Representing Troubleshooting Information
for a High-Volume Production Line
by
Catherine M. Brennan
S.B., Computer Science and Engineering, MIT, 1984
Submitted to the Sloan School of Management and
the Department of Electrical Engineering and Computer Science
in Partial Fulfillment of the Requirements for the Degrees of
Master of Science in Electrical Engineering and Computer Science
and
Master of Science in Management
at the
Massachusetts Institute of Technology
May, 1994
The autho
Catherine M. rennanp 1994
All rights reserved
MITna
repruce an o istribute publicly paper and electronic
copies of this thesis document in whole or in part.
/1
I/ n,"
Signature of Author
MIT Sloan School of Management
-[_
May 7, 1994
~~-
Certified by
Alvin W. Drake, Professor of Systems Science and Engineering
Thesis Sunervisor
Certified by
Thomas W. Eagar, POSCO Professor of Materia# Engineering
Thesis Supervisor
Certified by
Donald Rosefrield, Senior Lectur
Sloan &hool of Management
Thesis Supervisor
Accepted by
Jeffrey A. Barks
Associate Den. Sloan Mdstes and Badhelor's Programs
Accepted by
Graduate Students
Lr.
il-:'2
)
&
Representing Troubleshooting Information
for a High-Volume Production Line
by
Catherine M. Brennan
Submitted to the Sloan School of Management
on May 7, 1994
in partial fulfillment of the requirements for the degree of
Master of Science in Management
ABSTRACT
This thesis presents the concept of a troubleshooting tree, a semi-automated problemsolving tool that falls somewhere between a fishbone diagram and a decision tree.
Troubleshooting trees are appropriate for problems which require a substantial amount
of time to track down the root cause, and for which there are people who can identify the
majority of the root causes. Furthermore, the environment in which the troubleshooting
tree is to be used must be one where the people who encounter the problems understand
the domain and are able to interact within it reasonably well. Various implementation
approaches are considered, including AI representations of diagnostic problems as well
as graphical representations of cause and effect information. The information needed to
build a troubleshooting tree is identified, and a procedure is presented for collecting and
organizing this information.
Thesis Supervisors:
Alvin W. Drake, Professor of System Science and Engineering
Thomas W. Eagar, POSCO Professor of Materials Engineering
Donald Rosenfield, Senior Lecturer, Sloan School of Management
Page 3
Page 4
The author wishes to acknowledge the Leaders for Manufacturing
Program for its support of this work.
Thanks is also due to the Hewlett-Packard Company for the use of their
facilities and the open support of their people. Tony McGettigan, Ted
Barnes, George Custer, and Gary Siewell, as well as all of the engineers
developing the "M" production line are singled out for special thanks.
In addition, this thesis and the studies that led to it would not have been
possible without the support of Digital Equipment Corporation and its
Graduate Education in Manufacturing program.
Finally, the author expresses her gratitude for the support and guidance
provided by her thesis advisors and other members of the MIT faculty who
provided assistance in the completion of this thesis. Thank you to Al
Drake, Norm Rasmussen, Don Rosenfield, and Tom Eagar.
Page 5
Page 6
1. Introduction .........................................................
9............
1.1. Contributions .........................................9
1.2. Background ...............................................................
9
1.3. Definition of the problem.................................................
9
9
1.4. What is a troubleshooting tree? .............................................
1.5. Motivation .........................................
11
1.6. Overview ..................................................................................................... 12
2. Current Problem Solving Techniques ..................................................................... 14
.......... 14
2.1. Ink-jet pen production at HP Corvallis ........................................
2.1.1. The product: A thermal ink-jet pen ............................................... 14
2.1.2. The manufacturing process .........................................
16
2.2. Common problems on the production lines .........................................
18
2.3. How production problems are noticed .........................................
20
2.4. How production problems are solved .......................................................... 21
2.4.1. People's roles in the manufacturing process ................................. 22
2.4.2. Current problem-solving tools ...................................................... 23
2.5. The benefits of providing troubleshooting tools .......................................... 24
3. Alternative Representations of the Information .........................................
26
3.1. AI representations for diagnostic problem solving ..................................... 27
3.1.1. Model-based reasoning .........................................
27
3.1.2. Case-based reasoning .........................................
29
3.1.3. Decision trees .........................................
30
3.1.4. Bayesian updating ......................................................................... 31
3.2. Representations of cause and effect .........................................
31
3.2.1. Graphical .........................................
32
3.2.2. A database with a forms interface ........................................ ...... 33
3.2.3. Hypertext....................................................................................... 34
3.3. The recommended representation .........................................
34
4. Selecting a Subset of the Line for Which To Build a Troubleshooting Tree....... 37
4.1. Possible "roots" for a troubleshooting tree.
...................................
37
4.1.1. Failures at an inspection station .................................................... 38
4.1.2. Defects at an audit station .........................................
39
4.1.3. Processes .........................................
40
4.1.4. Dataliner messages........................................................................ 41
4.2. Criteria for selection ..................................................................................... 41
4.3. Comparison of the alternatives .........................................
42
4.3.1. Failures at an inspection station .........................................
43
4.3.2. Defects at an audit station .........................................
46
4.3.3. Processes .........................................
47
4.3.4. Dataliner messages .........................................
47
4.4. The chosen problem .........................................
49
5. Collecting Problem Solving Information .........................................
50
5.1. The information required to create a troubleshooting tree........................... 50
5.2. FMEAs as a source of troubleshooting information .................................... 51
5.2.1. Description of FMEA.................................................................... 52
5.2.2. Appropriateness of FMEA ........................................................... 53
5.3. A procedure for collecting troubleshooting information ............................. 56
6. Results and Conclusions .........................................
63
6.1. Follow-on work by others .........................................
63
6.2.1 Description of the tool.................................................................... 63
6.2.2 Current users .........................................
64
6.2.3 Software implementation difficulties ......................................... 65
6.2.4 Management reactions .........................................
67
6.2 Cost/benefit analysis .........................................
67
Page 7
6.3. Recommendations ........................................................................................ 70
6.4. Conclusions .................................................................................................. 73
75
Bibliography ........................................................................
Page 8
1. Introduction
1.1. Contributions
This thesis presents the concept of a troubleshooting tree, a simple tool to aid in solving
problems on a production line, which is nevertheless sufficiently powerful in certain
cases. The data necessary to build a troubleshooting tree are identified, and a procedure
for collecting the data is documented. The thesis includes data on the faults that could
cause two production problems on a specific production line. For the more complex
problem, 82 root causes are identified.
1.2. Background
The research for this thesis was done at Hewlett-Packard's site in Corvallis, Oregon,
where ink-jet pens for HP's Thermal Ink-Jet (TIJ) printers are manufactured. The work
was done in conjunction with a Manufacturing Development group that is designing the
tooling for a production line to make a new product, called the "M" pen.
1.3. Definition of the problem
The problem addressed in this thesis deals with capturing information from the
engineers who are designing a new line and using it to help people solve problems that
occur on the line. What are the sources of this information? How can one gather the
necessary information? What should be included? How should the information be
represented?
1.4. What is a troubleshooting tree?
In this thesis the concept of a "troubleshooting tree" is used to describe the information
that is needed to assist people in solving production problems. A troubleshooting tree is
Page 9
a graph whose roots are problems, whose nodes are possible causes, and whose leaves
are root causes.
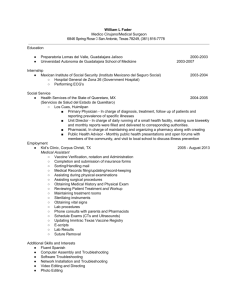
Figure 1 presents a sample troubleshooting tree for the problem of "ink under tape."
There are three broad categories of problems that could possibly have led to there being
ink under the tape: poor encapsulant coverage; wet pens; or a damaged pen body. Each
of these problems is further expanded into its possible causesl, and so on. The only root
causes illustrated in this example have to do with the encapsulant: the needle might have
been too large; or the encapsulant of too low a viscosity. Associated with these two root
causes would be solutions. If the actual cause of ink under tape were found to be too
large a needle dispensing the encapsulant, switching to the appropriate sized needle
might be the recommended solution. In addition, behind each potential cause would be
"clues," which indicate when that cause is likely to be the true cause of the problem. A
clue for the possible cause "wet pens" might suggest removing the tape and checking
whether there was additional water trapped under it. These clues would be consulted by
a user of the tree to help focus the search for a problem's root cause.
I
The term "cause" is used to refer to antecedent problems. They are not necessary causes in the sense
that the antecedent always leads to the problem, but rather should be thought of as prior malfunctions
that may have contributed to the problem being investigated.
Page 10
Ink under tape
Poor encapsulant
Encaps
bead shifted
Wet pens
Pen body
untEncapsIlnt
bead
too wide
Dry/tab'
Needle too
large
problem
Low
viscosity
Figure 1: A simple troubleshooting tree
1.5. Motivation
There are three primary motivations for considering troubleshooting tools for the
Corvallis production environment. First, demand for HP's TIJ pens has historically
exceeded the amount that Corvallis could supply. Supply was limited not so much by
line yield, but by uptime on the production lines. Some portions of downtime -- the time
a production line is not producing products -- are spent implementing a fix: for example,
changing a needle at an ink fill station. The rest of the downtime is spent figuring out
what the underlying problem really is, and thus which fix to implement. It is this second
portion of downtime that troubleshooting tools would address. If troubleshooting could
be sped up, then the line would be up and running again sooner, more product would be
produced in the same time, and profitability would increase.
Second, there is currently no good way of capturing information on the problems that
occurred and how they were solved. The division is growing very rapidly. Engineers,
operators, technicians -- most people used to know to whom to talk if they encountered
an unusual problem. But today there are so many people and there is so much going on
Page 11
that the informal communication networks do not f:i,,.ion
well. Since the
communication channels are not working as well as they used to, problems wind up
being solved multiple times, at great expense. If a tool could be provided to store past
problems and their solutions, and if this tool were consulted regularly when a production
problem was encountered, the organization itself would learn how to solve the new
problems, rather than just the few individuals who were involved in this particular
problem.
Third, there is the desire to "do more with less." On the production line the division of
labor is such that operators perform routine maintenance tasks, technicians investigate
problems that cannot be solved quickly, and engineers improve the processes.
Troubleshooting tools would increase the scope of jobs at all levels. The machines
themselves might be able to take over part of the operators' function, with the operators
doing some of what the technicians do, the technicians performing some of the
engineers' work, and engineers concentrating more on designing new processes.
This project does raise one question that has to be addressed under the heading of
"motivation." If one can identify all of these potential problems in advance, why not just
fix them? Why go to this effort to provide ways of determining when they have
happened, when you have already foreseen the problems and might have been able to
prevent them? Some problems are infrequent enough or expensive enough to avoid that
this troubleshooting approach is justified. In addition, a tool which records and gives
access to problem cause information will provide a means for growth by allowing new
problems or causes that were not anticipated to be added.
1.6. Overview
The rest of this thesis covers the project itself. Chapter 2 discusses current
manufacturing practices at HP Corvallis. Chapter 3 presents alternative representations
Page 12
for the troubleshooting
information
and supporis
the choice of a preferred
representation. Chapter 4 addresses the question: For which types of problems should
troubleshooting trees should be built? Chapter 5 describes the process that was used to
collect the information needed to build the trees, and considers whether FMEAs (Failure
Mode and Effects Analyses -- described in detail later) can serve as the informationcollecting vehicle. Finally, Chapter 6 presents the conclusions drawn from this research.
Page 13
2. Current Problem Solving Techniques
This chapter discusses the current manufacturing environment at HP Corvallis. The
product, a TU pen, and the production process are described. The roles of the various
groups of people involved in production are presented. The chapter sets the stage for the
troubleshooting project by considering what problems do occur on the existing
production lines, how these problems are noticed and solved, and what tools are
currently used for problem solving. Finally, the benefits of providing troubleshooting
tools are enumerated in light of the specifics presented about the Corvallis
manufacturing site.
2.1. Ink-jet pen productionat HP Corvallis
The Ink-jet Components Division (ICD) produces multiple pen products, seven of which
are currently manufactured at the Corvallis site. All of the pen products incorporate TIJ
technology, but they differ in the details of the pen's design. For instance, some designs
use foam to create backpressure on the ink, while other designs use a spring-bag bladder
for the same purpose. Certain pens hold one color of ink; others hold three ink colors.
Pen production lines likewise share high-level similarities, although the actual machines
used to implement the processes differ across products and even across production lines.
2.1.1. The product: A thermal ink-jet pen
The organization which sponsored this research is designing the production line for a
new product, the "M" pen. Since the product has not been introduced at the time of this
writing, it cannot be described in this thesis. Instead, an older product sharing many of
the same features, the "K" pen, is described.
Page 14
A pen is a complex object which is used to deliver ink from the printer to the paper. It
consists, at a gross level, of three major components (See Figure 2):
printheadJ
;·~~~~~~~~~
",,,..-pen
body
"'~~~~~~~~~~~~~~
flex circuit
Figure 2: A pen
* The pen body is made of multiple pieces of plastic, welded together. The
interior of the pen body is divided into three sections, one for each of the
three colors of ink. The pen body is filled with ink and some mechanism for
maintaining backpressure in the ink. In the K pen illustrated in Figure 2,
backpressure is provided by three pieces of foam.
*
The flex circuit, or TAB (for Tape Automated Bonding) is a rectangle of film
in which are the copper traces that will allow the printer to communicate with
the pen.
* The print head itself is a silicon die with channels etched into it through
which the ink can flow. On top of the die sits the orifice plate, which contains
the holes or orifi through which the ink will be projected onto the paper. On
the die beneath each orifice is a resistor.
Page 15
To print a single dot onto a page, the printer sends a signal to the pen via the connecti'ohs
on the flex circuit. A current is passed through the appropriate resistor on the die. Ink in
the reservoir above the resistor boils, and a bubble of ink is forced out through the
orifice. To print a character, multiple resistors are activated at once. The speed of the
pen relative to the paper, the distance from pen to paper, the position of the ink reservoir
relative to the orifice, and the shape of the orifice itself all must be finely controlled to
ensure that ink from different orifi will hit the paper in consistent, predictable positions.
2.1.2. The manufacturing process
The Ink-Jet Components Division encompasses four sites. At Corvallis, there are many
production lines, each producing a single product. However, most products are made on
more than one line. The organization that sponsored the work in this thesis is responsible
for developing the manufacturing processes to produce the new M pen.
As a new pen is being developed, the processes used to manufacture it are designed in
parallel with the product itself. Small quantities of the pen are produced in a prototype
production area. Engineers test out processes on the prototype line, but the prototype
manufacturing process consists usually of isolated machines, manually operated, swith
materials being moved by hand. The pens produced in this manner are tested to gather
data about the performance of the product's design. The prototype line itself provides a
stage for testing on a small scale the processes expected to be used on the automated
production lines.
In the past, when a new product was introduced, the first line on which large quantities
of the pen were produced would be a relatively slow but automated line. Then, as
demand increased and experience was gained with the manufacturing processes, a highvolume line would be developed. Its cycle time would be a factor of ten shorter than the
original line. The high-volume line would produce the same product, but might use
Page 16
completely different machines and technologies to do so. As demand continued to
increase, the high-volume line would be replicated. Therefore, the same product often
was produced on different lines.
M production would proceed according to a different plan. The first automated
production line to be built would be a high-volume one. Some of the slower stations
would be duplicated and placed in parallel to meet the reduced cycle time goal. Ten to
twenty percent of the stations on the new line would be for inspection, and five
percentfor audit. The line itself would be similar to the high-speed lines producing the T
pen. It was hoped that this similarity would mitigate some of the risk of skipping the
slower, automated line.
The M production line will be similar to most other lines on a gross level, with three
major modules, usually referred to as assemblies, and large accumulators between the
assemblies. (See Figure 3.) The first assembly, assembly 0, will put together the pen
body and test for leakage. Assembly 1 will attach the THA (Tab-Head Assembly,
consisting of a flex circuit -- the tab -- that allows communication between the printer
and the pen, and a print head through which ink is directed onto the paper) to the pen
body. On assembly 2 the pen will be filled with ink and print tested. Assembly 2 will
contain a loop, in that pens which fail the print test will be recirculated and allowed to
go through the print tester again. Pens that fail three times will be rejected. Finished
pens will go into a large accumulator, from which they will be sent to packaging.
Page 17
assembi
bI_
h
Figure 3: Overview of the M production line
22. Common problems on the production lines
Problems can occur in similar ways on all of the lines. Machines fail. Accumulators fill
up due to a downstream process stopping, leaving stations blocked. Accumulators empty
due to an upstream process stopping, leaving stations starved for parts. Large numbers
of parts get rejected by an inspection station, shutting down the line. And auditors find
enough occurrences of a problem to declare all WIP (Work In Process) suspect and
require a fix before allowing production to resume. One can assume that these same
broad types of problems will occur on the M line as well.
Although problems can occur in similar ways, different data is collected for each of the
products, resulting in an inability to compare problems across lines quantitatively. This
data is presented in two ways. First, some lines (namely K and T) store production data
online, accessible to everyone who knows that it is there. Second, paper reports are
published about each line, as well as summary data about all lines, and distributed to
management.
Page 18
On the prototype M line, most of the data that is collected deals with product
characteristics. Since the product as well as the processes are still under development,
this feedback on the performance of actual production parts is crucial. It is circulated in
paper reports. Information on problems is passed on verbally, from the operators to the
engineers.
The most data collected for any line deals with the T lines. There is a wealth of process
data online: downtime due to different machine faults; percentages of time that each
module is up, starved, stopped by an operator, or in a machine fault state; the number of
pens started and completed on each module; and reject counts from each inspection
station. All of this information is extracted from the PLCs (line controllers) and so
represents an actual counter value in the PLC. This sometimes leads to inconsistencies in
the data, due to the way the PLCs are programmed to compute the values. For instance,
downtime due to all machine faults in one report may turn out to be greater than the
percentage of time spent in a machine fault state on another report. Yield figures are
particularly prone to mismatch, since "yield" can be defined in so many different ways.
Data collected about the K lines is more closely related to the product than to the
manufacturing lines. It includes a graph of functional defects found in audit, and
information on pen characteristics.
A weekly production report is compiled which contains yields for all lines. For some
lines it also lists audit failures and functional failures, and compares these to the target
failure rate.
What can be inferred from the problems that have occurred on other lines about the
problems likely to occur on the M line? The most detailed production data that exists is
for the T line, which, fortunately, is the line most similar to the M line. Unfortunately,
the largest amount of downtime has been attributed to states such as "exit track full,"
Page 19
"operator cyczle top," "purge cycle completed," and so on, which do not indicate the
problem on which the time was actually spent. Full exit tracks imply a downstream
problem, and operator cycle stops or process stops are human-initiated and could be for
any reason. There are also cases where hours were spent in an error state once, but this
error state represented only sm ll amounts of time in other months. For example, in
April 1993, 151 minutes were allocated to one occurrence of a specific machine fault
which never recurred in the months worth of data that were examined. Severe problems
seem either to "float" from one process that causes difficulty this week, to another that
causes trouble next week, or to be captured in the data under a general heading such as
"operator process stop."
On the other hand, the process data may not offer insights as to what may go wrong with
the M line, but the product data does offer clues as to what is likely to be a problem with
the M pens. Continuous audit on the T lines found a persistent problem with nozzles not
present (a specific defect in which ink does not pass through one of the pen's orifi onto
the paper). Lifting flex (see Figure 2 for an example of flex) and contamination were
intermittent problkms, with high rates of failure one week and low rates the next. On the
K lines, "lifting cheek flex", "ink under tape", and "chamber mix" accounted for the
largest number of defects found in audit during the first 31 weeks of 1993. (One other
defect was significant, but it tested a feature that was not relevant to the M pens, and so
was ignored.)
2.3. How production problems are noticed
How are people made aware that there is a problem requiring attention? This is an
important question, since it is only the problems of which people are aware for which it
might be worth building troubleshooting trees. There should be a signal that something
is wrong, and that zignal should indicate which problem has occurred, and therefore
which tree to consult.
Page 20
People most commonly notice that there is a production problem when a flashing light
or the quiet of the line alerts them. Then they look at the dataliner screen for the module
that is stopped. A dataliner is a rectangular matrix of lights, mounted overhead near each
of the three assemblies, that is used to display a brief message about the status of the
line. When the line is not moving, the dataliner will indicate the reason that the line is
stopped. This reason may be a machine fault -- for example a part stuck in the gripper at
a certain station -- or it could be an operator intervention that the line controller noticed,
such as a light screen 2 being interrupted, or it could be a blocked line due to a full exit
track after one process step.
Quality or yield problems would often be noticed by the number of parts being rejected
at an inspection station, or an increasing number of defects found by the operators at the
audit station. In the case of the inspection stations, once the number of consecutive
defective parts exceeds a pre-set threshold, the station itself signals the line controller to
shut down the module because scrap is being produced. In the case of the audit stations,
the measurements taken on the pens may indicate a quality problem, in which case the
auditors either interrupt the line or call a technician.
2.4. How production problems are solved
Problems occur on the production lines today. How do people solve them? This section
examines
the current
organization
on a production
line, and describes
the
troubleshooting tools that are in use today.
2
A light screen is a beam of light just outside of the moving machinery that is used as a safety
mechanism. If something gets in the way of the beam of light, such as an operator's hand, the line will
stop.
Page 21
2.4.1. People's roles in the manufacturing process
At the production level, operators and technicians are organized around the production
lines. Most lines follow the common, hierarchical organization with regard to job
responsibilities, although the newest T line is a self-managed team. The lines operate 24
hours a day, seven days a week.
The production lines are almost completely automated. Production operators keep the
line running; adding materials, cleaning machines, and fixing common problems. Some
production operators perform visual or machine-assisted inspections. The visual
inspections consist of checking every part that passes by and placing nonconforming
parts on a tray in a spot reserved for the specific reason for their rejection. In the
machine-assisted inspections, multiple operators pull alternating parts from the line,
place them in a machine to be tested, return them to the line if they pass the test, or
collect them as scrap if they fail. On the newer lines the machine-assisted inspections
have been fully automated.
A process operator is esponsible for each assembly, and can usually perform all of the
production operator's tasks for each station in the assembly.
The third class of operator, a Process Monitor Operator or PMO, performs an audit
function. PMOs remove a few pens from the line, inspect them under a microscope, and
print a test pattern. If they find something wrong, they perform a crude autopsy and
check for common problems. Depending on what they discover in the autopsy, they will
talk to one of the production operators about the station that is causing the trouble or go
straight to a maintenance technician.
The technician's job is to keep the line running. Each technician specializes in a subset
of the tools on the line, so the operators have to find the right technician for the problem
Page 22
at hand. Technicians also undertake ongoing improvement projects. Many of the fixes
that technicians implement involve making machine adjustments or modifying PLC
code to fine tune the timing.
Engineers have desks away from the production line. They fall into two groups. Process
(or production) engineers are organized around products, so all the engineers working on
the T product, regardless of which line, report to the same manager. But each individual
process engineer is responsible for one assembly on one line. Process engineers are
called in by technicians for help solving unusual machine problems. They also undertake
specific process improvement projects to improve yield.
Product engineers are also organized by product, but they do not specialize in one of the
separate lines that produce the product. Product engineers are concerned with the quality
of the end product. They collect and publish data about pen quality, and have as a goal
improving that quality. When specific pen quality problems are found, product engineers
do the detective work to determine the cause.
2.4.2. Current problem-solving tools
Aside from just "reasoning it out," there are some tools that people use today to help
them solve problems on the production lines.
*
Maintenance manuals for the machines provide some assistance in fixing
problems once they have been narrowed down to a specific machine. These
manuals contain a list of failure codes for the machine and the action to take
when one occurs. Additionally, the PLC code dealing with that machine is
included.
*
SAMM is a software product that is used to track tool problems and
technicians' time. It contains a history of problems for the past six months,
Page 23
organized by product, by line, by assembly. Although it has ficicis for the
symptom, solution, and downtime, the values in these fields are often not
what is implied by the name. For instance, technicians tend to fill in a root
cause as the symptom, rather than the symptom that first manifest itself. One
specific example is "stuck valve" as a symptom. Solutions are not always
provided. And the downtime is computer generated based on the time at
which the report was entered, which is ften well after the problem was
solved.
Maintenance technicians have been asked to log their time in SAMM when
they work on a tooling problem. One interview subject commented that he
could not remember the last time he had done so. Technicians
do
occasionally consult the problem reports in SAMM when they are faced with
a new problem, but there is no search capability so this is difficult. At best
they search backward through the reports, to see if anything that was entered
over the past week might provide a clue as to what is going on now.
The K line has a written PMO specification for the end-of-line auditor. For
each of the common defects that are found in audit, this document lists
potential root causes. But it provides no information to help discriminate
between the causes to find the one that is currently occurring. The causes
listed in the spec are the most common ones, and the experienced technicians
rarely bother consulting the document.
2.5. The benefits of providing troubleshooting tools
Troubleshooting trees would provide three primary benefits. First, with the help of
troubleshooting tools people could fix problems more quickly. Solving quality problems
would lead to better yields, and improving uptime would result in greater utilization.
.
...
Page 24
Since, in the current business environment, all pens made can be sold, both would lead
to higher profits.
Second, troubleshooting trees could easily serve as a training tool, allowing new
operators or technicians to investigate the possible causes of various problems on the
line. Operations' staff is increasing very rapidly. One technician reported that his group
had grown fifteen-fold in the past three years. But until recently there have been no
training courses; people learned by following a "mentor" around for 4 to 6 weeks. This
process leads to information being scrambled as it is conveyed from one person to
another.
Third, troubleshooting trees would provide a repository for knowledge, keeping things
that the organization has learned about past problems from being forgotten. As
personnel move on to new jobs, the things they have learned about pen production will
remain with the lines. Information on a peculiar problem found last year and how that
problem was solved will be captured in the tool, rather than remaining only with the few
individuals who participated in solving the problem.
Page 25
3. Alternative Representations of the
Information
Although the originally envisioned representation for troubleshooting trees was
connections between causes and effects, other representations are possible. This chapter
examines different ways of presenting the cause and effect network, as well as
approaches that do notinvolve explicit causes and effects at all.
First, though, what is meant by "troubleshooting" must be considered. For the purposes
of this research in the context of a high-volume production line, troubleshooting
involves identifying the root cause of an observed problem and describing a solution to
that root problem. In the Computer Science or Artificial Intelligence (AI) field, the
process of identifying a root cause of a problem or finding the fundamental malfunction
in a system is referred to as diagnosis.
Several techniques have been developed for solving diagnostic problems. Among these
are:
·
Model-based reasoning
*
Case-based reasoning
·
Decision trees
·
Bayesian updating
A problem-solving
system using any of these techniques has two fundamental
components: a representation for the knowledge or information; and a decision
procedure for utilizing the knowledge to find a root cause and/or a solution.
Page 26
In the two sections that follow, the advanced diagnostic reasoning techniques mentioned
above are considered first, and simpler representations of cause and effect are considered
second.
3.1. AI representations for diagnostic problem solving
In AI implementations of diagnostic systems, the knowledge representation and
diagnostic procedure are both implemented in software. A knowledge engineer gathers
information about the problem and determines an appropriate representation for that
knowledge. The knowledge engineer collects more information about the problem, often
by interviewing "experts," and encodes that knowledge into the chosen representation.
Occasionally tools are provided to allow the experts themselves to encode their own
knowledge.
The knowledge representation may suggest a certain decision procedure. For example,
using a decision tree to encode problem knowledge implies an ask-a-question-followthe-branch-of-the-tree-corresponding-to-the-answer
procedure for getting to the root
cause. The knowledge engineer writes a program implementing the chosen decision
procedure. More and more, rather than writing their own programs, knowledge
engineers are using off-the-shelf tools which have decision procedures already built into
them and incorporate multiple knowledge representation paradigms.
3.1.1. Model-based reasoning
A model-based approach to problem solving is based on "the methodical enumeration
and relaxation of underlying assumptions about the device." 3 The model itself usually
consists of two components: structural dependencies, such as the connections between
3
"Diagnostic Reasoning Based on Structure and Behavior," Randall Davis, Artificial Intelligence, V.
24, 1984, p. 407
Page 27
components; and a functional model describing how the output of each component
depends on its inputs. The reasoning process proceeds by gathering a description of the
actual inputs and outputs of the system. It then simulates the system, using the model to
propagate values for the actual inputs through to establish what the expected outputs
would be. Starting with the places where the actual and expected outputs differ,
reasoning proceeds "backwards" through the model to figure out which model
assumptions, if relaxed, would remove the inconsistency between the epected
and
observed outputs. If a simulation with the relaxed constraints removes the inconsistency
in outputs, then that constraint represents a possible cause of the failure.
To apply model-based reasoning to problems on a pen production line, one would create
a functional model of each of the processes, concentrating on the way movement
through the process/station changed both the pen and the state of the station. The
structural model would describe how the stations were connected together.
There are large difficulties in applying model-based reasoning to a production line.
According to Davis and Hamscher, the complexity lies in building the model:
"Diagnostic reasoning from a tractable model is largely well understood... There is, by
contrast, a rich supply of open research issues in the modeling process itself." 4 The
number of stations on the line (on the order of 100) does not in itself make the problem
too large for a model-based diagnostic solution. Rather, the complexity of the stations
and the fact that the values to be propagated would be symbolic rather than numeric
combine to make the problem difficult.
There are additional reasons that model-based reasoning may not be appropriate for
troubleshooting of a production line. Some stations have "memory" -- for example,
4
"Model-based Reasoning: Troubleshooting," Randall Davis and Walter Hamscher, chapter 8 in
Exlorin Artificial Intelligence, by Howard Shrobe et al, p. 298
Page 28
counting pens and offloading every fourth one to a different bonding machine. Since the
model is run backward as well as forward, behavior must be invertible. Complex
functions with state (memory) are often not invertible. Additionally, this approach to
diagnostic problem solving assumes that there is a single point of failure. Cases where
two things combined to cause a problem -- plastic parts from incompatible molds,
combined with a poor weld -- would not be addressed.
3.1.2. Case-based reasoning
Using this technique, knowledge is represented in the form of cases, which are stored in
a database. A case includes a problem report, a solution, and indices describing the
salient aspects of the problem. The decision procedure consists of obtaining a
description of the new problem, using similarity metrics to retrieve a case that is
describes a problem like the current one, possibly modifying the retrieved solution to fit
the particulars of the current problem, testing the new solution and repairing it if
necessary, and finally storing the problem and its solution as a new case. 5
There are two primary differences between case-based reasoning and a simpler
dictionary of problems and their solutions. First, a case-based reasoning system goes
beyond retrieving the solution to a problem that is an exact match to the current
problem, and can modify a retrieved solution to fit a problem that is similar to, but not
exactly the same as, a previously known problem. Second, a case-based reasoning
system automatically learns and remembers new cases. As it modifies old solutions to fit
new problems, it stores the new problem and newly created solution as a new case.
'The database in which maintenance technicians store problem reports, SAMM, would be
a logical starting point for creating a case repository. However, it often does not contain
'Case-Based Reasoning: A Research Paradigm," Stephen Slade, AI Magazine. 1991, p. 45 -- 46
Page 29
descriptions of the problem, just of the solution. Furthermore, there are no indices into
the "cases" in SAMM. Problems for which maintenance technicians are not called would
have to be added on their own. And along with collecting and representing the case
knowledge, the decision procedure would have to be written.
3.1.3. Decision trees
A decision tree is similar to a troubleshooting flowchart. Knowledge is represented as a
test or question, followed by paths to follow for each possible result or answer. On each
path is another test or question, followed by its paths. This knowledge can be made
visible to the user in a graphical format, with tests as the nodes and possible answers
labeling the edges. Or the tree representation can be stored internally on a computer, and
never presented visually. In either case, the decision procedure is to ask the question
(perform the test) at the top of the tree, compare the result to the labels on each of the
paths leaving the top node, follow the path that matches the user's answer, ask the
question at the next node on the path, etc. The leaf nodes of the tree would correspond to
root problems, each with a recommended solution. When the decision procedure reached
the end of a path, it would advise the user to perform the fix indicated in the last node on
that path.
To create a decision tree for a particular diagnostic problem, the problem must fit the
decision tree structure. To be more specific, there have to be tests that can consistently
discriminate between paths to follow and narrow down the set of possible root causes.
Most often this means that there is some hierarchical structure to the potential problems.
A common example would be diagnosing a system with subsystems, say a car. Is there
any test that would help you determine whether the fault lies in the electrical system, vs.
the fuel system, vs. the exhaust system, etc.? In most complex problems -- for example,
medical diagnosis -- there are so many exceptions or problems in one system that can
mimic problems in another system, that this simple decision tree paradigm breaks down.
Page 30
3.1.4. Bayesian updating
Bayes theorem provides a mechanism for inferring causes from the effects that are
observed. To do so, it uses probabilities as its underlying knowledge representation. The
following are required:
*
The a priori probability of each effect occurring given that each cause is
present.
·
The a priori probability that each cause is present.
·
The a priori probability that each effect is present.
Bayes theorem, a formula for computing the probability of each of the causes once a
value for each of the effects is known, provides the decision procedure. With slight
additional work, the decision procedure can be amended to calculate the value of
knowing about each remaining effect, compare that to the cost of obtaining a value, and
optimize the amount of information that is requested. Once one cause is assigned a
sufficiently high probability, it is presented as the most likely to have occurred.
One overriding shortcoming of using this technique for troubleshooting is the amount of
data that must be provided. If there are N possible root causes and M possible effects
(observed problems), then O(M*N) probabilities must be collected. The simple formula
only applies if all of the effects (observed problems) are statistically independent of one
another. If this is not the case, even more probabilities must be collected.
3.2. Representations of cause and effect
In contrast with the AI representations presented in the previous section, the cause and
effect representations of troubleshooting knowledge described here do not incorporate a
Page 31
decision procedure. Rather.
ne user is expected to provide this procedure by
investigating the causes and effects in an order that makes sense for the problem at hand.
In one sense the knowledge representation for all of the options presented below is the
same: connections between effects, their causes, their causes' causes, and so on. But
given this underlying, conceptual representa.ion, there remains a choice of how to
present the cause and effect network to the user. It is the user's view of that
representation that is considered in this section. Three alternatives are considered below.
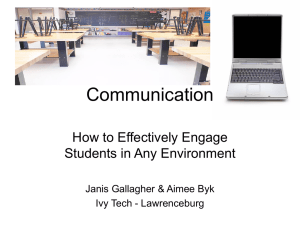
3.2.1. Graphical
The original formulation of the troubleshooting tree concept was as a graphical display
of information similar to that created for a fishbone diagram or by using the "ask why 5
times" technique. As the causes and effects were collected, flowcharting or graphing
software could be used to display the causal connections in a format similar to a family
tree. (See Figure 4.)
Ink under tape
Poor encapsulant
coy
Encap
bead shifted
Wet pens
Pen body
cwaged
e
alant
bead
too wide
/m4 \
Needle too
large
Drysta problem
Low
viscosity
I
Figure 4: A troubleshooting tree displayed as a graph
Page 32
Troubleshooting trees would be plotted on large sheets of paper and hung near the
production line.
This concept quickly became unwieldy as the number of nodes in a troubleshooting tree
grew too large. Furthermore, it did not provide a good way to reuse lower portions of a
tree that were common to several problems. No additional information was provided on
how to tell which path to follow through a tree. And solutions would have to be listed
separately, indexed by root cause, if they were not immediately obvious by identifying
the root cause.
3.2.2. A database with a forms interface
Problems and their causes could be stored in a database. Every cause would also be a
problem, with its own set of causes. If there were no causes for a problem, it represented
a root cause, and should have a solution. When a problem was noticed on the line, the
user would select the current problem from a list, and its causes would in turn be
retrieved and displayed. This would continue until, instead of a list of causes, a solution
would be retrieved.
In addition to storing a list of causes or a solution with each problem, "clues" could also
be stored. A clue would provide information to help determine whether this particular
problem was likely to have occurred. In some cases, a clue might pose a question which
would rule in (or out) a particular path of inquiry. For example, droplets of ink on the
orifice plate are more likely to have been caused by water on the orifice plate if they
occur in a certain position. In cases where no test exists, broad estimates of the
probability of a cause occurring might be included. Thus, the user could consult the
clues to hone in on the most likely cause to pursue.
Interfaces would be provided to the database both to search (find the root cause of a
problem) and to add new information. New information could take the form of newly
Page 33
discovered causes of a problem, better clues, or even a tree for a completely ilew
problem.
3.2.3. Hypertext
Hypertext i similar to the database representation presented above, except that more of
it comes in an off-the-shelf package. The structure of the underlying information is
hidden from the person creating the application. Additionally, functions are provided for
easily building a specific type of interface to the structured data.
Hypertext uses cascading menus or "hot" areas of text and graphics to link areas on one
screen with other screens. When a user clicks the mouse on a "hot" area, a screen
associated with that area is brought up and displayed. The hypertext system itself
manages the mouse and screen interactions; the programmer merely enters the text or
graphics, indicates which areas are "hot," and establishes the connection between a "hot"
area and its subsequent screen.
A hypertext implementation of troubleshooting trees would look very similar to the
forms interface described in conjunction with a database. The user would be presented
with a list of problems, click on one, see a list of causes, click on one, see a list of its
causes, etc. Solutions would be the screens reached by clicking on root causes, and
would have no "hot" areas themselves. Clues could be provided by listing them along
with the causes, but not making them "hot."
3.3. The recommended representation
A hypertext format was chosen for a prototype of the troubleshooting trees for the M
production line. The hyperlink feature of Interleaf was selected as the implementation
vehicle. Reasons for this choice were:
Page 34
* Users of the troubleshooting trees are reasonably knowledgeable about the
problems that do occur and which causes are more likely. Thus, there was not
deemed to be a great need to have the system itself do all of the reasoning.
Therefore, the cause and effect representations were preferable to the AI
representations, since their implementation entailed significantly less effort.
*
There was no resource identified to take on the "knowledge engineer" role.
Since it was desired that users be able to extend the system, no representation
that required advanced training to extend was suitable.
*
Interleaf was recently adopted as the standard vehicle for communicating
production documents. All production workers will eventually be trained in
navigating through an on-line Interleaf document and using Interleaf
hypertext applications. Furthermore, the troubleshooting trees and the
maintenance manuals will be interlinked, with a troubleshooting tree often
referring to a picture in a maintenance manual to illustrate a problem. The
ability to store the shared information in one place and refer to it within the
maintenance manual and from the troubleshooting trees will facilitate the
creation and maintenance of the trees.
* The Interleaf product runs on Unix workstations, and can also be accessed
through a PC. There is already some operator familiarity
with PC
applications, and unix platforms leave room for choice in future production
lines.
* It is easy to build a prototype application quickly with a hypertext tool. The
"knowledge base" of problem causes can be built up incrementally, and
feedback can be gathered before, the system is complete.
Page 35
*
In the end-user environment, Interleaf provides support for adding "notes" to
any portion of the application. This feature is ideal for allowing end-users
(operators as well as engineers) to add comments indicating new causes, tests
that they found useful for determining which cause to follow, or other
matters. Before these notes were incorporated into the main body of the
application, they could still be viewed by other users.
Page 36
4. Selecting a Subset of the Line for
Which To Build a Troubleshooting
Tree
Troubleshooting tools are not needed for every problem that could occur on the
production line. Some problems can be solved up front, by redesigning a station to
eliminate a failure mode. Other problems are so common and their solution so obvious
(for example, part jams), that no tool is needed to help identify a remedy. Still other
problems will be unique, and so not included in existing troubleshooting procedures.
Add to this the idea of incremental development and the benefits of providing a tool to
be used before one is complete, and it becomes clear that the troubleshooting tool should
be usable before it has addressed all of the problems that could occur on the production
line.
Given that troubleshooting trees will not be built for the entire line, or at least will be
built incrementally, the question of where to start arises. This question is really asking
for a definition of a problem. For what kind of problems does it make sense to build
troubleshooting trees? For a start, troubleshooting trees should be built for events that
will give production operators a clear signal that there is a problem and that they should
begin investigating.
4.1. Possible "roots" for a troubleshooting tree
If troubleshooting trees will not be built for every problem that might occur on the
production line, what is the best type of problem for which to build these trees? What
category of production problem should serve as the roots of the troubleshooting trees?
Although the specific criteria used to select the best type of problem are presented in
detail later in this chapter, one criterion was used to generate the candidates and deserves
mention at this point. The first criterion is that the troubleshooting trees have to
Page 37
correspond to prcbiems that are observable on the line. The problem that is noticed
should point someone towards one tree. So the roots of the trees should be something
that people see and recognize, and for which they have a name.
In the sections that follow four proposals will be considered around which to build
troubleshooting tools. These four .reas include:
1. Failures identified at an inspection station
2. Defects found at an audit station
3. Problems with a specific machine or process
4. Messages displayed on a dataliner
The remainder of this section describes in detail each of these four types of problem.
The next section presents and justifies the criteria that will be used for selecting the best
among the alternatives. In the final section the alternatives are evaluated according to the
selection criteria, and the type of problem best suited for the troubleshooting tree format
is chosen.
4.1.1. Failures at an inspection station
There are over twenty inspection stations on the M production line. Most of these just
indicate pass/fail, although some have more detailed categories of failures. One complex
inspection station, the Automated Print Quality Tester (APQT), checks multiple
operations of each nozzle/resistor combination on the pen, and so can indicate different
types of failure for any of the nozzles. Certain inspection stations test electrical
functioning of the pen/flex circuit at different stages during the assembly process. This
type of test, too, can indicate different failure codes. Although the failure codes are
stored in a production database and used for after-the-fact analysis of problem trends,
.,.
Page 38
they do not by themselves indicate that there is a production problem. Rather, a problem
that bears further investigation is signaled when the inspection station notices an out of
control station. That is, SPC rules such as "seven in a row above the mean" are what is
really used to indicate a problem at an inspection station.
A pen that fails inspection does not itself mean there is a production problem. The
processes cannot be controlled finely enough to be expected to produce no bad pens. But
failure modes, in combination with inspection stations exceeding an SPC-set threshold
(e.g. more than 2 pens in a row had the flex attached to the pen crookedly) do indicate
problems, and could serve as the roots of troubleshooting trees. The line shuts itself
down when it counts too many of these inspection station failures, so operators would
certainly be aware of the problem and know to start investigating for causes. But how
often do inspection-related failures shut down the line? More often, at least from the
historical data for the K line, the lines do not seem to shut down for these problems.
Instead, when aggregate production data is compiled, Pareto charts indicate a clear
quality problem after the fact.
4.1.2. Defects at an audit station
The M production line will have an audit station at the end of each of its three major
assemblies. There is also an Finished Goods (FGS) audit station, which will receive
completed, packaged pens hours after they have been built. For in-process audit on the
M line, a continuous audit process will be used. Every nth pen will automatically be
shuttled off the line and into an audit station, where it can be analyzed. With the
continuous audit process, the sampling rate will depend on the number of defective pens
found in recent sampling periods. Thus, as more pens are found to be defective, more
will be removed from the line to be inspected. Eventually, the queue into the audit
station will fill up, blocking the rest of the line and causing it to stop. So the audit
process itself can shut down the line.
Page 39
At the audit station, an operator examines individual pens. This can involve visually
inspecting the pen, characterizing it in terms of certain non-functional features such as
weight, dissecting the pen and characterizing the destructive forces necessary to break
the bonds, and performing a functional test and assessing the print quality. Defect codes
are assigned for measurements out of spec and other cosmetic or functional failures.
The FGS audit is so far removed in time from production that any defects identified
there could result in hours of inventory that had to be discarded. But a primary purpose
of continuous audit is to provide early feedback on the production processes. Thus, the
auditors themselves are required to do some detective work when they identify a defect,
tracing the problem back to its root cause and notifying the appropriate process
operators. Troubleshooting trees built around defects found at the audit stations would
support this analysis. Speeding up the identification of the root causes of defects would
result in both fewer defective pens (because fewer pens would be produced in a shorter
time) and higher line uptime (since, with the continuous audit process, more defects
leads to more pens removed to be audited, which would eventually create a queue long
enough to block and stop the rest of the line).
4.1.3. Processes
Most problems can be traced to a specific process or station on the line. If, for example,
the encapsulant is found to be off target, one would suspect the encapsulant dispense
machine. Additionally, the manufacturing development engineers who design the
tooling for a line have been encouraged to perform potential problem analyses for their
stations. The potential problem analysis considers ways that the tool could malfunction,
and identifies the effects that would result from each malfunction. The failure and effect
information taken from these analyses could be used for troubleshooting. But could
troubleshooting trees be organized with processes as their roots?
Page 40
One could certainly create a troubleshooting tree for problems related to a specific
process, for example that of filling a pen with ink. But having a separate tree for each
process leaves to the user the task of determining which process is at fault and, therefore,
which tree to consult. A tree built around a process would be similar to the lower
branches of a tree built around a fault.
4.1.4. Dataliner messages
A dataliner is a rectangular matrix of lights that is used to spell out brief messages about
the status of the production line. The line controller, a computer, governs which
messages are displayed and causes them to be posted on the dataliner. Each of the three
assemblies has its own dataliner which displays messages unique to that assembly. Most
of the hundreds of dataliner messages represent problems that are occurring on the line.
These messages themselves could well serve as the roots of troubleshooting trees, with
the tree providing the possible faults that could lead to the message.
4.2. Criteria for selection
This section presents a description of the ideal problem for which to build a
troubleshooting tree. The characteristics of the ideal problem will then become the
criteria for choosing among the four candidates identified above.
First, there should be a name that is used to refer to the problem and some means used to
alert people that the problem has occurred. If there were no name, then when people
looked to the troubleshooting trees for help finding the root cause of the problem, they
would not know with which tree to start. They would have difficulty just finding the
applicable tree for their problem, not to mention traversing the tree's causes and locating
the problem's root cause and solution.
Page 41
Second, the problem should take a while to solve today. Additionally, a significant
portion of the time to solve the problem should be spent on detective work; tracking
down the real root cause. The rest of the time will be spent implementing the solution. It
will take a while for the user to traverse the troubleshooting tree and find the root cause
of a problem, and if using the tool does not reduce the time it takes, few people will use
the troubleshooting trees.
Third, there must be people or other sources of information that can identify the majority
of the possible root causes of the problem. If these people did not exist, there would not
be a way to get the information to place in the tree. The cause and effect information
must come from somewhere.
Fourth, most potential users of the troubleshooting trees should not already be able to
identify the root causes of the problem. If most people already knew the causes, a
troubleshooting tree might serve to jog their memories for causes which they have
forgotten, but it would not give them much new information and so would be of little
value.
Finally, if several problems meet the first four criteria, the problem that occurs most
often should be chosen. Something that accounts for a large amount of downtime or
yield loss would have higher leverage and make the best initial display of the concept of
troubleshooting trees.
4.3. Comparison of the alternatives
This section evaluates the four candidate roots for troubleshooting trees using the
evaluation criteria set forth in the previous section. Where possible, data from the K and
T lines are used to justify eliminating or recommending one of the alternatives.
Page 42
4.3.1. Failures at an inspection station
It is difficult to evaluate the applicability of troubleshooting trees to the abstract idea of
inspection station failures. The different inspection stations catch quite different product
failures. Instead of evaluating the appropriateness of inspection failures in general,
specific candidate inspection stations were generated. Engineers designing the M line
were asked to name problems likely to occur on the line that would have many possible
causes and require a long time to track down the root cause. Four inspection stations
were mentioned. These were:
*
APQT, an Automated Print (or Pen) Quality Tester: The APQT machine on
the M line will detect over a hundred failure modes, which represent about 15
different failures, some of which can occur for any nozzle on the pen.
Examples of failure modes are "(nozzle) not present," "edge rough" or
"deprime" for each of three colors.
*
Weld problems, detected by the leak testers: The leak testers will find
problems primarily with the plastic materials or with the welding process.
Welding is a particularly difficult process, and was thought to offer good
opportunities for troubleshooting tools. The output of the leak tester is ml of
air per chamber of the pen. This really gives rise to only one tree -- for leaky
pen bodies.
*
Head alignment: This inspection station checks the orientation of the tab with
respect to the pen body. The output of the inspection station is likely to be
"Target out of spec" or "Vision system problem," although the output has not
been formally defined yet.
Page 43
E-test (electrical test): Thi:c are several E-tests during final assembly, and
another one in the bonding process that occurs prior to final assembly. The Etest considered here occurs at the end of assembly 1, and thus can detect
electrical failures that have been introduced during the tab attach processes.
There will be around fifty different E-test failure codes for pens -- open,
short, leakage, high and low resistance -- each of which can specify the
primitive that is failing. A troubleshooting tree would be built for each of
these five classes of E-test failure.
Each of the four candidate inspection stations is evaluated separately.
The APQT station does produce named problems: its failure modes. Problems found at
the APQT station take time to solve. But it is not clear whether there are people who can
identify the causes of APQT problems. One engineer who had tried to track down the
root causes of APQT problems for an older pen product, S, believes that many of the
failures are "TU mysteries" related to interactions between the ink and the thin film of
the print head.6 Few people know the causes of APQT failures, so troubleshooting trees
for these problems would certainly be useful. APQT failure modes would be good roots
for troubleshooting trees in terms of usefulness, but it is not clear that the knowledge
exists to put into the trees.
There is currently no mechanism planned for signaling a leak test problem other than
direct observation of rejects at the leak testers by the operators. Pens that leak will be
offloaded, but no alarms will go off if too many pens fail. In addition, there is already a
means for solving leak problems which involves correlating leaky pens to both welder
6
Interview with Tim Hubley, 8/3/93.
Page 44
and tester.7 Troubleshooting trees do not fit leak test problems, since there is already a
simpler means for tracking down the root cause.
Head alignment initially appeared to be a good area for building troubleshooting trees.
Yield loss due to misaligned heads on the T lines is significant., and tolerances on the M
line will be twice as tight as on the T line. At first glance this indicates the possibility of
a high payback for improving head alignment. The dominant fix for alignment problems
is to adjust the initial placement offset, and the most common problem is a shift during
curing. In addition, the placement and cure processes are still being changed, and so the
same solutions, to an alignment problem will not be available to the operators once the
line is up and running as are available to the engineers today. Operators and technicians
can only adjust the initial displacement or perhaps fix staker shoes. A troubleshooting
tree would not be able to recommend many different solutions. The need is more for
some sort of feedback control from the alignment tester to the placement machine.8
Troubleshooting trees are not appropriate for head alignment problems, since there is
one overriding solution.
E-test assigns failure codes to rejected pens, but signals an error (and stops the line) only
when more than three pens in a row fail. Since parts passed an E-test earlier in assembly
1, failures identified at the station under consideration would most likely be due to one
of the four intervening processes damaging the flex or the orifice plate. The engineers
designing these four stations could probably identify most of the ways in which E-test
failures might be introduced. Finally, although E-test rejects accounted for a significant
percentage of the pens started on the T lines, failures on the M line are expected to
account for a much smaller percentage, due to an E-test earlier in the process which
7
Interview with Jim Clark, 8/19/93
8
Interviews with Melina McCarty on 8/18/93 and Craig Olbrich on 8/23/93
Page 45
should catch many of the problems before they progress. Therefore, failures significant
enough to be noticed (more than three in a row) are expected to be quite rare.9 E-test
failures are considered to be inappropriate roots of troubleshooting trees, since failures
will likely be rare enough and be solved quickly enough that troubleshooting tools will
not be needed.
4.3.2. Defects at an audit station
The End-Of-Line (EOL) audit station was investigated as a possible producer of
problems for which to build troubleshooting trees. The defects found in each hour are
graphed on a control chart, and a problem is indicated when the latest point exceeds a
control limit. The audit checklist includes 11 cosmetic defects, 17 visual defects, 14
functional defects, 7 print test functional defects, and 5 print quality defects. The
knowledge does exist within the organization of causes of these defects, as evidenced by
written procedures for the EOL auditors on the K line documenting possible causes of
the defects. Additional causes were mentioned in the Failure Mode and Effects Analyses
(FMEAs) done by the manufacturing development engineers, so it is likely that
interviews would elicit many more potential causes. Some problems take a long time to
solve, as indicated by the continuation of a large number of defects in the Functional
Defect Report from week to week. The operators already know some of the causes, since
they are listed in their work specification. But the specification says to call engineers and
technicians at certain points, so these points would be good places to create
troubleshooting trees and solve the problems closer to the line.
9
Interview with Ted Barnes, 8/18/93
Page 46
4.3.3. Processes
Although most problems can eventually be traced to a process problem, processes are
not themselves good roots for troubleshooting trees. The problems should be indexed in
some other manner, and may lead eventually to processes as causes. There is no clear
signal that a particular process problem exists. Finding the right troubleshooting tree to
help solve a problem would itself be a challenge.
4.3.4. Dataliner messages
Dataliner messages for the M line have not been defined yet, but many of them can be
predicted. Once they are defined, there will be hundreds of messages. For the most part,
they will bring the faults that the line controller (a PLC) notices to the attention of the
operators. Messages will be for things such as "Part jam station 21" or "Low materials
station 1" or "Exit track full." While the causes of these situations might not be known
(Why did the part jam?), the solutions are usually quite straightforward. (Remove the
jammed part!) And getting at the solution is the real purpose of the troubleshooting tree.
Data exists for the T line on which PLC fault conditions (analogous to dataliner
messages) occurred during a given time period, the number of occurrences, and the
cumulative downtime due to each fault. Four months worth of data on two of the T
production lines was searched for faults in which the MTTR (mean time to recovery; the
cumulative downtime divided by the number of occurrences) was greater than ten
minutes. These faults are presented in Table 1.
Page 47
Fault
Sta 16 cross shuttle jam
Operator process stop
Upper guards bypassed
Sta 11screen not in place
Sta 37 anvil not down
Sta 14 flex align h/w error
Sta 1 rotator jam
Sta 20 prime separator vac
Sta 31 turnover placement
MTTR
30.9
24.9
16.2
35.0
11.7
23.4
15.0
99.0
17.3
Fault
Exit track full
Purge cycle completed
Sta 1 pen body not in place
Sta 8 pick & place o/l
Sta 42 anvil not down
Sta 4 struct vision h/w error
Sta 14 preload separator vac
Sta 27 gripper 4 overload
Sta 34 temp out of range
MTTR
13.6
127.2
948.0
19.8
19.0
19.8
22.0
18.0
16.3
Table 1: PLC faults with MTTR greater than 10 minutes
Two caveats must be included with Table 1. First, in the raw data from which this table
was extracted, faults are listed with non-zero durations and zero occurrences, which is
clearly nonsense and makes the data suspect. Second, several of the faults with overall
MTTR greater than ten minutes were dominated by only one occurrence of the fault.
The caveats notwithstanding, one can conclude that dataliner messages are not
appropriate problems to serve as the roots of troubleshooting trees. First, the MTTR in
most cases is rather short. Most problems can be resolved within 20 minutes. Second,
some faults for which the MITR is large do not really indicate what the problem is.
When the dataliner flashes "Operator process stop" or "Upper guards bypassed" or "Exit
track full," the messages give almost no clue as to why the line is stopped. Yes, an
operator may have opened the guards around a machine, but that was probably in the
process of solving an existing problem. Third, some of the faults with high MTTRs are
so specific that their cause would probably not be found by troubleshooting trees. A
fault such as the temperature being out of range or a hardware error with a vision
inspection system would most likely be the lowest level in a troubleshooting tree.
Page 48
4.4. The chosen problem
On the basis of the analysis presented above, the EOL audit station was chosen as the
best place for which to build troubleshooting trees. The purpose of the audit station is to
provide quick feedback to the process on its performance. This makes it a natural
position at which problems will be investigated. EOL auditors in particular are charged
with tracking down root causes of defects. For these reasons, end of line audit was
selected as the area for which to build troubleshooting trees.
A troubleshooting tree will be built for each of the defects identified in the EOL
checklist. The problems of "ink under tape" and "cheek flex lift" were chosen as the
roots of the first trees. Lifting flex on the cheek of the pen has been a consistent problem
on the K line, usually accounting for the largest number of defects. Ink under tape, while
a frequent problem, was chosen more because it was thought to be a complex problem,
whose causes would also be causes of other problems, and so building a tree for it would
test the limits of the troubleshooting tree concept and simplify the task of building the
next few trees.
Page 49
5.
Collecting
Information
Problem
Solving
This section presents a procedure for gathering the information that is needed to create a
troubleshooting
tree. First it lists the information
that is needed to create a
troubleshooting tree. Then it describes FMEAs, an analysis procedure that engineers
c lrrently follow, and considers whether the FMEAs can provide the necessary
information. Finally it presents a procedure for collecting the information.
5.1.
The
information
required
to
create
a
troubleshooting tree
In order to create a tool to assist in finding and solving the root causes of production
problems, information of the following sort is necessary:
* Connections between problem causes and their effects are needed. Ideally,
this connection should be between a cause and its immediate effect, not the
end effect. This link to immediate effect, then from that effect to its
subsequent effect, and so on, will provide for a tree structure to the possible
cause information. This tree structure will both enable information to be
reused when multiple effects could have the same cause, as well as make for
much easier searching through the possible causes.
*
Effects should relate to what is observable in production. People will have to
notice problems. And once they notice them, if they are to use the
troubleshooting trees, the problem that they notice should provide an entry
point into the trees. Effects that are visible after production is finished, while
important effects, are less useful for troubleshooting purposes.
Page 50
* The terms used should be consistent, both so that they can be linked, and so
that a user can identify a problem in common terms and thus begin searching
for its causes.
*
The majority of causes for a given problem should be included. If a
troubleshooting tree includes 80% of the causes for each problem it covers, it
is likely to be useful to people trying to track down root causes. If, however,
it only covers 20% of the causes, the usefulness of the tool is questionable. It
is not clear exactly where the line between "enough" and "not enough" falls,
but once the coverage passes the boundary, it may be that the trees are useful
enough that they will be self-perpetuating. If people find them to be valuable,
they will be more likely to add new causes that they encounter to the trees.
* Root causes should have solutions attached to them.
*
"Clues" as to when a cause is applicable would be helpful. Each cause should
have an indication of when it is likely to be the correct cause. Perhaps default
probabilities from a Pareto chart would be a start towards this, but something
to look for that would either rule out this cause or indicate that it is a very
likely suspect would be ideal.
5.2. FMEAs as a source of troubleshooting information
This project initially looked at using FMEAs as a source of information because the
FMEAs were already being created for another purpose, and so the troubleshooting
information came for free. In the following sections, FMEAs are described, and how
they were intended to be used to create troubleshooting trees is explained. Then their
appropriateness as a source of troubleshooting information is evaluated. For more
information on FMEAs, please see the reference included in the bibliography.
Page 51
5.2.1. Description of FMEA
The creation of an FMEA begins by identifying the function that a process is intended to
perform. Once the function has been identified, the ways the process can fail to perform
the function -- called failure modes or potential problems -- are listed. Assume, for
example, an ink fill process whose function is to fill a pen with ink. (See Figure 5.)
Possible failures would be not putting enough ink in the pen, filling the pen too full,
getting ink on the outside of the pen, etc. For each failure mode, possible causes and
customer-visible effects are identified. Each failure is then ranked according to its
frequency of occurrence (O), difficulty of detection (D), and severity (S). For failures
with high aggregate priority (RPN, the product of O, D, and S), either the design is
changed to eliminate the problem, or control actions are recommended. These are
actions to reduce the likelihood of the failure, not to correct the failure if it should occur.
The entire table of potential failures is reviewed with a group including engineers
working on other processes.
Function: Fill the pen with ink.
Failure
Cause
Effect
O D S
RPN Recommended
Action
Insufficient Clogged filter,
ink in pen Low ink in
reservoir,
Clogged needle
Short pen life,
Low pen weight
2
4
5
40
Weigh pen after
filling,
Use special
needles
Figure 5: Portion of FMEA for ink fill process
The FMEA could be turned into a troubleshooting tree, as illustrated in Figure 6. Effects
are linked to causes by failures. The leaf nodes at the bottom of the tree represent root
causes, each of which should have a solution associated with it. If more failures had
Page 52
been identified there might be multipile paths to the same root cause, as illustrated with
"Clogged needle," or paths from one effect to different root causes, as illustrated with
"Short pen life." If FMEAs were done for all of the other processes involved, the tree
would be deeper, since causes of a failure in one process may be effects of failures at
upstream processes. This is illustrated by "Low pen weight."
Low p
Short
eight
Insufficient ink in pen
Clogg
f.lter
w
Coi
needle
Low ink n reservoir
Figure 6: Fragment of a troubleshooting tree
5.2.2. Appropriateness of FMEA
While FMEAs contain a good deal of information that may be useful for diagnosing
problems on the production line, they are not suited to being the primary information
gathering medium for creating troubleshooting trees. Reasons that FMEAs are
inappropriate include:
Individual FMEAs have broad. sparse coverage. The ultimate effects of the
failures identified in an FMEA are likely to be scattered across the problems
that a user would observe. This is illustrated in Figure 7. Each tree represents
the potential causes of a different defect. The bold lines indicate the subset of
all possible causes that are due to one process, and so would have been
identified in the FMEA for that process. The light lines represent the other
possible causes, due to other processes. Consider someone who is using an
Page 53
early version of the troubleshooting trees. FMEAs have not been done for all
processes, so only some of the paths through the trees (potential causes of
problems) have been encoded. No matter what problem the user is
investigating, only a few possible causes have been identified. The user will
probably not find the troubleshooting trees very helpful and soon stop
consulting them.
Figure 7: Portions of troubleshooting trees identified by a single FMEA
FMEAs assume that incoming materials are good. This leads to their
capturing only single failures. Any failures that require two things to go
wrong, or that compound previous; failures, would not be identified by the
standard FMEA creation process. This means that often only pieces of the
cause and effect links are captured in an FMEA. The fact that a high
encapsulant bead could lead to taping problems, for instance, was included in
the encapsulant FMEA. But the taping FMEA did not continue with that line
of reasoning and indicate what particular kind of taping problems would
occur or what the effect of those problems would be. To gather the additional
information to create trees, as opposed to uncompleted branches, requires
further discussion with the engineers who prepared the FMEAs.
Page 54
Another consequence of assuming that materials are good is that defective
materials are not included in the troubleshooting trees. Through interviews
with maintenance technicians on the K and T lines, it was learned that
material problems account for more than half of the problems on the lines.
* FMEAs do not identify solutions. An FMEA has a column for
"Recommended Actions" for each failure. However, that column indicates
actions to prevent the occurrence of the failure, not to correct the failure if it
should occur.
*
FMEAs identify ultimate effects. FMEAs were constructed for the purpose of
identifying potential problems so that actions could be taken to reduce the
likelihood of their occurrence. Creating troubleshooting trees is a possible
secondary use for the information -- it is preferable to avoid a problem than
to provide tools for solving it when it occurs. This primary purpose dictates
the type of information that is presented in the FMEA. In particular, the
things that FMEAs call "effects" are often ultimate effects, not intermediate
effects. Identifying ultimate effects makes it easier to assess the severity of
the failure mode, but does not provide the causal connections for creating
troubleshooting trees.
* FMEAs do not provide clues to which failure occurred.
Many of these shortcomings could be overcome with changes or additions to the FMEA
process. But the first reason against using FMEAs -- that they provide sparse coverage
of the causes behind any given problem -- is fundamental to the idea of analyzing the
failure modes of a process. For that reason primarily the conclusion was reached that
FMEAs are not suitable sources of information for creating troubleshooting trees.
Page 55
5.3. A procedure for collecting troubleshooting
information
In this section an attempt is made to present a procedure for collecting the information
necessary to build a troubleshooting tree. The procedure that was followed for this
research is described first, then recommendations are offered for improving it.
In addition to storing the cause and effect information necessary to build a
troubleshooting tree, the ideal information gathering process would:
* Be impervious to changes in wording. For example, if "taping problems" is a
cause of one problem, and "poor taping" is an effect of another, there should
be a way to get beyond the syntactic differences and recognize that these two
phrases represent the same thing.
*
Keep the levels of information consistent. That is, it should ensure that for
each problem, it's effects are somehow "one step away." It is desired that a
prolblem will trace back to an upstream cause, which traces back to an
upstream cause, which eventually traces to a root cause. Simply listing all
root causes for each high-level problem will create a list structure, rather than
a tree structure. The tree is more easily searched.
* It would be nice if the mechanism used for collecting the information could
also be used to demonstrate the idea of a troubleshooting
tree before the tree
is fully constructed. One should be able to explain to another person how the
application would work, then trace through the causes for one of the
problems for which information has already been collected. This does not
mean that the procedure has to be automated, or that is must have an
interface resembling that of the final application.
Page 56
The procedure that was followed for this research project is described in the steps below.
Step 1. Become familiar with the line, its stations, the product, and the terminology.
Step 2. Select a problem for which to build the first tree. Speak with those familiar with
the problem, asking questions to understand what that problem means and some general
things likely to have caused it. The idea of this step is to become familiar enough with
the problem that it would be recognizable even if it were worded differently.
Step 3. Review all of the potential problem analyses that have been done. Gain some
familiarity with the kinds of problems that have already been documented and their
effects. If any of the potential problem analyses mention the problem for which the tree
is being built, record the causes and any other information that is provided.
Step 4. Select individuals to interview to gain more information about the problem.
Process engineers should be interviewed for a line that is already in production, and
manufacturing development engineers for a line that is in development. Auditors
(PMOs) and product engineers can suggest causes of defects found in audit. Technicians
also should be included.
Step 5: Conduct the first round of interviews. Use a form such as the one in Figure 8 to
record the problem cause information. Begin by filling in the name of the root problem,
for example, "ink under tape," in the symptom column. Ask the interview subject,
"When ink under tape occurs, do you know what to do to fix it, or does the solution
depend on why there is ink under the tape?" If the answer is that there is a solution, ask
what it is and enter it in the "solution" column of the row with ink under tape in the
"symptom" column. If the answer is that the solution depends on the reason why there
was ink under the tape, ask what things could have been the immediate cause of ink
Page 57
under tape. l °0 For each reply, make a copy of the original row wiitl 'ink under tape" in
the "symptom" column and fill in each of the reasons on a separate row under the
"possible cause" column. In either case, whether there is a solution or there are causes,
check off K, M, or T depending on which line(s) the cause might apply to, and enter the
name of the person who provided this cause under "source."
Solution
How to tell
Possible Cause
Symptom
M T
K
I
I
I
I
[Source
I
I=
I
Figure 8: Troubleshooting tree data form
Suppose the interview subject said there were three possible reasons for ink under tape:
poor encapsulant coverage, a wet pen, or a damaged pen body. The form would now
resemble that in Figure 9.
How to tell
Possible Cause
Symptom
Solution
ISource
K
M T
ink under tape
poor encapsulant
cmb
x
x
ink under tape
ink under tape
wet pens
pen body damaged
cmb
cmb
x
x
x
_ coverage
__
-~
I
~~~~=
~~~~~~~~~~
x
I__
Figure 9: Initial entries in a troubleshooting data form
Now take each possible cause and examine the form to see whether it is already listed
somewhere in the "symptom" column. If it is not, write the cause on a new line under the
10 It may take the subject a while to grasp what is meant by "immediate" cause. The idc.ahere is to get at
the closest previous thing that would have led to the proble.. Thus "Someone at the ink supplier's
plant had a cold the day this batch of ink was made" is got an immediate cause, but "Ink
contaminated" might be.
Page 58
"symptom" column. The form would now look like Figure 10. For the new symptoms,
go back and ask the subject the question "Does it have a solution, or does it depend on
why," and continue generating causes of the causes. The first portion of the data is
complete when every possible cause is listed on its own line as a symptom, and every
line has either a possible cause or a solution filled in. However, the data does not have to
be complete to be useful.
Symptom
ink under tape
ink under tape
ink under tape
poor encapsulant
coverage
wet pen
pen body damaged
[Possible Cause
How to tell
Solution
poor encapsulant
coverage
wet pen
pen body damaged
Source
K
M T
cmb
x
x
x
cmb
cmb
x
x
x
x
_
Figure 10: Continuing the troubleshooting data form
The second step of the information gathering will involve filling in the "how to tell"
column. For this research, the author found it preferable to interview many different
subjects first, gathering possible causes and solutions where available, and then going
back to fill in the "how to tell" column. Each new interview subject was asked for
possible causes or solutions for all of the symptoms on the list, so that the causes that
earlier people had offered were reviewed with each new subject. In this way, new causes
for the root problem, ink under tape, could be added while the chains of reasoning that
other subjects had begun were filled out. Especially in talking to the manufacturing
development engineers, it turned out that each person was a specialist in a few areas, and
so could usually fill in one branch of the causal tree completely (such as reasons for a
pen being wet), but could give much less information on other branches of the tree.
However, when they looked at the causes that others had suggested, they could often add
Page 59
a new cause for a few of the dez,; symptoms, things that someone with their expertise
would know but no one else would have thought of.
Step 6. Save several hours between interviews to reorganize the data. It may be helpful
to alphabetize the symptoms daily as the data is growing. The data for ink under tape
was created as a table in Excel, which provides a function to sort rows alphabetically.
This was helpful when deciding whether a cause was new, and so should be added as a
new symptom, or whether it had been mentioned before and already existed in the list.
But even alphabetizing got only part of the way toward answering that question. The
real difficulty, and one that was encountered frequently, was to tell if a cause already
existed when two people phrased it differently. For instance, should acronyms like "OP"
or full words like "orifice plate" be used? Questions like this emphasize the importance
of becoming familiar with the terminology before starting to collect the information. In
some cases the sources had to be consulted again to determine whether one of their
phrases and the phrase another source had suggested meant the same thing.
Step 7. Gather discriminating information, filling in the "how to tell" column in the
form. This may be easier than collecing the causes, but it may also occasionally require
restructuring parts of the causal trees. Return to each of the interview subjects, showing
them the list, and pointing out cases where there were multiple causes for one symptom.
For each such case, ask how they would tell which of the causes had occurred. For some
cases a subject might answer. "Well, if this is the problem, then there will be a dark blot
in the center. You can see it under a microscope." In other cases they might only be able
to say, "I do not know how to tell, but I do know that this cause is much more likely than
those other ones." Both kinds of information are useful and should be recorded in the
"how to tell" column corresponding to the possible cause. That is, the "how to tell" entry
is how to tell if the "possible cause" has occurred, not how to tell if the symptom has
occurred.
Page 60
Figure 11 contains a fragment of the troubleshooting information that was collected for
this project. The data should provide a sense of the level of detail of the information that
was collected. It also contains some examples of the wording difficulty alluded to above.
Symptom
encapsulant
dispense machine
miscalibrated
misplaced
encapsulant bead
misplaced
encapsulant bead
J
Possible Cause
bad incoming materials:
THA has bent or lifted
beams
bubbles in encapsulant
misplaced
encapsulant bead
contaminants in
encapsulant
misplaced
encapsulant bead
encapsulant dispense
machine miscalibrated
tape application
force too low
pneumatic crosstalk
tape application
force too low
tape applicator
misaligned with respect
to pen
tape applicator pressure
cylinder seals damaged
tape application
force too low
How to tell
[Solution
ISource
recalibrate
pr
change to
new THAs
pr's
FMEA
examine under
microscope -compare to picture
examine under
microscope -compare to picture
encapsulant bead is
the right size, but in
the wrong place
other pressure
regulators adjusted
recently
tape consistently
adheres well on one
side of the pen
place pen with a
load cell in fixture
to measure force on
pen. if pen sees
different force than
K
M T
x
x
x
pr's
FMEA
X
x
x
pr's
FMEA
x
x
x
pr's
FMEA
x
x
x
tm
x
tm
x
tm
x
tm
x
tm
x
tm
x
tm
x
replace
cylinder
tm
x
reset
pressure to
spec
tm
x
gauge says...
tape application
force too low
tape applicator force
too high
tape applicator
misaligned with
respect to pen
tape applicator
misaligned with
respect to pen
tape applicator
pressure cylinder
seals damaged
tape applicator
pressure set too low
in cylinder
tape applicator pressure
set too low in cylinder
tape applicator pressure
too high
pen cocked in taper
fixture
check setting
tape applicator damaged
Figure 11: Troubleshooting tree data with clues
Page 61
x
For the purpoaes of this project, information was gathered via interviews. All but one of
the interviews were one-on-one, although interviews of a group might also have worked
well. Handing people forms after explaining the procedure was not thought to be
effective since much of the difficulty in collecting the data involved resolving wording
differences and ensuring the right level of detail. These things were best accomplished
by having a central person coordinating the data gathering.
It might have been better to collect the information in a database rather than in a
spreadsheet. Which method is preferable depends on the chosen representation for the
final troubleshooting tool.
One final suggestion for enhancing the data collection procedure would be to add a
column for keywords relating to the symptom. This might have made it easier to find out
if essentially the same cause was already entered, but just worded differently. A
wildcard search might serve the same purpose.
Page. 62
6. Results and Conclusions
This chapter presents the results of the research project. The current state of the project
within HP is described, and the costs and benefits of creating troubleshooting trees are
assessed. Based on the what has been learned from this research, recommendations for
follow-on work are offered. The thesis concludes with a restatement of the main points.
6.1. Follow-on work by others
The work described in this thesis has been continued by others within HP. In this section
the additional work is summarized. Where it differed from the recommendations
presented in this thesis, those differences are discussed and reasons for the differences
considered. Reactions of the users to the current implementation are presented.
6.2.1 Description of the tool
The work carried on by HP also represented information as cause and effect
connections, though the format chosen to present these troubleshooting trees to the user
was changed. Section 3.2.2 describes representing troubleshooting trees in a database
with a forms interface. That is the presentation that was chosen for the extended work
carried out by HP.
A prototype system for storing, viewing, and editing troubleshooting
trees was
implemented in Visual Basic on a PC. Users may choose to "pick" (run through),
"prune" (edit), or "plant" (create) a troubleshooting tree. The latter two functions are
password protected so that only authorized users may change the trees.
When the user chooses to pick a tree, a list of problems for which troubleshooting trees
are available is presented. The user selects a problem, and it is displayed as the start of
the tree in a window containing the path traversed through the tree so far. The causes of
Page 63
the problem are retrieved from a database and listed in a window of causes. The user
may pursue any of the causes by double-clicking, in which case the selected cause is
added to the path window, and its causes replace the previous contents of the causes
window. At any point while a cause is selected, the user may elect to investigate that
cause further before deciding whether or not to follow its path through the problem
hierarchy. Three types of investigation are possible. The user may request to see a photo
(a bitmap file) of how the problem would appcar, a list of auxiliary symptoms that often
occur in tandem with this cause, or the results of a query into the actual production
database. This last function executes a canned query against the production database to
determine things that may be relevant in ascertaining whether this cause has occurred.
Queries that are thought to be likely include such questions as "How many times has this
cause occurred in the past day?" or "When was this batch of raw materials last
changed?" These three means of investigation serve the same purpose as the "clues"
discussed earlier in this thesis.
6.2.2 Current users
A training course was held on the use of the troubleshooting tree software, which was
attended by a dozen people. An equal number of people have been trained informally.
Between five and ten troubleshooting trees are currently being built.
The two largest troubleshooting tree implementations are for the M line and another new
production line, "F." These efforts are being led by the manufacturing development
engineers. For both lines' implementations, the development of the trees proceeds in the
same way. Engineers, technicians, and operators meet to discuss a problem and identify
possible causes. The engineers take this information and encode it into troubleshooting
trees. The output of the troubleshooting trees (the tree structure represented as an
indented list) will be posted by the machines on the F line. Operators will consult these
lists to identify root causes and solutions to production problems they encounter. For
Page 64
more complex problems the operators will consult an on-line version of the
troubleshooting trees that will run on a PC by the line. The operator will traverse the
troubleshooting tree, as described above, making use of the clues that were not present
on the paper lists, to identify the root cause. Instead of describing a solution, the root
cause within the tree will direct the user to the page of a specification document that
describes the fix, which will also be available on-line. In this way the solution
information will not have to be duplicated.
For the M line there will be a troubleshooting tree for every out-of-control event, except
those for which there is only one root cause. Use of these troubleshooting trees will be
included in the process control training for workers on the line. The goal is that the
operators themselves should know how to return the process to control, and
troubleshooting trees will be one means of achieving this goal.
In addition to the M and F lines, there are also several individuals who are building
troubleshooting trees to serve as personal references. They are using the tool to organize
their own knowledge about specific product details such as ink corrosion problems. One
feature they find particularly useful is the ability to include scanned images within the
trees.
6.2.3 Software implementation difficulties
These early users have identified several difficulties in trying to build troubleshooting
trees. Some problems had to do with the software tool, whereas others were conceptual.
On the software side, they found the user interface for the tree-builder cumbersome to
use. A graphical interface, with trees represented by nodes and links, would have been
more intuitive than typing in each cause, and then its causes, and never seeing the whole
tree. Early users identified a few bugs in the software, which were fixed.
Page 65
The conceptual problems may bc more difficult to solve. An engineer who was
attempting to build a troubleshooting tree met with others to identify possible causes of a
particular problem. The result of the meeting was a list of causes, rather than a tree
structure. In addition, it was difficult to identify the clues that would help end-users
determine which path through the causes to follow. It is hoped that the information
gathering procedures included as section 5.3 of this thesis will provide assistance with
this situation.
An additional conceptual problem dealt with the level of information to include in the
tree. Tree-builders wanted to know where to start their trees. At what point should they
end the tree and give a root cause? These questions arose because there are as yet no
end-users for the troubleshooting trees, so the engineers are guessing at the level of
information that will be helpful. Two guidelines offered in this thesis address these
questions. First, start trees with observable, named problems. Second, end the tree when
the choice of solution is unambiguous.
One problem that was foreseen did not occur in practice. It was predicted that users
would encounter problems with wording, and create duplicate causes with slightly
different names, thus replicating structures rather than reusing them. "Taping problems"
and "poor taping" is one example of a wording problem that was encountered during this
work. In practice, wording difficulties were not mentioned as a problem. Two features
led to this. First, the troubleshooting tree software presented the tree-builder with a "pick
list" 11 from which to choose causes. All of the causes that had been entered previously
were presented as possible causes to be included for the branch of the tree currently
being built. Pick lists were found to be so useful that they helped to define the size of the
11 A pick list is a list of phrases that have already been used. The user either selects an item from the list,
or types a new one. Pick lists are commonly used to promote reuse of existing items and reduce
spelling mistakes.
Page 66
trees. Since long pick lists are unwieldy, for one implementation it was decided to build
more trees, thus leading to shorter pick lists. (A pick list included only those causes that
had been entered for the current tree.) The second reason that wording problems have
not occurred is that no sharing of branches among trees is yet occurring.
6.2.4 Management reactions
Management has been quite supportive of the troubleshooting tree effort. The underlying
concept of deeper and deeper causes of problems is both easy to understand and simple
to communicate. Furthermore, the viewing interface to the troubleshooting trees is
straightforward and intuitive to use, which was not the case with the interface for users
creating the trees.
Two possible administrative problems have been identified. First, who will support the
software for creating troubleshooting trees? Fortunately, the central Computer Integrated
Manufacturing group has volunteered to support the application if its use continues to
spread. Second, a need is seen for "data custodians." Who will do backups, maintain
data security, and insure that the information in the trees is correct? The data will be
"owned" by the maintenance technicians for each line. The system-level questions about
backups and security will depend on whether the current implementation is continued, or
whether a new implementation platform is pursued.
6.2 Cost/benefit analysis
The cost of a troubleshooting tree can be divided into fixed (non-recurring) costs and
variable costs. Fixed costs include nine months of engineering, which, at an estimated
$150,000/person-year comes to $112,500. Instead of estimating variable costs per tree,
since the same [set of] problem[s] could be represented as many trees or as a single one,
cost is estimated for building however many trees are necessary to represent potential
problems on a single module of a pen production line. It requires a conservative three
Page 67
;onths of an engineer's time to collect the cause and effect knowledge, encode it, and
enter the clues for one module of a production line. Add to this another month, total,
from the technicians, operators, and other engineers with whom the tree builder consults,
for a total of four months per module. Note that this investment certainly won't provide a
tree containing every possible cause of problems within the module, but it should cover
the 80% that are most likely to occur, which is sufficient to make the trees useful.
Additional causes would be added as they are encountered in production. Total variable
costs are therefore $37,500 for the tree builder's time plus $9,02812 for the others
consulted, or $46,528 per module of the production line.
The returns on a troubleshooting tree come from a number of sources. First, there are the
additional profits to be gained by increasing the uptime of a line producing a product for
which demand outstrips supply. Second, there are savings in labor from both solving
problems quicker and using less expensive workers to do so. Third, there is the
possibility of deferring capital expenditures due to the increased output of production
lines that have less downtime. Dollar values are estimated for the first two benefits,
while the third is left as an additional benefit to be considered but not quantified.
Increased line uptime leads directly to higher profits, since all goods produced can be
sold. If the profit on each pen is $10 and the throughput of a line is 1,000 pens/hour' 3 ,
then for each 1% that uptime is increased, profits would increase by
1%*(1,000 P"Cho.r)*
(24holday)* (365 dYear,)*($10/en) = $876,000 ,ear.If troubleshooting
trees could increase the uptime of a line from 90% to 95%, they would save $4.38
million annually.
12 Assuming engineers cost $150,000/year, technicians $100,000/year, and operators $75,000/year, one
mouth of time split equally among these three classes of workers costs 1/3 * ($150,000 + $100,000 +
$75,000) /12 or $9,028.
13 Not the real values
Page 68
The direct labor costs of solving a production problem are i*$i + f * $f where:
i is the time required to identify the cause of the problem;
$i is the cost of an hour of time from the resource that identifies the cause of the
problem;
f is the time required to fix the problem; and
$f is the cost of an hour of time from the resource that fixes the problem.
Troubleshooting trees reduce the first two variables. First, i, the time required to
identify the cause of the problem is shortened because many of the possible root causes
will be included in the troubleshooting trees and therefore more quickly found. Second,
$i, the labor cost of the person identifying the cause is reduced because the
troubleshooting trees allow the operators themselves to identify root causes of many
problems, even if they have to call in a technician to implement the fix.
How much savings might the reduced labor costs account for in a year? If downtime due
to production problems is estimated at 5% of available time, the maximum that could be
saved is 5% of (24 %day)
* (36 5daY,,ear)
or 438 hours. Perhaps 80% of this downtime is
spent tracking down the root cause, with the remaining 20% spent implementing the
solution. If the use of troubleshooting trees reduced the average time to identify the root
cause of a problem by half, the time saved would be 1/2 of (80% * 438 hours) or 175
hours. If this troubleshooting time is divided equally between operators, technicians, and
engineers, the saved time is worth $9,479.14 But the 175 hours that are still required to
identify the causes of problems are spent primarily by lower paid employees. Instead of
4
175hor*,*
* ($150,000, year+ $100,000
/ year+ $75,000/ year)=$9,479
2, OOOhoursa year
Page 69
being divided equally among engineers, technicians, rla operators, problem solving
may be performed by operators 80% of the time, with engineers and technicians each
assisting in 10% of the difficult cases. This reduces the average cost of a problemsolving worker from $54.17/hour 15 to $42.50/hourl 6 . For the 175 hours still spent
identifying the root causes of production problems, the labor involved wculd cost 175 *
($54.17 - $42.5) or $2,042 less. Total savings from reducing problem-solving labor costs
are $9,479 + $2,042 or $11,521 pe -module per year.
The up-front investment of $112,500 buys the opportunity to spend additional
increments of $46,528 per module in order to save $887,521 per module per year,
assuming only a 1% increase in uptime.1 7 When additional factors are considered, the
savings become even greater. Troubleshooting trees can be shared across lines, leading
to quicker amortization of the costs of building the trees. The increased capacity that
results from less line downtime may defer capital expenditures. And troubleshooting
trees have a learning-curve effect: their value grows over time as the new causes that are
identified are incorporated into the trees.
6.3. Recommendations
It is clear from the current state of the project within HP that there is a need for
troubleshooting tools to be used on the production line. How well do the troubleshooting
trees presented in this thesis meet that need? Engineers, the people who build the trees,
find them to be appropriate for representing their knowledge. Despite early feedback on
the drawbacks of the tree builder's user interface, the use of the tool is growing. It is time
15 The average hourly rate of $150,000/year engineers, $100,000/year technicians, and $75,000/year
operators.
16 80% of the hourly rate for a $75,000/year operator, plus 10% each of the hourly rate for a
$100,000/year technician and a $150,000/year engineer.
17 Using the disguised figures for throughput and profits per pen.
Page 70
to involve the end users -- the operators on the production lines -- in the refinement of
the end user interface. The portions of trees that now exist should be provided to a
sample of operators, and their comments on the ease of navigating through the trees
collected. Since there will be many more end users than tree builders, the simplicity of
the end user interface is crucial. This end user interface should be the focus of the next
effort on improving the troubleshooting tree software. It will be the key to the future
success of the project.
It was never envisioned that troubleshooting trees would be built by engineers and then
given, complete with all possible causes, to operators to use. The ability for operators or
other users of the trees to add new causes as they are encountered in production will
enhance the usefulness of the trees. If a problem is encountered that is not in the
troubleshooting trees, it will require a good deal of time to identify its root cause. Once
that root cause is found, if it is added to the tree, the large amount of time will not have
to be invested the next time the problem is seen. By adding new causes once the trees
are already in use, the trees themselves will serve as a repository for the knowledge the
people associated with the production line have acquired. The trees will learn, too A
mechanism must be provided to allow end users to add new information to the trees.
While there may be need for security, allowing only authorized people to change the
structure of the trees, at the minimum a facility for annotating the trees with end user
comments should be provided. These comments should be visible to other users of the
trees as soon as they are entered. The owner of the tree, the person with the security to
change the causal structures, should incorporate these notes into the trees themselves
frequently; perhaps every week. When end users see that their additions to the trees are
valued and have been incorporated, they will be more likely to continue adding to the
trees. Without the operators' support, the trees will be of less and less use as their
contents diverge from the reality of the production environment.
Page 71
Following the previouisrecommendation, responsibility for extending the tool should be
assigned. One individual could be assigned responsibility for periodically incorporating
any new information that has been added into the tree structure. Centralization is needed
to form the connections between the new information and the old, to scan in pictures or
otherwise incorporate visual clues, and to investigate whether the new causes should be
added to trees for other production lines as well.
The use of troubleshooting trees should be incorporated into training for operators,
technicians, and engineers, as is planned for the M line. The availability of the tool must
be publicized and its use encouraged.
Future work should investigate ways to share the information across production lines.
Although a number of people are creating troubleshooting trees within ICD, none of the
information in these trees will be shared with other trees. It will soon be time to address
this issue. To that effect, the database paradigm discussed in section 3.2.2, which was
the implementation chosen by HP, may be the best fit. One possibility for sharing
branches of trees across lines would be to add to each cause in the database fields for the
lines or products to which it applies. Then, if a user consults the tree for "ink under
tape," only those causes of ink under tape that are possible for that particular production
line would be brought up and displayed. But if one cause is common to several lines,
that branch can be extended centrally, rather than existing separately in different trees.
The primary difficulty here is one of coordination: who will control data, decide how to
name causes, and ensure that branches are not replicated?
From this point, continuation of troubleshooting tree work within ICD can continue in
one of two directions. Different groups, representing different products or even separate
production lines could create stand-alone troubleshooting tools for problems
encountered on their line(s), as is currently being done. Alternatively, each group could
incorporate its trees into a centrally managed, globally accessible collection of trees. The
Page 72
former option would be simpler to manage and execute, whereas the latter option would
provide greater benefit by facilitating the sharing of problems and solution information
across all production lines in the division. While combining all of the trees is a desirable
goal for the long term, it does not appear to be a practical direction to pursue in the
immediate future. Centralized coordination of the trees would involve procedures and a
delay in incorporating information, and so deter people from extending the trees. The
tool should be made as easily accessible as possible to encourage its use both in solving
problems and in recording new causes of problems. The first alternative, that of allowing
each group to build its own trees, is therefore recommended.
6.4. Conclusions
Troubleshooting trees are appropriate representations for certain types of problems:
·
There should be a name by which people refer to the problem.
* A significant portion of the time required to solve the problem today should
be spent on tracking down the root cause, as opposed to implementing the
solution.
* There must be people or other sources of information that can identify the
majority of possible root causes of the problem.
*
Most potential users of the troubleshooting tree should not already be able to
identify the root causes of the problem.
*
The users of the tool should be reasonably knowledgeable about the
problems that may occur, and should be highly enough skilled that they can
investigate problem causes with only guidance from the tool.
FMEAs have been considered as a vehicle for collecting troubleshooting information
and rejected. That is not to say that they are not useful. FMEAs provide benefits by
identifying potential problems early and highlighting actions to be taken to prevent their
occurrence.
Page 73
Even if a troubleshooting tree were not to be implemented in software, the pIocess of
capturing and structuring the causes and effects of problems has useful consequences. In
ICD, once people became aware that someone was collecting the causes of one
particular problem, they began relaying new problem causes soon after they had been
solved so that the information could be recorded.
Troubleshooting trees are applicable to problems where there is a wealth of causal
information, but specific causes occur infrequently enough that many are forgotten. For
the trees to be useful, their users must be familiar with the problem domain, and
comfortable examining potential causes themselves.
Page 74
Bibliography
[1.]
[2.]
"Representing Structure and Behavior of Digital Hardware," Randall Davis and
Howard Shrobe, IEEE Computer, October 1983, p. 75 -- 82
"Diagnostic Reasoning Based on Structure and Behavior," Randall Davis,
Artificial Intelligence, V. 24, 1984, p. 347 -- 410
[3.]
"Model-based Reasoning: Troubleshooting," Randall Davis and Walter
Hamscher, chapter 8 in Exploring Artificial Intelligence, by Howard Shrobe et al
[4.]
Ford's Potential Failure Mode and Effects Analysis (FMEA) instruction manual
(revised 9/88)
[5.]
"Risk Analysis and Management," M. Granger Morgan, Scientific American,
July 1993, p. 32 - 41
[6.]
A First Look at Fault Trees, Alvin W. Drake
[7.]
An Introduction to Fault Trees, Alvin W. Drake, May 24 1984
[8.]
Introduction to Fault Tree Analysis, J. L. Recht
[9.]
"Introduction to Fault Tree Analysis," R. E. Barlows and H. E. Lambert in
Reliability and Fault Tree Analysis, Theoretical and Applied Aspects of System
Reliability and Safety Assessment, p. 7 - 35, SIAM 1975
[10.]
Fault Tree Handbook, W. E. Veseley, F. F. Goldbert, N. H. Roberts, D. F. Haasl,
US Nuclear Regulatory Commission, NUREG - 0492, January 1981
[11.]
"ALF-A: A Knowledge Acquisition Tool for Troubleshooting of Laboratory
Equipment," Henrik Eriksson and Per Larses, in Journal of Chemical Information
and Computer Sciences Volume 32 Number 2, 1992, p. 139 - 144
[12.]
"Use Knowledge-Based-System Programming Toolkits To Improve Plant
Troubleshooting," Prasad Ramanathan, Suresh Kannan, and James F. Davis,
Chemical Engineering Progress Volume 89 Number 6, 1993, p. 75 - 84
[13.]
"Case-Based Reasoning: A Research Paradigm," Stephen Slade, AI Magazine,
1991, p. 42 -- 55
[14.]
"A Case-Based Reasoning Solution to the Problem of Redundant Resolutions of
Nonconformances in Large-Scale Manufacturing," Stuart J. Brown and Lundy
M. Lewis, p. 121 -- 133 in Proceedings of the AAAI Conference on Innovative
Applications of Artificial Intelligence 3, AAAI Press, 1991, Reid G. Smith and
Carlisle Scott eds.
[15.]
"Automated Assembly of the HP DeskJet 500C/DeskWriter C Color Print
Cartridge," by Lee S. Mason and Mark C. Huth, August 1992 Hewlett-Packard
Journal, p. 77 -- 81
Page 75