
due to the ability to deliver high solids content. However, sintered nanoparticle films possess unique
morphology and hence different properties when compared to bulk material or materials deposited
through other methods and are dependent on the processing conditions. As such, careful
characterization of the film's properties is critical to successful adoption of this technology.
A detailed methodology to identify the process-mechanical property of metal nanoparticle-based films
was developed using silver nanoparticles as the case study. Silver nanoparticle-based cantilevers and
films were fabricated through inkjet printing and conventional microfabrication techniques. These
structures were mechanically characterized by beam deflection analysis and nanoindentation to map
Young's moduli versus the processing conditions. The results were coupled with sintering and powder
metallurgy models to explain the data.
For silver-based nanoparticle films, it was determined that the process and mechanical property have a
power law relationship with the ratio of the sintering temperature and the melting point of bulk silver.
This relationship enables prediction of mechanical properties and provides guidance for optimization of
sintering conditions towards a desired mechanical property. The specific results reported include: i)
process flows to fabricate nanoparticle-based microstructures, ii) detailed methodology to map film
features and properties versus processing conditions, and iii) an empirical model explaining the data and
enabling prediction of the resultant properties. While this methodology was shown to determine the
process-mechanical property relationship for silver nanoparticle-based films, it should be generally
applicable to other metal nanoparticle-based films and lays the groundwork for characterizing this class
of materials.
Thesis Supervisor: Martin A. Schmidt
Title: Professor of Electrical Engineering & Computer Science & Associate Provost
3
4
Acknowledgements
I would like to thank my thesis advisor, Professor Martin A. Schmidt, for all of his knowledge, expertise,
and experience throughout my Ph.D. career. His assistance was instrumental in the formation of this
thesis and the breath of information it has managed to cover. I would like to also thank my thesis
committee members, Professors Vladimir Bulovic and Sang-gook Kim, for their insights, advice, and
different perspectives which helped increase the scope of this thesis beyond its original goal of mapping
the process-property relationship.
This project could not have been done alone: Dr. Jianglong Chen originally introduced me into this
project and did much of the initial work of characterizing the TIPS controller and identifying potential
materials, Dr. Hanqing Li helped me troubleshoot and navigate past the traditional pitfalls and mistakes
of microfabrication, Eric Newton would listen to my ideas and provide generous feedback and suggest
improvements, and Dennis Ward helped me use the Resonetics laser ablation tool to greatly decrease
the feature sizes of my surface micromaching processes. I thank you all for your great assistance,
inspiration, and motivation that you have given me throughout the years. Finally, I also must thank my
collaborator, Dr. Steven Bathurst: not only did Steve constantly modify and improve the digital
fabrication system, but he was also great to bounce ideas off of, commiserate when our projects
weren't working, and was an awesome drinking buddy.
The work presented in this thesis was performed in several different laboratories throughout MIT's
campus. The conventional microfabrication, laser-trimming, contact profilometry, and SEM imaging was
performed primarily in the Microsystems Technology laboratories (MTL). Pre-printing sample
preparation was originally done in the Organic & Nanostructured Electronics (ONE) Laboratory. The
digital fabrication tool is located in the Micro & Nano Systems Laboratory (MNSL). Characterization of
the nanoparticle microstructures was performed in the Department of Material Science & Engineering's
(DMSE) Nanolab. I am grateful to all the respective laboratory staff members and managers for their
help, training, and access to their tools and resources. I also must thank Hewlett-Packard for providing
the TIPS system and especially would like to thank Dr. Paul Benning, Dr. Peter Madilovich, Dr. Murali
Chapalara, Dr. Luanne Rolly, Dr. Tom Etheridge, and the Imaging and Printing Group (IPG) in Corvallis,
Oregon.
I want to thank my friends and family for their love and support. The countless colleagues and timeless
friendships that I have made throughout my time at MIT is undoubtedly my most treasured experience. I
have to thank my friends and family back at home for not giving me too much grief for not visiting as
often as I should have and for providing words of encouragement instead.
Lastly, I especially want to thank my wife, Dr. Grace Chen, whom I met on basically my first day at MIT.
Your love and support kept me motivated and undeterred throughout my Ph.D. experience. Without
you this entire experience would not have been as enjoyable.
To everyone I have mentioned: thank you all from the bottom of my heart; this thesis would not have
been possible without you.
5
6
Table of Contents
Acknowledgem ents.......................................................................................................................................5
Ta ble of Contents ..........................................................................................................................................
7
List of Figures...............................................................................................................................................10
List of Tables................................................................................................................................................12
List of Equations ..........................................................................................................................................
13
Chapter I Introduction.................................................................................................................................15
Chapter I Background.................................................................................................................................17
11.1 Overview ...........................................................................................................................................
17
11.2 Conventional m icrofabrication......................................................................................................
17
11.3 Direct-write m icrofabication .............................................................................................................
18
11.3.1 Laser-writing...............................................................................................................................18
11.3 .2 n kje t...........................................................................................................................................1
9
11.3.3 Extrusion.....................................................................................................................................22
11.3.4 Electrochem ical ..........................................................................................................................
23
Chapter III M aterial Choices ........................................................................................................................
25
111.1 Overview ..........................................................................................................................................
25
111.2 Substrate ..........................................................................................................................................
25
111.3 Structural Layer ................................................................................................................................
25
111.3.1 Overview of Silver Deposition M ethods...............................................................................
26
111.3.2 Chem ical Deposition..................................................................................................................26
111.3.3 Physical Deposition ...................................................................................................................
28
111.3.4 Sum m ary of Silver Deposition M ethods...............................................................................
30
111.4 Sacrificial Layer .................................................................................................................................
31
111.4.1 Poly(m ethyl m ethacrylate) (PM MA) .....................................................................................
32
111.4.2 Positive photoresist...................................................................................................................32
111.4.3 Amorphous silicon (a-Si)............................................................................................................32
Chapter IV Fabrication Process Characterization and Optim ization......................................................
33
IV.1 Overview ..........................................................................................................................................
33
IV.2 Structural Layer ................................................................................................................................
34
7
IV.2.1 Printing apparatus overview .................................................................................................
34
IV.2.2 Inkjet Printing Param eters ...................................................................................................
36
IV.2.3 Film deposition optim ization ................................................................................................
39
IV.2.4 Depositing nanoparticle silver process of record ................................................................
44
IV.3 Sacrificial Layer.................................................................................................................................45
IV.3.1 Poly(m ethyl m ethacrylate) (PM M A).....................................................................................
45
IV.3.2 Positive Photoresist...................................................................................................................47
IV.3.3 Am orphous silicon (a-Si) .......................................................................................................
49
IV.4 Sacrificial barriers to prevent uneven ink spreading ...................................................................
51
IV.5 Fabrication sum m ary .......................................................................................................................
52
Chapter V Experim ental M ethods and Results .......................................................................................
55
V.1 Film thickness versus peak sintering tem perature .......................................................................
55
V.2 Nanostructure versus peak sintering tem perature .....................................................................
57
V.3 Film m echanical properties versus sintering param eters.............................................................
59
V.3.1 Characterization m ethod #1: Equally-spaced beam deflection .............................................
59
V.3.2 Characterization m ethod #2: Nanoindentation......................................................................
61
V.3.3 M odulus versus peak sintering tem perature........................................................................
62
V.3.4 M odulus versus dw ell tim e at peak sintering tem perature....................................................
63
V.4 Sum m a .ry
...........................................................................................................................................
Chapter VI M odeling of Sintered Nanoparticle Film s.............................................................................
VI1. Overview ..........................................................................................................................................
VI.1.1 Nanoparticle M elting Point Depression...............................................................................
64
65
65
65
VI.1.2 Electrical m odel.........................................................................................................................67
VI.1.3 M etal pow der sintering.............................................................................................................67
VI.2 M echanical m odeling of sintered m etal nanoparticle film s ........................................................
68
VI.2.1 Sintering process-film m orphology m odel.............................................................................
68
VI.2.2 Nanostructure-m aterial property m odel...............................................................................
69
VI.3 Applying m odel to N2-sintered nanoparticle film s......................................................................
71
VI.4 Sum m ary ..........................................................................................................................................
74
Chapter VII Conclusions and Future W ork ..............................................................................................
VII.1 Suggestions for future w ork............................................................................................................77
References...................................................................................................................................................79
8
77
Appendix A Photolithography m asks .....................................................................................................
85
Appendix B M ATLAB Scripts ........................................................................................................................
89
B.1 Printing pattern generation scripts ...............................................................................................
89
B.1.1 Control m odule ..........................................................................................................................
89
B.1.2 Pattern generation m odule...................................................................................................
93
B.1.3 Graphing m odule......................................................................................................................100
B.2 Young's m odulus extrapolation via beam deflection m easurem ents ............................................
101
Appendix C Ink preparation.......................................................................................................................105
Appendix D Printing troubleshooting........................................................................................................107
9
List of Figures
Figure Il-1. Illustrations of bulk and surface micromachining processes..............................................
17
Figure 11-2. Illustrations showing the principle of LDI and LITI
..............................................................
19
Figure 11-3. Illustration of continuous inkjet printing. .............................................................................
20
Figure 11-4. DoD inkjet print head designs..............................................................................................
21
Figure 11-5. Examples of materials and devices deposited using inkjet deposition.................................22
Figure 11-6. Silver m icroelectrodes using extrusion deposition..............................................................
22
Figure 11-7. Illustrations of electrochemical deposition and etching......................................................23
Figure 111-1. Melting Temperature vs. Particle Diameter for the thermodynamic models.....................30
Figure IV-1. Fully-printed surface m icrom achining process...................................................................
34
Figure IV-2. Picture of Thermal inkjet Pico-fluidic System (TIPS)............................................................
35
Figure IV-3. Replaceable TIJ printhead & reservoir.................................................................................
35
Figure IV-4. Digital fabrication system with a TIPS controller connected to an X-Y motion controller......36
Figure IV-5. Illustration of inkjet printing..............................................................................................
37
Figure IV-6. Simplistic representation of electrical pulse applied to TIJ printhead. ...............................
38
Figure IV-7. Example of printing pattern and the parameters used to generate the pattern...............41
Figure IV-8. Ink spreads when significant volumes of ink are printed. ..................................................
42
Figure IV-9. Film quality comparison between standard and individual layer printing methods...........43
Figure IV-10. Elastic moduli versus sintering method/environment. ....................................................
43
Figure IV-11. Effect of slow heating and cooling rates on film cracking. ................................................
44
Figure IV-12. Standard temperature profile for sintering process........................................................
44
Figure IV-13. Contact profilometry scans of 2 PMMA molds.................................................................46
Figure IV-14. Nanoparticle films before and after 10 minute 02 plasma exposure...............................48
Figure IV-15. Laser-trimmed nanoparticle films on photoresist............................................................48
Figure IV-16. Nanoparticle film on photoresist before and after 3 hours in 80 0 C acetone bath............49
Figure IV-17. a-Si delamination after developing photoresist photomask............................................50
Figure IV-18. a-Si after developing photoresist photomask....................................................................
50
Figure IV-19. Illustrations of uneven film spreading and design to prevent uneven spreading.............52
Figure IV-20. Nanoparticle-only sam ple fabrication process.................................................................
52
Figure IV-21. Nanoparticle and a-Si surface micromachining process...................................................53
Figure IV-22. Exam ple cantilever using a-Si sacrificial layer...................................................................
10
53
Figure V-1. Sum m ary of film thickness measurem ents..........................................................................
56
Figure V-2. Film thickness versus peak sintering temperature. ..............................................................
56
Figure V-3. Illustration of sam ple cleaving ..............................................................................................
57
Figure V-4. Top-view and cross-sectional electron microscopy of air-sintered nanoparticle films........58
59
Figure V-5. Top-view electron microscopy of N2-sintered nanoparticle films. .......................................
Figure V-6. Determining Young's modulus via multiple point-force deflections....................................60
62
Figure V-7. M odulus versus peak sintering tem perature. ......................................................................
Figure V-8. Modulus versus peak sintering temperature in air- and N2-environments..................63
Figure V-9. Young's modulus versus dwell time at peak sintering temperature....................................64
Figure VI-1. Diagram of 2-sphere sintering model .................................................................................
65
Figure VI-2. Silver nanoparticle melting temperature vs. nanoparticle diameter. .................................
66
Figure VI-3. Part I of Greer and Street electrical sintering model..........................................................67
H
Figure VI-4. -ve rsus Sintering Tempe rature..................................................................69
Figure VI-5. Relationship betw een p and L............................................................................................
70
Figure VI-6. Young's modulus versus peak sintering temperature. .......................................................
71
Figure VI-7. Melting temperature vs. particle diameter comparison. ..................................................
72
H
Figure VI-8. - versus sintering temperature in N 2 --------------------------------
73
. .. . .73
. .. . .
.. . .
Figure VI-9. Elastic modulus versus peak sintering temperature when sintering in N 2 ----
.. . ..
H
Figure VI-10. Sintering environment effects on - ve rsus sintering temperature
...
.............. 74
Figure VI-11. Sintering environment effects on Young's modulus versus sintering temperature........75
Figure A-1. Die design for generation 1 photolithography mask..........................................................
85
Figure A-2. Generation 1 m ask design. ..................................................................................................
86
Figure A-3. Die design for generation 2 photolithography mask..........................................................
87
Figure A-4. Generation 2 m ask design. ..................................................................................................
88
Figure D-1. Printing troubleshooting flow chart. .......................................................................................
11
107
List of Tables
Table 111-1. Example of nanoparticle synthesis process..........................................................................
29
Table IV-1. Standard CCI-300 printing and sintering process.................................................................
45
Table IV-2. Photoresist after 3 hour, 150*C exposure versus etchant ...................................................
47
Table IV-3. Standard a-Si deposition and patterning process................................................................
51
Table VI-1. Silver numerical values..............................................................................................................66
Table C-1. Standard ink dilution process...................................................................................................105
12
List of Equations
4T
I(Ps~2 / 3
0
Fd
T(d) =
piP
.......
'To 1(OSV
2
Uv
3dTcr
1-
(i-
30
)... ............................................................................................
Ps
Fd
ds
....................................................................................................
59..3
.............................................................................
dkx.................
F
3
F = k x ......................................................................................
59
EWH 3
40
3
.
WH
E
3
. . .. . .
.L].......
[L +
......
......................................
60
4
-WH3SS
4
WH 3S 3 . .
E
1-v
2
r-
2
. .. . .. . .. . .. . .. . .. . .. .. . . .. . .. . .. . .. . .. . .. . .. . .. . . .. .. . .. . . .. .. . . .. .. . . .. ..
. .. . .. . .. .
Ap (he
2
1-vfilm
+1-vti..................61
Er
Efilm
T = To
Etip
1
-
-"
H0
H1P,
= pom
T
T
(L
(
_j
2
) ).....................................................................................
......
T .m......................................................................................
>
66
6
68
To m
-Tm.. .............................................................................................................
H
1 = fl2
HO
H0
-
[Usv
........................................................................
HO
p
2j
T 0-T
O
H0
L
H
2.099--_ 1.099 ; -2.099--_
E
2
E
2.103
1.099.....................................................................
~T-T
2 0 9 9 T-Tmn
T-Tmin
0.0
68
71
71
0.5498...................................................71
13
14
Chapter I Introduction
Standard microelectronics and microfabrication uses the semiconductor manufacturing paradigm. This
paradigm is based on using standardized processes and packaging to leverage the economy-of-scale,
thus outweighing and spreading the large capital cost over many diverse products. Because
microelectronics are ubiquitous in modern technology, this high-volume business model remains
economically viable by distributing the large capital costs over many diverse products. Unfortunately,
the microelectromechanical systems (MEMS) industry, while using several of the same tools and
processes as their microelectronic counterparts, has not been as successful in using this manufacturing
paradigm. This is partially because most MEMS products require specialized processes and packaging for
each product, consequently requiring dedicated capital equipment, and ultimately the smaller MEMS
market size cannot offset the capital costs to become economically viable. Unfortunately, despite
potentially having better performance metrics, this increase in price results in many MEMS devices
being economically non-viable, unable to compete with cheaper, non-MEMS alternatives. As such, only
MEMS products that follow the semiconductor manufacturing paradigm of high-volume have made
significant impact in present day markets [1, 2]. Because of this, novel fabrication techniques need to be
explored to lower the price of MEMS devices.
Historically, commercially-successful MEMS devices have followed the semiconductor manufacturing
paradigm. These devices include inkjet printheads, pressure sensors, microphones, and inertial sensors
(accelerometers, gyroscopes, and digital compasses). To date, these products still account for 67% of the
MEMS market [2]. While low-volume MEMS products and applications do exist, such as oil/gas
exploration [3], most low-volume MEMS solutions are too expensive and do not match the price point to
meet market demands. Ideally, if MEMS fabrication was to be decoupled from the semiconductor
manufacturing paradigm, it might be possible to reduce the large overhead costs that are required for
developing and manufacturing new MEMS devices. This would consequently reduce the price of the
MEMS and would allow additional niche MEMS products to become economically-viable.
Reducing the price of MEMS can be separated into two categories: low-volume and large-area
microfabrication. While the former depends on new small-batch tools to be developed and arguably
mainly benefits MEMS fabrication, the latter relies on new tools that are not limited to the standard
silicon wafer and is applicable to all areas of microelectronics. Because of this, there has substantial
effort in developing large-area microfabrication including roll-to-roll manufacturing and direct-write
patterning processes. It is important to note, however, that these two categories are not mutually
exclusive: one of the direct-write patterning processes, drop-on-demand (DoD) inkjet deposition, is
mutually beneficial to both low-volume and large-area microfabrication. DoD inkjet deposition is
capable of large-area microfabrication because the inkjet printhead is not reliant on the underlying
substrate and thus can be used on any substrate ranging from the standard silicon wafers to the 2.88m x
3.13m panes of glass used in the latest generation of display manufacturing. However, the inkjet
deposition apparatus can also be scaled down, enabling benchtop microfabrication units capable of lowvolume microfabrication.
15
Because of the potential impact of DoD inkjet deposition, the author of this thesis previously developed
and demonstrated a direct-write surface micromachining process using Thermal Inkjet (TIJ) printing
technology by fabricating silver nanoparticle cantilevers [4]. These cantilevers were mechanically
characterized to have a Young's modulus of 22 ± 1.5 GPa. While these cantilevers were self-supporting,
it was noted at the time that the silver nanoparticle cantilevers exhibited a significantly lower modulus
than the 83 GPa modulus of bulk silver. Subsequent investigations into this lower Young's modulus
suggested that the silver films created from this surface micromachining process are process-dependent
and are particularly sensitive to the process used to sinter the silver nanoparticles into films [5, 6].
Because careful mechanical characterization is critical for successful application of the technology,
determining the process-mechanical property relationship is important for the adoption of this class of
procedures into a variety of applications.
This thesis aims to deliver a methodology for developing process-property models for metal
nanoparticle films using silver nanoparticles as a case study. The surface micromachining process will be
modified and optimized for studying how sintering affects the nanoparticle film's mechanical properties.
Finally, the methodology for characterizing and optimizing metal nanoparticle microstructures will be
discussed.
To study a larger range of temperatures for the thermal sintering process, a surface micromachining
process will be developed using a robust sacrificial layer that is thermally stable at high temperatures.
Using this robust sacrificial layer, silver nanoparticles will be printed, sintered under varying conditions,
and mechanically characterized to determine how the sintering parameters affect the resulting
mechanical properties. Using this data, a process-mechanical property prediction model will be
developed accordingly. In addition to developing the model, several new learnings in characterizing and
optimizing printed nanoparticle film will be introduced.
This thesis will start with a general overview of surface microfabrication techniques, primarily focusing
on prior art in direct-write microfabrication and metal MEMS devices. The following chapter highlights
the materials chosen for the surface micromachining process, including several potential alternative
materials that were also considered. Afterwards the surface micromachining process development,
characterization, and optimization will be presented, followed by the methodologies used to
characterize the metal nanoparticle films and their respective results. Finally, the development of the
process-mechanical property model will be discussed and a process-mechanical property model for
silver metal nanoparticle films will be presented. At the closing, a summary of the work highlighted in
this thesis, as well as a few final remarks and suggestions on future work will be made.
16
Chapter II Background
II.1 Overview
There have been significant efforts to lower the cost of microfabrication. These efforts range from
reducing material waste to nonconventional fabrication techniques. One notable area isthe
development of tools and techniques to reduce the need for conventional photolithography.
Implications of reduced reliance on photolithography is four-fold: fewer fabrication steps, lower costs,
fewer design-to-fabrication delays because the devices would no longer require etch masks for
patterning, and less material waste because the entire substrate would no longer need to be covered
prior to patterning. In order to replace photolithography, the capability of depositing pre-patterned
layers is currently being explored and is generally known as direct-write microfabrication.
Despite already deciding to use DoD thermal inkjet technology for this body of work, a general review
on direct-write microfabrication will be presented in this chapter. The purpose of this chapter is to
describe the two conventional micromachining techniques and highlight some of the existing alternative
technologies that exist and summarize the advantages and disadvantages of direct-write technologies.
II.2 Conventional microfabrication
Microelectromechanical systems (MEMS) fabrication primarily fits into two categories: bulk and surface
micromachining. The former consists of removing significant portions of the underlying substrate to
define the desired features, whilst the latter consists of addition and subsequent removal of materials
on top of the base substrate [7]. Figure 1I-1 summarizes the general processes for both micromachining
techniques. Both of these categories rely heavily on semiconductor industry manufacturing methods,
especially lithography, a technique which relies on mask layers to selectively protect the covered
portions while etching the exposed regions.
Surface Micromachining
1) Deposit and pattern sacrificial layer
Bulk Micromachining
1) De osit and pattern mask layer
Eiciallaer
Etch mask
-
2) Deposit and pattern structural layer
Substrate
2) Etch substrate to release structure
3)Remove sacrificial layer to release structure
Figure 11-1. Illustrations of bulk and surface micromachining processes.
17
While there were many reasons that led to focusing on surface micromachining instead of bulk
micromachining, the main reason was to decouple microfabrication from the substrate restrictions of
the semiconductor manufacturing paradigm. Because bulk micromachining requires removing sections
of the substrate to create microstructures, new techniques and processes need to be developed for
every new substrate material. Surface micromachining, on the other hand, ideally only needs one
process and technique to be developed for surface all substrate materials. Taking this into
consideration, we chose to focus on developing a direct-write surface micromachining process.
11.3 Direct-write microfabication
After deciding to focus on surface micromachining, several technologies were taken into consideration
to replace photolithography. These technologies fall into a category known as direct-write
microfabrication. Direct-write microfabrication encompasses a wide variety of technologies including
laser-writing, inkjet deposition, extrusion deposition, and electrochemical deposition [8]. These
technologies have advantages and disadvantages that make them great for specific applications and
poor in others.
11.3.1 Laser-writing
Laser-writing encompasses a class of deposition techniques that utilizes laser excitation mechanisms to
pattern micro- or nano-features onto a substrate. This excitation causes a change in the materials,
resulting in deposition, ablation, sensitization, or chemical activation. Laser direct imaging (LDI) has
demonstrated microfluidic channels formed by physically ablating glass [9-11]. Laser induced thermal
imaging (LITI) uses a donor film and selectively deposits bioactive components for biosensors [12] and
OLED displays [13] by thermally evaporating them onto the adjacent substrate. Other forms of laserwriting include using the thermal effects of the laser to drive localized chemical reactions [14, 15], and
modifying the substrate surface to seed metal depositions [16].
18
a)
Mirror
LBam<_
z
objective
Dital
Pattern
y
6,
j/w
Substrate
x.
e a
substrate
Figure 11-2. Illustrations showing the principle of LDI and LITI. [8, 12]
a) LDI etches the pattern into the substrate by digitally feeding it to the system which controls
the optics as well as the location of the substrate. The laser ablates the substrate to form the
microstructures. b) LITI uses a donor layer to selectively deposit material onto the substrate; this
process wastes a lot of material because the remaining material on the donor layer is usually
discarded after the deposition.
One of the most notable examples of laser-writing for MEMS fabrication is the fabrication of magneticpolymer microstructures [17]. This work used lasers to electrostatically charge polymer bead embedded
with ferromagnetic particles so that they adhere to an oppositely-charged substrate. The beads were
fused together to form contiguous films and then released by removing the underlying substrate. While
this work successfully demonstrated a bulk micromachining process, the materials are limited to
polymers, thus narrowing it potential applications.
While laser-writing is capable of a wide variety of micropatterning techniques, it has several limitations
for MEMS fabrication. Firstly, lasers typically operate in line-of-sight configurations, making the complex
structures required for MEMS difficult to fabricate. Secondly, lasers are typically used for their
subtractive process and require extra materials and complexities to provide additive capabilities. Thirdly,
because many additive laser technologies such as LITI require a transfer layer, the technology still
wastes substantial amounts of the donor material. Fourthly, the excitation from the multiple laser pulses
subjects the samples to repetitive thermal cycling which is potentially problematic if there is a large
thermal expansion coefficient mismatch between the samples' materials. Finally, because the laser spot
size is small and most lasers are Gaussian, the intensity of the laser spot is ultimately not uniform,
potentially resulting in poor feature resolution as well as overheating issues.
11.3.2 Inkjet
Having been used and optimized for decades in the printing industry, this mature technology has been
adapted for use in microfabrication [8, 18]. Unlike laser-writing, inkjet deposition can be done at low
temperatures, greatly expanding the materials to choose from. Inkjet printing relies on the Plateau19
Rayleigh instability which states that because of surface tension, a falling stream of liquid will reduce its
surface area by breaking up into smaller volumes known as droplets. inkjet deposition falls roughly into
two categories: continuous and Drop-on-Demand (DoD).
Continuous deposition is when the printhead generates a continuous flow that breaks apart into many
individual droplets as it is extruded from the nozzle. As the droplets are produced, they are deflected to
either deposit onto the substrate or into a gutter to be collected and reused. An illustration of
continuous inkjet is shown in Figure 11-3. Ultimately, because of evaporation, the recycled ink is more
concentrated than the original ink and needs to be rediluted with extra solvents to maintain the proper
concentration and viscosity. Because of this, additional controls are required to constantly monitor and
modify the ink in the reservoir to ensure consistency. A subset of continuous deposition, electrospraying
deposition (ESD), utilizes electric fields to charge the droplets and deflect them towards the substrate.
ESD is currently being explored in several applications, including producing drug delivery agents, biofilm
coatings, and battery electrodes [19, 20]. Unfortunately, the large spray area of ESD currently eliminates
it as a possible direct-write microfabrication technique.
Drop Generator
Charge
electrode
-=-
High voltag
deflection plate
Guner
PMpe
Figure 11-3. illustration of continuous inkjet printing.
This illustration uses electrostatic charging to deflect the droplets however other methods such
as thermal gradients can be used. Not shown in this illustration are the additional controls that
are required if the ink collected from the gutter is returned to the ink reservoir and recycled. [211
Unlike continuous deposition, which continually generates a steady flow, Drop-on-Demand (DoD)
deposition generates droplets only when needed. This drastically reduces the amount of ink used and
eliminates the need for extra components to monitor the ink properties. DoD printheads primarily use
either thermal inkjet or piezoelectric inkjet technologies. In both cases, the ink within the firing chamber
is rapidly displaced, generating a small liquid column that is ejected out of the printhead's nozzle. Due to
surface tension effects, this liquid column rapidly coalesces into a single spherical droplet and
subsequently impacts the substrate. Thermal inkjet (TIJ) printheads rapidly vaporize a small amount of
the ink, creating the sudden expansion needed to jettison a droplet. Piezoelectric printheads utilize
piezoelectric components, such as a ceramic perovskite that changes dimensions under electric fields
called lead zirconate titanate (PZT), to generate the sudden displacement. There are several types of
piezoelectric printheads, however they all share the same basic principle of creating a sudden
displacement to generate the droplet. Figure 11-4 displays illustrations of TIJ and various piezoelectric
inkjet configurations. Regardless of the mechanism, both TIJ and PZT printheads are capable of
producing smaller spot sizes (<25ptm) in than the state-of-the-art Cli printheads (40pm).
20
Push-mode piezoelectric inkjet
Thermal Inkjet
Heer
OriTransducer
foot
Presse
chamber
Piezo
Diaphragm
Ink
Bend-mode piezoelectric inkjet
iz
Diaphragm
Sheer-mode piezoelectric inkjet
let
s
Piezo
Piezo4
ceramic
Figure 11-4. DoD inkjet print head designs. [21]
While DoD inkjet printing has many advantages, it also has limitations. Several parameters such as ink
formulation, jetting, material compatibility, and drying need to be optimized in order for to produce
repeatable and reliable results. Another limitation is the inks need to be non-viscous (0.1-100cP) in
order to be printable which subsequently limits the spatial resolution of the technology because the
printed spot size is correlated with the ink viscosity. As such, the non-viscous inks have limited spatial
resolution of roughly twice the diameter of droplet [8]. As the state-of-the-art printhead can deliver 0.52pL (9.8-15.6pm in droplet diameters), the spatial resolution of the technology is currently limited to 2031pm. These non-viscous inks also have another limitation that they are unable to deliver extremely
high material loads in a single droplet, which will be described in detail in a following section. Another
challenge with inkjet printing is reliability of successfully jetting a droplet. Unsuccessful jetting, or
misfires, is a fairly regular occurrence even when the printing parameters are carefully optimized. As
such, print jobs where droplet placement is critical require additional monitoring systems to ensure a
droplet is successfully jetted. Despite all of the prerequisites and the limited spatial resolution, DoD
inkjet printing has demonstrated several microfabication successes including printing etch masks, active
and passive electrical components [22, 23], cantilevers [4, 22, 24], piezoelectric materials [25], organic
light emitting diodes, and organic solar photovoltaic heterojunctions [18]. Figure 11-5 shows some
materials deposited using DoD inkjet deposition.
21
b)
c)
Figure 11-5. Examples of materials and devices deposited using inkjet deposition.
a) A silver nanoparticle resonant inductive coil [22], b) Alq 3, a material commonly used in small
molecular organic light emitting diodes [18], c) A silver nanoparticle MEMS switch with a PVP
gate dielectric [24], and d) a surface micromachined silver nanoparticle cantilever [4].
11.3.3 Extrusion
Arguably an extension of continuous inkjet printing, extrusion deposition is relatively new to
microfabrication. Unlike continuous inkjet printing, the inks used in extrusion deposition are much more
viscous (100cP-3000cP). As such, the Plateau-Rayleigh instability no longer applies and a continuous
"string" of material is deposited onto the substrate. Extrusion deposition has been used to fabricate 3dimensional electrical traces for antennae and wire-bonding [26]. Because the inks' high viscosities, the
inks do not spread as much when deposited and the resulting spatial resolution an order of magnitude
higher than standard DoD inkjet printheads, and is capable of achieving 1:1 aspect ratios, thus delivering
large amounts of material in a short amount of time. An example of extrusion deposition is shown in
Figure 11-6
Figure 11-6. Silver microelectrodes using extrusion deposition. [26]
The microelectrodes were patterned using 5- (top left), 10- (bottom left), and 30-pm (right)
nozzles. Regardless of nozzle size, the deposition is capable of near 1:1 aspect ratios, allowing for
high spatial resolution while delivery large amounts of material.
22
Unfortunately, while the viscous inks can deliver large material loads, depositing such viscous materials
requires high pressures (70-700kPa) to extrude through small openings. As such, the printhead needs to
be made out of robust materials and require industrial-grade piston pumps to drive the system. Similar
to inkjet, many of the ink and drying parameters also need to be optimized before repeatable and
reliable result can be achieved.
11.3.4 Electrochemical
The final direct-write deposition discussed is electrochemical deposition. This process leverages
electrochemistry to deposit or etch material with the aid of electricity. Direct-write capability is achieved
by using small, localized electrodes to generate the electric fields such as the methods illustrated in .
Unfortunately,:his type of deposition requires an electrolyte carrier liquid to facilitate the chemical
reaction, and as such the area which the deposition/etching is occurring needs to be immersed in the
electrolyte. Because of this added complexity, electrochemical deposition was never seriously
considered as a potential solution for this MEMS fabrication process.
b) Electrochemical Etching
a) Electrochemical Deposition
a Anode
cathode
Nozzle
d
Electrolyte
.-
Power Supply
Met
Anode
Cathode
Figure 11-7. illustrations of electrochemical deposition and etching. [8]
Both deposition and etching require localized electrodes to selectively deposit/etch material. a)
when depositing material, a nozzle is used to control the regions of the substrate that are
exposed to the electrolyte, thus also controlling the deposition regions. b) A small, localized
cathode is accurately placed above the anode; by carefully controlling the potential across the
electrodes, the regions where the anode etches can also be isolated.
23
24
Because this body of work focuses on characterizing the process-mechanical property relationship of
these metal nanoparticle films, no alternative materials were considered. However, it must be
acknowledged that other methods of silver deposition via printing exist and the following section will
highlight some of the alternative methods to direct-write silver films.
111.3.1 Overview of Silver Deposition Methods
Depositing silver via inkjet printing can be classified into two categories: chemical and physical
deposition. In chemical deposition, silver precursors are printed onto the substrate and subsequent
reactions cause silver to precipitate and deposit onto the substrates. Physical deposition involves
printing elemental silver directly onto the substrates. Because chemical depositions rely on both
precipitation and reacting with the silver already deposited on the substrate, the porosity of resulting
silver film is lower than films deposited using physical methods. This porosity leads to reduced electrical
and, potentially, mechanical properties. However, chemical deposition also has its disadvantages: the
chemical reactions have many byproducts and additional processing steps must be taken to remove the
byproducts and avoid contamination. As such, chemical depositions are procedurally more complex than
physical depositions.
111.3.2 Chemical Deposition
The three forms of depositing silver chemically are electroplating, electroless plating, and pyrolysis. In all
of these forms, silver precursors are deposited onto substrates and subsequently reduced to precipitate
silver onto the substrate. The difference between each form is how the silver precursors are reduced.
111.3.2.1 Electroplating
Simplistically, electroplating is an anode-cathode reaction where aqueous silver acts as an electrolyte
and subsequently deposits onto the cathode (the desired substrate). Electroplating has two
requirements: an electric current to facilitate depositing the metal ions and a seed layer that the metal
ions are deposited on. The main challenge with electroplating is satisfying these two conditions while
maintaining selective deposition.
One electroplating method is to deposit and pattern the seed layer while ensuring each seed layer
remains electrically connected so that they can be electroplated. Obviously maintaining electrical
contact with every seed layer stipulates very unreasonable design restrictions and thus is not ideal for
direct-write patterning. Another method requires depositing a seed layer over the entire substrate and
subsequently depositing and patterning an insulator to be used as an electroplating mask. This ensures
that the only locations where electroplating occurs is at the regions that are not covered by the
electrical insulator. After electroplating, the insulator and unwanted seed layers would have to be
stripped from the substrate. Unfortunately, this second method cannot be considered a direct-write
technique because the seed layer has to uniformly coat the substrate. Ultimately, with the above
considerations as well as the necessary compatibility between the electrolytic bath, substrate, and
sacrificial layer, it was reasoned that electroplating silver was a poor solution for silver deposition.
111.3.2.2 Electroless Plating
While electroplating has many restrictions, namely its inability to selectively deposit material and
requiring the entire substrate be submerged in an electrolytic bath, many of these detractions can be
26
removed by using electroless plating. Electroless plating consists of reducing silver inorganic salts to
precipitate elemental silver onto the substrate. The process is commonly used in the silver mirroring of
laboratory glassware. Electroless plating is typically achieved by complexing silver nitrate with
ammonium hydroxide (aqueous ammonia) in the following chemical reactions [27]:
2AgNO 3 + 2NH4 0H -> A920 + 2NH 4 NO3 + H2 0
A920 + 4NH4 0H -> 2[Ag(NH 3 ) 2 ]OH + 3H20
[Ag(NH 3 ) 2]OH + NH 4 NO3
<-+
[Ag(NH 3 ) 2]NO 3 + NH 4 0H
The complex is then reduced by adding an aldehyde (R - CHO) such as glucose/dextrose or formic acid,
resulting in the following chemical reaction:
2[Ag(NH 3 ) 2 ]NO3 + R - CHO -+ 2Ag + 4NH4 + R - COOH + H20
While silver nitrate is readily soluble in water and reasonable material loading is possible (a 2M
ammoniacal silver solution made from 2M silver nitrate and 5M ammonium hydroxide is ~14% silver by
weight), several challenges need to be taken into consideration before using electroless plating. Firstly,
at high concentrations, aqueous silver nitrate is highly corrosive and should be handled with care.
Secondly, ammoniacal silver is very unstable and batches need to be mixed on a daily basis. Careful
consideration needs to be taken when disposing of old batches of ammoniacal silver as one of the main
byproducts is silver nitride which is highly explosive.
Another consideration is the disposal or remove of the chemical by products in electroless plating. There
are three unwanted byproducts: ammonium hydroxide, carboxylic acid, and water. While the
ammonium hydroxide and water can be removed by evaporation, ammonia gas is an irritant and should
be disposed of properly. The carboxylic acid, on the other hand is usually removed by bathing the silver
films in an oxidizing acid to remove all unwanted organic compounds. Ideally, if formic acid is used as
the reducing agent, the resulting carboxylic acid oxidizes to water and carbon dioxide without
assistance. However, because precursors are typically not completely balanced, it is assumed that some
precursors will remain after the chemical reaction completes. This implies that there should be a
mandatory cleaning step post-deposition.
One final challenge is that the electroless plating requires a 2-step printing process. Because the
chemical reactions readily occur at room temperatures, premixing the ammoniacal silver and reducing
agent would result in silver being deposited onto the printhead while the solution is being printed. This
ultimately would clog the print nozzle and little-to-no silver actually deposits onto the substrate. To
rectify this, the ammoniacal silver and reducing agent would need to be printed separately, introducing
several additional challenges including preventing the deposited films from drying before the other
reactant is printed, alignment issues, and added complexity of swapping inks mid-printing.
Despite all the challenges, electroless printing has recently been demonstrated for printing flexible
electrodes [28]. In this demonstration a silver ink formed from silver acetate, ammonium, and formic
acid was airbrushed onto a plastic film to create flexible electrodes that became conductive at
27
removed by using electroless plating. Electroless plating consists of reducing silver inorganic salts to
precipitate elemental silver onto the substrate. The process is commonly used in the silver mirroring of
laboratory glassware. Electroless plating is typically achieved by complexing silver nitrate with
ammonium hydroxide (aqueous ammonia) in the following chemical reactions [27]:
2AgNO 3 + 2NH 4 0H -+ A920 + 2NH 4 NO3 + H2 0
A920 + 4NH4 0H -+ 2[Ag(NH 3 ) 2 ]OH + 3H 2 0
[Ag(NH 3 ) 2 ]OH + NH 4 NO 3
++
[Ag(NH 3 ) 2 ]NO3 + NH4 0H
The complex is then reduced by adding an aldehyde (R - CHO) such as glucose/dextrose or formic acid,
resulting in the following chemical reaction:
2[Ag(NH 3 ) 2 ]NO3 + R - CHO -> 2Ag + 4NH4 + R - COOH + H2 0
While silver nitrate is readily soluble in water and reasonable material loading is possible (a 2M
ammoniacal silver solution made from 2M silver nitrate and SM ammonium hydroxide is ~14% silver by
weight), several challenges need to be taken into consideration before using electroless plating. Firstly,
at high concentrations, aqueous silver nitrate is highly corrosive and should be handled with care.
Secondly, ammoniacal silver is very unstable and batches need to be mixed on a daily basis. Careful
consideration needs to be taken when disposing of old batches of ammoniacal silver as one of the main
byproducts is silver nitride which is highly explosive.
Another consideration is the disposal or remove of the chemical by products in electroless plating. There
are three unwanted byproducts: ammonium hydroxide, carboxylic acid, and water. While the
ammonium hydroxide and water can be removed by evaporation, ammonia gas is an irritant and should
be disposed of properly. The carboxylic acid, on the other hand is usually removed by bathing the silver
films in an oxidizing acid to remove all unwanted organic compounds. Ideally, if formic acid is used as
the reducing agent, the resulting carboxylic acid oxidizes to water and carbon dioxide without
assistance. However, because precursors are typically not completely balanced, it is assumed that some
precursors will remain after the chemical reaction completes. This implies that there should be a
mandatory cleaning step post-deposition.
One final challenge is that the electroless plating requires a 2-step printing process. Because the
chemical reactions readily occur at room temperatures, premixing the ammoniacal silver and reducing
agent would result in silver being deposited onto the printhead while the solution is being printed. This
ultimately would clog the print nozzle and little-to-no silver actually deposits onto the substrate. To
rectify this, the ammoniacal silver and reducing agent would need to be printed separately, introducing
several additional challenges including preventing the deposited films from drying before the other
reactant is printed, alignment issues, and added complexity of swapping inks mid-printing.
Despite all the challenges, electroless printing has recently been demonstrated for printing flexible
electrodes [28]. In this demonstration a silver ink formed from silver acetate, ammonium, and formic
acid was airbrushed onto a plastic film to create flexible electrodes that became conductive at
27
temperatures as low as 90*C. Unfortunately, like many of its predecessors, this silver ink was developed
primarily for conductive traces, meaning that at this time there has been little to no characterization on
film thickness and mechanical properties.
In summary, when considering all the complexity required for electroless such as ink instability,
additional cleaning steps, extra safety precautions, and 2-step printing processes, it was concluded that
electroless plating was not the best technique to deposit silver via inkjet printing.
111.3.2.3 Pyrolysis
Silver can also be deposited onto substrates by pyrolyzing silver organometallic resins. Unfortunately,
such organometallic resins are typically extremely unstable and many of the compounds decompose at
temperatures lower than O'C [29]. Additionally, not all organometallic silver compounds decompose
down to their elemental form. One report [30] regarding a proprietary compound is stable at room
temperatures, however, that resin requires temperatures greater than 4000 C to begin pyrolyzing, which
is greatly out of the desired thermal limit for this process. Given the unstable nature of organometallic
silver, such materials are not suited for depositing silver using inkjet printing.
111.3.3 Physical Deposition
There are several physical methods for depositing silver including evaporation, sputtering, and even
printing elemental silver. Because evaporation and sputtering require high vacuum environments, only
one physical method was considered: printing nanoparticle silver.
Nanoparticle silver consists of silver that has been precipitated using chemical reactions similar to the
one mentioned above in electroless plating [26, 31-34]. To prevent excess aggregation and crystal
growth, a surface capping agent or ligand shell is added to stabilize the nanoparticles. Typically the
nanoparticles are then resuspended in a liquid medium, forming a nanoparticle ink.
III.3.3.1 Nanoparticle Synthesis
Synthesizing the nanoparticles is achieved by reducing silver salts, typically silver nitrate, to form
elemental silver. Initially, the nanoparticles precipitated are 5-6nm in diameter; however recipes usually
include exposing the particles to elevated temperatures (<50*C) to increase the stability and longevity of
the nanoparticles by allowing them to aggregate and grow into larger particles. To prevent the
nanoparticles from growing too large, ligands such as poly(vinyl pyrrolidone) (PVP) or poly(acrylic acid)
(PAA) are added to the solution to stabilize the nanoparticles. The particles are then concentrated and
reconstituted into another carrier liquid to form nanoparticle inks. This process is summarized in Table
Ill-1.
28
Table 111-1. Example of nanoparticle synthesis process
Other silver nanoparticle precursors, stabilizers, and reductants are possible [26, 31, 32, 34].
Description
Step
-
Silver nanoparticle
precursors
Source: Silver nitrate (AgNO3), Stabilizer: PAA, Reductant:
Diethoanolamine
1
2
3
Precipitate silver
Grow nanoparticles
Concentrate
nanoparticles
Homogenize and
resuspend
Dissolve precursors in water
Sonicate particles for 2 hours in heated water bath
Centrifuge particles at 9000rmp for 20 minutes, supernatant
is decanted to recover the nanoparticle precipitate
Dilute nanoparticles in ethylene glycol to desired
concentration
4
nanoparticles
Formulating a nanoparticle ink requires several considerations including particle size repeatability, ink
viscosity variation, shelf-life. To avoid these challenges, a commercially available ink was chosen so that
the ink recipe and compilation would not need to be optimized. The ink used in this work was Cabot
Corporations' CCI-300. CCI-300 consists of 30-40nm-dia metered silver nanoparticles suspended in
ethylene glycol and ethanol. The material loading of the ink was 30% by weight or 3.5% by volume.
111.3.3.2 Sintering nanoparticles
Nanoparticles inks are an extremely effective method for delivering high material loads. However, in
order to use such inks for surface micromachining processes, the nanoparticles need to be fused
together to form a contiguous film. Fusing, or sintering, the nanoparticles typically entail thermally
treating the nanoparticles, allowing the atoms within the particles to diffuse into neighboring particles
and coalesce. Because of their extremely high surface:volume ratio, nanoparticles exhibit very
interesting thermodynamic properties, most importantly nanoparticles have melting temperatures
significantly lower than their bulk counterparts. While this phenomenon, known as melting point
depression, has been studied extensively, the mechanisms governing the depression are not currently
agreed upon. Several mechanisms have been proposed, ranging from classical thermodynamic analyses
to atomistic approaches such as atomic diffusion and bond-order-length-strength (BOLS) models.
Atomistic approaches suggest different mechanisms for nanoparticle sintering such as atomic diffusion
[35] and BOLS [36]. Atomic diffusion is based on the concept of interstitial mechanisms that allow the
metal atoms to migrate from point vacancies within the nanoparticles. Because the generation of point
vacancies is correlated with the Arrhenius equation, the rate of atomic diffusion increases with
temperature. In short, the atomic diffusion assumes that the individual atoms within the nanoparticles
actually move between crystal lattices rather than physical melting. As such, atomic diffusion describes
the sintering mechanism as both time-dependent and temperature-dependent. BOLS, on the other
hand, focuses on the cohesive energy of the individual atoms to determine the nanoparticle's melting
point. Because BOLS does not rely on point vacancies and diffusion for its derivation, it is not correlated
to the Arrhenius equation and as such does not factor time-dependency into its calculations.
Classic thermodynamic analyses have suggested three possible mechanisms for nanoparticle
melting/sintering: the liquid drop model (LDM), liquid shell nucleation (LSN) model, and the liquid
nucleation and growth (LNG) model [37]. While LDM predicts that the nanoparticle melts
29
instantaneously once it reaches temperature, the other models predict that the melting initiates at the
particle surface and quickly propagate to the core.
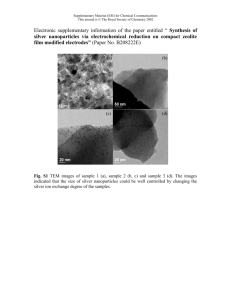
Even though each model is governed by different sets of equations, there is little difference in the
predicted melting temperature between the models as shown in Figure 1ll-1. These melting-pointparticle-size curves were derived using the thermodynamic relationships as defined by the LDM, LSN,
and LNG models and are shown in Equations (1)-(3):
T(d) =
LDM
-
0
PS 2/3
T~l)vk'I
Fd
LSN
(1)
I
(2)
1 Ps
T
="0
(d)
6SV-
07yllp,
Fd
Ps,,(
- 3
0
T (d) = (os
LNG
where T is the melting point of the nanoparticle, To isthe bulk material's melting point, d is the
diameter of the nanoparticle, do is the atomic diameter of the material, o is the surface energy/tension,
and p is the density the material. The subscripts represent the solid (s), liquid (1), and vapor (v) states
of the material. Because the difference between predicted melting temperatures is insignificant, any of
the models can be used to develop the semi-empirical relationship. According to the technical literature
provided for CCI-300, the nanoparticle films become electrically conductive after greater than 100 0 C.
Assuming that sintering is the cause for making the film electrical conductivity, models suggest that the
nanoparticle should be 34-40nm. This is consistent with the technical literature, which states that the
nanoparticles should be 30-40nm in diameter.
1050
900
750 600
450
300
150
0
-150
-3nn
50
100
150
I
200
I-LDM
250
-LSN
300
-LNG
Particle Diameter [nm]
Figure Ill-1. Melting Temperature vs. Particle Diameter for the thermodynamic models.
III.3.4 Summary of Silver Deposition Methods
While there are many methods to deposit metallic silver, many of these solutions have significant
disadvantages when incorporating into surface micromachining processes. Of all the methods, physically
depositing nanoparticles was determined to be the best solution for depositing silver and its use as a
30
structural layer was successfully demonstrated in a surface micromachining process [4, 5]. To reiterate
nanoparticle inks, more specifically the CCI-300 ink, had several advantages which made it very
promising for the project:
*
e
*
Commercially available As a commercial product, the silver ink was readily available at the start of the project, and
experiments could start immediately.
Lower fusing/sintering temperature The silver-based conductive ink primarily consists of 30-40nm diameter nanocrystals suspended
in an ethylene glycol/ethanol ink vehicle. As a frame of reference, the product description
states that the film becomes conductive after sintering at 100 0C sintering. This low temperature
processing is very appealing because it allows for a wide variety of substrates, including plastic
and flexible substrates.
ink-Jet compatible Originally designed for printed electrodes and antennae, Cabot Corp.'s conductive ink was
designed to be used with ink-jet technology. Very little modification was needed to make the
ink readily printable with the TIJ system.
"
Previous experience and studies The final advantages with using this silver-based conductive ink were the previous studies and
experiments to determine its compatibility with the TIJ system. Additionally, many of the
parameters for printing, drying, and sintering were previously optimized but will be explained in
further detail in a following chapter. Finally, it was successfully demonstrated in an all-printed
surface micromachining process by fabricating free-standing cantilevers.
III.4 Sacrificial Layer
With the structural material already identified, the main challenge was to identify compatible and
convenient materials that could be used as the CCI-300's sacrificial layer. While there are many
potential materials that are compatible with the silver ink, the following guidelines were set to
determine the ideal sacrificial material:
*
e
*
Inert to silver ink components Compatibility with the silver ink requires that the sacrificial material be nonreactive to the silver
nanoparticles and its ink vehicle. In addition to being nonreactive, the sacrificial material should
be extremely insoluble in ethylene glycol and ethanol to avoid the sacrificial layer being
dissolved, subsequently destroying the features while jetting the silver ink.
Able to withstand the silver nanoparticle's sintering temperatures Requiring sintering temperatures greater than 120*C to obtain a structurally sound silver film,
the silver ink's post-processing step creates a steep requirement. Several organic polymers such
as polystyrene, which chemically are promising due to their resistance to the silver ink, become
unstable at elevated temperatures and thus cannot be considered. This temperature restriction
also provides another obstacle concerning removal as will be discuss next.
Easily removed without harming the silver film After the sintering step, the sacrificial material must be removed without affecting the silver
film. This becomes increasingly difficult to do with higher sintering temperatures because some
sacrificial layers densify and become harder to etch via chemical processing. Ideally, the
sacrificial layer should be removed with dry release techniques such as pyrolysis, where the
31
sacrificial material decomposes at high temperatures, or sublimination where the material
transitions from a solid to a gas. Dry release techniques are preferred over wet release
techniques to avoid stiction, where the structural layer sticks to the substrate after release.
e
Produce reliable and repeatable sacrificial features Because the purpose of this investigation isto characterize the process-mechanical property
relationship for sintered metal nanoparticle films, the sacrificial features ideally should be
identical throughout the study. Identical sacrificial features would reduce the structural
variation between samples, thus eliminating the uncertainty that the change in the mechanical
properties are from inconsistent microstructures.
Given these guidelines defining the ideal sacrificial layer, several materials were experimented on and
studied to identify what materials are compatible with the silver ink structural layer and what
advantages/disadvantages they had when being used in a surface micromachining process.
111.4.1 Poly(methyl methacrylate) (PMMA)
A transparent thermoplastic, PMMA is often used in microfabrication as a resist layer for electron beam
lithography. PMMA has several characteristics that make it a promising sacrificial material for surface
micromachining including chemical robustness and can withstand temperatures of at least 250*C [4].
PMMA also boasts several methods of removal, including 02 plasma, pyrolysis, and a wide variety of
organic solvents. One final note about PMMA as a sacrificial material is that it has already been
demonstrated in the author's fully-printed surface micromachining process. Because of these
considerations, PMMA was identified as a strong candidate to use as a sacrificial material to study the
process-mechanical property relationship of the CCI-300 films. The detailed investigation in the
optimization of PMMA will be presented in the following chapter.
111.4.2 Positive photoresist
Ubiquitous in cleanrooms, these photosensitive polymers are used as mask layers in photolithography
procedures. Because photoresist deposition and patterning has been highly characterized, obtaining
repeatable and reliable sacrificial features is a non-issue. In theory, photoresist is easily removed via
exposure to photodeveloper; however, long exposures to greater than 100*C heat treatments make
removal via photodeveloper challenging. Several other removal methods were investigated, including 02
plasma and 80 0C acetone. Detailed results of using photoresist as a sacrificial layer will be presented in a
following chapter.
111.4.3 Amorphous silicon (a-Si)
A non-crystalline form of silicon, a-Si has been explored for several low-cost, low-temperature electronic
devices such as solar photovoltaics [38]. Capable of being deposited in thin films and at low
temperatures onto a variety of substrates, a-Si is a promising candidate as a sacrificial layer. a-Si shares
many of the same material properties as conventional silicon, including a very robust temperature
budget and can be patterned by traditional microfabrication techniques. a-Si's robust temperature
budget and reliable patterning makes it an excellent candidate to study the nanoparticle sintering
process. Conventionally, a-Si is deposited by plasma-enhanced chemical vapor deposition and patterned
by traditional photolithography and dry-etched with XeF 2, however it is possible in the future to migrate
from conventionally patterned a-Si to printable a-Si through the formulation of a-Si inks [39].
32
Chapter IV Fabrication Process Characterization and
Optimization
IV.1 Overview
There are two distinct layers in a simplistic example of surface micromachining: the structural and
sacrificial layers. The structural layer is comprised of materials that will form the final structures and
features while the sacrificial layer holds the structural layer in place during the micromachining process.
After the process is finished, and the structural layer is stable, the sacrificial layer is removed, or
sacrificed, leaving the structural layer conformed to features found in the sacrificial layer.
Realistically, surface micromachining is much more complex. The sacrificial and structural layers need to
be deposited and patterned, both of these processes require the optimization of several parameters
before the desired microstructure features such as thickness and thickness uniformity can be accurately
and repeatedly obtained. In conventional microfabrication, many of these parameters and/or
methodologies have already been determined by manufacturers, and as such standard processes do not
require extensive optimization. However, non-standard processes, such as printing, have not been preoptimized by manufacturers and therefore require extensive characterization and optimization. As such,
this chapter entails the development, characterization, and optimization of the microfabrication
processes used to investigate the process-property relationship of nanoparticle silver films.
As mentioned in the previous chapters, the author of this thesis previously developed a fully-printed
surface micromachining process [4]. This process uses a digital fabrication system to print a PMMA
sacrificial step, followed by a process to smooth the printed PMMA film known as solvent vapor
annealing. A PMMA barrier is printed around the step to contain the silver nanoparticles as they sinter.
After sintering, the silver is laser ablated or laser-trimmed to remove unwanted features. Finally, the
structures are released by using organic solvents to dissolve the PMMA. Figure IV-1 summarizes the
surface micromachining process. This process will be used as a template for developing the surface
micromachining for studying the process property relationship.
33
1) Print PMMA Step
Inkjet Nozzle
4) Smooth PMMA Barrier
6) Sinter silver
0
2) Smooth PMMA Spacer
7) Sinter silver Lase
5) Pattern silver
3) Print PMMA Barrier
o0
.8) Release structure
Slver
ME
NE
M
Figure IV-1. Fully-printed surface micromachining process.
The process will be used as the basis for the surface micromachining process to study the
process-property relationship.
IV.2 Structural Layer
Because the structural layer was already determined to be CCl-300, a commercially available silver
nanoparticle ink, very little needed to be done in optimizing the physical material. However, the
material composition comprises only a small amount of the actual process optimization necessary when
depositing the ink onto substrates. This is especially pertinent to this body of work because the CCI-300
was printed onto non-porous substrates instead of conventional deposition methods such spin-coating
or printing onto porous substrates. Because of this, several additional parameters needed to be
characterized and optimized, including a variety of printing and drying parameters such as ink viscosity,
ink reservoir back pressure, jetting pulse waveform, droplet density, and printing/drying substrate
temperatures.
Prior to addressing the optimization of depositing and drying CCI-300 onto borosilicate/glass substrates,
an overview of the printing apparatus and printing and drying parameters will be presented. Aside from
the specifications and capabilities of the apparatus, this overview will include the theory behind inkjet
printing, the printing pattern generation, and the mechanisms that drive material transport during
drying. After presenting the theory and the methodology to optimize the various parameters, the
optimization of the CCI-300 ink will be used as an example. While the optimization of parameters will
focus CCI-300, the methodology should be transferrable to other inks. At the end of this section a
summary of all the optimized parameters and the process of record for printing and drying CCI-300 onto
borosilicate/glass substrates will be presented.
IV.2.1 Printing apparatus overview
The printing technology used for this work is a custom system designed by HP. This digital digital
fabrication system was originally designed as a testing apparatus for optimizing HP's printing parameters
but its capability of high resolution placement and fully-customizable movement makes it the ideal
system for printed microfabrication. The system consists of thermal inkjet pico-fluidic system (TIPS), a
handheld TIJ controller that uses disposable 0.5mLTIJ printheads. The TIPS controller and the disposable
TIJ printheads are respectively shown in Figure IV-2 and Figure IV-3.
34
Figure IV-2. Picture of Thermal Inkjet EIco-fluidic lystem (TIPS).
The majority of the system is the TIPS controller. The controller is used to drive the TIJ die
located on the Tip (lower left and Figure IV-3), and all the parameters needed to print with the
device can be configured using the device's menus or the computer user interface.
-
Electrical
interconnect
TIJ
Die
-0.5mL
reservoir
Figure IV-3. Replaceable TIJ printhead & reservoir.
A disposable TIJ printhead attached to a 0.5mL reservoir. This attaches to the TIPS controller
shown in Figure IV-2.
The TIPS is mounted to a 1im resolution Galil X-Y motion controller stage for precise droplet placement.
Also mounted to the motion controller are top- and side-view cameras to visualize the droplets. Figure
35
IV-4 shows a picture of the assembled digital fabrication system. The digital fabrication system is
assembled over a programmable heated stage for in-situ substrate heating during printing as well as
providing post-printing thermal processing capabilities.
Microcontroller arms
Top-view camera
Heated stage '
TIPS controller
Back-pressure controller
Figure IV-4. Digital fabrication system with a TIPS controller connected to an X-Y motion
controller.
The side-view camera is not mounted in this picture.
The digital fabrication system is controlled through custom software. The primary advantage of the
software over the stock HP software is its ability to x-, y-, and 6-offset the printed pattern, enabling
precise alignment between the printed pattern and the substrate. The software supports additional
functionality, such as multiple printing patterns functionality and automated delays between layers, that
wasn't used in this work but will be useful for future printed microfabrication studies.
IV.2.2 Inkjet Printing Parameters
As mentioned earlier, inkjet exploits the Plateau-Rayleigh instability in order to break a column of ink
into picoliter-sized droplets. Inkjet achieves this by causing a sudden volume change within the firing
chamber, which in turn squeezes ink within through a small outlet to form the ink column. Then, by
virtue of surface tension, the ink column separates from the remaining ink and begins to coalesce into
36
spherical droplets. Finally, as the column is turning into the spherical droplet, the droplet isjettisoned
towards the substrate using the velocity generated by the sudden displacement. The process is
summarized in Figure IV-5.
b)
a)
c)
I
e)
d)
Figure IV-5. Illustration of inkjet printing.
a) An inkjet nozzle primed for firing. b) Asudden displacement, depicted by the black arrow,
forces a portion of the ink out of the nozzle as a column. c) The ink's surface tension causes the
column to coalesce into a sphere, narrowing the column at the nozzle's opening. d) The column
continues narrowing at the nozzle's opening until the column completely separates from the
main ink body. e) The column finishes coalescing into a spherical droplet as it travels towards the
substrate.
Unfortunately, as mentioned earlier, there is only a small range of viscosities (0.1-10cP for TIJ, 0.1-100cP
for PZT printheads) compatible with inkjets. This consequently creates a trade-off when using inkjets for
surface micromachining and MEMS between high material loading and printability. In MEMS, many
designs require layers on the order of several micrometers and as such, the inks should be loaded with
as much material as possible so fewer drops need to be jetted. High material loading, however, typically
raises the viscosity of the ink to the point where it can no longer be inkjetted. Thus there must be a
balance between the amount of material in the ink and the viscosity where it is still reliably printable.
Because the digital fabrication system uses TIJ technology, this work will not provide detailed
methodology to optimize the parameters for PZT inkjet printing and will instead focus on the
methodology for optimizing TIJ printing parameters.
37
IV.2.2.1 Nozzle size
The TIPS controller uses disposable 0.5mL reservoirs that have a series of TIJ nozzles at the end. These
nozzles differ by the geometry and firing chamber, resulting in droplet sizes ranging from 0.5pL to
300pL. The firing chamber volume ultimately determines droplet diameter, volume, and the resulting
spot size. It can be argued that larger nozzles jet larger volumes of ink and thus deliver more material,
however because the spot size is also dependent on nozzle size, using larger nozzles result in losing
resolution. It can be quickly seen that a balance between printing speed and resolution needs to be
determined. In the case of the surface micromachining process, high resolution was important, thus
only the smaller nozzle sizes (<100pL) were considered.
In addition to the droplet diameter and volume, nozzle size also determines the requisite parameters
needed to successfully jet a droplet. Because nozzle sizes influences many of the other printing
parameters ranging from the firing parameters to generating the appropriate printing pattern, it can be
argued that nozzle size selection is the most important printing parameter. In the case for CCI-300, 35pL
nozzles were used in the previously published process, however as the process became further
optimized, printing switched to primarily 50pL nozzles. This was primarily because the 35pL nozzles
would misfire and clog one out of every 3 dies printed while switching to the 50pL nozzles decreased the
rate of misfire and clogging to one out of 10-15 dies printed, subsequently improving the reliability of
the deposition.
IV.2.2.2 TIJ firing parameters
TIJ has four basic firing parameters: main pulse voltage, main pulse width, precursor pulse voltage, and
gap time. These parameters describe the electric pulse waveform applied to the TIJ's resistive heaters.
Pulse voltage and pulse width are the peak voltage of the waveform (in volts) and the duration of the
waveform (in nanoseconds). Occasionally, especially if the ink is near the viscosity limits of TIJ
technology, a precursor pulse is applied to partially heat the ink to assist the jetting event. A simplistic
representation of the waveform is depicted in Figure IV-6.
---- Main Pulse
Precursor Pulse
time
Figure IV-6. Simplistic representation of electrical pulse applied to TIJ printhead.
The precursor pulse's amplitude (voltage) is adjustable but the duration of the precursor pulse is
fixed. The delay between the precursor pulse and main pulse is known as the gap time. Both the
main pulse's amplitude (voltage) and duration (width) are adjustable.
38
These printing parameters, while dependent on the ink, are primarily determined by the geometry and
volume of the TIJ firing chamber. When using TIPS and digital fabrication system, nozzle geometry and
volume is determined by the printhead model at the tip of the 0.5mL reservoir. Fortunately, HP has
already optimized the pulse printing parameters for jetting isopropanol and water (no pre-pulse is
required). Adjusting for other ink compositions requires steadily printing the ink and adjusting the
printing parameters while determining if a droplet was jetted or misfired (not successfully jetted).
Successful droplet jetting was determined by monitoring the droplet impacts onto a substrate using the
side-view camera.
IV.2.2.2.1 Pulse width and voltage
Pulse width is essentially fixed. This is because HP optimized the pulse width such that the vapor bubble
has enough time to properly form and it is not recommended varying the pulse width. While it is
possible to vary pulse width instead of pulse voltage, more droplet misfires were observed when varying
pulse width than when varying pulse voltage.
Pulse voltage is determined by starting at the recommended voltage and slowly decreasing the voltage
until the TIJ printhead starts misfiring. The pulse voltage at which droplets misfire is known as the pulse
threshold voltage and the optimal pulse voltage is generally 110% of the pulse threshold voltage. The
pulse voltage is reduced by 72% if using a precursor pulse which will be described in detail below.
IV.2.2.2.2 Precursor pulse gap and voltage
Determining whether the waveform requires a pre-pulse is achieved by printing a series of individual
jetting events. The jetting events should be adequately spaced to prevent the droplets from overlapping
and conglomerating. Post-jetting, the resulting spots are observed using the top-view camera to
determine whether each pulse corresponds to a single spot or multiple spots. Multiple spots indicate
the parameters are not optimized, causing the ink column to break up into multiple droplets known as
satellite drops. Most satellite drops occur because the jetting energy provided by the single pulse is not
sufficient to successfully jet the droplet and additional energy is needed. This energy is provided in the
form of the pre-pulse. As a general guide, HP states that the pre-pulse should be 40% of the original
pulse voltage and the gap between pulses should be 1ps. As mentioned above, if a pre-pulse is used, the
pulse voltage should be reduced to 72% to avoid overheating and damaging the printhead.
IV.2.2.2.3 Firing parameters for CCI-300
Because the majority of CCI-300's ink vehicle is ethanol, the firing parameters needed to successfully jet
droplets was very close to HP's recommended values. For the 5OpL nozzles, the pulse voltage was
25.OOV, the pulse width was 1.Ops, and no pre-pulse was necessary. This leads to spot diameters of
80pm as measured by the top-view camera.
IV.2.3 Film deposition optimization
Aside from selecting the nozzle size and optimizing the firing parameters, it is also critical to optimize
the actual nanoparticle film deposition processes. Failure to optimize these processes result in film
defects such as non-continuity or non-uniformity. There two main categories to optimizing deposition:
film thickness and film uniformity. Unfortunately, these two categories are somewhat influenced by
each other and as such further complicate the optimization as will be explained below.
39
IV.2.3.1 Film thickness
Simplistically, film thickness is determined by the amount of material that is delivered to the substrate.
Because of this, by knowing the ink composition and the droplet volume, it is possible to roughly
calculate the number of droplets required to obtain the desired film thickness. For example, CCI-300
originally contains 3.5% silver by volume. After diluting 2:1 ethanol:CCI-300, the modified ink is 1.17%
silver by volume. Knowing this ink composition, and assuming that a 100pm x 100pm x 1pm film is
desired and a 50pL average droplet volume, approximately 17 droplets would be needed.
IV.2.3.2 Printing patterning
Unfortunately, film printing is much more complicated than merely calculating the ink necessary to
obtain film thickness. Because there is a 2-orders of magnitude difference in thickness between the wet
ink and dried film, challenges concerning ink spreading become significant. While it is possible to control
spreading via surface modification [40], the most common method to control the printed film
dimensions is the printing pattern [41].
The printing patterns have three parameters: pitch, border spacing, and droplet layers as shown in
Figure IV-7. Increasing the number of drop layers, or drops jetted on top of each other, leads to linearly
increase the amount of material loading. Changing the drop pitch, or the spacing between adjacent
drops, the amount of overlap between drops is affected and amount of material in a given area changes.
By using different pitch and layer parameters, it is possible to obtain the amount of deposition that is
needed for any surface micromachining process.
40
Figure IV-7. Example of printing pattern and the parameters used to generate the pattern.
The three primary parameters used to generate the pattern are droplet pitch, border spacing,
and layers (not shown). Droplet pitch is partially determined by the spot radius to ensure
significant coverage. Layered printing is achieved by repeatedly printing the pattern.
The last parameter, border spacing, is extremely important for pattern fidelity by incorporating nonprinted regions within the patterns to account for ink spreading. Ink spreading occurs when the wet ink
film obtains more volume due to printing and eventually the film overcomes its contact angle and
pinning effects and slowly spreads out as shown in Figure IV-8. In general, the larger the printed ink
volume, the larger the border space that is necessary to accommodate the ink. For the CCI-300, it was
discovered that 80parm borders were needed to properly account for ink spreading.
41
b%
a0,
/
//
7/777
Figure IV-8. Ink spreads when significant volumes of ink are printed.
a) Initially, ink's contact angle, 6, is below the critical angle, 6, thus the ink does not spread. b)
As more ink is printed, 6 increases past 6c and overcomes the pinning forces and ink starts to
spread. c) The ink spreads until 6 is equal to 6, with the ink film's in-plane dimensions greater
than the original printing pattern. Accommodating for ink spreading is important when
attempting to print accurate feature geometries.
One final consideration when generating the printing pattern is the ink's volatility. Volatile inks
evaporate and dry promptly after jetting, resulting in thickness non-uniformities known as scalloping [4,
41]. To suppress these non-uniform thicknesses, extremely dilute inks can be printed with a randomly
generated "noise" factor, thus preventing material build up due to droplets being regularly jetted at the
same location [25]. However, because CCI-300 contains ethylene glycol, a nonvolatile solvent, the film
does not dry without an additional drying step and the consideration of in-situ drying is not applicable.
As such, the detailed techniques required to ensure thickness uniformity when using volatile inks is not
addressed in this thesis.
IV.2.3.3 Drying conditions
The ink drying conditions ultimately determine the surface uniformity. This is due to a combination of
evaporation and capillary flows known as the coffee-ring and Marangoni effects [42-45]. The coffee-ring
effect assumes that the drop area stays consistent during drying and subsequently more material is
carried from the drop center to the edge, creating a ring of material. The Marangoni effect, on the other
hand, assumes that the latent heat of evaporation produces a temperature gradient and consequently a
surface tension gradient, thus recirculating the material to deposit preferentially in the center. These
two effects essentially counteract each other and, depending on which effect is stronger, determines
whether the dried film profile is thicker at the edge or the center. These effects can be controlled by
changing the drying dynamics, more specifically the rate of drying. While this can be done in many
ways, such as humidity, substrate temperature, and air circulation, due to the tools available,
temperature was used to dictate drying. To increase the repeatability of the drying conditions, the
digital fabrication system was situated in a glove box to nominally fix the humidity at 16%, maintain
ambient temperatures between 20 0 -25 0 C, and reduce air circulation.
Because CCI-300 contains ethylene glycol, its low vapor pressure prevents the films from drying without
assistance. To dry the CCI-300 films, the films were heated to 80*C. This elevated the temperature
enough to dry the films without negating the Marangoni effect. While the samples needed only 2-3
hours to dry, the samples were heated for 12 hours to ensure all the ethylene glycol was removed.
Another technique that was investigated was drying the nanoparticles between printing individual
layers. Adding a drying step in between layers theoretically would rectify many problems including ink
spreading and film uniformity. However, initial investigations into drying after individual layer resulted in
film thickness non-uniformity that was specific to the process. Figure IV-9 displays optical micrographs
of these film micrographs. While the cause of these artifacts was not determined, it is believed to have
42
been caused by imperfections in the original layer that are further amplified as additional layers are
printed and dried.
Smooth sllver film
Rough silver film
Figure IV-9. Film quality comparison between standard and individual layer printing methods.
The standard (a) and individual layer (b)printing methods demonstrated on a glass substrate and
photoresist sacrificial step. As can be seen, the standard method has challenges with ink
containment and spreading. While the individual layer method suppresses the ink spreading, the
method also produces undesirable surface artifacts.
IV.2.3.4 Optimizing Sintering
After drying the silver nanoparticle films, the films needed to be sintered. Previously, sintering occurred
in a N2-capped tube furnace at 250 0 Cand skipped the drying step [6]. However, as Figure IV-10 shows,
initial studies of heating environment suggested that hotplate sintering improved the mechanical
properties of the nanoparticles films. As such, the process-property relationship studies in this body of
work were all conducted on hotplates instead of tube furnaces. To alleviate film cracking, the samples
were heated and cooled at 3'C-min-, thereby reducing the thermal shock the nanoparticle film
experienced and preventing cracking as shown in Figure IV-11.
100
F
IIA
am0
80
60
-----
-
m
m
m-
m
m
40-
II 20
0-
Tube Furnace
(N2)
(Air)
Vacuum
Oven
Hotplate
(Air)
Evaporated
(Control)
Figure IV-10. Elastic moduli versus sintering method/environment.
Samples were sintered by heating the samples at 3'C-min 1 to 2500 C,isothermally held for 3
hours and cooled to room at 3*C-min1 [5].
43
b)
a)
50 pm
Figure IV-11. Effect of slow heating and cooling rates on film cracking.
a) Sample was placed on a pre-heated 150* hotplate and removed immediately after 3 hours. b)
Sample sintered at 150*C for 3 hours but was heated and cooled slowly (3*-minl). It can be seen
that slowly heating and cooling the samples greatly reduces the formation of cracks [6].
To summarize, sintering the nanoparticle films consist of three parameters: ramp rate, peak sintering
temperature, and dwell time. The ramp rate is the rate at which the hotplate heats and cools, and is
kept at a low rate of 3*C-minl to prevent the film from cracking due to thermal shock. The peak
sintering temperature is the maximum temperature that the sintering process reaches and is a
parameter investigated to determine the process-mechanical property relationship. The dwell time is
the amount of time the sample is isothermally held at the peak sintering temperature and is another
parameter that was investigated for the process-mechanical property relationship. Figure IV-12 displays
an example of the sintering temperature profile.
Peak sintering temperature
C-1
Dwell time
3*C-min
T
Timem
Figure IV-12. Standard temperature profile for sintering process.
The hotplate ramps up to the peak sintering temperature where it is isothermally held for the
duration of the dwell time. While it is possible to have separate heating and cooling rates, the
rates were kept at 3*C-min 1 to prevent the film from cracking.
IV.2.4 Depositing nanoparticle silver process of record
With all the printing, drying, and sintering parameters characterized, silver nanoparticles could be
deposited both reliably and repeatedly. Table IV-1 summarizes the processes used to print the CCI-300
ink and turn it into a stable, contiguous metal film. Peak sintering temperature, Tsintering,max, and dwell
44
time at peak sintering temperature, tdwell, were not defined in the standard process because they were
the primary parameters varied in the process-property investigation.
Table IV-1. Standard CCI-300 printing and sintering process
Step
Description
1
Set print parameters
Vpuise = 25V and tpulse = 1.0ps with no pre-pulse
2
Generate print pattern
pitch = 120pm, rspot = 40pm, and border = 80pm
3
Print CCI-300
4
Dry CCI-300
5
Sinter CCI-300
Tsubstrate =
10 min
500 C
12 hrs
) 800 -
Tsubstrate = 500
800
20 min
> 200
dT=3 OC
Tsubstrate =
2 0
o0 dt
min
tdwell
> Tsinteringmax
OC
dT
-=3-
Tsintering,max
2 0*
IV.3 Sacrificial Layer
Three materials were considered for use as the sacrificial material: PMMA, positive photoresist, and
amorphous silicon (a-Si). While PMMA was deposited via TIJ printing, the other materials used
conventional microfabrication techniques for deposition and patterning. As stated previously, the
purpose of this investigation is to study the property-mechanical process relationship for silver
nanoparticle films. As such, the sacrificial layer ideally should be a non-issue so that the focus of the
work is on characterizing the relationship rather than optimizing the sacrificial layer.
IV.3.1 Poly(methyl methacrylate) (PMMA)
The author's previously reported process uses PMMA as the sacrificial layer. The PMMA used was a lowmolecular-weight polymer to facilitate removal after exposure to elevated temperatures. The PMMA ink
was created by dissolving PMMA powder in toluene. The PMMA ink was kept less than 4% w/w to
ensure the ink's viscosity was low enough to be printable using TIJ. Removal of the PMMA is achieved by
dissolving the PMMA in 15-, 10-, and 5-minute soaks in chloroform. Other solvents have been shown to
remove PMMA such as acetone and toluene; however the solubility of PMMA in chloroform isgreater
and facilitates quicker PMMA removal.
The PMMA ink was formed by dissolving 2%by weight PMMA into toluene and 80pL TIJ nozzle were
used. The PMMA was printed onto 400 Csubstrates to facilitate solvent evaporation. The droplets were
determined to have a spot diameter of 120pm. To circumvent thickness non-uniformity, the PMMA
films were solvent vapor annealed by suspending the sample above 10mL of acetone in a sealed 200mL
container. The acetone vapors in the vessel lower the PMMA film's glass-transition temperature and
cause the film to reflow and redistribute, eliminating the film's non-uniformity by normalizing the
thickness.
There are several obstacles in using PMMA as a sacrificial layer. These challenges include nozzle
clogging, surface uniformity, and material reflow during sintering. While nozzle clogging is an
engineering problem and the ink and firing parameters could be optimized for more reliable printing,
optimization of process to improve the surface wettability and material reflow requires precise control
of several environmental parameters. These environmental include relative humidity, partial vapor
45
pressures, and ambient and substrate temperatures which are difficult to control and makes optimizing
these processes nontrivial and would require several systematic changes.
To highlight surface wettability challenges, a single glass substrate was cleaned in a 4:1 H2 SO 4 :H2 0 2
solution for 10 minutes and two PMMA molds were immediately printed. Figure IV-13 shows contact
profilometry scans from the two PMMA molds. As can be seen, despite being printed onto the same,
clean substrate, the sacrificial step is non-uniform and not consistent. It is believed that subtle nonuniformities in the surface energy of the glass substrate directly affect the PMMA ink's contact angle
and wettability, thereby affecting the surface uniformity.
12
10
8
E'
:L
I-
6
4
2
0
0
500
1000
1500
2000
Scan Length (pm)
-
Mold1 -
Mold 2
Figure IV-13. Contact profilometry scans of 2 PMMA molds.
The PMMA barriers were used to contain the silver nanoparticles as they sinter and as alignment
to compare the PMMA steps. As can be seen, the coverage of the PMMA steps between mold 1
and 2 are different despite the samples being printed simultaneously onto the same substrate.
The difference in step morphology is attributed to non-uniform surface energy affecting the
surface wettability. While the surface energy was normalized immediately prior to printing by
cleaning the substrate, the efforts were not enough to prevent variation between samples.
PMMA also suffers from material reflow issues. This stems from using a low-molecular-weight PM MA,
which has a lower glass transition temperature compared to high-molecular-weight PMMA
formulations. This ultimately results in the sacrificial layer reflowing and deforming when the silver
nanoparticles are sintering. Because the mechanics governing this deformation require precise control
46
of the parameters mentioned above, such deformations are not well-controlled and not repeatable. As
such, for the purpose of studying nanoparticle sintering, PMMA inks were poor candidates.
IV.3.2 Positive Photoresist
Conventionally deposited and patterned photoresist was a very promising candidate as the sacrificial
material. Unlike printed PMMA, photoresist leveraged one of the most important traits of conventional
microfabrication: because deposition and patterning have been highly characterized by the
manufacturers and occurs in a well-controlled environment, obtaining reliable and consistent sacrificial
features is trivial.
To fabricate the sacrificial features, OCG 825-20 was spun-coated onto 100mm borosilicate wafers.
Patterns were transferred into the photoresist by UV exposure with a transparency photomask followed
by developing the photoresist in Fujitsu photodeveloper.
Before testing compatibility between OCG 825-20 and the CCI-300, the photoresist was tested for
thermal compatibility. Photoresist is usually not exposed to high (>150 0 C) temperatures for prolonged (3
hours) periods of time. However, because the photoresist was to be used as the sacrificial layer for CCI300, it had to be tested to see whether it could withstand thermal conditions similar to the levels used
to sinter CCI-300. In addition to see whether the photoresist could withstand the thermal conditions,
confirmation on removal capability also needed to be tested. The post-sintered photoresist was exposed
to several etchants to determine if it was possible to remove after the thermal treatments. Table IV-2
summarizes the findings.
Table IV-2. Photoresist after 3 hour, 150*C exposure versus etchant
Etchant
80*C Acetone
N-Methylpyrrolidonebased stripper
1-Methoxy-2-Propanol
Acetate
Observations and Results
e
Photoresist is removed after >3 hours.
e
Silver films remain metallic and optically
reflective.
0 Photoresist is removed 1-2 hours.
Silver films become rough, black, and start
delaminating.
e
Photoresist remains intact after 8 hour soak.
e
02 Plasma
0
Photoresist is removed after 10 minute exposure
to 02 plasma
Silver films blacken and tarnish
As Table IV-2 highlights, the post-sinter photoresist was removable in 800 Cacetone, NMethylpyrrolidone-based stripper, and 02 plasma. Unfortunately, it was determined that the NMethylpyrrolidone-based stripper and 02 plasma are not compatible with the silver nanoparticles as
shown in Figure IV-14, effectively leaving only the heated acetone as the possible method to remove the
photoresist.
47
Figure IV-14. Nanoparticle films before and after 10 minute 02 plasma exposure.
The silver film on the right was printed, dried, and subjected to 10 minutes of 02 plasma. The
silver film on the left was subsequently printed and dried to demonstrate how 02 plasma affects
the silver films. As can be seen, the silver films blacken and tarnish when exposed to 02 plasma.
Subsequently, CCI-300 was printed onto the photoresist. The silver was dried for 12 hours at 800 C and
laser trimmed. Laser trimming the silver proved ineffective as shown in Figure IV-15. The laser pulses
seem to crack the underlying photoresist and the cracks ultimately propagate through the silver film.
Photoresist Sacrificial Step
Silver anchor
Figure IV-15. Laser-trimmed nanoparticle films on photoresist.
Silver cantilever
After sintering the silver films, photoresist removal was attempted using 500 Cacetone. While the
photoresist was ultimately removed, most of the silver films delaminate from the substrate. Figure IV-16
shows an optical micrograph of a silver cantilever midway through the etch process. As can be seen, the
photoresist is partially removed, but not before the cantilever's anchor has partially delaminated. It is
hypothesized that removal of the extreme baked photoresist requires the photoresist to swell prior to
dissolving. This volume change ultimately causes the silver to delaminate from the substrate while the
photoresist is being removed. Because of the incompatibility with laser trimming, slow etch rates, and
delaminating the silver films during removal, it was concluded that photoresist could not be used as the
sacrificial layer for the nanoparticle silver studies.
48
Delaminated silver anchor
100 gm
Figure IV-16. Nanoparticle film on photoresist before and after 3 hours In 80*C acetone bath.
Before acetone bath (a), the silver film is in contact with the glass substrate. After the bath, the
silver is clearly delaminated from the substrate as indicated by the changes in reflectivity.
IV.3.3 Amorphous silicon (a-Si)
Amorphous silicon, the only inorganic material considered, was a very strong candidate for the sacrificial
layer. Unlike the polymer-based sacrificial materials, a-Si offered a significantly wider temperature
budget, remaining stable at temperatures greater than 450*C. Because of previous efforts to use a-Si for
low-cost microelectronics, many microfabrication techniques have already been developed and very
little optimization was required to deposit and pattern a-Si.
IV.3.3.1 Depositing a-Si
a-Si is deposited using plasma-enhanced chemical vapor deposition (PECVD). PECVD is a process used to
deposit thin films onto a substrate directly from a vapor state to a solid state via chemical reactions.
Unlike regular CVD, PECVD utilizes RF excitation to strike a plasma inside the vapor, significantly
decreasing the temperatures required to CVD silicon from 600-1050*C (depending on gas composition
and quality of silicon desired) to the 200-300*C [46]. a-Si is deposited from silane (SiH4 ) using the
following reaction:
SilH4 -+ Si + 2H 2
PECVD a-Si deposition was accomplished using a ST System CVD machine. Prior to depositing onto
freshly-cleaned borosilicate substrates, a test deposition of 15 minutes was performed to determine the
a-Si deposition rate. Typical deposition rates for the ST System CVD was 23-25nm-min', resulting in a-Si
film thicknesses of 1.1pm being deposited in 45 minutes. The standard a-Si recipe for the machine uses
showerhead temperatures of 300*C, substrate temperatures of 250*C, and a gas pressure of 400mTorr.
However, subsequent deposition and patterning of an OCG photomask on the a-Si resulted in the
delamination of the a-Si as shown in Figure IV-17.
49
Figure IV-17. a-Si delamination after developing photoresist photomask.
As can be seen in Figure IV-17, the delamination of a-Si was primarily limited to the regions with the
developed photomask and is believed to be caused partially by the weak adhesion between the
borosilicate substrate and a-Si and partially from the stress mismatch between the deposited a-Si and
developed photoresist. To address this issue, the showerhead and substrate temperatures were reduced
to 2000 C. The change in deposition temperatures reduced the stress within the a-Si film and
subsequently alleviated the delamination issues as shown in Figure IV-18.
a-Si on glass
Photoresist etch mask
100 pm
Figure IV-18. a-Si after developing photoresist photomask.
Decreasing the showerhead and substrate temperatures during deposition results in the a-Si
layer not delaminating when developing the photomask.
IV.3.3.2 Patterning a-Si
Because a-Si shares many of the same material compatibilities to crystalline silicon, a-Si can be
patterned using the same techniques used to pattern crystalline silicon. In addition to KOH etching, it is
also possible to etch silicon using a XeF 2 dry-etching. XeF 2 dry-etching is an isotropic silicon etch where
gaseous XeF 2 removes silicon using the following chemical reaction:
2XeF 2 (g) + Si(s) -> 2Xe(g) + SiF4 (g)
50
Because this reaction occurs at the exposed silicon surfaces, non-permeable materials, such as a
photoresist mask, act as an etch barrier and can be used to transfer patterns into the a-Si.
Unfortunately, because there is no known silicon etch stops for XeF 2, care must be taken to avoid
completely removing the thin a-Si film by over-etching.
XeF 2, while solid at atmospheric pressures, sublimates at pressures less than 3.8 Torr. Because of this
material property, many XeF 2 etch processes utilize the "pulse method" which exposes samples to
alternating cycles of XeF 2 gas and vacuum to remove the byproducts and allow for more XeF2 to
sublimate. To determine the necessary number of etch cycles to pattern/completely remove the a-Si,
the samples were examined under optical microscopy after each successive 60s XeF 2 exposure until the
desired amount of a-Si was removed. It was determined that five 60s XeF 2 cycles were necessary to
pattern the a-Si. To completely remove the patterned a-Si, ten additional 60s cycles were needed.
IV.3.3.3 a-Si deposition and patterning process of record
While a-Si has been reasonably explored for conventional microfabrication and most of the parameters
were already determined, some subtle optimizations were needed in order to make the process
compatible with the borosilicate substrates and the OCG 825-20 photoresist etch masks. Table IV-3
summarizes the process of record for depositing and patterning the a-Si sacrificial layer.
Table IV-3. Standard a-Si deposition and patterning process.
1
2
3
4
5
6
Step
Clean substrate
a-Si deposition
Photolithography
Pattern a-Si
Strip photoresist
Remove a-Si
(release structures)
Description
10 minutes in 4:1 H 2 SO4 : H2 0 2 bath
200C showerhead & substrate, 400mT SiH4 , 45 minutes
1pm OCG 825-20 for XeF 2 etch mask
Five 60s cycles of XeF 2
10 minutes in 4:1 H2SO4: H2 0 2 bath
Ten 60s cycles of XeF 2
IV.4 Sacrificial barriers to prevent uneven ink spreading
Another repeatability challenge was uneven ink spreading. This occurs because the sacrificial step and
substrate have different wetting characteristics as observed in Figure IV-9a and illustrated in Figure
IV-19. Because the ink wets the substrate and sacrificial step differently, the ink spreads out more on the
substrate than the sacrificial material and consequently the in-plane dimensions and film thickness are
uneven. This uneven ink spreading was prevented by incorporating a sacrificial barrier that surrounded
the anchor regions of the silver microstructures. Because the sacrificial barriers nominally have identical
wetting characteristics to the sacrificial step, the ink wetting is symmetric and consequently results in
even spreading.
51
Structural material
Sacrificial material
Uneven spreading due to
surface wetting differences
Anchor
Figure IV-19. Illustrations of uneven film spreading and design to prevent uneven spreading.
Originally, only the sacrificial step was patterned (on left), but the difference between the
substrate and sacrificial step's wetting properties resulted in uneven film spreading as observed
in Figure IV-9a. By patterning sacrificial barriers with the step (on right), the structural film is
surrounded by the sacrificial material, resulting in uniform wetting properties and even film
spreading.
IV.5 Fabrication summary
Two distinct designs were used when investigating nanoparticle sintering: the nanoparticle-only
deposition and the surface micromachining process. The nanoparticle-only design entails printing CCl300 onto borosilicate or glass substrates that were die-sawed 75% of their thickness in a grid-like
pattern. The die-sawing's purpose was two-fold: to create an alignment pattern on the glass to align the
printing patterns and to create cleaving sites so that the films could be easily cleaved for scanning
electron microscopy (SEM). This design was used primarily to optimize the printing, drying, and sintering
parameters of the silver nanoparticles and to study the relationship between film morphology and
sintering temperature. Figure IV-20 summarizes the fabrication process.
1) Die-saw substrate
2) Print silver
3) Dry silver
ie-saw traces
Figure IV-20. Nanoparticle-only sample fabrication process.
The second fabrication design was the surface micromachining process. This design used a-Si as the
sacrificial layer to create microstructures with the sintered nanoparticle films. The main purpose of this
design was to fabricate cantilevers to mechanically characterize via beam deflections and to characterize
the mechanical properties-sintering temperature relationship. Figure IV-21 summarizes the surface
micromachining process. Using this process, 50pm wide and 500pm long cantilevers were fabricated to
investigate the process-mechanical property relationship. Figure IV-22 shows an example cantilever
fabricated with this process.
52
2) Deposit & pattern
photaresist
3) thS
6) Dry and sinter silver
4) Strip photoresist
1) PECVD aSI
7) Laser-trim silver
5) Pattern silver
inkjet Nozzle
-
Laser *
U
0
8)Release structure
Figure IV-21. Nanoparticle and a-Si surface micromachining process.
SEM HV: 5.0 kV
WD 16,00 mm
View field: 155 pm
Det: SE
VG3TSA
20 pm
Figure IV-22. Example cantilever using a-Si sacrificial layer.
The cantilever was fabricated using the process summarized in Figure IV-21. It is important to
note that the laser trimming did not fully ablate the surrounding silver, leaving a thin layer that
cleaved from the cantilever upon release. This cleaving results in the appearance of
heterogeneity in the cantilever's nanostructure, however other electron micrographs of film
cross-sections (Figure V-4) do not have this heterogeneity and suggests that this is just an artifact
of the cleaving. [47]
53
54
Chapter V Experimental Methods and Results
The experimental methods are separated into two categories: film morphology and mechanical
properties. Film morphology studies involve characterizing the film densification in terms of macroscale
properties such as thickness and in-plane features, as well as the film nanostructure such as porosity,
grain size, and grain growth. Film morphology studies were primarily done using the nanoparticle-only
fabrication process described above.
The mechanical properties of the film were characterized by beam deflection measurements and
nanoindentation. Nanoindentation measurements occurred on both the nanoparticle-only samples and
the surface micromachined samples. Beam deflection measurements required self-supporting structures
and as such could only be on the surface micromachined samples. In case for all the samples, the
processing differences focuses on three parameters: peak sintering temperature, time at peak sintering
temperature, and sintering ambient environment.
V. Film thickness versus peak sintering temperature
Nanoparticle sintering is a process of densification and can be described by the reduction of nanoscopic
spacing between individual nanoparticles as the particle fuse together. While this densification is ideally
3-dimensional, because the in-plane features are orders of magnitude larger than film thickness and are
fixed through adhesion to the substrate, it has been suggested that in-plane densification is negligible
and densification primarily occurs in film thickness [35]. To measure film thickness, the dried
nanoparticle films are measured using contact profilometry. The films are sintered for three hours at the
peak sintering temperature and the thicknesses are remeasured. To ensure the same locations are
measured, the die saw line traces on the underside of the substrate are used for alignment. The curves
are aligned and the ratio between thickness the sintered and dried films are calculated. Figure V-1
summarizes the experimental methodology and the results are displayed in Figure V-2. As can be seen in
Figure V-1, sharp peaks are measured at the edge of the silver films. It is hypothesized that these peaks
are caused by the film slightly delaminating from glass. To ensure that the delamination does not factor
into the measurements, 10% of the measurements on both sides of the film are discarded.
55
a) 1) Measure silver thickness
35000
Dried
-Sintered
23 000
E 30000
2
1U 25000
..
-
2000
2) Sinter silver
10000-
-
5000
3) Remeasure silver thickness
=
0
2000
Micrometers
0
4000
Figure V-1. Summary of film thickness measurements.
a) The film thickness measurement process entails contact profilometry on the dried films,
sintering the films, and measuring the thickness of the sintered film. b) Example film thickness
H
measurement. To find w-, >300 points are sampled. The sharp peaks at both ends of the silver
film are hypothesized to be the film slightly delaminating at the edges.
As can be seen, there is monotonic relationship between film thickness and peak sintering temperature
where the film thickness decreases as the temperature increases. This was to be expected because
higher temperatures suggest more nanoparticle fusion, subsequently causing more densification and
decreasing the film thickness. To test sintering ambient environment's effects on film thickness, the
experiments were repeated by flushing out the air surrounding the hotplate with N2 and the results are
also summarized in Figure V-2. While the reduction of film thickness is less strong with the N2 samples,
the monotonic relationship between film thickness and sintering temperature is still observable.
1
*Air
0.95
AN2
0.9
0.85
0.8
0.75
0.7
0.65 0.6 0.55 0.5 -
0
100
200
300
400
500
Sintering Temperature
Figure V-2. Film thickness versus peak sintering temperature.
The film thickness ratio is the average of >300 samples. The error bars represent 1 standard
deviation. As the sintering temperature increases, the film surface becomes rougher which
consequently influences the film thickness ratio measurements and increases error.
56
V.2 Nanostructure versus peak sintering temperature
After measuring the effect that sinter temperature has on film thickness, the samples were cleaved as
summarized in Figure V-3 and imaged using SEM. Figure V-4 showcase top-view and cross-sectional
micrographs of multiple samples. As can be seen, as the peak sintering temperature increase, the
degree of particle fusion and growth also increases, which is consistent with the film thickness results. It
is interesting to note that at lower temperatures the particles densify by fusing together but at
temperatures higher than 250'C, particles exhibit more grain growth instead of fusing.
SEM
--
+nanoindentation
Figure V-3. Illustration of sample cleaving.
Sample is cleaved in half along first die saw trace. Half of the sample is mounted and prepped for
electron microscopy. The remaining sample half is cleaved along remaining die saw trace to
obtain sample quarters. One of the sample quarters is mounted to a magnetic substrate with
epoxy and prepped for nanoindentation.
57
Sintering
Temperature
Vantage
Point
Cross-sectional View
Top-View
--
200nm -
SOOnm
125'C
150*C
177*C
250*C
363*C
Figure V-4. Top-view and cross-sectional electron microscopy of air-sintered nanoparticle films.
Electron microscopy of N2-sintered samples were also performed. These images are shown in Figure V-5.
Much like the air-sintered samples, the degree of particle fusion and grow increases as the peak
sintering temperature increases. However, it must be noted that N2-sintered samples have different
nanostructure than their air-sintered counterparts. This is especially noticeable in the samples sintered
at 250OC: the N2-sintered sample is comprised of large nanoparticles surrounded by small nanoparticles
while the air-sintered sample only has large nanoparticles and no small nanoparticles. This suggests that
sintering environment affects the sintering process.
58
Arqn*c
i rlner
200nm ammm
Figure V-5. Top-view electron microscopy of N2-sintered nanoparticle films.
V.3 Film mechanical properties versus sintering parameters
There are many methods to extrapolate Young's modulus of elasticity of a material. Many of these
methods involve material deformation measurements such as tension, microbeam bending, bulge, and
resonance tests [48]. Two of the methods used to characterize structures fabricated using the previously
reported surface micromachining process, equally-spaced beam deflection measurements and
nanoindentation, remain ideal for characterizing the sintered nanoparticle films fabricated for this
investigation [4].
V.3.1 Characterization method #1: Equally-spaced beam deflection
Equally-spaced beam deflection uses a nanoindentor to perform a series of beam deflection
measurements to determine the material's elastic modulus. Typically used for microhardness testing,
nanoindentors are equipped with micrometer-resolution x-y stages and pN-resolution force transducers,
making them ideal for deflecting cantilevers.
Normally, cantilevers are depicted by a simple spring model:
F = kx,
(4)
where F is the applied force, k is the system's spring constant, and x is the amount of displacement.
Equation (4) implies that in typical cantilever operation, the amount of force used on a cantilever is
linearly proportional to the amount of displacement the cantilever experiences. Assuming ideal
conditions where a rectangular beam is perfectly anchored to an infinite plane, the relationship
between the spring constant to the geometry of the beam and its material properties can be ideally
defined as:
59
k
(5)
EWH3
where E is the material's Young's modulus, and W, H, and L are the beam's physical dimensions.To
account for the point-force location inaccuracy, it is possible to make additional force-deflection
measurements at different locations along the beam.
The main difficulty in using a nanoindentor to measure the cantilever's beam deflection is its inability to
accurately identify where the deflection point is relative to the cantilever's anchor. While it is possible
to measure the force-displacement values anywhere on the cantilever, it is not reliable because the
spring constant has a third-order dependency on the distance from the cantilever's anchor as shown in
Equation (5). Therefore, any inaccuracy positioning the point force along the length of the beam is
magnified and leads to large uncertainties when determining the elastic modulus.
To account for the point-force location inaccuracy, it is possible to make additional force-deflection
measurements at different locations along the beam. This is possible because while it is difficult to
precisely place the probe on specific locations of the cantilever, it is easy to accurately position the
probe relative to previous point-force locations. Rearranging Equation (5), the following relationship
between known deviations in length and the perceived spring constant is obtained:
EWH
3
[L +
6L],(
Equation (6) indicates a linear relationship between the inverse-cube-root of the spring constant and the
distance away from the cantilever's anchor. This suggests the elastic modulus can be determined
without knowing the point-force's absolute position by instead using multiple point-force
measurements that are offset by known quantities along the length of the beam as described in Figure
V-6.
I "I
U.-
I
-
(a)
XM
Displacement
(b)
L-61L
L
I
'X
L+6L
(c)
Figure V-6. Determining Young's modulus via multiple point-force deflections.
(a) Cantilever is deflected multiple times, each load-point offset by a known amount. (b) Forcedisplacement trends for each load-point; as can be seen, the beam appears stiffer when loading
closer to the anchor. (c) Using the slopes found from (b), the apparent spring constant is plotted
with respect to its relative load-point; the slope (S)from the resulting regression is used to
determine the elastic modulus, given that the width and height of the cantilever are known.
Using the method described in Figure V-6 and Equation (6), Young's modulus can be obtained:
E =
_4
3 3
WH S '
where S is the slope of the linear regression described in Figure V-6.
60
(7)
It is important to note that, depending on the cantilever's length:width ratio, Equation (7) may need to
be modified to account for the cantilever's anticlastic response. This is because at low length:width
ratios the cantilever responds more like a plate rather than a beam and needs to be compensated
accordingly by incorporating the material's Poisson ratio. As such, Equation (7) to obtain the following
relationship:
E
1-v
4
WH 3 S 3 '
2
(8)
where v is the material's Poisson ratio. However, Equation (8) is more applicable with cantilevers with
length:width ratios less than 5:1. With the cantilevers in this study having a length:width greater than
5:1, Equation (7) is more accurate and was used to mechanically characterizing these cantilevers.
V.3.2 Characterization method #2: Nanoindentation
Another method of determining the elastic modulus is by using the Hysitron nanoindentor to perform
nanoindentation or microhardness testing. This technique, also known as the Oliver-Pharr method [49],
works on the principle that when materials are plastically deformed, a certain amount of the exerted
energy is elastically stored in the material and will undergo elastic rebound when the material is
unloaded. The entire indentation process is monitored and a force-displacement curve is generated. By
analyzing this curve, particularly the initial, linear regime of the unloading cycle, it is possible to extract
material properties such as hardness and reduced modulus of elasticity. Since the Hysitron
nanoindentor was designed for this particular test, the software is capable of analyzing the curve and
calculating these material properties.
By analyzing the unloading curve, it is possible to extract the reduced Young's modulus, Er:
Er = i-1-
(9)
S
,8 2
A(he)
where S is the stiffness of the material (determined by the slope of the unloading curve), Ap(he) is the
projected area of the tip's contact depth, he, and fl is a geometrical constant. The Oliver-Pharr method
measures Er, as opposed to the actual Young's modulus, because of the tool's physical limitations.
Because the nanoindentor's tip has finite hardness and Young's modulus, there is some deformation in
the tip itself during the measurements, thus the force-displacement curve generated incorporates both
the deformation of the film as well as the slight deformation of the tip. However, by knowing some
other material properties of the material in question and the tip, the material's Young's modulus can be
calculated via the following equation:
1 =1-Vum
Er
Efim
+
1vij,
(10)
Eti,
where vfilm = 0.37, the Poisson ratio of silver, and because the nanoindentor tip is made out of
diamond, vet = 0.07, and Etip = 1140GPa.
There are some concerns with using this method. Firstly, it is assumed that the nanoparticle's Poisson
ratio is the same as bulk silver. If this assumption is incorrect, then the resulting Young's modulus will
also be incorrect. However, it is generally accepted that vfilm = vAg and this assumption has been used
61
in previous studies that used nanoindentation to measure the mechanical properties of nanoparticle
films [501. Another major concern is that the sintered silver films are porous and there are reports
suggesting that porous materials densify and subsequently exhibit higher elastic moduli when the
nanoindented [51]. As such, the measurement may report different material properties due workhardening. Finally, the measurements were restricted to less than 1/10 of the film thickness to prevent
the substrate from influencing the nanoindentation measurements [48-50].
V.3.3 Modulus versus peak sintering temperature
Using the samples mentioned above for the film thickness measurements, the samples are
nanoindented to determine the films' elastic moduli. To confirm that the nanoparticle-only sample
exhibit similar properties to their surface micromachined counterparts, cantilevers were also fabricated
and mechanically characterized via beam deflection measurements and all the results are summarized in
Figure V-7. While these nanoindentations were performed on the silver films attached to glass
substrates, there was no observable difference between nanoindents performed on silver films attached
to glass and silver films attached to a-Si.
90 80 70 -
60 50
.a 40 -30
20 -
A Nanoindentation
10 -
*Beam
0
0
50
100
200
150
250
300
Deflection
1
1
350
400
T (*C)
Figure V-7. Modulus versus peak sintering temperature.
Error bars for the beam deflection measurements represent one standard deviation from 210
different samples. Nanoindentation error bars represent one standard deviation from 236
0
nanoindentation measurements on a single sample with the exception of the 150 C sample
which was consisted of 134 measurements over three samples.
As expected, the moduli measurements are consistent with each other and for the purposes of this
work, the two characterization methods are treated as interchangeable. Because characterizing the
nanoparticle films with nanoindentation measurements require fewer assumptions than characterizing
with the beam deflection measurements, nanoindentation measurements were primarily used to
62
characterize the nanoparticle films. Another observation is that the data suggests there is a monotonic
relationship between the elastic modulus and peak sintering temperature.
It must also be noted that the error in the nanoindentation measurements increases at higher sintering
temperatures. This is believed to be caused by variation in the film's nanostructure post-sintering: as
shown in Figure V-4, the film's nanofeatures increase in size the sintering temperature increases. As
these features increase, the film's topography ultimately begins to influence the nanoindentation,
thereby increasing the variation in the measurements.
The modulus versus sintering temperature relationship was repeated with samples sintered in a N2
environment and summarized in Figure V-8. The modulus measurements were made by
nanoindentation. As can be seen, while the monotonic relationship is still observable, the moduli are
slightly different than their air-sintered counterparts.
90 -
4
80
70 -
60 050 -
44
LLI40
9
30
20 -
A Nanoindentation (air)
10
0 Nanoindentation (N2)
0 0
50
100
200
150
250
I
I
I
300
350
400
T (C)
Figure V-8. Modulus versus peak sintering temperature in air- and N2-environments.
Measurements were obtained by 236 nanoindentation measurements on a single sample. As can
be seen, the average moduli for the air- and N2-sintered samples are slightly different.
V.3.4 Modulus versus dwell time at peak sintering temperature
Aside from sintering temperature, Greer and Street have suggested that dwell time also influences the
resulting material properties [35, 50]. This is based on the assumption that atomic diffusion is the
primary densification mechanism for metal nanoparticles and thus film densification is not only
dependent on temperature, but is dependent on time as well.
To test this assumption a series of samples were sintered at a peak temperature of 250*C for 0, 1, 2, 3,
and 6 hours and nanoindented to determine their elastic moduli. Figure V-9 summarizes the results of
the nanoindentation. As can be seen, while there is some variation, there does not appear to be a
significance difference between samples. This is most likely attributed to the slow heating and cooling
rates (3*C-min") that the samples required to prevent film cracking. Because the films were ostensibly
sintered for a minimum of 150 minutes and Greer and Street's time-dependency was on the order of
63
minutes, it is believed that at the time scales used for this work were too large to observe any
dependency on time. Therefore, because of the longer time scales, it is believed that the processes
highlighted in this work are essentially independent of time.
100 .
80
aT
60
'U
40
20
0
0
1
2
3
4
5
6
7
8
Sintering Time (Hrs)
Figure V-9. Young's modulus versus dwell time at peak sintering temperature.
Samples were heated and cooled at 30C-min- and peak sintering temperature was 250 0C.
Measurements were obtained via nanoindentation. Dashed line indicates average Young's
modulus of all samples.
V.4 Summary
Using the microfabrication processes mentioned in the previous chapter, the process-mechanical
property relationship for metal nanoparticles was investigated. Two sintering parameters were the
primary focus of the investigation: peak temperature and dwell time. While monotonic relationships
could be established with peak temperature, it was concluded that dwell time did not affect the
resulting film properties.
In addition to the two primary parameters, the ambient sintering environment was preliminarily
investigated by sintering samples in N2 instead of air. While similar monotonic relationships could be
established, it is also observed that the relationships were less pronounced and required higher
temperatures to be observable.
64
Chapter VI Modeling of Sintered Nanoparticle Films
VI.1 Overview
Because of their primary commercial application as a printed thin film conductor, metal nanoparticlebased materials have been optimized for their electrical properties while for the large part ignoring their
mechanical characteristics. As such, previous work has investigated the effect sintering has on the films'
resulting electrical properties and models correlating electrical properties to sintering have been
proposed [35]. Most models assume that the electrical properties can be explained by the physical
geometry of the films' nanostructures and subsequently simplified representations, such as Frenkel's 2sphere model, are used to predict the resulting electrical properties. This representation, in conjunction
with observed sintering process-film nanostructure relationships, is the basis for the previous electrical
models for sintered materials. Because these models have shown strong correlation with
experimentally-measured electrical values, it is worth considering whether the nanostructuremechanical property can be explained with a similar representation.
Figure VI-1. Diagram of 2-sphere sintering model.
Sintering is assumed to be dictated by the geometry of the individual nanoparticles as they fuse
together and thus can be simplified to the interaction between two particles. The model assumes
that as the particles sinter, the centers of both nanoparticles approach each other until the two
spheres become a single sphere. As the particles fuse, the "neck" between the particles deviates
from the original sphere boundaries (shown in dashed lines) to observe the conservation of
volume.
VI.1.1 Nanoparticle Melting Point Depression
As mentioned in 0, the high surface-to-volume ratio of nanoparticles lowers or depresses the material's
melting po int. The seminal study performed by Buffat et o/ [52] on particle size versus melting
temperature of gold particles provided extensive insight into this phenomenon. Buffat assumed that as
soon as the nanoparticles are heated to a threshold temperature, the entire particle would melt. This
model is now known as the liquid drop model (LDM) and provides the following relationship between
particle size and melting temperature:
65
T = To x
(1
-
Ps
r
p a0S
-
(
(11)
(1))
s)],
where p, Hf, and a are physical constants of bulk metal near the melting point, To is the bulk metal's
melting point and r is the nanoparticle radius. The subscripts s, 1, and v denote whether the parameter
is for the metal's solid, liquid, or vapor state. While Buffat's work was performed on gold, by using the
material properties of silver (Table VI-1), Buffat's equations can be recalibrated for silver nanoparticles
as shown in Figure VI-2.
Table VI-1. Silver numerical values.
The values stated are the physical constants of bulk silver near the
Solid
Specifig gravity, p (g-cm-)
9.98
Bulk heat of fusion, Hf (J-kg1 )
Melting temperature of bulk (*K)
Surface energy/tension, a (J-m2 )
7.2 [53]
melting point.
Liquid
9.32
111
1234.93
0.600 [54]
1000
900
U
800
700
0.
600
I-
-
CL
500
400
300
Z'
a,
200
100
0
0
50
100
150
200
250
300
Particle Diameter (nm)
Figure VI-2. Silver nanoparticle melting temperature vs. nanoparticle diameter.
The solid line represents the required temperature to start melting the respectively sized
nanoparticle. As the particles increase in size, the temperature required to melt the particle
drastically increases and approaches the bulk melting temperature (depicted by the dashed line).
According to the technical specifications and other literature [35, 50], Cabot CCI-300 silver
nanoparticle diameters are 30-40nm, implying their melting temperature is 42-2720 C, which is
consistent with the manufacturer's literature stating the ink becomes electrically conductive at
100 0C.
According to Figure VI-2, silver nanoparticles with a diameter of 34nm will start melting at 1000 C. This is
consistent with Cabot's technical literature which state their nanoparticles are 30-40nm in diameter and
become electrically conductive at 100 0 C, assuming electrical conductivity is caused by the nanoparticles
beginning to melt and sinter.
66
VI.1.2 Electrical model
Previously, Greer and Street proposed a two-part model to explain the electrical conductivity observed
in their sintered films. The first part of the model related film density and resistivity and was based on
one physical parameter, the ratio between film thickness and original film thickness, and suggested a
monotonic relationship between increasing electrical conductivity and decreasing film thickness.
Conductivity of the film was predicted using a 2-sphere model where it was assumed that the "neck"
formed between the sintered nanoparticles serve as an electrical bottleneck, effectively limiting the
particle-particle electrical conduction and thus the overall electrical conductivity of the film.
40
b)
a)
30
-
-
20
0.8
x
()
1
0.9
Remaining Film Thickness
*
L(t)/L(O)
Figure VI-3. Part I of Greer and Street electrical sintering model.
a) 2-sphere representation relating the radius of neck between the particles, z, to the distance
between particles' centers, L. b) Resistivity vs. Remaining Film Thickness. The model assumes the
film's conductivity is limited by the neck between the fusing particles. The resistivity is calculated
using the film thickness by using the 2-sphere model shown in Figure 2a to relate the neck's
cross-sectional area to the distance between the particles' centers.
The second part of the model relates the sintering process to the film's physical densification. This
process takes into consideration sintering studies performed by Kingery and Berg to determine the
degree of film densification [55]. Using several material and physical factors such as surface energy,
lattice diffusion energy, and particle radius, Kingery and Berg developed a model to describe several
sintering mechanisms. Using this model, Greer and Street related the geometry of the neck growth to
two parameters: sintering temperature and dwell time. By using both parts of the model, it is possible to
generate a model relating sintering temperature and dwell time to the resulting electrical properties.
However, it is important to note that additional factors such as sintering temperature ramp rates,
ambient environment, and laser exposure can possibly affect the film sintering; thus the second part of
Greer and Street's model does not adequately apply to the microstructures fabricated in this work.
However, since their work was primarily based on fundamental material properties, it is very likely that
a facsimile of their model will explain the process-property relationship observed in the process
reported in this body of work.
VI.1.3 Metal powder sintering
While metal nanoparticle inks were primarily developed and optimized for printed electronic
applications, historically metal particulates have been used in several manufacturing schemes such as
metal injection molding. Encompassed in the field of powder metallurgy, these processes are used in a
67
wide variety of products due to the ability to manufacture products which other metallurgical processes
cannot achieve. As these products are used in a wide variety of industries, including automotive and
aerospace, these parts manufactured from sintered powdered metal have been mechanically
characterized. Similar to their ceramic counterparts, sintered metals typically display the following
mechanical relationship:
E
=
E0
(1
f.EV
(12)
~p0/
'
where EO is the elastic modulus of the bulk material, p is the film's current pore concentration, po is the
initial pore concentration, and a and
f are constants dependent on the material and sintering process
used [56, 57]. Current and initial pore concentrations, p and po, are defined as the fraction of void
volume to total volume such that p =
and po = V"'*O. Because metal nanoparticles can be seen
Vtotal
V0,total
as extremely fine metal powders, it is reasonable to assume that the process-property relationship for
our particles should have similar mechanical relationships to those found in traditional powder
metallurgy.
VI.2 Mechanical modeling of sintered metal nanoparticle films
As stated earlier, the semi-empirical model for the Cabot silver nanoparticles mechanical properties
follows the methodology used to determine its electrical properties: the first part of the model will
relate the sintering process to the film's densification and subsequently its nanostructure, and the
second part will relate the film's nanostructure to the resulting mechanical properties. The physical
structure-mechanical property relationship will be defined similarly to the relationships defined in
powder metallurgy while the sintering process-physical structure will be based on fundamental
principles and a few assumptions to simplify the physical particle fusion representation.
VI.2.1 Sintering process-film morphology model
This part of the model represents how the sintering process affects the film's morphology, namely film
thickness. As shown in 0, a monotonic relationship between film thickness and sintering temperature
has been observed. This relationship can be fitted mathematically to the linear equation:
H = 1 -
#l
TTmin T > Tmin
(13)
where T is the sintering temperature, Tmin is particle's melting point, To is the melting point of the bulk
metal, and fl is a unit-less fitting parameter. As can be seen in Figure VI-4, the data exhibits a slight nonlinearity and thus is not fully described by Equation (13). To further improve the fit, a non-linearity is
introduced. This non-linearity is achieved by modifying the denominator in Equation (13) from To to
To - T, which introduces an asymptote and effectively creates an upper temperature limit when the
sintering temperature reaches the bulk silver melting temperature:
H
2 T-Tmin
HO
TO-T
68
(14)
The film thickness predicted by Equation (14) is also shown in Figure VI-4. As can be seen, Equation
(14)'s prediction is also accurate at lower sintering temperatures and starts to deviate at higher
temperatures. The deviation from the relationship is most likely caused by the drastic change in the
film's nanostructure when sintering at higher temperatures. Analyzing the electron micrographs shown
in V.2, the silver grain size and structure changes significantly when the sintering at temperatures
greater than 250C. This suggests the sintering mechanism changes at higher sintering temperatures,
reducing the accuracy of the relationship defined in Equation (14). For the purpose of developing the
process-mechanical property model, Equation (13) will be disregarded and only Equation (14) will be
evaluated.
10.95 0.9 0.85 0.8 %Z0.75
0.7
0.65
0.6 -----
0.55
11
0
0.5
Figure VI-4.
-
HO
Measured
Linear Model
Non-linear Model
1
50
1
100
1
1
1
250
200
150
Sintering Temperature
1
300
350
400
versus Sintering Temperature.
The lines represent the fractional film thickness as predicted by Equation (13) and Equation (14)
by fitting P1 = 1. 35 and #2 = 1. As can be seen, the measure values deviate from the predicted
model as the film reaches higher densities.
VI.2.2 Nanostructure-material property model
As stated in Equation (12), the mechanical relationship used in powder metallurgy is dependent on the
fractional porosity of the sintered metal film. Assuming the nanoparticle film is uniformly packed in a
primitive cubic structure and p is only dependent on L because the film is pinned to the substrate in the
in-plane dimensions and effectively only densifies in thickness, it can be established that p oc L.
Establishing this relationship relies on unit cells, repetitive structures within the film, to represent the
entire film, vastly simplifying the analysis of the film's nanostructure. For primitive cubic structures, a
unit cell is represented by 18 of eight nanoparticles stacked 2x2x2 and the void volume between the
particles as shown in Figure VI-5a. When the particles sinter, the unit cell shrinks and the excess material
from the particles fusing together fills in the void volume, thereby reducing the amount of void volume
69
within the unit cell. Because of this, if p is defined as the fraction between void and total volumes of the
unit cell, it can be established that p oc L as shown in Figure VI-5.
Lo
L
c)
1
0.8
00.6
0.4
0.2
0
0.5
0.6
0.7
0.8
0.9
1
L/LO
Figure VI-5. Relationship between p and L.
a)The unsintered film can be represented by the particles organized in a primitive cubic crystal
structure and a corresponding unit cell (outlined in light blue) can be drawn from the centers of
the eight surrounding nanoparticles. The fractional void volume in the unit cell is considered the
porosity, p, while po is the fractional porosity of the unsintered film. b) As the film densifies, the
particles are pinned in two dimensions and effectively only densifies in one dimension by
reducing the void volume. Because there is ample void volume in the unit cell, the increasing
neck width between the sintered nanoparticles fills in this void and the linearity between p to L
is maintained. c) From this representation, it is possible to analytically correlate p to L. The
maximum densification possible is ~52.4%
With this relationship, it is possible to approximate the fractional porosity of the sintered material to the
distance between particles using the 2-sphere sintering model. From these assumptions and -
HO
possible equate
70
~L- it is
LO
-- : 2.099-
LO
PO
- 1.099 ~ 2.099 H- - 1.099,
(15)
HO
where Lo is the initial distance between the two particle centers. Substituting Equations (14) and (15)
into Equation (12), a relationship between film thickness (i-)
and elastic modulus is established as
shown below:
= (1 - a
[1 -
2 .0 9 9
TMI
(16)
)f
This model assumes that sintering is complete when the centers of both particles are the same, or when
L = 0.524. Using the measured data, it is possible to fit the data to the elastic modulus relationship for
powder metallurgy and we obtain the following relationship:
S
0.5498
T-Tmn
(2~L.103
T
0.002)
--
(17)
where Lo = 2a ~ 34nm, the distance between the centers of two unsintered particles. Figure VI-6
compares the Young's modulus versus peak sintering temperature as predicted by Equation (17) to the
measured data and shows that it is an accurate prediction for samples that are sintered at temperatures
5275*C.
90
80
70
60
(U
50
40
30
20
10
0
0
50
A
100
Nanoindentation
150
*
200
T (*C)
250
Beam Deflection
300
-
350
400
Predicted
Figure VI-6. Young's modulus versus peak sintering temperature.
The dashed line represents the elastic modulus of bulk silver.
VI.3 Applying model to Nz-sintered nanoparticle films
Now that a sintering model has been determined for air-sintered samples, the model is applied to N2 sintered samples to further validate the model's underlying mechanisms and assumptions. Ozawa et al.
established that the 02 acts as a surfactant to molten silver and the surface tension, c7,, of molten silver
reduced in the presence of gaseous 02 [54, 58]. This effectively implies that the q,, of molten silver
71
increases from 0.6001m- 2 to 0.966Jm-
2
and suggests the silver nanoparticles are more stable in N2
environments and, according to Equation (11), require higher temperatures to begin sintering as shown
in Figure VI-7.
400
-
350
0
3UV
(U
C
250
200
150
1M
30
40
35
45
50
Particle Diameter [nm]
Figure VI-7. Melting temperature vs. particle diameter comparison.
Because silver particles are more stable in N2 , the predicted melting temperature (green) is
higher than the predicted melting temperature of silver nanoparticles in air (blue).
According to above, the minimum sintering temperature, Tmin, for the nanoparticle in N2 is 150*C
compared to the 100"C required to begin sintering in air environments. With this change in predicted
melting temperature, it is possible to repeat the -H-vs. sintering temperature experiments as shown in
HO
Figure VI-8. As can be seen, the results agree with the predicted values but start to deviate at higher
temperatures, much like the results shown in Figure VI-4. However, unlike the previous results, the N2 sintered films also deviate at the extreme low temperatures.
72
1 -
C
0.95
0.9
0.85
0.8
0.75
0.7
0.65
0.6
0.55
0.5
-
-
50
0
100
150
250
200
300
350
400
450
Sintering Temperature
0
Figure VI-8.
HO versus
N2
-
Predicted (N2)
sintering temperature in N2 -
The purple lines represent the fractional film thickness as predicted by the N 2 -sintering model.
The measurements deviate from the predicted values at low and high sintering temperatures.
Subsequent nanoindentation of the N2 -sintered films to determine elastic moduli are summarized in
Figure VI-9. The predicted moduli curve was determined by Equation (17) with Tmin = 150*C. This
shows that the model accommodates changes in sintering environment reasonably well and provides
further validation for the semi-empirical model's underlying assumptions and mechanisms.
90 80 .
.
704
mmmm.mmm.mmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmm
.
60
50
0
wi 40
30
20
10
0
0
50
100
150
200
250
300
350
T ('C)
0 Nanoindentation (N2)
-
Predicted (N2)
Figure VI-9. Elastic modulus versus peak sintering temperature when sintering in N 2 The dashed line represents the modulus of bulk silver.
73
400
VI.4 Summary
A semi-empirical model relating sintering temperature to the resulting Young's modulus for silver
nanoparticle films has been developed for temperatures less than 300*C. The model was developed by
using film thickness as a proxy to estimate film densification as a function of peak sintering temperature,
relating film densification to the film's fraction porosity, and finally predicting the Young's modulus using
the classic Young's modulus-porosity relationship established in powdered metallurgy. Finally, as shown
in Figure VI-10 and Figure VI-11, by factoring the change in sintering temperature predicted from the
thermodynamic equations used to describe melting point depression for metal nanoparticles, the model
is able to predict how sintering in N2 and air environments affects the film's densification and
mechanical properties. While this analysis only used on silver nanoparticle films as a case study, it is
believed to be applicable to the characterization of other metal nanoparticle films.
1
0.95
0.9
0.85
0.8
0
X 0.75
0.7
0.65
0.6
0.55
0.5
1
50
0
100
150
250
200
300
350
Sintering Temperature
*
Air
-
Predicted (Air)
0
N2
-
Predicted (N2)
versus sintering temperature.
Figure VI-10. Sintering environment effects on
74
400
450
90 80 70 -
60 0
50 -
" 40 -
30 20 10
-
0
0
50
200
150
100
250
300
350
400
T (*C)
*
A Nanoindentation (air)
-
Predicted (air)
-
Beam Deflection (air)
0 Nanoindentation (N2)
Predicted (N2)
Figure VI-11. Sintering environment effects on Young's modulus versus sintering temperature.
The dashed line represents the modulus of bulk silver.
75
76
Chapter VII Conclusions and Future Work
In closing, this thesis presented a hybrid surface micromachining process, utilizing a conventionally
microfabricated sacrificial layer and a printed metal nanoparticle structural layer. This process was
characterized and optimized to fabricate silver nanoparticle films for the purpose of investigating the
effects of sintering on the resulting mechanical properties. Using a series of metrology measurements,
including SEM, contact profilometry, beam deflection, and nanoindentation measurements, these
sintered metal nanoparticle films were characterized both for their film morphology as well as their
mechanical properties. These results were compiled and utilized to develop the following processmechanical property model for silver nanoparticle films:
E
-
E0
/
T -Tmin059
= 2.103 T
- 0.002)
To - T
where Tmin is defined by the thermodynamic equations governing metal nanoparticle melting point
depression. It is important to note that this model is accurate at lower temperatures but starts deviating
at higher sintering temperatures due to the sintering mechanism changing at higher temperatures.
While it is possible to further characterize the process-mechanical property model at higher sintering
temperatures, this was seen as a lower priority. This is because this surface micromachining process was
intended to be compatible with a wide variety of substrates, including several plastic substrates which
have lower temperature budgets.
Even though silver metal nanoparticle films was the only case study used in this investigation, because
the mechanisms involved in this thermal sintering process are firmly based on the thermodynamics and
metal's material properties, it is believed that this methodology can be applied to other metal
nanoparticle materials. By measuring the film thickness and using it as a proxy for film densification, it is
possible to directly determine a process-mechanical property model, avoiding the characterization of
the underlying sintering mechanism and material properties all together.
VII.1 Suggestions for future work'
This process-mechanical property model only touches on the potential of metal nanoparticle films and
many more studies are necessary before this class of materials can be readily adopted. Firstly, the affect
sintering has on the nanoparticle film's residual stress needs to be characterized so that the full
mechanical response of the film can be predicted. Secondly, this methodology should be carried out on
different sized silver nanoparticle to validate the model's applicability to other silver metal nanoparticle
inks. Finally, as an extension of the previously mentioned study, this methodology should also be carried
out on other metal nanoparticles such as gold, iron, or tungsten to similarly validate the model's
applicability to different material choices.
Procedurally, several additional studies should also be conducted. It is possible that changing the
heating and cooling rates during sintering will affect the nanoparticle's densification equilibrium, thus
changing the resulting film morphology and mechanical properties. Also, while there was no
77
dependence on time when sintering at 250*, the nanoparticle films may display a time dependence
when sintering at lower temperatures. Finally, because the silver nanoparticle films sensitive to their
sintering environments, additional ambient environments such as forming gas and 40:60 0 2 :N2 should
also be investigated.
In addition to characterizing the process-mechanical properties of various metal nanoparticle films and
investigation additional sintering parameters, the surface micromachining process can be further
improved through better pattern design. Depending on the pattern's in-plane dimensions and the
amount of ink printed, the film's profile can change drastically and as such every unique pattern requires
a different drying temperature and process to obtain the ideal profile. Therefore, developing general
methodology for characterizing the film profile as a function of the film's in-plane dimensions and
amount of ink printed will greatly improve future designs of printed nanoparticle films. This will also
significantly reduce the time spent to dry the films. As mentioned in IV.2.3.3, while the films nominally
take 2-3 hours to dry, a full 12 hours was utilized to ensure the films all the ethylene glycol was
removed. By optimizing the pattern generation and drying process, this excessive drying step would no
longer be necessary.
Lastly, it is important to improve the fabrication speed by modifying the digital fabrication system. In
addition to the drying process, there are several improvements to the digital fabrication system that
would facilitate faster manufacturing. A key example is the control software used to control the system:
currently the system operates on a stop & drop method, which entails the system to move the TIPS
controller, waits for the controller to stabilize, jet a droplet, and then move the next coordinate to
repeat this process. While the wait time is minimal (on the order of 10ms), when printing hundreds of
thousands of droplets, this delay becomes significant. This wait time can be reduced by changing the
printing method to velocity printing. In velocity printing, the printer spools up to pre-designated velocity
and subsequently prints all the droplets in its path without stopping, taking into account the offset due
to the printhead's travel velocity. Because the system does not need to stop and stabilize the controller
after each droplet, this method is significantly faster than the current printing method and would
shorten the actual print time by at least an order of magnitude. In addition to velocity printing, there are
several other improvements that would expedite the manufacturing process, such as incorporating
active cooling into the heated stage to enable faster cooling of the samples, however, these will only be
useful if major changes to the process, such as layer-by-layer drying/sintering, were implemented.
78
References
[1]
B. Bhushan, ed., Springer Handbook of Nanotechnology, Berlin, Heidelberg: Springer Berlin
Heidelberg, 2007.
[2]
J. Eloy, E. Mounier, and L. Robin, Status of the MEMS Industry 2012, Lyon, France: 2012.
[3]
"HP Sensing Solutions" Available:
http://www.hp.com/hpinfo/newsroom/press-kits/2011/sensingsolutions/.
[4]
E.W. Lam, "Fabrication and material characterization of silver cantilevers via direct surface
micromachining," Massachusetts Institute of Technology, 2008.
[5]
E.W. Lam, H. Li, and M.A. Schmidt, "Silver nanoparticle structures realized by digital surface
micromachining," TRANSDUCERS 2009 - 2009 International Solid-State Sensors, Actuators and
Microsystems Conference, Denver, Colorado: IEEE, 2009, pp. 1698-1701.
[6]
E.W. Lam and M.A. Schmidt, "A Surface Micromachining Process by Direct Printing: An
Alternative MEMS Fabrication Method," Technologiesfor Future Micro-Nano Manufacturing
Workshop, Napa, California: 2011, pp. 13-16.
[7]
J.M. Bustillo, R.T. Howe, and R.S. Muller, "Surface micromachining for microelectromechanical
systems," Proceedings of the IEEE, vol. 86, 1998, pp. 1552-1574.
[8]
S. Roy, "Fabrication of micro- and nano-structured materials using mask-less processes," Journal
of Physics D: Applied Physics, vol. 40, Nov. 2007, pp. R413-R426.
[9]
J.-Y. Cheng, M.-H. Yen, C.-W. Wei, Y.-C. Chuang, and T.-H. Young, "Crack-free direct-writing on
glass using a low-power UV laser in the manufacture of a microfluidic chip," Journal of
Micromechanics and Microengineering, vol. 15, Jun. 2005, pp. 1147-1156.
[10]
Y. Cheng, K. Sugioka, and K. Midorikawa, "Microfabrication of 3D hollow structures embedded in
glass by femtosecond laser for Lab-on-a-chip applications," Applied Surface Science, vol. 248, Jul.
2005, pp. 172-176.
[11]
R.M. Lorenz, C.L. Kuyper, P.B. Allen, L.P. Lee, and D.T. Chiu, "Direct Laser Writing on Electrolessly
Deposited Thin Metal Films for Applications in Micro- and Nanofluidics," Langmuir, vol. 20, Mar.
2004, pp. 1833-1837.
[12]
M. Colina, P. Serra, J.M. Fern~ndez-Pradas, L.Sevilla, and J.L. Morenza, "DNA deposition through
laser induced forward transfer.," Biosensors & bioelectronics, vol. 20, Feb. 2005, pp. 1638-42.
[13]
M.B. Wolk, "Laser thermal patterning of OLED materials," Proceedings of SPIE, SPIE, 2004, pp.
12-23.
79
[14]
R.J. von Gutfeld, E.E. Tynan, R.L. Melcher, and S.E. Blum, "Laser enhanced electroplating and
maskless pattern generation," Applied Physics Letters, vol. 35, 1979, p. 651.
[15]
R.J. von Gutfeld, "Laser-enhanced jet plating: A method of high-speed maskless patterning,"
Applied Physics Letters, vol. 43, 1983, p. 876.
[16]
D. Chen, Q. Lu, and Y. Zhao, "Laser-induced site-selective silver seeding on polyimide for
electroless copper plating," Applied Surface Science, vol. 253, Nov. 2006, pp. 1573-1580.
[17]
N. Klejwa, R. Misra, J. Provine, S.J. Klejwa, M. Zhang, S.X. Wang, and R.T. Howe, "Laser-printed
magnetic-polymer microstructures," TRANSDUCERS 2009 - 2009 International Solid-State
Sensors, Actuators and Microsystems Conference, IEEE, 2009, pp. 865-868.
[18]
J. Chen, "Novel Patterning Techniques for Manufacturing Organic and Nanostructured
Electronics," Massachusetts Institute of Technology, 2007.
[19]
A. Jaworek, "Electrospray droplet sources for thin film deposition," Journal of Materials Science,
vol. 42, Nov. 2006, pp. 266-297.
[20]
Y. Wu and R.L. Clark, "Electrohydrodynamic atomization: a versatile process for preparing
materials for biomedical applications.," Journal of biomaterials science. Polymer edition, vol. 19,
Jan.2008, pp.573-601.
[21]
H.P. Le, "Progress and Trends in Ink-jet Printing Technology," Journal of Imaging Science and
Technology, vol. 42, 1998, pp. 49-62.
[22]
S. Fuller, E. Wilhelm, and J.M. Jacobson, "Ink-jet printed nanoparticle microelectromechanical
systems," Journal of Microelectromechanical Systems, vol. 11, 2002, pp. 54-60.
[23]
S.T. Meyers, J.T. Anderson, C.M. Hung, J. Thompson, J.F. Wager, and D.A. Keszler, "Aqueous
inorganic inks for low-temperature fabrication of ZnO TFTs.," Journal of the American Chemical
Society, vol. 130, Dec. 2008, pp. 17603-9.
[24]
E.S. Park and V. Subramanian, "Inkjet-printed micro-electro-mechanical switches," 2011
International Electron Devices Meeting, IEEE, 2011, pp. 29.2.1-29.2.4.
[25]
S. Bathurst, "Ink Jet Printing of PZT Thin Films for MEMS," Massachusetts Institute of Technology,
2012.
[26]
B.Y. Ahn, E.B. Duoss, M.J. Motala, X. Guo, S.-l. Park, Y. Xiong, J. Yoon, R.G. Nuzzo, J. a Rogers, and
J. a Lewis, "Omnidirectional printing of flexible, stretchable, and spanning silver
microelectrodes.," Science (New York, N.Y.), vol. 323, Mar. 2009, pp. 1590-3.
[27]
N. Koura, "Electroless Plating Of Silver," Electroless Plating: Fundamentals and Applications, G.O.
Mallory and J.B. Hajdu, eds., Orlando, Florida: Noyes Publication/William Andrews Publishing,
LLC, 1990, pp. 441-462.
80
[28]
S.B. Walker and J.A. Lewis, "Reactive silver inks for patterning high-conductivity features at mild
temperatures.," Journal of the American Chemical Society, vol. 134, Jan. 2012, pp. 1419-21.
[29]
J.P. Fackler, "Silver: Organometallic Chemistry," Encyclopedia of Inorganic Chemistry, 2006, pp.
1-7.
[30]
J. Pitts, T. Thomas, and A. Czanderna, "Surface analysis of silver mirrors made from
organometallic solutions," Solar energy materials, vol. 11, 1984, pp. 261-271.
[31]
A. Panacek, L. Kvitek, R. Prucek, M. Kolar, R. Vecerova, N. Piz~rova, V.K. Sharma, T. Nevecna, and
R. Zboril, "Silver colloid nanoparticles: synthesis, characterization, and their antibacterial
activity.," The journal of physical chemistry. B, vol. 110, Aug. 2006, pp. 16248-53.
[32]
M.G. Guzmdn, J. Dille, and S. Godet, "Synthesis of silver nanoparticles by chemical reduction
method and their antibacterial activity," Engineering and Technology, vol. 2, 2008, pp. 357-364.
[33]
K.-S. Chou and Y.-S. Lai, "Effect of polyvinyl pyrrolidone molecular weights on the formation of
nanosized silver colloids," Materials Chemistry and Physics, vol. 83, Jan. 2004, pp. 82-88.
[34]
L. Mulfinger, S.D. Solomon, M. Bahadory, A.V. Jeyarajasingam, S. a. Rutkowsky, and C. Boritz,
"Synthesis and Study of Silver Nanoparticles," Journal of Chemical Education, vol. 84, Feb. 2007,
p. 322.
[35]
J.R. Greer and R. a. Street, "Thermal cure effects on electrical performance of nanoparticle silver
inks," Acta Materialia, vol. 55, Oct. 2007, pp. 6345-6349.
[36]
C. Sun, Y. Wang, B. Tay, and S. Li, "Correlation between the melting point of a nanosolid and the
cohesive energy of a surface atom," The Journal of Physical Chemistry. B, vol. 106, 2002, pp.
10701-10705.
[37]
Q. Jiang and H.M. Lu, "Size dependent interface energy and its applications," Surface Science
Reports, vol. 63, Oct. 2008, pp. 427-464.
[38]
A. Shah, J. Meier, A. Buechel, U. Kroll, J. Steinhauser, F. Meillaud, H. Schade, and D. Domine,
"Towards very low-cost mass production of thin-film silicon photovoltaic (PV) solar modules on
glass," Thin Solid Films, vol. 502, 2006, pp. 292-299.
[39]
"DuPont T M InnovalightTM Silicon Inks for Selective Emitter Solar Cells" Available:
http://www2.dupont.com/Photovoltaics/enUS/products_services/siliconinks/siliconinks.html
[40]
Y. Xia, D. Qin, and Y. Yin, "Surface patterning and its application in wetting/dewetting studies,"
Current Opinion in Colloid & Interface Science, vol. 6, Feb. 2001, pp. 54-64.
[41]
D. Soltman and V. Subramanian, "Inkjet-printed line morphologies and temperature control of
the coffee ring effect.," Langmuir : the ACSjournal of surfaces and colloids, vol. 24, Mar. 2008,
pp. 2224-31.
81
[42]
R.D. Deegan, 0. Bakajin, T.F. Dupont, G. Huber, S.R. Nagel, and T.A. Witten, "Capillary flow as the
cause of ring stains from dried liquid drops," Nature, vol. 389, Oct. 1997, pp. 827-829.
[43]
R.D. Deegan, "Pattern formation in drying drops," Physical Review E, vol. 61, Jan. 2000, pp. 475485.
[44]
R. Deegan, 0. Bakajin, T. Dupont, G. Huber, S. Nagel, and T. Witten, "Contact line deposits in an
evaporating drop," Physical Review E, vol. 62, Jul. 2000, pp. 756-765.
[45]
H. Hu and R.G. Larson, "Marangoni effect reverses coffee-ring depositions.," The journal of
physical chemistry. B, vol. 110, Apr. 2006, pp. 7090-4.
[46]
J.M. Jasinski and S.M. Gates, "Silicon chemical vapor deposition one step at a time: fundamental
studies of silicon hydride chemistry," Accounts of Chemical Research, vol. 24, Jan. 1991, pp. 9-15.
[47]
E.W. Lam and M.A. Schmidt, "Characterizing Metal Nanoparticle Films: A Methodology Using
Surface Micromachining by Direct Printing," Solid-state Sensors, Actuators and Microsystems
Workshop, 2012, pp. 433-436.
[48]
V.T. Srikar and S.M. Spearing, "A Critical Review of Microscale Mechanical Testing Methods Used
in the Design of Microelectromechanical Systems," Experimental Mechanics, vol. 43, Sep. 2003,
pp. 238-247.
[49]
W.C. Oliver and G.M. Pharr, "Measurement of hardness and elastic modulus by instrumented
indentation: Advances in understanding and refinements to methodology," Journal of Materials
Research, vol. 19, Mar. 2004, pp. 3-20.
[50]
J.R. Greer and R. a. Street, "Mechanical characterization of solution-derived nanoparticle silver
ink thin films," Journal of Applied Physics, vol. 101, 2007, p. 103529.
[51]
G. Lu and G. Lu, "Mechanical properties of porous materials," Journal of porous Materials, vol.
368,1999, pp.359-368.
[52]
P. Buffat and J.-P. Borel, "Size effect on the melting temperature of gold particles," Physical
Review A, vol. 13, Jun. 1976, pp. 2287-2298.
[53]
B. Medasani, Y. Park, and I. Vasiliev, "Theoretical study of the surface energy, stress, and lattice
contraction of silver nanoparticles," Physical Review B, vol. 75, Jun. 2007, pp. 1-6.
[54]
S. Ozawa, K. Morohoshi, T. Hibiya, and H. Fukuyama, "Influence of oxygen partial pressure on
surface tension of molten silver," Journal of Applied Physics, vol. 107, 2010, p. 014910.
[55]
W.D. Kingery and M. Berg, "Study of the Initial Stages of Sintering Solids by Viscous Flow,
Evaporation-Condensation, and Self-Diffusion," Journal of Applied Physics, vol. 26, 1955, p. 1205.
[56]
K. Phani, "Young's modulus of porous brittle solids," Journal of materials science, vol. 22, 1987,
pp. 257-263.
82
[57]
J. Kov46ik, "Correlation between Young's modulus and porosity in porous materials," Journal of
Materials Science Letters, vol. 18, 1999, pp. 1007-1010.
[58]
1. Egry, E. Ricci, R. Novakovic, and S. Ozawa, "Surface tension of liquid metals and alloys - Recent
developments," Advances in Colloid and Interface Science, vol. 159, Sep. 2010, pp. 198-212.
83
84
Appendix A Photolithography masks
The photolithography masks were used to pattern photoresist for the surface micromachining process.
Initially, the photoresist was used as the sacrificial layer; however, when it was determined that the
thermal budget for photoresist was too low for the desired processing conditions, the photoresist was
used as an etch masks for the a-Si sacrificial material. There were two generations for the
photolithography masks: without sacrificial barriers and with sacrificial barriers. As mentioned in IV.4,
the addition of sacrificial barriers provided features to control ink spreading and improved the
repeatability of the process.
Alignment marks
Sacrificial Steps
-
Die
1 mm
Figure A-1. Die design for generation 1 photolithography mask.
The die consisted of five 500pim- and five 1mm-wide sacrificial steps. The alignment masks were
for aligning the die in the digital fabrication system. The die ID was a pattern to identify the
location the die on the wafer.
85
DDODUUUBaDo
a
Fiur Geeain1msA-2
ua
a
a
dun
D
nU
UU
h
t
ein
10m
mm
ms
Eu
I
Figure A-2. Generation 1 mask design.
The mask was designed for 4-inch borosilicate wafer and produced 17 dies. Ultimately this design
was discarded because of the uneven ink spreading that occurred when printing CCI-300.
86
Alignment marks
_ I-I1
L_
LCI=i
LFi==
ii---J
CL
CIZ=
CzJ LC=zi=
CL=J
CE=IIJ
Lz=II=
L__Ii
L
-4.
Die ID
1 mm
Figure A-3. Die design for generation 2 photolithography mask.
This die design consisted of ten SOm- and ten 100pm-wide cantilever molds, ten 50pm- and ten
100pm-wide bridge beam molds, one variable-width cantilever mold, and one variable-width
bridge mold. The design incorporated sacrificial barriers to encourage uniform ink spreading. The
bridge molds were not used in this study but could be potentially used to measure the residual
stress of the nanoparticle structures. The widths of the structures in the variable-width molds are
determined by laser-trimming.
87
Test str
C=1=111111
nroi
LJWJJJ
IE
£JFlf
10 mm
Figure A-4. Generation 2 mask design.
The mask was design for a 4-inch borosilicate wafer and consists of 32 dies and 12 test
structures. The test structures are were used to optimize the printing pattern parameters prior to
using the dies.
88
Appendix B MATLAB Scripts
This section consists of the scripts used to generate the printing patterns and the script used to
extrapolate the Young's modulus from the beam deflection data.
B.1 Printing pattern generation scripts
This script is separated into three modules: the pattern generation, graphing, and control modules. The
control module gave the pattern generation module the appropriate parameters (coordinates, droplet
diameter, boundary spacing, etc.) so that the pattern could be generated. The graphing module was
used to confirm the proper pattern was generated.
B.1.1 Control module
clear all; close all;
newFile = 1;
restore = 0;
diameter = 80;
border = 80;
shifting = 0;
shifting_.x = 0;
shifting.y = 0;
shiftByY = 550;
offstageX = 40000;
offstageY = 0;
waltTime = 20;
dropDelay = 50;
%0 = alignment marks; 1= corners
%in minutes
%in ms
if(newFile)
delete('data.txt');
delete('boundary.txt');
end
% Prints coupon number ID
if(shifting)
shiftingy = shiftByY;
end
sample =.[01 010101010101010101...
01010101010101010101...
01010101010101010101 ...
01010101010101010101 ...
1101];
run = 1;
while (max(sample) > 0)
direction = mod(run,8);
% Prints coupon number ID
if(sample(43) > 0)
[boundary, dropCoordinates] = dropRectGen([-450, -10750+shiftingy],[450, 10050+shifting_y],diameter,border, 'hexHor',direction);
end
89
if (run < 17)
if (run < 9)
[boundary, dropCoordinates] = dropRectGen([-5500+(run-1)*600, -10250+shiftingy],[-5200+(run-1)*600, 9950+shiftingy],diameter,75, 'hexHor',direction);
else
[boundary, dropCoordinates] = dropRectGen([-5200+(run-9)*600, -10750+shiftingy],[-4900+(run-9)*600, 10450+shiftingy],diameter,75, 'hexHor',direction);
end
else
if (run < 25)
[boundary, dropCoordinates] = dropRectGen([700+(run-17)*600, -10250+shiftingy],[1000+(run-17)*600, 9950+shiftingy],diameter,75, 'hexHor',direction);
else
[boundary, dropCoordinates] = dropRectGen([1000+(run-25)*600, -10750+shiftingy],[1300+(run-25)*600, 10450+shiftingy],diameter,75, 'hexHor',direction);
end
end
startingx = -5350;
endingx = starting x + 1600;
if(sample(1) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -1250+shiftingy], [ending x,550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(2) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -2150+shifting_y],[ending x,1550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(3) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -3150+shiftingy],[endingx,2450+shiftingy],diameter, border, 'hexHor',direction);
end
if(sample(4) > 0)
[boundary, dropCoordinates] = dropRectGen([starting_ x, -4050+shifting y],[endingx,3450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(5) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -5050+shiftingy], [ending x,4350+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(6) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -5950+shiftingy], [ending x,5350+shifting_yl,diameter, border, 'hexHor',direction);
end
if(sample(7) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -6950+shifting_y],[ending x,6250+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(8) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -7850+shifting y], [endingx,7250+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(9) > 0)
90
[boundary, dropCoordinates] = dropRectGen([startingx, -8850+shiftingy],[endingx,8150+shifting_y],diameter, border, 'hexHor',direction);
end
if(sample(10) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -9750+shiftingy],[endingx,9150+shiftingy],diameter,border, 'hexHor',direction);
end
startingx = -3450;
endingx = startingx + 2100;
if(sample(11) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -1250+shifting_y],[endingx,550+shiftingy],diameter, border, 'hexHor',direction);
end
if(sample(12) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -2150+shifting_y],[endingx,1550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(13) > 0)
[boundary, dropCoordinates] = dropRectGen([starting_x, -3150+shifting-yl,[endingx,2450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(14) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
3450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(15) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
4350+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(16) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
5350+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(17) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
6250+shiftingy],diameter,border, 'hexHor',direction);
end
-4050+shifting_y], [ending x,-
-5050+shiftingy], [ending x,-
-5950+shiftingy], [ending x,-
-6950+shiftingy],[endingx,-
if(sample(18) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -7850+shiftingy],[endingx,7250+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(19) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -8850+shiftingy], [ending x,8150+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(20) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -9750+shiftingy], [ending x,9150+shiftingy],diameter,border, 'hexHor',direction);
end
startingx = 1350;
endingx = startingx + 2100;
if(sample(21) > 0)
91
[boundary, dropCoordinates] = dropRectGen([startingx,
550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(22) > 0)
[boundary, dropCoordinates] = drop RectGen([startingx,
1550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(23) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
2450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(24) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
3450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(25) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
4350+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(26) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
5350+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(27) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
6250+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(28) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
7250+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(29) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
8150+shifting_y],diameter,border, 'hexHor',direction);
end
if(sample(30) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
9150+shifting_y],diameter,border, 'hexHor',direction);
end
startingx = 3750;
endingx = startingx + 1600;
if(sample(31) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
550+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(32) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
1550+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(33) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
2450+shifting_y],diameter,border, 'hexHor',direction);
end
92
-1250+shifting_y],[endingx,-
-2150+shiftingy],[ending x,-
-3150+shiftingy],[endingx,-
-4050+shifting-y],[endingx,-
-5050+shiftingy], [endingx,-
-5950+shifting_y], [ending x,-
-6950+shiftingy],[endingx,-
-7850+shiftingy], [endingx,-
-8850+shiftingy],[ending x,-
-9750+shifting_y], [endingx,-
-1250+shiftingy], [endingx,-
-2150+shiftingy], [ending x,-
-3150+shiftingy], [endingx,-
if(sample(34) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -4050+shiftingy],[endingx,3450+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(35) > 0)
[boundary, dropCoordinates] = dropRectGen([starting.x, -5050+shifting_y], [endingx,4350+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(36) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -5950+shiftingy],[endingx,5350+shifting-y],diameter,border, 'hexHor',direction);
end
if(sample(37) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -6950+shiftingy], [endingx,6250+shifting_y],diameter,border, 'hexHor',direction);
end
if(sample(38) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx, -7850+shifting_y], [endingx,7250+shiftingy],diameter,border, 'hexHor',direction);
end
if(sample(39) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
8150+shifting_y],diameter,border, 'hexHor',direction);
end
if(sample(40) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
9150+shifting-y],diameter,border, 'hexHor',direction);
end
starting-x = -1050;
ending-x = startingx + 2100;
if(sample(41) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
550+shIftng-y],diameter,border, 'hexHor',direction);
end
if(sample(42) > 0)
[boundary, dropCoordinates] = dropRectGen([startingx,
5350+shiftingy],diameter,border, 'hexHor',direction);
end
sample = sample - 1;
run a run+1;
end
-8850+shiftingy],[endingx,-
-9750+shiftingy],[ending x,-
-5050+shiftingy],[endingx,-
-9750+shifting_y],[ending x,-
plotDrops(diameter);
B.1.2 Pattern generation module (dropRectGen.m)
function [boundary, dropCoordinates] = dropRectGen(...
corner1, corner2, diameter, border, fillType, printDirection)
%dropRectGen creates a drop coordinate file based on rectangular
%coordinates. In addition to the MATLab matrices outputs, the function also
%creates two data files: "boundary.txt" and "data.txt" which are text file
%outputs of the returned matrices.
93
% Outputs - provides lower-left coordinate, width &
% [1x4 matrix]boundary
height (in um) of the intended rectangle
%
% [Nx2 matrix]dropCoordinates - x-y coordinates (in mm) for drops to be
%
printed
% Inputs % [1x2 matrix]corner1 - coordinates (in um) for lower-left corner
% [1x2 matrix]corner2 - coordinates (in um) for upper-right corner
- assumed droplet diameter (in um)
% diameter
- distance away (in um) from intended rectangle's
% border
boundary
%
- Type of fill: (default is 'hexHor')
% fillType
hexHor = hexagonal packing w/ horizontal align
%
hexVer = hexagonal packing w/ vertical align
%
ccpHor = close-circle packing w/ horizontal align
%
ccpVer = close-circle packing w/ vertical align
%
% printDirection
- Direction of printing
1 = up->down & left->right
%
2 = down->up & right->left
%
3 = left->right & up->down
%
4 = right->left & down->up
%
5 = up->down & right->left
%
6 = down->up & left->right
%
7 = right->left & up->down
%
8 = left->right & down->up
%
%Calculations
bCorner = corner1;
bWidth = (corner2(1)-corner1(1));
bHeight = (corner2(2)-cornerl(2));
%initial pitch
switch fillType
%hexagonal filling, vertical alignment
case 'hexVer'
corner1 = corner1 + border + diameter/2;
corner2 = corner2 - border - diameter/2;
width = abs(corner2(1) - cornerl(1));
height = abs(corner2(2) - cornerl(2));
xDrops = floor(width/(3/2*diameter));
yDrops = floor(height/(sin(pi/3)*diameter));
%close-circle filling w/ horizontal align
case 'ccpHor'
cornerl(1) = cornerl(1) + border + diameter/2;
corner2(1) = corner2(1) - border - diameter/2;
hexSide = 1/(2*sin(pi/3))*diameter;
cornerl(2) = cornerl(2) + border + hexSide;
corner2(2) = corner2(2) - border - hexSide;
width = abs(corner2(1) - corner1(1));
height = abs(corner2(2) - cornerl(2));
xDrops = floor(width/diameter);
yDrops = floor(height/(3*hexSide));
%close-circle filling w/ horizontal align
case 'ccpVer'
corner1(1) = cornerl(1) + border + diameter/2;
94
corner2(1) = corner2(1) - border - diameter/2;
hexSide = 1/(2*sin(pi/3))*diameter;
cornerl(2) = cornerl(2) + border + hexSide;
corner2(2) = corner2(2) - border - hexSide;
width = abs(corner2(1) - cornerl(1));
height = abs(corner2(2) - cornerl(2));
xDrops = floor(width/(3*hexSide));
yDrops = floor(height/dia meter);
%case 'hexHor': hexagonal filling, horizontal alignment
otherwise
corner1 = corner1 + border + diameter/2;
corner2 = corner2 - border - diameter/2;
width = abs(corner2(1) - corner1(1));
height = abs(corner2(2) - cornerl(2));
xDrops = floor(width/(sin(pi/3)*diameter));
yDrops = floor(height/(3/2*diameter));
end
if (xDrops > 0)
xPitch = (corner2(1)-corner1(1))/xDrops;
else
xPitch = 0;
cornerl(1) = (corner1(1)+corner2(1))/2;
corner2(1) = cornerl(1);
end
if (yDrops > 0)
yPitch = (corner2(2)-corner1(2))/yDrops;
else
yPitch = 0;
cornerl(2) = (corner1(2)+corner2(2))/2;
corner2(2) = cornerl(2);
end
xOffset = xPitch/2;
yOffset = yPitch/2;
%Pre-allocate matrix
totalDrops = xDrops*yDrops + (xDrops-1)*(yDrops-1);
if (xDrops < 1)
totalDrops = yDrops;
end
if (yDrops < 1)
totalDrops = xDrops;
end
dropCoordinates = zeros(totalDrops,2);
drop = 1;
direction = 1;
if (printDirection == 2)
%Makes drop coordinates (outside drops) - down->up & right->left
for x = xDrops:-1:0
for y = yDrops:-1:0
if (direction)
%determine of drop progression is up/down
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
95
else
dropCoordinates(drop,:) =
[corner1(1)+x*xPitch,corner2(2)-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - down->up & right->left
for x = (xDrops-1):-1:0
for y = (yDrops-1):-1:0
%determine of drop progression is up/down
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+xOffset+x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+xOffset+x*xPitch,corner2(2)-yOffset-y*yPitch];
drop = drop + 1;
end
end
direction
end
=
mod(direction+1,2);
elseif (printDirection == 3)
%Makes drop coordinates (outside drops) - left->right & up->down
for y = 0:yDrops
for x = O:xDrops
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - left->right & up->down
for y = 0:(yDrops-1)
for x = 0:(xDrops-1)
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+xOffset+x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-xOffset-x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
96
end
elseif (printDirection == 4)
%Makes drop coordinates (outside drops) - right->left & down->up
for y = yDrops:-1:0
for x = xDrops:-1:O
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[corner1(1)+x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - right->left & down->up
for y = (yDrops-1):-1:O
for x = (xDrops-1):-1:0
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+xOffset+x*xPitch,cornerl(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-xOffset-x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
elseif (printDirection == 5)
%Makes drop coordinates (outside drops) - up->down & right->left
for x = xDrops:-1:0
for y = O:yDrops
%determine of drop progression is up/down
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+x*xPitch,corner2(2)-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - up->down & right->left
for x = (xDrops-1):-1:O
for y = 0:(yDrops-1)
%determine of drop progression is up/down
if (direction)
dropCoordinates(drop,:) = ...
97
[cornerl(1)+xOffset+x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+xOffset+x*xPitch,corner2(2)-yOffset-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
elseif (printDirection == 6)
%Makes drop coordinates (outside drops) - down->up & left->right
for x = O:xDrops
for y = yDrops:-1:0
if (direction)
%determine of drop progression is up/down
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+x*xPitch,corner2(2)-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - down->up & left->right
for x = 0:(xDrops-1)
for y = (yDrops-1):-1:0
if (direction)
%determine of drop progression is up/down
dropCoordinates(drop,:) = ...
[corner1(1)+xOffset+x*xPitch,cornerl(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+xOffset+x*xPitch,corner2(2)-yOffset-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
elseif (printDirection == 7)
%Makes drop coordinates (outside drops) - right->left & up->down
for y = O:yDrops
for x = xDrops:-1:0
if (direction)
%determine of drop progression is left/right
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
98
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - right->left & up->down
for y = 0:(yDrops-1)
for x = (xDrops-1):-1:0
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[corner1(1)+xOffset+x*xPitch,cornerl(2)+yOffset+y*yPitch);
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-xOffset-x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
elseif (printDirection == 8)
%Makes drop coordinates (outside drops) - left->right & down->up
for y = yDrops:-1:O
for x = O:xDrops
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-x*xPitch,corner1(2)+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - left->right & down->up
for y = (yDrops-1):-1:0
for x = 0:(xDrops-1)
%determine of drop progression is left/right
if (direction)
dropCoordinates(drop,:) = ...
[cornerl(1)+xOffset+x*xPitch,cornerl(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner2(1)-xOffset-x*xPitch,corner1(2)+yOffset+y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
else
%Makes drop coordinates (outside drops) - up->down & left->right
for x = O:xDrops
99
for y = O:yDrops
if (direction)
%determine of drop progression is up/down
dropCoordinates(drop,:) = ...
[cornerl(1)+x*xPitch,cornerl(2)+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
{corner1(1)+x*xPitch,corner2(2)-y*y Pitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
%Makes drop coordinates (inside drops) - up->down & left->right
for x = 0:(xDrops-1)
for y = 0:(yDrops-1)
if (direction)
%determine of drop progression is up/down
dropCoordinates(drop,:) = ...
[cornerl(1)+xOffset+x*xPitch,cornerl(2)+yOffset+y*yPitch];
drop = drop + 1;
else
dropCoordinates(drop,:) =
[corner1(1)+xOffset+x*xPitch,corner2(2)-yOffset-y*yPitch];
drop = drop + 1;
end
end
direction = mod(direction+1,2);
end
end
%Rounds to nearest urn and converts to mm
dropCoordinates = round(dropCoordinates)./1000;
%makes file(s)
fid = fopen('data.txt', 'a');
[lastDrop, discardedDrop] = size(dropCoordinates);
for drop = 1:lastDrop
fprintf(fid, '%g,%g\n', dropCoordinates(drop,1),dropCoordinates(drop,2));
end
fclose(fid);
boundary = [bCorner(1), bCorner(2), bWidth, bHeight];
fid = fopen('boundary.txt', 'a');
fprintf(fid, '%g,%g,%g,%g\n', bCorner(1),bCorner(2),bWidth,bHeight);
fclose(fid);
end
B.1.3 Graphing module (plotDrops.m)
function plotDrops(diameter)
% Plots the droplet coordinates, droplet boundaries, & intended boundary
%(assumes rectangles) for pattern analysis
100
% Inputs:
% diameter - assumed diameter (in um) of the droplets
%plots dropCoordintates file
drops = importdata('data.txt
plot(drops(:,1),drops(:,2),'*')
%makes plot to 1:1 x-y scale
daspect([ 11]);
%plots intended boundaries
boundary = importdata('boundary.txt');
boundary = boundary./1000;
(, i] = size(boundary);
for i = 1:j
rectangle('Position', boundary(i,:)', 'edgeColor','r');
end
%plots drop boundaries
diameter = diameter/1000;
shift = diameter/2;
for i = 1:length(drops)
rectangle('Position',
[drops(i,1)-shift,drops(i,2)-shift,diameter,diameter],...
'Curvature', [1 1], 'edgeColor','g');
end
end
B.2 Young's modulus extrapolation via beam deflection measurements
clear all;
close all;
baseFileName = '23beamDeflect_04_09r';
recordSummary = 0;
recordEAnalysis = 0;
recordE all = 0;
noOfFiles = 6;
noOfSlopes = 6;
%removes 1st slope (tends to be worst)
removelstSlope = 1;
%(s)
timePerSlope = 5;
%proportion of slope to disregard
timePadding = 0.05;
%fitthreshold
r2Threshold =0.50;
%spacing between deflections (um)
L= [0;-20;-40;-60;-80;-100];
%width (um)
W = 100.0;
%thickness (um)
H = 2.80967;
%selectively removes specific k-values
kUse = logical([0 0 1111]);
123456
%
%%Preallocates matrices
k = zeros(noOfSlopes,1);
r2 = zeros(noOfSlopes,1);
k_ave = zeros(noOfFiles,1);
if (recordSummary)
101
fid = fopen(strcat(baseFileName,' Summary.csv'),'w');
end
%% Analyzing Files
for file = 1:noOfFiles
%% Opens file
fileName = strcat(baseFileName,' 000',int2str(file-1),'.txt');
forcedisplacement = importdata(fileName);
plot(forcedisplacement.data(:,1),forcedisplacement.data(:,2));
[dispStart(file),forceStart(file)] = ginput(1);
[dispEnd(file),forceEnd(file)] = ginput(1);
clear force;
clear displacement;
%% Separates Slopes
for i = 1:noOfSlopes
lower = find(force_displacement.data(:,3)>(i-1+timePadding)*timePerSlope,1,'first');
upper = find(forcedisplacement.data(:,3)<(i-timePadding)*timePerSlope,1,'last');
if (i>1)
if length(force(:,i-1)) ~= (upper-lower+1)
upper = lower+length(force(:,i-1))-1;
end
end
force(:,i) = force_displacement.data(lower:upper,2);
displacement(:,i) = forcedisplacement.data(lower:upper,1);
end
%% Determine slope spring constants & average (k & k-ave)
if (removelstSlope)
for i = 1:noOfSlopes
indx = find(displacement(:,i)>=dispStart(file));
indx = find(displacement(indx,i)<=dispEnd(file));
p = polyfit(displacement(indx,i),force(indx,i),1);
forceFit = polyval(p,displacement(indx,i));
forceResid = force(indx,i)-forceFit;
SSresid = sum(forceResid.A2);
SStotal = (length(force(indx,i))-1)*var(force(indx,));
r2(i) = 1 - SSresid/SStotal;
k(i) = p(1);
end
else
for i = 1:noOfSlopes
indx = find(displacement(:,i)>=dispStart(file));
indx = find(displacement(indx,i)<=dispEnd(file));
p = polyfit(displacement(indx,i),force(indx,i),1);
forceFit = polyval(p,displacement(indx,i));
forceResid = force(indx,i)-forceFit;
SSresid = sum(forceResid.A2);
SStotal = (length(force(indx,i))-1)*var(force(indx,i));
r2(i) = 1 - SSresid/SStotal;
k(i) =p();
end
end
kThresh = find(r2>r2Threshold);
102
k_ave(file) = mean(k(kThresh));
%% Record results summary (if recordSummary==1)
if (recordSummary)
fprintf(fid, '%s summary:\n,k (uN/nm),r2\n',fileName);
for i = 1:noOfSlopes
fprintf(fid, 'Slope %d,%g,%g\n',i,k(i),r2(i));
end
fprintf(fid, 'Average,%g,%g\n\n',k_ave(file),mean(r2(kThresh)));
end
end
if (recordSummary)
fclose(fid);
end
%% Determine Young's Modulus (E) using beam dimensions (W & H)
if(exist('kUse','var'))
else
kUse = 1:length(L);
end
k_negl3 = (kave(kUse)).A(-1/3);
k_negl_30rig = (kave).A(-1/3);
p = polyfit(L(kUse),k neg1_3,1);
k_negl_3Fit = polyval(p,L(kUse));
k_neg1_3Resid = knegl_3-knegl_3Fit;
SSresid = sum(kneg1_3Resid.A2);
SStotal = (length(kneg1_3)-1)*var(k_neg1_3);
k_negl3R2 = 1 - SSresid/SStotal;
E = p(1)A(-3)*4/(W*HA3);
plot(L,k_neg1_3Orig,L(kUse),k_neg1_3Fit,L(kUse),k_neg1_3);
%% Records Analysis in baseFileName Summary
if (recordEAnalysis)
fid = fopen(strcat(baseFileName,' Summary.csv'),'a');
fprintf(fid, 'Young"s Modulus (E) Analysis:\nRelative L (um),');
fprintf(fid, '%g,',L);
fprintf(fid, '\nk (uN/nm),');
fprintf(fid, '%g,',kave(kUse));
fprintf(fid, '\nW:, %g,um\nH:, %g,um\nE:, %g,GPa',W,H,E);
fclose(fid);
end
%% Records Analysis in baseFileName Summary
if (recordEall)
if (exist('summary.csv','file')==2)
fid = fopen('summary.csv','a');
else
fid = fopen('summary.csv','a');
fprintf(fid, 'Beam,E (GPa)\n');
end
fprintf(fid, '%s,%g\n',baseFileName,E);
fclose(fid);
end
103
104
Appendix C Ink preparation
CCI-300 silver nanoparticle ink's viscosity at stock concentration is 12.8cP at 25T. Because TIJ
printheads require a viscosity range between 0.1-10cP for reliable printing, CCI-300 needs to be diluted
to increase its printing reliability. Prior to diluting, the ink is rocked back and forth for 30 seconds,
providing subtle agitation to ensure that the nanoparticles are evenly distributed within the ink. An
aliquot of the ink isthen taken and diluted 1:2 volumetrically with ethanol to lower the viscosity using a
micropipette. Lastly, the diluted aliquot is rocked back and forth for another 30 seconds to ensure even
mixing before being filtered and loaded into the TIPS ink reservoir.
Table C-1. Standard ink dilution process.
1
2
3
4
5
Step
Homogenize CCI-300
Remove aliquot
Dilute aliquot
Homogenize aliquot
Filter aliquot into
TIPS reservoir
Description
Rock ink bottle back and forth for 30 seconds
25pL of ink is micropipetted into a vial for mixing
50jiL ethanol is micropipetted into mixing vial
Rock mixing vial back and forth for 30 seconds
Aliquot is passed through a 0.3pm syringe filter to remove
large particulates, filtered aliquot is loaded into reservoir
105
106
Appendix D Printing troubleshooting
While this thesis may have implied that setting up the digital fabrication system was reasonably straightforward, many considerations were taken to improve printing reliability. Assuming due diligence was
performed when optimizing the jetting parameters, Figure D-1 summarizes the standard process used to
prime the digital fabrication system for reliable printing.
Yes
t
$$$0
4NoNo
Yes
No
Appl R90lyve
w
Cent nuilni jt
wipe printheadl with
wb
No
swab
Rostgr# aggetive
sra
~on bage
wipe 0i0thead
with swalb
No
Yes
Nos
No
NNo
YN
Yes
Figure D-1. Printing troubleshooting flowchart.
107