Crystal Ball Planning for Analytics Implementation in
Singapore
By
Cong Fang
Ph.D. Molecular and Medical Pharmacology, University of California, Los Angeles, 2010
B.S. Biological Science, Wuhan University, 2003
Submitted to MIT Sloan School of Management and Department of Biological Engineering in
partial fulfillment of the requirements for the degrees of
Master of Business Administration
and
Master of Science in Biological Engineering
MASSACUE
OF TE
in conjunction with the Leaders for Global Operations
Program at the
JUN
18
2014
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
LIB RLARIES
June 2014
K 2014 Cong Fang. All rights reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and
electronic copies of this thesis document in whole or in part in any medium now known or
hereafter created.
Signature redacted
A utho r ............................Department of Biological Engineering and the MIT Sloan School of Management
May 9, 2014
Signature redacted
Certified by.................................
V
..................................................
Peter C. Dedon, Thesis Supervisor
Professor of Biological Engineering
Signature redacted
.....................................
C-IrIfIIU Vy
Roy E. Welsch, Thesis Supervisor
Professor of Management, MIT Sloan School of Management
Professor of Statistics and Engineerjpg Systemrs, MlTfngineering Systems Division
Acce te~d b y......,--'~i~
.....
p
Accepted by...............
..................... Signature
redacted .. ............. ......................
Forest M. White, Committee Chair for Graduate Program
Professor of Biological Engineering, Department of Biological Engineering
Signature redacted
iviaura rerson, Director for IVIMA Progra
MIT Sloan School of Management
Crystal Ball Planning for Analytics Implementation in Singapore
by
Cong Fang
Submitted to MIT Sloan School of Management and Department of Biological
Engineering on May 9, 2014 in partial fulfillment of the requirements for the degrees of
Master of Business Administration
and
Master of Science in Biological Engineering
Abstract
Amgen is building a new drug substance manufacturing site in Singapore (ASM). This project
identified and mitigated the risks associated with implementing analytical technologies to
facilitate the design and implementation of the quality control process in the new plant. Here, a
systematic risk evaluation model was established to identify sources of high risks from
implementing the analytical technologies in ASM, evaluated business cases and proposed
technical strategies for risk mitigation. This project also included a case study about the crossfunctional initiatives at Amgen, and made recommendations regarding how to bridge the gaps
between the technology development in R&D and the technology implementation in
manufacturing sites.
Thesis Supervisor: Peter C. Dedon
Title: Professor of Biological Engineering
Thesis Supervisor: Roy E. Welsch
Title: Professor of Statistics and Management Science, MIT Sloan School of Management
3
THIS PAGE INTENTIONALLY LEFT BLANK
4
Acknowledgements
I wish to acknowledge the Leaders for Global Operations program, Amgen, Inc., my thesis
advisors Peter Dedon and Roy Welsch for their support of this work.
Special thanks go to my internship advisors Jared Byrne and Bryan Steadman, for their
mentorship and guidance. They took considerable time to contribute ideas and discuss the
fundamentals and nuances of biopharmaceutical manufacturing processes, quality control
processes, operations, project management, and regulations. I would like to also thank Kimball
Hall for sharing her leadership experience with me and facilitating interactions that greatly
contributed to this work. Thanks also go to the MoF Leadership team, the Process and Product
Development group, the Raw Material Group, the CMC Life Cycle Management Group, the
Operation Risk Management Group, the Regulatory Affairs department, the AoF group, the
Quality Control department at ARI, the CP2 manufacturing group at AML and the Global
Analytical Science group for their highly productive cross-functional collaboration and technical
support. While many people from these groups helped with this research, I am particularly
grateful to Colin Cao, Dave Meriage, Dan Zhou, Becca McCoy, David Kolwyck and Tony Wang
for providing media samples, acquiring and analyzing data.
My final thanks are reserved for my husband, Jin Zhang, and my parents, Caijin Fang and
Shenghua Xiong, for their unconditional love, generous support, amazing patience and rational
optimism. Without their company, I could have not gone so far. When I received the PhD degree,
I told them no more school. Now I would say the same thing and this time I mean it.
5
THIS PAGE INTENTIONALLY LEFT BLANK
6
Contents
1 Introduction
11
1.1 Project Motivation....................................................................................
11
1.2 Problem Statement........................................................................................
11
1.3 Project Goals..........................................................................................
. 12
1.4 Project Approaches..................................................................................................................12
1.5 Thesis O verview ......................................................................................................................
13
2 Amgen Inc and the Biopharmaceutical Manufacturing Process
16
2.1 C om pany B ackground........................................................................................................
16
2.1.1 C om pany H istory .....................................................................................................
16
2.1.2 C om mercial Products .....................................................................................................
16
2.2 The Past and Future in Large-scale Production of Monoclonal Antibodies .....................
18
2.2.1 Current Practice of Biopharmaceutical Manufacturing Processes ................................
18
2.2.2 Recent Advances in Manufacturing and Analytical Technologies ..............................
22
2.2.3 Drug Substance Manufacturing Site in Singapore ......................................................
25
3 Problems Identified in the Analytics Implementation at ASM
26
3.1 Current State Analysis Identified Major Challenges and Gaps ........................................
26
3.1.1 Key Stakeholders and Sources of Information ...........................................................
26
3.1.2 Q ualitative Interview s ..............................................................................................
27
3.1.3 Current Gaps and Challenges .....................................................................................
28
3.2 K ey Problem Solving Strategies .......................................................................................
30
3.2.1 Optimized Decision Making Process ..........................................................................
30
3.2.2 Quantitative Risk Assessment Model ........................................................................
31
4 Risk Mitigation of Advanced Analytics Implementation at ASM
36
4.1 Identification of Advanced Analytics with Different Risk Levels.............................36
7
4.1.1 Application of the Risk Assessment M odel .......................................................
36
4.1.2 Risk Contributors to Technologies with High Implementation Risks...........................36
4.1.3 Raw Material ID Technology with Highest Risks...........................39
4.2 Feasibility Evaluation of Using Raman Technology for Liquid Media ID ...................
42
4.2.1 Advantages of Replacing Solid Media with Liquid Media.....................42
4.2.2 Challenges in Liquid M edia ID .....................................................................
44
4.2.3 Root Causes Analysis ................................................................................
46
4.2.4 Experimental Design for Feasibility Assessment............................47
4.3 Evaluation Results for Liquid M edia ID............................................................
49
4.3.1 Seven Liquid Media Samples Were Identified by Optimized Raman Technology......49
4.3.2 Product Identification Achieved by Optimized Raman Technology..............................51
4.4 Implementation Challenges and Plans for Raman Technology at ASM......................53
5 Conclusions, Lessons Learned, and Recommendations
56
5.1 Summary of Raman Technology Development at Amgen......................................56
5.2 Key Operational Lessons Learned from Developing Raman Technology at Amgen.....57
5.2.1 Dynamic Project Management in Development Processes.....................58
5.2.2 Reduce Unnecessary Delay ...........................................................................
60
5.2.3 Enhance Collaboration Among Stakeholders..............................61
Bibliography
66
8
List of Figures
Figure 1. Upstream process for mAb production at commercial scale ..................................
21
Figure 2. Platform downstream process for mAb production ..............................................
22
Figure 3. Stakeholders play different but connected roles in the analytics development ......
30
Figure 4. The optimized decision making process ensures the involvement of all stakeholders..32
Figure 5. Analytics implementation readiness is evaluated by risk management ...................
33
Figure 6. Total score rank list of all analytical technologies for ASM ..................................
38
Figure 7. Demonstration of the principle for Raman Spectroscopy (upper panel) and raw Raman
spectra of seven media samples used at ASM (lower panel) ....................................................
42
Figure 8. Benefit analysis of liquid media versus powder media .........................................
44
Figure 9. An optical picture of a sample powder media under 50X microscope ....................
45
Figure 10. A poor signal-to-noise ratio in the liquid media sample detected by current Raman
tech no lo g y .............................................................................................................................
46
Figure 11. Seven liquid media and distilled water were tested by current Raman technology
under optimized settings and then analyzed by Principle Component Analysis (PCA) ......
47
Figure 12. Raw Raman spectra for seven liquid media samples with decent quality .............
51
Figure 13. PCA clustering results of seven liquid media .......................................................
52
Figure 14. Flowchart of Net Present Value calculation for replacing AAA to Raman technology
for raw material identification ............................................................................................
55
Figure 15. The timeline and milestone events of Raman technology development at Amgen
...............................................................................................................................................
58
Figure 16. A process map and task inventory model for Raman technology development ......... 60
Figure 17. The expected, observed and optimized timeline for the Raman project development
..............................................................................................................................................
62
Figure 18. Flow chart of optimized decision making process to connect stakeholders
to g e ther..................................................................................................................................6
9
3
List of Tables
Table 1. List of interview groups, interviewees and interview content.................................28
Table 2. Risk causing factors and their corresponding weighted score.................................34
Table 3. Criteria and risk scores for various risk-causing factors.........................................35
Table 4. High, medium and low risk levels are categorized based on total risk scores............36
Table 5. A partial list of analytics for ASM with detailed implementation risk scores...........38
Table 6. Media types and properties for all seven liquid media used in ASM........................49
Table 7. Liquid Media Identification Based on Discriminant Function Analysis..................53
Table 8. Net Present Values and Application Specifics for Three Raman Vendors................56
10
Chapter 1
Introduction
1.1
Project Motivation
As the leading biotechnology company in the world, Amgen "strives to serve patients by
transforming the promise of science and biotechnology into therapies that have the power to
restore health or even save lives". However, pressures for cost-effective, efficient and flexible
manufacture of biopharmaceuticals are growing given their high doses and increasing potential
that have resulted in significant increase in total manufacturing site capacities without physically
expanding the site. To better serve patients, Amgen is looking for ways to drive efficiencies
throughout its manufacturing processes by increasingly integrating new innovative technologies
in these processes. Unfortunately, the rate of technology adoption and the ability to use the
technology to add value on the manufacturing floor remain to be improved, primarily for two
reasons. Firstly, technological innovation in a biotech company is usually a long-term and highly
cross-functional process, which has not been particularly optimized to increase project
management efficiency. Secondly, a disconnection exists between technology validation at early
stages and technology implementation at late stages, causing further delay in the already tedious
process. Therefore, this project is trying to explore solutions to increase the successful rate of
incorporating innovative technologies at manufacturing sites by addressing challenges for
advanced analytics implementation in a new drug substance manufacturing site at Amgen.
1.2
Problem Statement
The drug substance manufacturing plant in Singapore implements an advanced manufacturing
network that is highly productive, cost effective, modular and flexible. This will require
advanced quality control systems that allow for flexibility and efficiency. Instead of relying on
quality assessment at the end of production, the new quality control system will incorporate inprocess quality check during development and manufacturing. However, in the process of
designing and implementing these new quality control technologies, several gaps were identified,
including gaps between the independently established manufacturing process and the in-progress
11
analytics initiative, gaps between the technical advancement achieved in the analytics initiative
and the implementation feasibility in the current drug commercialization process, and gaps
between the long-term technical development process and the short-term window for technology
implementation in Singapore.
1.3
Project Goals
This project aims to bridge these gaps and specifically to achieve four goals.
(1)
Connect stakeholders and sources of information to establish efficient communication
channels, and ultimately reach consensus on the list of analytical technologies to be implemented
in Singapore manufacturing site.
(2) Evaluate implementation risks associated with each analytical technology and identify root
causes.
(3) Propose risk mitigation plans for the technology with highest risk, including overcoming
technical limitations and building implementation plans.
(4) Learn lessons from business cases in analytical technology development to apply to future
projects from a perspective of dynamic project management.
1.4
Project Approaches
This project proceeds in four phases: current status analysis, systematic risk evaluation,
mitigation of the highest risks and lessons learned to be applied to other cross functional
initiatives at Amgen.
The current status analysis phase begins with connecting with major stakeholders involved in the
project, including the operation group, the analytics group, the commercialization group, the
filing group and the technical development group. This phase includes interviewing those
stakeholders, learning the manufacturing process and the quality control process for a specific
drug that will be manufactured in Singapore and understanding the analytical technologies in the
current practice and in the development phase. Based on the information collected in the first
phase, the project proceeds with building a risk evaluation model by analyzing risk causing
factors, defining risk levels, and applying this model to the analytical technologies that will be
implemented in Singapore. After identifying high risks by the model, the project will follow up
12
with those risky technologies, analyze root causes and propose corresponding solutions. The
project moves into the third phase with a risk mitigation plan for analytical technologies with
high risks, which will be integrated into the implementation process in the Singapore site.
Specifically, alternatives will be evaluated for liquid media identification by searching for
advanced technical options, conducting preliminary assessment of utility, documenting costs,
benefits or values and eventually making a recommendation on how to mitigate risks. Lastly but
not the least, the project will be finalized with a case study regarding how to improve the
performance of cross-functional initiatives at Amgen. Using this project as an example, lessons
learned will be discussed and recommendations will be made, focusing on how to avoid
unnecessary time delay, how to improve collaboration among different stakeholders and how to
use a dynamic project management perspective to improve business decision making processes.
Due to the time constraints, this project will only include analytical technologies that are going to
be implemented in the Singapore site once the construction finishes in 2014. It will not include
analytical technologies that are still in the early-phase development at Amgen, or the in-detail
analysis of filing strategies.
The project is driven by a literature review of relevant research in biotech/pharmaceutical
industries, by consideration of Amgen standards, and by data and insights learned during the
internship. Throughout the project, qualitative questions are addressed by quantitative methods,
such as the risk evaluation model to define and identify analytical technologies with high risks,
feasibility experiments to make data-driven decisions on technical strategies for raw material
identification, and the cost-benefit analysis to screen the best options for ASM. Specifically, the
data for the first phase is mainly obtained through literature search and stakeholder interviews. In
the second phase, the risk model is built and validated based on the data from the operation and
analytics groups. In the third phase, the technical data is generated through a series of scientific
experiments, in close collaboration with the technical development group. In the final phase,
extensive discussions with all of the main stakeholders will be carried out to assemble the final
recommendations that best represent the opinions from all perspectives.
1.5
Thesis Overview
The thesis is segregated by chapters and the contents of each chapter are described as follows:
13
Chapter 1 gives a complete introduction about the project, including why this project is
conducted, what problems the project aims to solve and the project goals. In particular, chapter 1
details the different phases as the project rolls out and the various approaches used in each phase.
Furthermore, it outlines the scope and the stakeholders involved in the project.
Chapter 2 gives a brief background introduction, including Amgen's history, the commercial
products, and the conventional and advanced biopharmaceutical manufacturing procedures. Two
company-wide initiatives to improve the operational performance are introduced: Manufacture of
the Future (MoF) and Analytics of the Future (AoF). Lastly, this chapter introduces the new drug
substance manufacturing site in Singapore, the first MoF site at Amgen.
Chapter 3 describes the research methodology and the problems identified in this study. It
started with the current state analysis to identify main stakeholders and sources of information,
followed by conducting qualitative interviews to define the current gaps and the challenges in
developing and implementing advanced analytical technologies, with a particular emphasis on
the technology used for liquid media identification. Based on the problems identified, both
qualitative and quantitative problem-solving strategies are proposed, including building the
optimized decision making process and establishing risk evaluation model for a series of AoF
technologies under development at Amgen.
With the list of analytics to be implemented in Singapore and the risk assessment model defined
in chapter 3, chapter 4 applies the model to identify high risks and conducts a case study for risk
mitigation. Basically, it is going to apply the model to evaluate implementation readiness for
each technology on the list, identify high risks, investigate root causes and propose risk
mitigation plans. In particular, this study will focus on addressing technical and operational
challenges of the technology identified with the highest risk, presenting the technical
breakthrough for overcoming the technical limitations, and planning for implementation of this
technology at Singapore.
14
Chapter 5 draws conclusions and lessons on what it takes to evaluate and implement an advanced
technology in the biotech/pharmaceutical manufacturing process. This chapter gives a full
picture of what it takes to develop Raman technology at Amgen. Using Raman technology
development as a case study, this chapter draws lessons learned in the development process and
makes suggestions for future projects of advanced technology development in terms of dynamic
project management.
15
Chapter 2
Amgen Inc and the Biopharmaceutical Manufacturing
Process
2.1 Company Background
With over $15 billion annual sales and over 17,000 employee worldwide, Amgen (Applied
Molecular Genetics) is the world's largest independent biotechnology firm, headquartered in
Thousand Oaks, California. [1]
2.1.1 Company History
Amgen was founded in 1980 as Applied Molecular Genetics by William Bowes, who was the
financial manager and board member of the world's first biotechnology company, Cetus
Corporation. The company recruited a formidable scientific advisory board. With influential
advisory board members in place, Bowes was able to raise $200K in seed capital from six
venture capitalists. With this funding, Amgen recruited the former chief of Abbott Laboratories'
diagnostics division, George Rathman, to be CEO of the new company. Rathmann was able to
raise a large round of private equity funding to begin operations, despite hesitation from venture
investors, because at the time, biotechnology was an uncharted scientific frontier and insulin was
the only genetically engineered substance approved for human use. Hence the company recruited
big-name researchers from leading pharmaceutical companies in order to create a panel qualified
to evaluate different potential directions for research and development. The company eventually
identified five therapeutic products that showed promise and then narrowed its focus down to
one, the erythropoietin (EPO) gene responsible for stimulating red blood cell production. Then
Amgen survived the lengthy FDA approval process and in 1989, was granted the right to begin
selling Epogen, their first drug.[2] Between 1994 and 2013, the company had made at least five
major corporate acquisitions, including the recent $10.4 billion deal of acquiring Onyx
Pharmaceuticals, a company developing and marketing medicines for the treatment of cancer. [1]
16
Amgen began as a little-known drug developer based in the outskirts of Los Angeles. Thirty
years later, the company earns US$15 billion in annual revenues and employs 18,000 across
North America, Europe, Asia, Australia and the Middle East.
2.1.2 Commercial Products
As of December 2013, Amgen had twelve approved drugs or therapeutic biologicals as well as
11 drugs in phase III clinical trials. [1] The names and the indications for the 12 approved drugs
are described as follows.
(1) Aranesp (darbepoetin alfa) is a synthetic form of erythropoietin. It stimulates erythropoiesis
that increases red blood cell levels and is used to treat anemia, commonly associated with
chronic renal failure and cancer chemotherapy.
(2) Enbrel (Etanercept) is a biopharmaceutical that treats autoimmune diseases by interfering
with tumor necrosis factor (a soluble inflammatory cytokine) by acting as a TNF inhibitor. It is
approved to treat rheumatoid, juvenile rheumatoid and psoriatic arthritis, plaque psoriasis and
ankylosing spondylitis.
(3) Erythropoietin or EPO is a glycoprotein hormone that controls erythropoiesis, or red blood
cell production. It is a cytokine (protein signaling molecule) for erythrocyte (red blood cell)
precursors in the bone marrow.
(4) Pegfilgrastim is a PEGylated form of the recombinant human granulocyte colonystimulating factor (GCSF) analog filgrastim. It serves to stimulate the level of white blood cells
(neutrophils).
(5)
Granulocyte colony-stimulating factor (G-CSF or GCSF), also known as colony-
stimulating factor 3 (CSF 3), is a glycoprotein that stimulates the bone marrow to produce
granulocytes and stem cells and release them into the bloodstream. G-CSF also stimulates the
survival, proliferation, differentiation, and function of neutrophil precursors and mature
neutrophils.
(6) Romiplostim (rINN, USAN) is a fusion protein analog of thrombopoietin, a hormone that
regulates platelet production. Romiplostin is indicated as a potential treatment for chronic
idiopathic (immune) thrombocytopenic purpura (ITP).
(7) Denosumab is a fully human monoclonal antibody for the treatment of osteoporosis,
treatment-induced bone loss, bone metastases, multiple myeloma, and giant cell tumor of bone.
17
(8) Cinacalcet (INN) is a drug that acts as a calcimimetic (i.e. it mimics the action of calcium on
tissues) by allosteric activation of the calcium-sensing receptor that is expressed in various
human organ tissues. Cinacalcet is used to treat secondary hyperparathyroidism (elevated
parathyroid hormone levels), a consequence of end-stage renal disease. Cinacalcet is also
indicated for the treatment of hypercalcemia in patients with parathyroid carcinoma.
(9) Panitumumab (INN), formerly ABX-EGF, is a fully human monoclonal antibody specific to
the epidermal growth factor receptor (also known as EGF receptor, EGFR, ErbB-1 and HERI in
humans). It is for the treatment of EGFR-expressing metastatic colorectal cancer with disease
progression.
(10) XGEVA is for the prevention of skeletal-related events (SREs) (pathological fracture,
radiation to bone, spinal cord compression or surgery to bone in adults with bone metastases
from solid tumors.
(11)
Palifermin (trade name Kepivance, marketed by Biovitrum) is a truncated human
recombinant keratinocyte growth factor (KGF) produced in Escherichia coli. KGF stimulates the
growth of cells that line the surface of the mouth and intestinal tract. When patients with blood
cancers (leukemia and lymphoma) receive high dose chemotherapy and radiation therapy to
undergo bone marrow transplantation, they usually get severe oral mucositis. Palifermin reduces
the incidence and duration of severe oral mucositis by protecting those cells and stimulating the
growth of new epithelial cells to build up the mucosal barrier. Palifermin is also being studied in
the prevention and treatment of oral mucositis and dysphagia (difficulty swallowing) in other
types of cancer.
(12) Anakinra (brand name Kineret) is a drug used to treat rheumatoid arthritis. It is an
interleukin- 1 (IL-1) receptor antagonist.
2.2 The Past and Future in Large-scale Production of Monoclonal Antibodies
2.2.1 Current Practice of Biopharmaceutical Manufacturing Processes
Monoclonal antibodies are widely used in the treatment of infectious diseases, cancer and
autoimmune diseases. [3] In the manufacturing process of monoclonal antibodies, product quality
is defined by the process, such as equipment parameters, the sequence of unit operations and
operation parameters, because no complete analysis of these complex molecules is possible.[4]
However, process development can often be the rate-limiting step in the introduction of
18
biopharmaceuticals into clinical trials, as it is impossible to have a generic process that could be
employed for all mAb candidates since significant physicochemical differences exist among
mAbs.[5] Amgen has developed a flexible, generic platform for mAb processing, serving as a
guidance document that defines the overall scheme of downstream processes and brackets the
operating conditions for individual unit operations, thus limiting the scope of experimentation
required to reach a solution for a given molecule. [6]
The entire platform consists of upstream and downstream procedures. Upstream processes refer
to process steps associated with the production of a recombinant protein by propagation of the
host cells (Figure 1) and downstream processes refer to process steps associated with the
purification of a recombinant protein and removal of impurities (Figure 1).
In the upstream processes, highly productive cell lines that have both the right growth
characteristics and the high specific productivity are selected and grow in chemically defined
media that can achieve high cell density and sustained viability over the course of the bioreactor
run. Cells are expanded through a series of seed bioreactors before being transferred to the
production bioreactor where mAb is secreted to the medium. The early stages of cell expansion
are conducted in shake flasks or spinner flasks, which progressively increase in size and volume.
The cell mass is then scaled up through several bioreactor stages prior to transfer to the
production bioreactor. Fed-batch production is the most prevalent and involves the addition of
small volumes of feed to supplement the nutrients present in the bioreactor.[7]
19
kHocuIum
C
Vial thaw and Inoculum
expansion
CUR"
Seed
bioreacior
Production
bloreactor
Figure 1: Upstream process for mAb production at commercial scale. [7]
The downstream platform incorporated processes by which most of the approved monoclonal
antibodies are manufactured: centrifugation and purification steps that relay primarily on
chromatography with intermediate filtration and viral clearance operations (Figure 2). The first
step in the manufacturing process is to separate mAbs that are secreted into the cell culture
medium during mammalian cell culture from cells and cell debris. This is accomplished by largescale centrifugation, followed by depth filtration steps to remove residual cellular debris. The
cell culture supernatant is then directly loaded on columns for protein A chromatography to
capture mAbs. This process has proved to be highly selective and can in many cases yield >99%
purity. Thus, the product stream is concentrated from a relatively dilute cell culture supernatant
to the eluted solution, whose volume is significantly reduced with concentration of more than
IOg/L. [6]
20
Coll
culture
harvest
Protein A
chromatography
Viral
Inactivation
Chromatographic
polishing
steps (2)
Viral
filtration
UF/DF
Figure 2: Platform downstream process for mAb production. [6]
The viral reduction step is required by the FDA to assure safety of products produced by
mammalian cell culture, as indicated in the FDA Q5A guidance document. Viral inactivation is
achieved by a low pH incubation step after the Protein A elution, which is at low pH already.
Following acid inactivation, the solution is then neutralized to move the product into a more
stable pH range. During viral inactivation and neutralization, strong acid or strong base are
avoided as they may denature the products at localized region or cause corrosion issues for steel
vessels. After the viral inactivation, at least two additional chromatographic steps are involved in
mAb downstream processes to reduce host cell protein impurities, high molecular weight
21
aggregates, low molecular weight clipped species, DNA and leached Protein A to acceptable low
levels by the FDA. Cation-exchange chromatography (CEX), anion-exchange chromatography
(AEX), hydrophobic interaction chromatography (HIC) and hydroxyapatite are the typical
technical options. The viral filtration operated at constant pressure is employed following either
one of the polishing chromatographic steps, to complement the low pH viral inactivation step.
The last step to complete the downstream purification is the ultrafiltration/diafiltration setup, and
the product is then buffer-exchanged into the formulation buffer, ready to be filling or packaged
into drug products. [6]
During the entire production process, a set of quality control (QC) activities is employed to
ensure that products are consistently produced and controlled to the quality standards appropriate
to their intended use and as required by the marketing authorization. QC attributes covered in
this study include but not limited to endotoxin, bio-burden, protein quantification, impurity
purification, monitoring facility and inventory/logistics management.
2.2.2 Recent Advances in Manufacturing and Analytical Technologies
As shown in section 2.1, the majority of the drug products made by Amgen are monoclonal
antibodies. However, they are amongst the most expensive of all drugs where the annual cost per
patient can reach as high as $35,000 for antibodies treating cancer conditions. This is due to two
facts. The first fact is that antibodies are now marketed for chronic diseases and are prescribed
for repeated and long-term treatments. The second fact is the need for high cumulative doses
(grams rather than milligrams) because of their relatively low potency. Therefore, large-scale
production capacity is required to fulfill market demand and produce 10-100s kg/year.[8] These
trends have triggered the renewed interest in innovative manufacturing technologies to improve
yield efficiency and reduce financial burden, ultimately to deliver more affordable treatments to
patients.
The continuous evolution of platform technologies has made
it possible to make
biopharmaceuticals faster, more efficient and cheaper, and Amgen has brought those advanced
technologies to its biotech manufacturing processes.
22
In the upstream processes, two major improvements were achieved to increase the productivity
of fed-batch mammalian cell culture. First is the creation of a cell line with rapid growth and
high specific productivity. Chinese hamster ovary (CHO) cells have been chosen as the host
mammalian cell lines due to its high level of product synthesis, which is linked to the increased
gene copy number and effective transcription.[9] The second improvement is the understanding
of chemically defined media and feeding strategies to achieve high cell density and sustained
viability over the course of the bioreactor run. One example of the innovative technologies in this
area is the real-time control of dissolved oxygen, pH, temperature and mass transfer of oxygen
and C02 in the production bioreactor, thus new media is fed continuously with maintaining
sterility over long periods. Another example of innovation is to substitute stainless bioreactors
for disposables, and achieve the same yield with no need to transfer cell culture media from
small bioreactors to larger ones. Thus, Amgen is able to deliver the medicine to patients while
consuming fewer resources, respond to patients' demand more rapidly and operate the
manufacturing system more efficiently.
In the downstream processes, batch chromatography is traditionally used as the core purification
method. Chromatography is a physical method of separation that distributes components to
separate between two phases, one stationary (stationary phase), and the other (the mobile phase)
moving in a definite direction. The batch chromatography has long been labeled as a slow
process that requires large volumes of mobile phase and results in very large pool volumes.
Recent advances in the design of chromatographic stationary phases available for purification of
biomolecules have provided some solutions to the throughput dilemma, and have facilitated
reasonably productive platforms for industrial protein purification. [7] However, the throughput
for conventional preparative chromatography is inherently limited as a result of the batch nature
of the process and the limitations in fluid velocity for medium-sized particle beads (40-120 pm)
that are used in these columns. Therefore, significant debate has been made for nonchromatographic processing steps. But these changes are slow to be adopted, as they require
significant capital investments or modifications to existing facilities.
Another technological
improvement in the downstream manufacturing process is the
incorporation of the single-use technology at bioreactors. During the mammalian cell culture
23
process, instead of a culture vessel made from stainless steel or glass, a single-use bioreactor is
equipped with a disposable bag. The disposable bag is usually made of a three-layer plastic foil.
One layer is made from Polyethylene terephthalate or LDPE to provide mechanical stability. A
second layer made using Polyvinyl acetate (PVA) or Polyvinyl chloride (PVC) acts as a gas
barrier. Finally, a contact layer is made from PVA or Polypropylene (PP). [10] The main
advantages of the single-use solution are process simplification and cost reduction. Applications
of single-use technologies reduce cleaning and sterilization demands in pharmaceutical
production. Complex qualification and validation procedures can be made easier and will finally
lead to significant cost reductions. It is estimated that single use systems save more than 60%
compared to fixed stainless steel bioreactors. [11] Since single-use bioreactors contain fewer parts
compared with conventional bioreactors, the initial and maintenance costs are reduced as well.
Additionally, the application of single-use bioreactors reduces the risk of cross contamination
and enhances the biological and process safety.
In the meantime, the quality control processes has to be aligned with the improved
manufacturing processes. The new control strategies and quality control systems should allow
for flexibility and efficiency, such as fast changeover between manufacturing batches using realtime disposition. A fundamental shift for process development will be to design in-process
quality checks during development and manufacturing rather than relying on quality assessment
at the end of production. For example, in controlling the protein concentration in cell culture
processes, instead of taking samples out of the bioreactor periodically, a real-time technology is
implemented inside the bioreactor to monitor the protein concentration. This new technology
significantly reduces the risk of contamination and costs of conventional QC assays. Another
advanced technology has been brought into the sterility and bio-burden assays. Compared with
the conventional assays that require weeks to read results, new assays can report contamination
cases in three days by incorporating a highly sensitive UV detector. Despite those advances, the
development for analytical technologies started at Amgen much later than the advancement in
manufacturing technologies and many new technologies are still in the validation or feasibility
assessment stage.
24
2.2.3 Drug Substance Manufacturing Site in Singapore
On 3rd June 2013, Amgen broke ground on its new manufacturing facility at the Tuas
Biomedical Park. This marked Amgen's first major expansion into Asia. The new facility will be
Amgen's first commercial-ready "Manufacturing of the Future" site, using many newly
developed production technologies. Amgen anticipates investing approximately US$200 million
over the next several years to build this new innovative facility. When fully operational, the site
is expected to employ 200 employees.
Amgen's Singapore manufacturing site is expected to complete construction in 2015, with
licensure anticipated in 2016. When completed, the site will be capable of manufacturing both
clinical and commercial products. The innovative facility will initially focus on expanding
Amgen's manufacturing capability for monoclonal antibodies. Although the size of the
Singapore site is only one-third of that of a conventional manufacturing site, it is expected to
achieve the same level of annual yield.
25
Chapter 3
Problems Identified in the Analytics Implementation at
ASM
3.1 Current State Analysis Identified Major Challenges and Gaps
3.1.1 Key Stakeholders and Sources of Information
Developing an analytical technology used in pharmaceutical manufacturing process involves
multiple stakeholders, each of whom play different roles in various stages of technology
development. In the beginning, according to the literature search and the industry knowledge
review, the Analytics of the Future (AoF) group decides what advanced analytical technologies
have potential in cost reduction, efficiency improvement or performance enhancement. Next, the
Process and Product Development (PPD) group needs to investigate the feasibility of bringing
the new technology into the pharmaceutical industry, explore the possible applications in the
manufacturing process, research for the optimal parameter settings and establish the
recommended protocols. Protocols for new technologies or any changes to established protocols
need to be approved by the FDA, therefore pharmaceutical companies have a regulatory affairs
department dedicated to handle this issue. Once approved, the Global Analytical Science (GAS)
group is responsible for bringing this technology to one or more manufacturing sites and is in
charge of monitoring the performance of the technology at high level. At the same time, each
individual manufacturing site has its own quality group, to collect and analyze quality control
data, following the standardized operational protocol that has been issued by the PPD group and
approved by the FDA. In a nutshell, in order to thoroughly understand a new analytical
technology that may be used in ASM, researchers need input from the following stakeholders or
sources of information: the AoF group, the PPD group, the Regulatory Affairs group, the GAS
group and manufacturing sites that operate facilities with traditional analytical technologies or in
the process of testing new analytical technologies. It turned out that the manufacturing sites in
Puerto Rico (AML) and Rhode Island (ARI) covered all the analytical technologies under this
study.
26
3.1.2 Qualitative Interviews
Qualitative interviews were scheduled with executives and/or group leaders of those key
stakeholders and sources of information. Interviews were designed to collect qualitative
information in two areas: (1) the analytics in the traditional manufacturing process and those in
the MoF process and (2) the entire process for a new technology from R&D development to
implementation on the manufacturing floor. Interviewees were introduced to the researcher by
project advisors. Each interview was conducted for at least 30min, in the form of teleconference
or face-to-face meeting.
Interviewees and main information gathered from each interview are listed in Table 1.
Table I List of interview groups, interviewees and interview content
Stakeholder or Source
Interviewee
Interview Content
MoF group
Quality head of ASM Requirement of analytics at ASM
AoF group
Group leader
Current state of advanced analytics
under development at Amgen
PPD group
Director,
Experimental processes required
Principal Engineer
to assess technical feasibility
FDA approval process;
Regulatory Affairs group Manager
Assessment of filing challenges for
advanced analytics
GAS group
Applications of traditional analytics
Director
and new analytics across different sites
AML
Principal Engineer
Current manufacturing and analytical
technologies at AML
ARI
Principal Engineer
Current manufacturing and analytical
technologies at ARI
27
3.1.3 Current Gaps and Challenges
According to the analysis of the comprehensive interviews with key stakeholders and sources of
information, two major challenges that ASM team faces to successfully implement advanced
analytics were identified.
(1) Lack of sufficient and efficient communication among stakeholders
Close collaboration across different functions is necessary in developing a new analytical
technology or making changes to an existing technology. As addressed in 3.1.2, the development
for advanced analytical technologies at ASM requires several steps including a) demand
identification (the MoF group), b) technology discovery (the AoF group), c) feasibility
assessment (the PPD group), d) FDA approval (the Regulatory Affairs group), e) high-level
monitoring (the GAS group) and f) local practice (manufacturing sites in AML and ARI). During
the technology development phase, the AoF group or GAS group usually oversees multiple
technologies or manufacturing sites and makes decisions based on experimental data or quality
control data generated by the PPD group or the local sites. On the contrary, technical teams from
the PPD group are in charge of developing one or a few technologies to meet the needs of the
AoF group. When implementing those technologies, ASM, AML, ARI and other manufacturing
sites run their complete manufacturing and quality control systems and conduct daily operations
that other stakeholders rely on to collect first-hand information. Those relationships are shown in
Figure 3.
28
AoF: oversee
multiple
technologies
PPD: investigate
single
technology
monitor
RGAS:
Affairsgtoup
group
QC of multiple
FDA
Local Sites:
comprehensive
systems
sites
Figure 3: Stakeholders play different but connected roles in the analytics development.
Analytics development progresses from feasibility assessment (led by the AoF group and the
PPD group) to possibility assessment (the regulatory affairs group works with the FDA) and ends
with implementation in the manufacturing sites that are operated by local sites and monitored by
the GAS group.
Due to those interconnected relationships, stakeholders require effective and frequent
communication among each other. For example, without knowing what advanced analytics
needed in MoF facilities, the AoF group cannot target right technologies when performing
industry-wide research. Take the relationship between the PPD group and the AoF/MoF groups
as another example. Mutual communication among those groups is necessary to keep both
parties on the same page. The PPD group needs to update the AoF group and the MoF group
with the progress of assessing feasibility of each technology to help the latter to prepare
implementation plans. On the other hand, the AoF/MoF groups should keep the PPD group
aware of the demand and limitations in terms of pharmaceutical manufacturing processes to let
the PPD group design the R&D experiments well to fit the manufacturing needs.
Therefore, it is critical to connect all the stakeholders together and enhance the understanding of
each other through effective communication, which was missing at the beginning of this project.
29
(2) Timeline and funding differences between the MoF and AoF initiative
One aspect of a well-functioning manufacturing site is the alignment between the manufacturing
process and the quality control system. However, there is significant misalignment between
establishing the manufacturing process and developing the quality control system at ASM.
The design of the manufacturing process at ASM incorporated the majority of MoF technologies,
which have been validated at Amgen years ago, therefore, transferring those MoF technologies
to ASM has a clear schedule with expected dates for budget planning, construction completion,
initial lots production and commercialized manufacturing. To match the well-established MoF
process, Amgen started the AoF initiative one and half years ago. But the AoF initiative still lags
far behind the MoF development, causing uncertainty about the technical development timeline.
Many advanced analytics explored by Amgen are still at an early assessment stage (conducted by
the PPD group), and very few new analytical technologies have been implemented on the
manufacturing floor. As discussed above, bringing advanced analytics from the feasibility
assessment stage under R&D context to the implementation stage on the manufacturing floor is
time-consuming and risky. On the other hand, the defined MoF schedule requires all the
analytics to be implemented by the end of site construction. Besides timeline differences,
advanced analytics implementation also carries budget uncertainty as most of the technologies
have not figured out the implementation details yet, including vendor selection, equipment
models, software purchase, etc. Thus, how to bridge the gaps between the MoF initiative and the
AoF initiative becomes the second challenge that ASM needs to tackle.
3.2 Key Problem Solving Strategies
3.2.1 Optimized Decision Making Process
To build up the connection among stakeholders, the study established an optimized decision
making process, in which everyone's opinion could be considered and ultimately the teams
would reach consensus on the list of analytics to be implemented in Singapore.
The decision making process started with the MoF group submitting the request for
implementing advanced analytics to the AoF group. The AoF group reviewed the request and
30
made recommendations based on the current portfolio of analytics development at Amgen. With
the recommended technologies, the MoF group communicated with the AML site and the
Regulatory Affairs department to get feedback on (1)
whether these technologies match the
manufacturing process for the specific drug that is going to be made in Singapore, (2) whether
these technologies have significant advantages over the current analytical technology and (3) the
estimate of the difficulty to be approved by the FDA. The list was shortened after this screening
process and was then internally reviewed by the quality head of the ASM site to confirm that
they would match the advanced manufacturing process at Singapore. Finally, the PPD group
went over the list to assess the likelihood of completing the technical validation by the required
time points. This decision making process is demonstrated in Figure 4.
MoF
Fiing
A
AoF+
,jMoFh
MoF
Mo-
MoF
MoF
Figure 4: The optimized decision making process ensures the involvement of all
stakeholders. Stakeholders were grey if not connected and were highlighted in different colors
after connection. The arrows represent the communication directions.
3.2.2 Quantitative Risk Assessment Model
A quantitative risk management approach was used to assess the qualitative gaps between the
MoF and the AoF initiatives. Specifically, risk-causing factors for each analytical technology
were identified, and then a risk assessment model was built to rank technologies with
31
implementation risks from high to low. With high implementation risks, root causes were
analyzed and risk mitigation plans were proposed. With this risk mitigation plan, the advanced
analytical process would catch up with the mature status of the manufacturing system at ASM
(Figure 5).
Manufacture
Target Status
Propose risk mitigation plans
Identify high risks
Build a risk assessment model
Define risk causing factors
Analytics
AMGEN
Current Status
Figure 5: Analytics implementation readiness is evaluated by risk management. Risk
management involves four steps: define risk causing factors, build a risk assessment model,
identify high risks and propose risk mitigation plans. The ultimate purpose of reducing
implementation risks is to bridge the gaps between well-established MoF and early-stage AoF
initiatives.
In the process of defining risk-causing factors, the following five issues were considered and
assigned with weighted scores according to their relative difficulty and significance during
technology development. The total score of the five issues is 10.
(1) Stages of technology development: developing a technology is a cross-functional, long-term
process, with certain degree of unpredictability. Therefore, it was assigned with a high weighted
score, 3 out of 10.
32
(2) The Plan B: whether there exists a reliable alternative technology to switch to if the new
technology does not work. Because the size of ASM is only one third of that of a traditional
manufacturing site, and the sizes for warehouse, QC lab and other functions are proportionally
smaller than regular ones, the ASM site has less inventory-holding space, faster QC assay turnaround and less safety stock for raw materials. Therefore, if one manufacturing step stops
working due to no technical backup, it may hold up the entire manufacturing process. This factor
was assigned 3 out of 10 to emphasize its importance.
(3) Filing challenges: needless to repeat, how difficult to convince the FDA to approve new
technology or changes in current technologies literally determines whether or not the particular
technology can be incorporated into the commercial manufacturing facilities. The regulatory
affairs department at Amgen has accumulated years of experience at working with the FDA and
could give a confident estimate on the level of approval difficulty and provide detailed tactics to
resolve potential issues. This factor was given a score of 2 out of 10.
(4) The budget and (5) The floor space: Two questions are often asked when technical
implementation plans are discussed: how much it costs and how much floor space it takes up.
Although the capital budget for the Singapore site is fixed and the entire floor space for the
facility is limited, the MoF group can relocate the budget and move the equipment around to fit
specific technical needs. Hence each of these factors had a score of 1 out of 10. Risk-causing
factors and their weighted scores were summarized in Table 2.
Table 2 Risk causing factors and their corresponding weighted score
Budget
1
Within the MoF leadership team
33
With the defined risk-causing factors, each technology from the confirmed list was evaluated by
giving risk scores to represent high (score 60), medium (score 20) or low (score 1)
implementation risks. Risk evaluation was performed based on qualitative interviews with
related stakeholders. For example, the technology development can be grouped to three different
risk levels according to different development stages. Low risks are assigned for those that have
been evaluated, validated or implemented, medium risks for those in the middle to late stage of
development and high risks for those in early evaluation phases. Similarly, for plan B and filing
challenges, the ones easy to switch to existing technologies or sell to the FDA were considered
as low risks, those that need extra efforts or money were assigned with medium risks and high
risks were given to those difficult or costly to switch or sell. For the budget and the floor space,
whether the new technology stays within the original budget/floor plan separates low risks and
high risks. Medium risks refer to those that are not included in the original budget/floor plan but
additional funding or space could be secured. Lastly, the technologies not planned for Singapore
site were given the score of zero.
Criteria for risk scores on various risk-causing factors are summarized in Table 3. This risk
assessment model was reviewed and endorsed by the risk management group at Amgen.
Table 3 Criteria and risk scores for various risk-causing factors
Technology
Validated, Evaluated In the middle to late
Development Implemented
stage of development
Plan B
Costly or need some
Easy to switch
Not started yet or in early phase
No reliable plan B or very costly
efforts to switch
Filing
Easy to sell
Need some efforts
Hard to sell
Costly to file
Budget
In the budget
Over the budget but No budget planned
secure $$ from
other sources
Floor Space In the original plan
Newly add, but have
additional space
34
No space at all
Total risk scores are the sum of the weighted risk score of each risk-causing factor, whereas the
weighted risk score is the product of the individual risk score and the weighted score of a
particular risk-causing factor. The individual score numbers (the low risk with score 1, the
medium risk with score 20 and the high risk with score 60) were designed for two purposes. (1)
They could clearly separate low risks from medium/high risks. The total risk score for a
technology bearing low risks for every single risk factor is 10 while the least score for a
technology bearing at least one medium risk is 20, therefore, any risk factors bearing medium or
high risks could be distinguished. (2) Risk scores should reflect the accumulative effect of the
risks. For example, if a technology has a medium risk on the technology development (the risk
score is calculated as 20*3) or has medium risks on the filing challenge and the budget (the risk
score is calculated as 20*2 + 20*1), this technology is considered as risky as the one that carries
one high risk on the budget or the floor space (the risk score is calculated as 60*1).
With calculated total risk scores for each technology, the model needs to set implementation risk
levels from high to low. The MoF leadership team wanted to focus on identifying technologies
with at least one high risk or two important medium risks, therefore, the model set the criteria of
a high risk level as the total risk score of 67 and above (Table 4). If a technology, for instance,
carries medium risks for the budget and the floor space (the total risk score is 48), it would not be
considered posing significant implementation challenges. However, if it bears medium risks in
the filing process and the budget (the total risk score is 67) or one high risk in the floor space (the
total score is 69), this technology will need further investigation.
Table 4 High, medium and low risk levels are categorized based on total risk scores
Overall Risk Level
Medium
Total
Score
Cmet
10 to 67
One important medium risk or two low weighted
medium risks
35
Chapter 4
Risk Mitigation of Advanced Analytics Implementation at
ASM
4.1 Identification of Advanced Analytics with Different Risk Levels
4.1.1 Application of the Risk Assessment Model
Based on the risk assessment model discussed in chapter 3, a rank list of technologies with total
risk scores from high to low was generated (Figure 6). Out of 17 analytical technologies that
cover QC assays for the entire manufacturing process at ASM, four technologies are identified
with high risks, one with medium risks, seven with low risks and five are eventually excluded
from the current plan due to various reasons. The MoF leadership team decided to focus on
addressing the high implementation risks associated with those four analytical technologies.
4.1.2 Risk Contributors to Technologies with High Implementation Risks
In order to further understand the causes of those high risks, we need to look into the risk scores
of each individual risk-causing factor. Table 5 listed detailed risk scores for 14 technologies in
different QC applications, including four technologies with high risks, one with medium risks,
seven with low risks and two that are not planned. This study focused on investigating risk
contributors to those four high-risk technologies.
36
450
400
4
015_
350
0 0
07
~200
150
100
Medium Risk
Low Risk
Not Planned
AoF Technologies for ASM
Figure 6: Total score rank list of all analytical technologies for ASM. Seventeen advanced
analytical technologies were evaluated by the risk assessment model and were ranked according
to the total risk scores from high to low. Technologies with high risks were shadowed in red, the
one with medium risks was shadowed in yellow and the ones with low risks were shadowed in
grey.
Table 5 A partial list of analytics for ASM with detailed implementation risk scores
QC Assavs
Multi-attribute Method
PAT
Floor
Technological
Development Budget Space
N/A
N/A
N/A
N/A
37
Plan B Filing Total
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
(1) Micro ID assays
In September 2004, the FDA issued a strong guidance recommending genotypic identification of
microbes as part of the routine environmental monitoring program for aseptic processing under
GMP guidelines. A quote from Pharmaceutical Current Good Manufacturing Practices as
"Genotypic methods have been shown to be more accurate and precise than traditional
biochemical and phenotypic techniques...Advanced identification methods (e.g., nucleic-acid
based) are valuable for investigational purposes" (FDA Draft Guidelines 9/04).
Although the technology for Micro ID is well developed, ASM is the first site at Amgen to apply
it for microbiology identification. Therefore, no existing monitoring system could be used as an
alternative (the risk score for plan B is 20*3 = 60). In addition, the financial investment for
implementing this technology was not included in the original budget plan but could be secured
from the savings elsewhere (the risk score for the budget is 20*1 = 20)
(2) Water viability assays
In cell-culture-based processes, water viability is reflected by important parameters such as
osmolality and pH, key elements that are examined and optimized to improve productivity.
Osmolality, the concentration of a solution expressed as the total number of solute particles per
kilogram, affects cell viability and growth by regulating the transport of water and nutrients
through cell membranes. The appropriate pH value maintains the isotonicity of a culture. The
current practice for monitoring osmolality and pH values is to withdraw samples from
manufacturing systems and then pass them through multifunction analyzers. Withdrawing
samples during a bioreactor operation can introduce contamination and lead to a failed run of an
entire batch.
To minimize the risk of cell culture contamination, Amgen decided to implement a real-time
monitoring system for water viability. Although Amgen just purchased the system and had not
done any internal validation when the project was conducted, the real-time monitoring system
proved to be working well in the industry, so it is scored as a medium risk for the technological
development (20*3 = 60). Likewise, it may require extra efforts in securing financial support,
38
floor space and persuading the FDA for approval, but those challenges are manageable (medium
risk scores for the budget, the floor space and the filing challenge). And it is very easy to switch
back to the current practice to monitor water viability (a low risk score for the plan B).
(3) Sterility and Bio-burden assays
Products or components used in the pharmaceutical manufacturing procedures require the control
of microbial levels during any material processing and handling. Sterility and Bio-burden testing
on these products proves that these requirements have been met. According to the standard
ISO/TS 11139:2006 (Sterilization of health care products - Vocabulary), sterility refers to the
state of being free from viable micro-organisms and bio-burden means the population of viable
micro-organisms on a product and/or sterile barrier system. Currently, sterility and bio-burden
testing used in quality control processes at Amgen takes up to several weeks per sample. This
time delay prevents Amgen from discovering contamination incidents on a timely fashion and
may cause significant waste on material, labor, time and money. To this end, the risk score of the
Plan B is 60 (20*3). Similar to the real-time monitoring system for water viability, the new
technology for sterility/bio-burden testing has been validated by some players in the
biotech/pharmaceutical industry and Amgen has started its own validation process. ASM does
need to relocate some budget to support an implementation plan and to figure out the optimal
floor plan for implementation. The new technology uses the same principal for testing as that of
the traditional assay, hence it would not be impossible to get the FDA approval. Thus, all the
risk-causing factors bear medium scores.
For the three technologies above, Amgen has staffed several cross-functional teams dedicated to
addressing the challenges, and this study has focused on raw material identification (especially
liquid media ID), which has the highest implementation risks.
4.1.3 Raw Material ID Technology with Highest Risks
Pharmaceutical companies often deal with a large number of raw materials and, without carefully
monitoring, confusion between similar or mislabeled substances can easily occur. In addition,
before they can be used in the production process, incoming raw materials may also have to be
tested to see that they meet certain specifications, such as moisture content, purity, etc. Therefore
39
the manufacture of high quality pharmaceutical products requires identification of the incoming
raw materials.
Amgen decided to apply Raman technology to increase efficiency and reduce the cost in the
process of raw material identification, as Raman has proven to be an easy-to-use and powerful
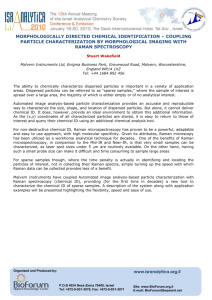
tool.[12] Raman spectroscopy, a molecular spectroscopy observed as inelastically scattered light,
allows for the interrogation and identification of vibrational states of molecules.[12] As
illustrated in figure 7, samples are illuminated by monochromatic light, usually from a laser in
the visible, near infrared, or near ultraviolet range. After interacting with molecule vibrations,
phonons or other excitations in the system, the laser photons shift energy level up or down. The
shift in energy corresponds to the unique sample information in the system.
40
SMI.
wevelength (asserl into sample.
Reman
Measures how much light
is emitted by a substance.
Mufiple wovelengths oittod st
froquencis owresponding to bonds
3500-
Raw Raman Spectra of
Seven Media Samples
3000-
S0-2000-
E15001000500-
500
1000
2000
1500
Wavenumbers
2500
Figure 7: Demonstration of the principle for Raman Spectroscopy (upper panel) and raw
Raman spectra of seven media samples used at ASM (lower panel). Seven liquid media to be
used in ASM were detected by Raman technology under optimized settings in this study. Raman
intensities of the Raman spectra between wavenumber 300 and 2600 cm-1 are shown.
The advantages of using Raman technology in raw material ID include but are not limited to (1)
fast readout, as scan per sample could be done within seconds; (2) low cost, as the marginal cost
for scanning extra one unit is literally zero while the fixed cost for purchasing Raman equipment
is similar to that of the current method for raw material ID; and (3) capability to be used on the
41
manufacturing floor. Not like the current method, which has to be conducted in a separate QC
lab, Raman devices could be portable and therefore could be used at the receiving deck where
raw materials are received.
However, implementing Raman technology carries the highest risks among all the analytics for
ASM, mainly due to three reasons:
(1)
Amgen had not fully validated Raman technology to meet specific needs during the
manufacturing processes, such as identifying liquid media and recognizing the incoming
unknown samples;
(2) Current method for raw material identification is costly, time-consuming and not always
reliable. At ARI, the current raw material ID method not only costs $2000 per lot and takes 3
days to analyze one sample but also has an average 18% invalid rate;
(3)
Significant gaps exist between the validation stage under R&D context and the
implementation stage under GMP environment. Detailed discussion will be included in part 4.4.
4.2 Feasibility Evaluation of Using Raman Technology for Liquid Media ID
4.2.1 Advantages of Replacing Solid Media with Liquid Media
One of the challenges for Raman technologies in raw material identification is to identify liquid
media. Currently ASM uses powder media but wants to replace powder media with liquid media
in the long run because liquid media has two significant advantages. Firstly, using liquid media
can reduce the number of stock keeping units (SKU), the inventory holding cost and the
complexity of unit operations (Figure 8).
Powder media preparation for a cell-culture-based manufacturing process requires 5 steps,
including receiving powder, dispensing powder, hydrating powder, sterilizing media and adding
media to the bioreactor. In contrast, preparing liquid media reduces the operational procedure to
three steps- receiving, sterilization and addition. The reduction in the number of processing steps
also decreases the number of stock keeping units and therefore saves inventory holding cost. For
example, if using liquid media for cell culture, ASM will no longer need to purchase disposables
used for powder media preparation, such as powder lift devices, hydration bags, filtration
42
apparatus, holding vessels, transfer lines, etc. Additionally, the labor involved in the QC process
is significantly reduced.
Description
Powder Media
M
Liquid Media
Unit Ops per Run
Base media
Unit Ops per Run
Supplements
Cu
5
Receiv
pH titrants/buffers
Amino Acids
Powder
PTB Lift Device
Dises
Hydration Bags
.0
a
Filtration Apparatus
Holding Vessels
Power
V
v
Hydrat
Transfer lines
Sterile filters
Power
0
QC Inspection/receipt
10
1
c
QC Sampling/testing
Transportation
Dispensing
10
10
1
10
10
1
.g
W
SeSie/R
Fitation
Add
to
Figure 8: Benefit analysis of liquid media versus powder media. The number of chemicals,
reagents, disposables and the amount of related labor involved in powder media (PM) and liquid
media (LM) preparation are compared in the left chart. The unit operational process per run
between powder media and liquid media is listed in the right flow chart.
Secondly, a non-homogeneous powder sample would cause significant variation within samples.
Powder media usually is a mixture of different powder components, so it is not rare to see a nonhomogeneous state in color and shape (Figure 9). A Raman device with high resolution and high
sensitivity works by using laser to target different points within a sample, therefore subtle
variation from point to point would generate different Raman spectra among multiple
measurements. With that said, for identifying complicated mixed components by Raman, the
ideal sample should be in the form of homogeneous liquid that gives consistent and positionindependent sample properties.
43
W
40
00
so
X bin)
Figure 9: An optical picture of a sample powder media under 50X microscope. Different
color points are observed within the same sample, which would generate different Raman
spectra.
4.2.2 Challenges in Liquid Media ID
It is concluded at Amgen that Raman spectroscopy is feasible for pure single compound raw
material verification if the raw material has no fluorescence with the morphology of fine
powders or fine crystals. When the project started, Amgen had also successfully validated
Raman application in the identification of powder media but did not make significant progress
with liquid media ID. To find out the root causes, this study first tested the current Raman
technology used at Amgen with powder media and the same media in the liquid form. It turned
out that the current Raman technology could only distinguish powder media but not liquid media
due to a poor signal-to-noise ratio in the liquid form. While the signal from powder media can be
as high as 35*1 0A3 times stronger than water, the signal from liquid media could not be
distinguished from that of water, the negative control (Figure 10). The poor signal-to-noise ratio
explained why different liquid media could not be clustered to different groups even after several
layers of data preprocessing (Figure 11). Only two out of seven liquid media could be separated
clearly while the other five media samples were mixed together.
44
35-
30'ABM 167'
Water
'ABM167-002'
25-
20-
15-
Cu
Cu
10-
5I
400
I
I
600
"00
1200
1000
go
Wavenumbers
Figure 10: A poor signal-to-noise ratio in the liquid media sample detected by current
Raman technology. Powder media ABM 167, its corresponding liquid media ABM 167-002 and
distilled water samples were tested in the containers of the same material by the current Raman
technology under the same parameter settings. Raman intensity of the Raman spectra between
wavenumber 300 and 1800 is shown.
Score 2 vs Score 1
1~1~
-~
U.
0. 176
0. 125 0. 075
0. 025
AOM145
025--,4
-0. 075 -
o075
1_
-
_
__A
--.
fM(;M
2
2
-0. 125--0. 175-W
ter
-0. 225 -0. 276--0. 325 -0
-A17r,-
-0.44 -0.39 -0.34 -0.29 -0.24 -0.19 -0.14 -0.09 -0.04 0.01 0.06 0.11 016
45
Figure 11: Seven liquid media and distilled water were tested by current Raman
technology under optimized settings and then analyzed by Principle Component Analysis
(PCA). Five measurements were taken for each sample. Data was preprocessed by Standard
Normal Variate (SNV) transformation.
4.2.3 Root Causes Analysis
The significant decrease in signal strength from powder to liquid is caused by sample dilution.
Usually liquid media is composed of 40 to 80 different components at the overall concentration
of 20 to 90 g/L or 200 - 600 mM (data based on Amgen liquid media information), and the
concentration for each component is even lower. With the same Raman spectroscope settings,
samples in a lower concentration of course give weaker signals than those in a higher
concentration. What's more, the water background contributes to the noise level, further
decreasing the signal-to-noise level.
Solutions to detect the Raman signal from diluted samples could be explored in two directions:
software development and hardware improvement. Advanced algorithms and sophisticated
statistical tools could be developed to identify weak Raman signals from the background
noise.[13] However, customized software is not ideal for commercial application in the
biotech/pharmaceutical industry as it is difficult to be standardized for universal application, hard
to train the workforce and complicated to use on the manufacturing floor. Another solution is to
find an appropriate Raman device with optimized parameters that can detect a stronger signal
from the aqueous solution with mixed components. The detector sensitivity of a Raman device
can be primarily affected by detector material, detector design and its settings, such as the
excitation energy and the cooling efficiency.[14]
The higher the energy of the excitation light as input, the higher the energy of the scattered light
as output. However, the higher energy would cause another common problem for Raman
technology application -- fluorescence interference. Fluorescence in Raman spectroscopy is
generated from organic molecules and contaminations and usually swamps or obscures Raman
signals.[15] Although some background-correction algorithms for highly fluorescent samples in
Raman spectroscopy have been developed, commercially available algorithms are not sufficient
46
enough to completely eliminate fluorescence interference (Amgen internal data not shown).
Therefore, when optimizing the Raman technology for powder media identification, the laser
excitation source of the current Raman device was set in a very low energy level (long
wavelength), to minimize the fluorescence interference. To this end, this study will test a laser
source with slightly shorter wavelength to increase the excitation energy level but not cause too
much fluorescence interference.
Another important issue that plays a critical role in determining the sensitivity of Raman
spectroscopy is the efficiency of the cooling system in detectors. Raman spectroscopy usually
uses CCD (Charge Coupled Device), a silicon based multichannel array detector of UV, visible
and near-infra light, as the detector. CCD is extremely sensitive to light (and thus suitable for
analysis of the inherently weak Raman signal), and allows for multichannel operations. This
means that the entire Raman spectrum can be detected in a single acquisition.[14] A CCD also
can have a very low thermal or "dark" count that contributes to the background noise. The dark
current of a CCD roughly doubles for every 6'C increase in its temperature.[14] Thus, colder
CCDs generated lower dark noise. Originally, spectroscopic CCDs were cooled with liquid
nitrogen, which reduces the dark count to essentially undetectable levels. However, the Raman
device validated at Amgen is portable, which means it does not carry a sufficient cooling system
to reduce the dark current. To this end, this study secured a new Raman device equipped with
peltier cooled detectors suitable for temperatures down to -90'C.
4.2.4 Experimental Design for Feasibility Assessment
The experiment was designed to help the MoF leadership team for ASM to make a data-driven
decision on whether the selected new Raman device with the excitation laser of an increased
wavelength and a peltier cooled detector could be used for liquid media identification.
To ensure the comprehensiveness of the experiment, all seven media used for drug substance
manufacturing at ASM were tested (Table 6). All samples were prepared in a biosafety hood to
avoid contamination. Samples were stored in 50ml conical tubes wrapped in aluminum foil to
minimize light exposure (that would cause component degradation) and shipped overnight at
room temperature. Samples were stored at 4'C upon arrival.
47
Table 6 Media types and properties for all seven liquid media used in ASM
Media Type
& Properties
Purpose of use in
manufacture
-- _
-----_
ABM167- ABM371- ABM371- AFM062- AFMI15002
004
007
002
001
N
.
.
ATF Media ATF
N-1 Feed
Bioreactor
1/2
Media 1/2 Medium
Medium
______M
Number of
comoeno75
components
____
77
77
__
____
40
IMX5.0009/8*
Production Expansion
Fed
BiorEactor
Media
Media
39
71
Oera.
32.131208 43.147012 44.14701 29.52861 82.362341 21.402575
Concentration (gL)y
Overall
OceratM 217.43759 281.21734 286.7667 219.0553 562.09941 229.63643
Concentration(mM)
Color (qualitative)
light pink
medium
pink
medium
pink
dark pink
darkest
pink
Almost
coloess
PH
6.929
7.038
7.039
6.923
6.808
7.005
IMX5.0-008*: IMX5.0-008 is the same as IMX5.0-009 except for the 2000nM methotrexate (MTX).
(1) Calibration and negative control
Experiments started with the calibration of the new Raman device that has a routine program for
auto calibration. After the calibration is passed successfully, the system is ready for use. The
spectral throughput, the frequency and the laser power are checked using milli-Q water (negative
control).
(2) Sample handling and processing
When switching samples, rinse the solution sample holder (quartz liquid cell) three times with
MilliQ water, rinse it once with the liquid sample. Load 2 ml of each media sample into the
solution holder.
(3) Sample measurement
For each sample, take 11 consecutive measurements for the same media; each collection lasts
5min (lsec x 300 scans). Measurement conditions: No filter (max power) used, 300gr/mm
48
grating, keep the same hole (500 im) and the aperture (200pm) sizes, fix the same spectral range
300 - 2600 cm~1 using the multi-range setup.
(4) Data recording and analysis
Raw Raman spectra from all measurements were stored automatically on the Raman device and
then processed by commercially available software used by the PPD group at Amgen. The
software algorithm can perform statistical analysis suitable for liquid media evaluation in this
study. Briefly, data sets were first processed by principal component analysis (PCA) for data
compression and classification. Principal component analysis (PCA) is a statistical procedure
that uses orthogonal transformation to convert a set of observations of possibly correlated
variables into a set of values of linearly uncorrelated variables called principal components. The
number of principal components is less than or equal to the number of original variables.[16]
Based on PCA scores, the Mahalanobis distance method was used to provide a mathematical
way of measuring the "nearness or likelihood" of an unknown sample to the calibration set. The
Mahalanobis distance basically measures a data point's distance from a common point, which is
generally used to identify and gauge similarity of an unknown sample set to a known one. In
order to use the Mahalanobis distance to classify a test point as belonging to one of N classes,
one first estimates the covariance matrix of each class, usually based on samples known to
belong to each class. Then, given a test sample, one computes the Mahalanobis distance to each
class, and classifies the test point as belonging to that class for which the Mahalanobis distance is
minimal. [17]
4.3 Evaluation Results for Liquid Media ID
4.3.1 Seven Liquid Media Samples Were Identified by Optimized Raman
Technology
The new Raman device with an excitation laser of higher energy level and a better CCD cooling
system acquired high quality Raman spectra data. All seven media samples showed strong and
distinctive spectra even without water subtraction (water peak around 1600 cm-' in Figure 12).
The spectral data was then preprocessed with mean centering (MC), standard normal variate
(SNV) transformation and
2 nd
derivative processing. Afterwards, the data was analyzed by
principal component analysis. Five liquid media samples were clustered to different groups with
49
slight variation within the same group (Figure 13). Two samples that differ in one chemical at a
trace amount (IMX 5.0-008 and IMX 5.0-009) overlapped. These results show that the majority
of the liquid media tested in the experiment could be distinguished but subtle differences in
liquid media samples cannot be detected. Solutions to resolve this issue could include switching
to higher sensitivity assays such as Mass Spectrometry or looking for raw material purchase
adjustment. For example, purchase the base media in liquid and the supplement material in
powder separately and add the supplement before use.
3500300025002000E 1500QU
1000500i
500
1000
1500
Wavenumbers
2000
I
2500
Figure 12: Raw Raman spectra for seven liquid media samples with decent quality. Seven
liquid media samples were scanned for 5min in Quartz cell under 785nm excitation laser. Raman
intensities between wavenumber 300 - 2600 cm-1 were recorded.
50
* ABM167-002
M ABM371-004
U ABM371-007
*AFM062-002
* AFM115-001
N IMX 5.0-008
N IMX 5.0-009
in 300Figure 13: PCA clustering results of seven liquid media. Raw Raman spectra data
2600 cm' was processed by PCA analysis and different media samples were color-coded.
4.3.2 Product Identification Achieved by Optimized Raman Technology
a
To mimic the raw material ID process on the manufacturing floor, this study performed
set.
discriminant function analysis to test whether an unknown sample matches a calibration
Discriminant function analysis is a statistical analysis to predict a categorical dependent variable
(called
(called a grouping variable) by one or more continuous or binary independent variables
act
predictor variables).[18] In simple terms, discriminant function analysis is classification - the
the
of distributing things into groups, classes or categories of the same type.[19] In this case,
average value of 10 measurements was treated as the calibration set, and the 1 th measurement
into the
was treated as the unknown sample. Whether the unknown sample can be distributed
right calibration set is predicted by discriminant function analysis.
statistical
Discriminant function analysis prediction results (match/not match) are based on three
measurements.
is used
Mahalanobis distance (M-distance). As introduced before, the Mahalanobis distance
thresholds
to identify and gauge similarity of an unknown sample set to a known one. M-distance
(1)
sets for
are usually sample-dependent, and larger thresholds may be used for specific calibration
used, which
acceptance (match) or rejection (not match). [20] In this study, a threshold of 10 was
51
means that if the M-distance is larger than 10, the unknown sample and the calibration set were
not considered from the same group (Table 7).
(2) Spectral residual. The spectral residual in this case refers to the difference between the
Raman signal from an unknown sample and that from a calibration set. For the sample that
matches to the calibration set, the spectral residual should be very small (Table 7).
(3) F-ratio. The F ratio is the ratio of the variance between groups to the variance within groups.
The F ratio is used to test whether or not two variances are equal. If the F-ratio is not statistically
significant, it is assumed that there is homogeneity of variance. Often it is a small number if a
sample matches a calibration set (Table 7).[21]
Table 7 Liquid Media Identification Based on Discriminant Function Analysis
Sample:
Match
Calibration
Yes
ABM167-2 (SNV, Gap=7)
No
ABM371-4 (SNV, Gap=7)
ABM371-7 (SNV, Gap=7)
AFM062-2 (SNV, Gap=7)
AFM115-1 (SNV, Gap=7)
IMX5.0-8 (SNV, Gap=7)
IMX5.0-9 (SNV,Gap=7)
Calibration
ABM167-2 (SNV, Gap=7)
ABM371-4 (SNV, Gap=7)
ABM371-7 (SNV, Gap=7)
AFM062-2 (SNV, Gap=7)
AFM1 15-1 (SNV, Gap=7)
IMX5.0-8 (SNV, Gap=7)
IMX5.0-9 (SNV, Gap=7)
No
No
No
No
No
ABM 167-2-X.spc
M Distance Spec Residual F-Ratio
1.672239
1.700997
1.01 E-02
212.7974
1.222423
361.975
222.7649
633.6375
4998.592
484.3646
836.1185
0.9045842
2.236077
8.58926
1.616605
1.585722
147.2449
400.2893
1410.114
340.4342
433.0294
ABM 167-2-X2.spc (after 3 weeks storage)
F-Ratio
Match M Distance Spec Residual
10.1809683
No 29.3683046 6.17E-02
No 335.970415 1.133001434 197.231101
No 196.236097 0.792467838 128.994978
No 577.631633 2.034420865 364.190001
No 4546.91685 7.817054504 1283.33931
No 568.201625 1.894790445 399.016113
No 976.031664 1.848726174 504.850555
From Table 7, not only the fresh sample was matched with the correct calibration set
(highlighted in blue) but also the discriminant analysis can distinguish between fresh and stored
samples (highlighted in red). Although the M-distance for stored samples increased significantly
compared to that of fresh samples, it was still robustly distinctive from other samples. Whether
the threshold for stored samples should be increased depends on the samples' impact on the
52
performance of cell culture in the downstream manufacturing process. If the stored media do not
have any negative impact on cell culture, the threshold for passing a sample should be adjusted
accordingly. So far, based on the discriminant function analysis on the Raman spectra of the
liquid media, this methodology seems promising and works well as long as the media differences
are not too subtle to capture. The Raman coupled with multivariate analysis is a potential highthroughput method. Once reliable and robust calibration models are built, the new process for
raw material identification could be very efficient.
4.4 Implementation Challenges and Plans for Raman Technology at ASM
Although feasibility tests have validated the possibility of utilizing Raman spectroscopy in
identification of liquid media, how to push this technology from the R&D lab to the
manufacturing floor is still a big challenge. Questions that need to be addressed for successful
implementation include which Raman vendors to choose for different Amgen manufacturing
sites and how to build a library that stores and updates the calibration sets for incoming samples.
As another team at Amgen has been taking a lead on building the library, this study focused on
developing a model for vendor selection. At first, the study looked into the cost benefit analysis
of switching traditional raw material identification method, High Performance Liquid
Chromatography - Amino Acid Analysis (HPLC-AAA) to Raman spectroscopy. Net present
values for the first two and three years were calculated (Figure 14). The cash inflow is the cost
savings on running HPLC-AAA at a full-scale commercial site, based on the cost of running
HPLC-AAA per lot and the number of lots run per year. The cash outflow is composed of three
parts: the fixed cost that is mainly the cost of purchasing Ramen devices; the variable cost that
includes testing, maintenance and labor cost if sampling is needed; and the sunk cost that covers
depreciation and software development. As sunk cost is not included when making business
decisions, the cash outflow only takes into account the fixed cost and the variable cost. Also, this
NPV model assumes robust identification for every Raman device as the false negative/false
positive ratios would erode the net present values.
53
g AAA to Raman
Annual cash flow of swi
Cash Outflow
* Cost of AAA per lot
*
Fixed Cost
Variable Cost
Sunk Cost
Purchase cost
Manpower if
sampling is needed
- Testing cost
- Maintenance cost
- Software
development
* # of lot per year
N
NPV(i, N)
=
Z
- Depreciation
i- the discount rate
Rt - the net cashflow, Cash Inflow - Cash Outflow
t - time of the cashflow
N - total time of the project
Figure 14: Flowchart of Net Present Value calculation for replacing AAA to Raman
technology for raw material identification. The cash inflow is highlighted in red, which is the
cost of running AAA for raw material identification. The cash outflow is highlighted in blue,
which includes the fixed cost such as equipment purchase, the variable cost such as testing,
maintenance and labor cost. The suck cost was not included in the NPV model. The NPV
formula is illustrated in lower left corner. Amgen uses a discount rate of 10%.
After collecting information from different sites at Amgen, the NPVs for the first two and three
years were calculated as shown in Table 8. The Raman device from vendor 1 is the most
expensive, with only $3.7K NPV in two years while vendor 3 is the most cost effective, with
$223.7K in two years. But vendor 1 does not need sampling during Raman tests (so it could be
potentially implemented on the receiving dock) but vendor 3 needs sampling for complicated
materials (such as powder media) and certain thick containers. And vendor 3 cannot be used for
liquid media identification, which could be achieved by vendor 2 (vendor 1 has not been
evaluated for liquid media identification yet).
54
Table 8 Net Present Values and Application Specifics for Three Raman Vendors
NPV of 3 yrs($)
135.2K
121.1K
355.2K
Sampling
No
Yes
No/Yes
Liquid Media ID
N/A
Yes/Sampling
Unlikely
Apparently different vendors offer different devices with various financial benefits, sampling
requirements, application areas and other features. Amgen is in the process of building a more
comprehensive vendor selection matrix, to incorporate all the different features of these vendors
and ultimately to give guidance on which vendor to partner with for various needs across the
company.
Other implementation issues that need to be considered include the false positive/false negative
ratios from different Raman devices/applications, and how to meet the implementation deadline
at ASM. These factors are taken care of by the company and will not be discussed in this study.
55
Chapter 5
Conclusions, Lessons Learned, and Recommendations
5.1 Summary of Raman Technology Development at Amgen
In the biotech/pharmaceutical manufacturing process, it is desirable to design control schemes
that rely on the measurement of product quality attributes and thereby enable real-time decisions.
Implementation of these schemes should result in consistent product quality and high operational
efficiency. The example of this technical shift for raw material identification is a demonstration
of this trend.
In the traditional practice, incoming raw-material containers need to be opened and samples need
to be extracted. The materials are then typically transported to a laboratory for chemical analysis,
a process that may take several days or longer, during which time the material is unavailable for
production. Technologies used for laboratory identification tests include high-pressure liquid
chromatography (HPLC), near-infrared (NIR) and mid-infrared (mid-IR) spectroscopies and
other wet chemical methods. [22-26]
Pharmaceutical manufacturing facilities are now moving toward 100% inspection of incoming
raw materials to confirm that the content of each container is verifiable at the molecular level
with improved operational efficiency. Among many advanced analytical technologies, Raman
spectroscopy has proven efficient and effective for a wide range of pharmaceutical applications,
including identity testing of pharmaceutical raw materials, in-process analysis and authentication
of final dosage forms.[27, 28] Amgen started evaluating Raman spectroscopy applications for
raw material identification in 2009, and by 2011, the majority of organic and some inorganic
chemicals have been validated by Raman spectroscopy. Inspired by the initial success, Amgen
started looking into a wider raw material list including powder media, a complicated mixture of
10-20 components in 2011. Software development also was initiated in 2012. In 2013, Amgen
overcome several major technical barriers that prevented Raman spectroscopy from being used
on the manufacturing floor without opening raw material containers, including two technical
56
challenges addressed in this study, liquid media identification and product identification. In
2014, all the efforts will be focused on implementation evaluation and execution in
manufacturing facilities and implementation in the Singapore site (Figure 15).
j
0
-J
0
z
LLI
z
" Powder Media ID
- Software Dev.
-Organic
*Some Inorganic
2009-2011
2013
2011-2012
2014
Figure 15: The timeline and milestone events of Raman technology development at Amgen.
Key pieces of achievement for Raman technology development are mapped out along the
timeline. Two technical challenges addressed in this study are highlighted in red.
5.2 Key Operational Lessons Learned from Developing Raman Technology at
Amgen
Despite significant progress made in Raman technology development, several operational issues
have been raised during the technical evaluation process, including (1) the overwhelming
workload incurred by the hardware evaluation group, (2) the unexpected delay in the software
evaluation group, and (3) serious concerns raised for successful implementation on time.
57
5.2.1 Dynamic Project Management in Development Processes
In the modem world, projects are conducted in a fast changing environment and suitable
management approaches are identified to tackle the changes. This study built a task inventory
model to show that the process capacity such as staffing, equipment and other supporting
resources should be adjusted to match the changing workload.
The Raman project started with the technology evaluation, to validate the possibility of using a
Raman spectroscope for raw material identification, followed by the software testing and finally
the technology implementation (Figure 16). In the first phase of the project, research scientists
and engineers complained about the overwhelming workload incurred when evaluating different
Raman technologies. A process map was built to analyze the root causes of the sudden increase
in the workload during the hardware evaluation (Figure 16 A). When the PPD group started
testing Raman technology, only 6 media samples were tested. Preliminary encouraging results
were circulated in the company and raised interests in other applications such as chemicals, drug
products, liquid media and multiple Raman devices from other vendors. However, the
headcounts and resources of the research team in the PPD group did not change, therefore the
capacity for processing incoming requests did not increase accordingly and soon became the
bottleneck of the process. Long request waiting lists were generated and researchers were
stressed. If the process rate could be increased 10 times by hiring part-time workers or
contractors or partnering with Raman vendors and securing additional Raman devices, the extra
tasks could be quickly finished and no extra inventory would be built up (Figure 16 B).
58
A.
Technology Evaluation
-l1= requested tasks
- Li= number of tasks
Ap1= process rate
Wait
Process
MoF requests with
_ _uid media, P&PD
requests with multiple
vendor selection
QC/AoF requests with
chemicals/up
a
Raman
Software...-Tests
- -
v in
initiative
L - - -- - -
..
--
P&PD group, 6 media
samples tested
FrrpireiiTtot(on
-~
Process
-------------
B.
----------------------------Technology Evaluation
I
A
Al = requested tasks
- Ll= numberof tasks
Sp1= process rate
Wait
so
70
-
Process
Total Tasks Waiting Li with 1OX 1
QC/AoF requests with
EnTd
-
--
X2
MoF requests P&PD
with
lqttrnedia,
requests with multiple
selection
60I
Software Tests
- - ..- . .-
50
40
Raman initiative In
30
20
- -
&P
6,99eia
FU0p~
-
-
-
samples tested
rnirpeiirtron~
Process
10
-----------
Figure 16: A process map and task inventory model for Raman technology development.
The task inventory increased when input requests increase with a fixed process capacity, B The
task inventory decreased by increasing the process rate by 10 fold.
59
5.2.2 Reduce Unnecessary Delay
Another lesson learned from Raman technology development is to reduce unnecessary delay.
The Raman project was broken down into three stages: the technical evaluation to assess the
feasibility of using the Raman spectroscope for raw material identification, the software testing
to build the library for data sets and the implementation phase to implement this technology on
the manufacturing floor.
In an ideal world, the project should proceed as planned and the next development phase will not
start till the first phase gets close to the end or already finishes (Figure 17). However, all
projects, regardless of the size, the scope or the complexity, are burdened by deadlines and
uncertainty. This phenomenon is best expressed in two well-known adages - the laws of
Parkinson and Murphy. Parkinson's Law, speaking to project deadlines, says that "work expands
to fill the space allotted". Murphy's Law, speaking to uncertainty, says that "whatever can go
wrong will, and most likely at the worst possible time". The observed Raman project
development (once again) proved these laws. Inventory tasks built up during the technology
evaluation phase due to an unexpected increase in workload and the original Raman device that
passed the technical validation turned out to have no capable software to meet Amgen's needs.
All the buffer time was consumed and a significant delay incurred for the implementation phase
(Figure 17).
In fact, delays are quite common in projects and the "unexpected" nature of any project delay
relates to source., probability and timing. Therefore, advanced preparation in project management
terms could help to reduce the negative impact of delays. Certain types of delays are highly
predictable, such as late delivery from outside sources, and can be factored into the schedule
before project work begins. Other delays can be foreseen, but cannot reasonably be factored into
the schedule in advance. Predictable delays can be factored into the project via a documented
risk management plan. When the plan is prepared, risks are identified and evaluated to determine
the source of likely project delays and contingent responses are developed. If the predicted
delays do come to fruition, the risk management plan provides a ready-to-use course of action.
60
Expected
Software Tests
Observed
I
Process lnvetory Ta
Software Tests
,;
Delay
Optimal
BuW
ollection Software
Analysis Software
Process
Advancement
Achieved
Buffer
Raman Project Timeline
Figure 17: The expected, observed and optimized timeline for the Raman project
development. Different steps of the Raman project are highlighted in different colors and
mapped along the project timeline.
This study uses risk management to tackle delays caused by the task inventory built up in the
technical evaluation phase. Further more, this study suggests risk assessment at the very
beginning before the project starts and schedules the project accordingly. After realizing that the
software development may carry as much as (if not more) risks then the hardware evaluation, the
project could have started the software development in parallel with the technical evaluation and
could have left buffer time for unpredictable delays. Thus, the project could have progressed
more smoothly and faster than that it did (Figure 17).
5.2.3 Enhance Collaboration Among Stakeholders
The third lesson learned from managing this project is how to improve the collaboration among
cross-functional teams. The cross-functional teamwork is a real necessity these days when
carrying out fundamental changes across the organization. Despite the need for it, vast confusion
exists about improving cooperation among departments. When this study started, the majority of
the stakeholders that should have been involved in the project had never talked to others.
61
Process: How operation team decide the list of analytics technologies
Operation
Generate a QC tech list by quality head
Analytics
Review by Analytics from technical
development perspective
Evaluate recommended technology
List of technology with risk rankings
tion
Solutions to mitigate risks
Operation
Tech Dev. Teams
iFinalize
implementation plan for QC
Continuous improvement for
implementation
-Operation
Figure 18: Flow chart of optimized decision making process to connect stakeholders
together. How the operation team decides the list of analytical technologies is demonstrated in a
seven-step flow chart, in which every stakeholder can make suggestions to the operational
leadership team.
Looking back, good things that were done to enhance the collaboration among by-then loosely
connected stakeholders included the following:
(1) Form proper membership and establish the right connections.
The collaboration fostering process started with identifying all the major stakeholders and
connecting with experts to cover problem areas. As shown in Figure 18, Raman technology
development needs leadership from the MoF operational team, support from the AoF group and
the PPD group to lead the technical evaluation at R&D stage, as well as input from the GAS
group and other manufacturing sites to cover the daily operation and implementation issues. As
the project advances, membership and connections need to be adjusted to the changing
environment. For example, the software development team at the Colorado manufacturing site
62
was brought on board recently to be in charge of database construction for Raman
implementation at ASM.
(2) Set a clear charter and purpose
One of the primary reasons that most of stakeholders did not feel the same pressure as the MoF
leadership team did for the analytical technology implementation in Singapore is because they
did not know the goals and the timelines of building ASM, the first MoF site at Amgen. After the
MoF leadership team clearly delivered the message that ASM is expected to finish construction
and implement both the manufacturing and the analytical technologies in the site by 2014, the
AoF group increased its support to ASM by conducting implementation risk analysis exclusively
for ASM and the PPD group rescheduled their experiments to put ASM as first priority.
(3) Define achievable, noticeable results
Clearly defined milestone events not only ensure the steady progress of the project, but also
serve as a strong motivation to team members and therefore foster their collaboration. The results
of overcoming two technical limitations, liquid media identification and product identification,
were presented at the all-staff meetings. The promising results encouraged the PPD group to host
a Raman symposium in the company to build up the wider and stronger connection with other
departments. These results also eased the MoF leadership team's concerns about successful
implementation of advanced analytics at ASM.
(4) Understand and agreed-upon ground rules
These ground rules include the norms for the group such as how conflict and consensus is
handled, who writes the minutes, who facilitates the group, and just as important, ground rules
on how much time, money, people and other resources the department is willing to give to this
project; who the group can turn to when in trouble; and if management does not follow through,
how the group will bang them on the head. Sometimes it requires sponsorship from higher
executives to get the endorsement from all parties. The MoF leadership team has very limited
control over the resource allocation in other departments, therefore getting the buy-in from
executives from other departments is critical for the success of the Raman project. The MoF
leadership team has been meeting with senior executives from the AoF group, the PPD group
63
and other related groups on regular basis, to ensure that sufficient money, staff and other
resources are allocated to support the Raman technology development and implementation.
64
Bibliography
1.
http://en.wikipedia.org/wiki/Amgen, Wikipedia Link. 2014.
2.
Binder, G. and P. Bashe, Science Lessons. Harvard Business Press, 2008.
3.
Farid, S.S.,
Process economics of industrial monoclonal antibody manufacture. J
Chromatogr B Analyt Technol Biomed Life Sci, 2007. 848(1): p. 8-18.
4.
Farid, S., A Decision-Support Toolfor Simulating the Process and Business Perspectives
ofBiopharmaceuticalManufacture. Ph.D. Thesis University of London, 2001.
5.
Pisano, G., The Development Factory.HBS Press, 1997.
6.
Shukla, A.A., et al., Downstream processing of monoclonal antibodies--applicationof
platform approaches. J Chromatogr B Analyt Technol Biomed Life Sci, 2007. 848(1): p.
28-39.
7.
Shukla, A.A. and J. Thommes, Recent advances in large-scaleproduction of monoclonal
antibodies and relatedproteins.Trends Biotechnol, 2010. 28(5): p. 253-61.
8.
Farid, S.S., Established bioprocesses for producing antibodies as a basis for future
planning. Adv Biochem Eng Biotechnol, 2006. 101: p. 1-42.
9.
Jiang, Z., Y. Huang, and S.T. Sharfstein, Regulation of recombinantmonoclonal antibody
production in chinese hamster ovary cells: a comparative study of gene copy number,
mRNA level, andproteinexpression. Biotechnol Prog, 2006. 22(1): p. 313-8.
10.
Barbaroux, M. and S. A., Properties of Materials Used in Single-Use Flexible
Containers:Requirements andAnalysis. BioPharm International, 2006. 11.
11.
Morrow, K.J., Disposable Bioreactors Gaining Favour: New Components and Systems
Improve Process Reliability and Reduce Cost. Genetic Engineering News, 2006. 26(12):
p. 42-45.
12.
Mirov, S., D. Martyshkin, and R. Ahuja, Effective suppression offluorescence light in
Raman measurements using ultrafast time gated charge coupled device camera. Review
of Science Instruments, 2004. 75: p. 630-635.
13.
Li, B., et al., Rapid characterizationand quality control of complex cell culture media
solutions using raman spectroscopy and chemometrics. Biotechnol Bioeng, 2010. 107(2):
p. 290-301.
14.
Lewis, I.R. and H. Edwards, Handbook of Raman Spectroscopy: From the Research
Laboratoryto the ProcessLine. CRC Press; 1st edition, 2001.
65
15.
Liao, L.B., H.Y. Zhou, and M.M. Xiao, Surface enhanced Raman scattering at single
crystal TiO2 (Retractionof vol 316, pg 164, 2005). Chemical Physics, 2009. 358(1-2): p.
184-184.
16.
http://en.wikipedia.org/wiki/Principle component analysis, Wikipedia Link. 2014.
17.
http://en.wikipedia.org/wiki/Mahalanobis distance, Wikipedia Link. 2014.
18.
http://en.wikipedia.org/wiki/Discriminant function analysis, Wikipedia Link. 2014.
19.
Green, S.B., N.J. Saljind, and T.M. Akey, Using SPSS for Windows and Macintosh:
Analyzing and understandingdata. New Jersey: Prentice Hall. 2008.
20.
Honigs, D.E., et al., Unique-sampleselection via near-infraredspectralsubtraction. Anal
Chem, 1985. 57(12): p. 2299-303.
21.
Duckworth, J., Spectroscopic qualitative analysis. Applied Spectroscopics, 1998. 7: p.
165-90.
22.
Rasmussen, H.T., et al., Hplc Method Development. Handbook of Pharmaceutical
Analysis by Hplc, 2005. 6: p. 145-190.
23.
Dempster, M.A., et al., A near-InfraredReflectance Analysis Methodfor the Noninvasive
Identification of Film-Coated and Non-Film-Coated,Blister-Packed Tablets. Analytica
Chimica Acta, 1995. 310(1): p. 43-5 1.
24.
Blanco, M., et al., Near-infraredspectroscopy in the pharmaceuticalindustry. Analyst,
1998. 123(8): p. 135R-150R.
25.
Gemperline, P.J., L.D. Webber, and F.O. Cox, Raw-Materials Testing Using Soft
Independent Modeling of Class Analogy Analysis of near-InfraredReflectance Spectra.
Analytical Chemistry, 1989. 61(2): p. 138-144.
26.
Ryan, J.A., et al., Rapid verification of identity and content of drugformulations using
mid-infraredspectroscopy. J Pharm Biomed Anal, 1991. 9(4): p. 303-10.
27.
Vankeirsbilck, T., et al., Applications of Raman spectroscopy in pharmaceuticalanalysis.
Trac-Trends in Analytical Chemistry, 2002. 21(12): p. 869-877.
28.
McCreery, R.L., et al., Noninvasive identification of materials inside USP vials with
Raman spectroscopy and a Raman spectral library. Journal of Pharmaceutical Sciences,
1998. 87(1): p. 1-8.
66